Область техники
[1] Настоящая заявка в основном относится к оптоволоконным кабелям, и в частности, к вариантам реализации для гибких оптоволоконных лент и к способам их изготовления.
Уровень техники
[2] Оптические волокна представляют собой пряди стекловолокна очень маленького диаметра, пригодные для передачи оптического сигнала на большие расстояния, при очень высоких скоростях, и с относительно низкими потерями сигнала, по сравнению со стандартными сетями из медных проводов. Поэтому, оптические кабели широко используются в дистанционной связи и заменили другие технологии, такие как спутниковая связь, стандартная проводная связь, и т.д. Помимо дистанционной связи, оптические волокна также используются во многих применениях, таких как медицина, авиация, компьютерные серверы данных, и т.д.
[3] Во многих применениях существует возрастающая потребность в оптических кабелях, которые способны передавать данные при высоких скоростях, занимая минимум пространства. Такая потребность может возникнуть, например, в серверах данных, где пространство для оптоволокна является критическим ограничивающим фактором. В частности, серверы данных обрабатывают все более высокие количества данных, для чего требуется повышенная способность к подключению для серверов данных. С резким повышением емкости данных среди центров обработки данных по всему миру, из-за расширения массовых вычислений, возрастает потребность в оптических кабелях, обладающих высоким количеством волокон и высокой плотностью. Однако максимальный размер оптического кабеля ограничен размером трубопроводов, по которым должны проходить кабели. Сжатие стандартных оптических кабелей, проходящих по трубопроводам, не является приемлемым вариантом. Это связано с тем, что хотя стандартные оптические кабели могут передавать больше данных, чем медные провода, они также больше склонны к повреждению в ходе установки. Характеристики оптических волокон в кабелях очень чувствительны к изгибанию, короблению или сжимающим напряжениям. Избыточное сжимающее напряжение в ходе изготовления, установки кабеля или технического обслуживания может неблагоприятно повлиять на механические и оптические характеристики стандартных оптических кабелей. Поэтому, существует потребность в снижении диаметра и массы кабеля. Снижение диаметра и массы кабеля позволит использовать существующее оборудование, такое как подземные трубопроводы или телефонные столбы, и снизит стоимость кабеля и стоимость установки.
[4] В дополнение, для сокращения времени срабатывания промежуточного доступа или подключения кабеля, требуется структура кабеля, обеспечивающая легкую обрабатываемость.
Сущность изобретения
[5] В соответствии с вариантом реализации настоящей заявки, оптоволоконный кабель включает в себя множество гибких лент, множество первых областей соединения и вторых областей соединения. Каждая из множества гибких лент включает в себя множество оптических волокон. Соседние оптические волокна из множества оптических волокон прикреплены друг к другу посредством одной из нескольких первых областей соединения. Вторая область соединения соединяет первую из множества гибких лент со второй из множества гибких лент.
[6] В соответствии с другим вариантом реализации настоящей заявки, оптоволоконный кабель включает в себя множество гибких лент, включающих в себя первую гибкую ленту и вторую гибкую ленту, множество первых областей соединения и множество вторых областей соединения, включающих в себя первую отдельную область и вторую отдельную область. Каждая из множества гибких лент включает в себя множество оптических волокон. Соседние из множества оптических волокон прикреплены друг к другу посредством одной из нескольких первых областей соединения. Первая дискретная область соединяет последнее оптическое волокно первой гибкой ленты из множества гибких лент с первым оптическим волокном второй гибкой ленты из множества гибких лент и расположена на первой области пересечения между последним оптическим волокном и первым оптическим волокном. Вторая дискретная область отстоит на первый шаг от первой дискретной области, вторая дискретная область, соединяет последнее оптическое волокно с первым оптическим волокном и расположена на второй области пересечения между последним оптическим волокном и первым оптическим волокном.
[7] В соответствии с другим вариантом реализации настоящей заявки, способ для формирования оптоволоконного кабеля включает в себя формирование множества гибких лент путем прикрепления нескольких оптических волокон, с использованием множества первых областей соединения, где соседние из множества оптических волокон прикреплены друг к другу посредством одной из множества первых областей соединения. Способ также может включать в себя формирование сборки гибких лент путем прикрепления множества гибких лент, с использованием множества вторых областей соединения, где соседние из множества гибких лент прикреплены друг к другу посредством одной из множества вторых областей соединения.
Краткое описание чертежей
[8] Для более полного понимания настоящей заявки и ее преимуществ, обратимся теперь к следующим описаниям, приведенным в сочетании с прилагаемыми чертежами, на которых:
[9] Фигуры 1A-1C иллюстрируют агрегированную гибкую ленту оптического кабеля в соответствии с вариантом реализации настоящей заявки, причем Фигура 1A иллюстрирует вид сверху агрегированной гибкой ленты, содержащей непрерывную область соединения между соседними гибкими лентами, причем Фигура 1B иллюстрирует вид снизу агрегированной гибкой ленты, иллюстрирующий непрерывную область соединения, причем Фигура 1C иллюстрирует соответствующее поперечное сечение агрегированной гибкой ленты, проиллюстрированной на Фигурах 1A-1B;
[10] Фигуры 2A-2B иллюстрируют агрегированную гибкую ленту оптического кабеля в соответствии с вариантом реализации настоящей заявки, причем Фигура 2A иллюстрирует вид сверху агрегированной гибкой ленты, содержащей непрерывную область соединения, имеющую структуру волны, а Фигура 2B иллюстрирует вид снизу агрегированной гибкой ленты, иллюстрирующий непрерывную область соединения;
[11] Фигуры 3A-3C иллюстрируют агрегированную гибкую ленту оптического кабеля в соответствии с вариантом реализации настоящей заявки. Фигура 3A иллюстрирует вид сверху агрегированной гибкой ленты оптического кабеля. Фигура 3B иллюстрирует вид снизу агрегированной гибкой ленты оптического кабеля. Фигура 3C иллюстрирует соответствующее поперечное сечение агрегированной гибкой ленты, проиллюстрированной на Фигурах 3A-3B;
[12] Фигуры 4A-4B иллюстрируют агрегированную гибкую ленту оптического кабеля в соответствии с вариантом реализации настоящей заявки, причем Фигура 4A иллюстрирует вид сверху агрегированной гибкой ленты, содержащей прерывистые области соединения, а Фигура 4B иллюстрирует вид снизу агрегированной гибкой ленты, иллюстрирующий прерывистые области соединения;
[13] Фигуры 5A-5B иллюстрируют агрегированную гибкую ленту оптического кабеля в соответствии с альтернативным вариантом реализации настоящей заявки, причем Фигура 5A иллюстрирует вид сверху агрегированной гибкой ленты, содержащей прерывистые области соединения, имеющие альтернативную структуру, а Фигура 5B иллюстрирует вид снизу агрегированной гибкой ленты, иллюстрирующий прерывистые области соединения;
[14] Фигуры 6A-6C иллюстрируют агрегированную гибкую ленту оптического кабеля в соответствии с альтернативным вариантом реализации настоящей заявки, причем Фигура 6A иллюстрирует вид сверху агрегированной гибкой ленты, содержащей прерывистые области соединения, имеющие еще одну альтернативную структуру, Фигура 6B иллюстрирует вид снизу агрегированной гибкой ленты, иллюстрирующий прерывистые области соединения, а Фигура 6C иллюстрирует вид снизу агрегированной гибкой ленты, иллюстрирующий прерывистые области соединения в альтернативном варианте реализации;
[15] Фигуры 7A-7B иллюстрируют агрегированную гибкую ленту оптического кабеля в соответствии с альтернативным вариантом реализации настоящей заявки, причем Фигура 7A иллюстрирует вид сверху агрегированной гибкой ленты, содержащей прерывистые области соединения, имеющие еще одну альтернативную структуру, а Фигура 7B иллюстрирует вид снизу агрегированной гибкой ленты, иллюстрирующий прерывистые области соединения;
[16] Фигуры 8A-8E иллюстрируют агрегированную гибкую ленту оптического кабеля в соответствии с альтернативным вариантом реализации настоящей заявки, причем Фигура 8A иллюстрирует вид сверху агрегированной гибкой ленты, содержащей прерывистые области соединения, имеющие первую структуру, Фигура 8B иллюстрирует вид сверху агрегированной гибкой ленты, содержащей прерывистые области соединения, имеющие отличную вторую структуру, Фигура 8C иллюстрирует вид сверху агрегированной гибкой ленты, содержащей прерывистые области соединения, имеющие отличную третью структуру, Фигура 8D иллюстрирует вид сверху агрегированной гибкой ленты, содержащей прерывистые области соединения, имеющие отличную четвертую структуру (рисунок), а Фигура 8E иллюстрирует вид сверху агрегированной гибкой ленты, содержащей прерывистые области соединения, имеющие отличную квадратную структуру волны;
[17] Фигуры 9A-9C иллюстрируют поперечный разрез агрегированной гибкой ленты, буферной трубки и оптического кабеля в соответствии с вариантами реализации настоящей заявки, причем Фигура 9A иллюстрирует агрегированную гибкую ленту, сложенную саму с собой в соответствии с вариантом реализации настоящей заявки, Фигура 9B иллюстрирует поперечный разрез буферной трубки, образованной с использованием множества компоновок гибких лент, а Фигура 9C иллюстрирует поперечный разрез оптического кабеля, содержащего несколько буферных трубок по Фигуре 9B; и
[18] Фигуры 10A-10E иллюстрируют агрегированную гибкую ленту в ходе различных стадий изготовления в соответствии с вариантами реализации настоящей заявки, причем Фигура 10A иллюстрирует процесс компоновки для гибкой ленты из множества оптических волокон, Фигура 10B иллюстрирует множество гибких лент в ходе формирования первых областей соединения на верхней стороне, Фигура 10C (аналогично Фигуре 10A) иллюстрирует образование сборки гибких лент из множества гибких лент в соответствии с вариантами реализации настоящего изобретения, Фигура 10D иллюстрирует поперечный разрез множества гибких лент в ходе формирования вторых областей соединения на противоположной нижней стороне, а Фигура 10E иллюстрирует вид сверху множество гибких лент в ходе формирования вторых областей соединения на нижней стороне вдоль заданной структуры.
[19] Фигуры 11A-11B иллюстрируют альтернативные варианты реализации агрегированной гибкой ленты в ходе различных стадий изготовления, в которых оптическая лента установлена стационарно в ходе процесса присоединения, причем Фигура 11A иллюстрирует множество гибких лент в ходе формирования первых областей соединения на верхней стороне, а Фигура 11B иллюстрирует поперечный разрез множество гибких лент в ходе формирования вторых областей соединения на противоположной нижней стороне.
Подробное описание иллюстративных вариантов реализации
[20] В настоящий момент, предпочтительные варианты реализации, включая их изготовление и применение, обсуждаются подробно ниже. Однако следует учитывать, что настоящая заявка обеспечивает несколько концепций изобретения, которые могут быть воплощены в самых разнообразных конкретных контекстах. Конкретные варианты реализации, обсуждаемые в настоящем описании, являются лишь описательными для конкретных способов изготовления и использования изобретение. Эти конкретные варианты реализации не ограничивают объем изобретения.
[21] Настоящая заявка будет описана со ссылкой на примерные варианты реализации в конкретном контексте, а именно, в контексте структуры и изготовления агрегированных гибких лент, содержащих множество оптических волокон.
[22] В различных вариантах реализации раскрыты агрегированные структуры гибких лент, используемых в оптических кабелях. Оптический кабель включает в себя множество таких лент, где каждая лента может быть изготовлена из множества оптических волокон, например, из двенадцати - шестнадцати оптических волокон. Варианты реализации настоящей заявки описывают соединение гибких лент, с использованием шаблона композиционных материалов (припоев), для агрегирования лент, с образованием, таким образом, сборки гибких лент. Например, две гибкие ленты из двенадцати оптических волокон становятся одной агрегированной лентой из двадцати четырех оптических волокон.
[23] Варианты реализации настоящей заявки дают преимущество в изготовлении кабелей гибких лент, поскольку в ходе процесса буферизации ленты приходится скручивать и вводить в кабель меньшее количество независимых компонентов. Например, варианты реализации настоящей заявки могут снизить количество затрат в ходе буферизации ленты, где для кабеля с большим количеством волокон используют большое количество бобин для лент. Благодаря повышенной гибкости, обеспечиваемой сборкой гибких лент, в каждую буферную трубку можно упаковать большее количество оптических волокон, что обеспечивает более высокую плотность волокон. В дополнение, пользователь/установщик этих кабелей получит выгоду вследствие снижения сложности. Например, при удалении пользователем/установщиком агрегированных лент или комплектов гибких лент из буферной трубки, необходимо обрабатывать меньшее количество лент, и для массового сращивания оптических волокон требуется осуществить более легкие этапы. В качестве иллюстрации, вместо извлечения 144 гибких лент (каждая из которых имеет двенадцать оптических волокон) из буферной трубки, пользователю/установщику придется иметь дело лишь с 72 агрегированными гибкими лентами с 2×12 оптических волокон в каждой. Это позволит легче проникать в корпус, перед разделением лент и сращиванием оптических волокон.
[24] Сборка гибких оптических лент с непрерывной областью соединения между ее гибких оптических лент компонента сначала будет описана на виде сверху, виде снизу и поперечном разрезе на Фигурах 1A-C. За этим последуют описания нескольких дополнительных структурных вариантов реализации сборки гибких лент, различных по форме и местоположениям применяемых областей соединения между оптическими волокнами компонента, - на Фигурах 2A-2B, 3A-3C, 4A-4B, 5A-5B, 6A-6C, 7A-7B и 8A-8E. Конструкция оптического кабеля, в которой реализованы варианты реализации настоящей заявки, будут описаны с использованием Фигур 9A-9C. Способ для изготовления агрегированных гибких оптических лент будет описан с использованием Фигур 10A-10E и 11A-11B. Все Фигуры, за исключением Фигуры 9A-9C, иллюстрируют гибкие ленты в развернутой или плоской конфигурации. В кабеле гибкие ленты смотаны или свернуты вместе в буферных трубках, как проиллюстрировано, например, на Фигурах 9A-9C.
[25] Фигуры 1A-1C иллюстрирует оптический кабель в соответствии с вариантом реализации настоящей заявки. Фигура 1A иллюстрирует вид сверху агрегированной гибкой ленты оптического кабеля. Фигура 1B иллюстрирует вид снизу агрегированной гибкой ленты оптического кабеля. Фигура 1C иллюстрирует соответствующее поперечное сечение агрегированной гибкой ленты, проиллюстрированной на Фигурах 1A-1B.
[26] Обратимся к Фигуре 1A, где оптический кабель включает в себя сборку 25 гибких лент, содержащую множество гибких лент, таких как первая 50 гибкая лента и вторая 60 гибкая лента. В различных вариантах реализации, несколько оптических волокон штабелировано или сгруппировано в пучок, с образованием одной гибкой ленты. Однако, в отличие от стандартной ленты, которую штабелируют и герметизируют вместе, в различных вариантах реализации каждое из оптических волокон закрепляют свободным образом (не жестко, без герметизации) так, чтобы лента поддерживала гибкость, так, чтобы им были приданы другие формы. Например, как проиллюстрировано на поперечном разрезе по Фигуре 1C, первая 50 гибкая лента включает в себя первый 51-58 комплект оптических волокон, тогда как вторая 60 гибкая лента включает в себя второй 61-68 комплект оптических волокон. Хотя проиллюстрировано только восемь оптических волокон, в различных вариантах воплощения отдельная гибкая лента может включать в себя большее или меньшее количество оптических волокон. Например, в одном варианте реализации, первая и вторая гибкие ленты 50 и 60 включают в себя шесть оптических волокон. В еще одном варианте реализации первая и вторые гибкие ленты 50 и 60 может включать в себя двенадцать или шестнадцать оптических волокон. Иными словами, количество оптических волокон может меняться, в зависимости от применения.
[27] Обратимся к Фигурам 1A и 1C, где соседние оптические волокна скреплены вместе на первых областях 30 соединения. Как лучше всего проиллюстрировано на Фигуре 1C, первые области 30 соединения заполняют зазоры между соседними оптическими волокнами, такими как седьмое оптическое волокно 57 и восьмое оптическое волокно 58. В дополнение, первые области 30 соединения образованы на первой стороне 21 первой гибкой ленты 50, в отличие от второй стороны 22.
[28] Обратимся к Фигуре 1A, где соседние первые области 30 соединения соединяющие оптические волокна отделены друг от друга на первый шаг p41. Хотя, первый шаг p41 не изменяется в пределах кабеля, как проиллюстрировано на Фигуре 1A, в некоторых вариантах реализации, первый шаг p41 может быть непостоянным в пределах кабеля. Для поддержания постоянного шага, первые области 30 соединения имеет рабочий цикл 50%, иными словами, образованы только в ходе полуволнового цикла. Иными словами, при 50% рабочем цикле, лишь поочередные пересечения между соседними оптическими волокнами вдоль первой структуры 41 имеют область соединения. В случае 100% рабочего цикла, все пересечения между соседними оптическими волокнами вдоль первой структуры 41 имеют область соединения.
[29] Первый шаг p41 может изменяться, например, примерно от 10 мм примерно до 500 мм, в зависимости от применения. В одном или более вариантах реализации, первый шаг p41 может изменяться примерно от 30 мм примерно до 100 мм.
[30] Первые области 30 соединения простираются вовнутрь страницы на Фигуре 1C и, как проиллюстрировано на Фигуре 1A, могут иметь первую длину b41 соединения. Первая длина b41 соединения может изменяться, например, примерно от 1 мм примерно до 50 мм, в зависимости от применения. В одном или более вариантах реализация, первая длина b41 соединения может изменяться примерно от 5 мм примерно до 20 мм.
[31] Каждая первая область 30 соединения отделена от ближайшей первой области соединения, соединяющей различные оптические кабели первым ближним расстоянием n41.
[32] В различных вариантах реализации, эти расстояния (первый шаг p41, первая длина b41 соединения и первое ближнее расстояние n41) можно изменять для достижения заданного набора механических свойств лент, таких как прочность, гибкость или жесткость, и для достижения целевых производственных расходов и производственных возможностей.
[33] В дополнение, вычерчивание кривой, проходящей через ближайшие соседние области первых областей 30 соединения приводит к образованию первой структуры 41. На иллюстрации, первая структура 41 имеет структуру волны. Структуру волны можно описать с использованием первого шага p41, первой длины b41 соединения и первого ближнего расстояния n41. В качестве альтернативы, структуру волны можно описать с использованием длины волны (первый шаг p41) и первой амплитуды a41, наряду с первой длиной b41 соединения. В различных вариантах реализации, структура волны, образованная первыми областями 30 соединения, может содержать любой тип волн, такой как квадратные волны, синусоидальные волны, косинусоидальные волны, треугольные волны, и другие.
[34] Однако, в различных вариантах реализации, первые области 30 соединения могут быть скомпонованы в виде других структур. Некоторые из этих альтернативных структур будут описаны далее, в последующих вариантах реализации.
[35] В различных вариантах реализации, первые области могут содержать связующий агент, действующий как связующее между соседними оптическими волокнами. В одном варианте реализации, композиционный материал первых областей 30 соединения может содержать акриловый, моментальный клей светового отверждения, такой как УФ-отверждаемый акриловый материал. В другом варианте реализации, композиционный материал первых областей 30 соединения может содержать отвержденную смолу. В альтернативных вариантах реализации, первые области 30 соединения могут содержать другие связующие материалы, такие как термопластический материал.
[36] Обратимся к Фигурам 1A-B, где первая гибкая лента 50 прикреплена ко второй гибкой ленте 60 на второй области 35 соединения. В различных вариантах реализации, вторая область 35 соединения образована на второй стороне 22, противоположной первой стороне 21, на которой образованы первые области 30 соединения. Это проиллюстрировано на Фигуре 1A, где сплошные линии и белые области иллюстрируют первые 30 областей припаивания на первой 21 стороне. Напротив, пунктирные линии иллюстрируют вторую область 35 соединения на второй стороне 22. На Фигуре 1B, которая показывает вид снизу, первую структуру 41 первых областей 30 соединения на первой стороне 21 проиллюстрирован с пунктирными линиями, а вторая область 35 соединения на второй стороне 22 изображена со сплошными линиями и белыми области. Это условие поддерживается по всем остальным Фигурам. Однако, как будет ясно из дальнейшего описания, первая сторона 21 и вторая сторона 22 не являются плоскостями в оптическом кабеле, поскольку гибкие ленты складываются. Иными словами, первая сторона 21 и вторая сторона 22 перед складыванием и внедрением в кабель лежат в одной плоскости. Но, уже находясь в кабеле, лента складывается и поэтому первая сторона 21 и вторая сторона 22 могут не находиться в общей плоскости.
[37] Фигуры 1A-C иллюстрируют вариант реализации, в котором вторая 35 область соединения простирается линейно и непрерывно между соседними гибкими лентами, такими как первая гибкая лента 50 и вторая гибкая лента 60. Как проиллюстрировано на Фигуре 1B, вторая область 35 соединения соединяет соседние оптические волокна первой и второй гибких лент 50 и 60. Это также проиллюстрировано на Фигуре 1C, где вторая область 35 соединения заполняет зазор между восьмым оптическим волокном 58 из первого комплекта оптических волокон 51-58 первой гибкой ленты 50 и первым оптическим волокном 61 из второго комплекта оптических волокон 61-68 второй гибкой ленты 60.
[38] В дополнение, вторая 35 область соединения образована на второй стороне 22 сборки 25 гибких лент, которая находится на стороне, противоположной от первых областей 30 соединения. Следовательно, в этом варианте реализации, сборка 25 гибких лент содержит первую гибкую ленту 50 и вторую гибкую ленту 60, агрегированную линейной, непрерывной второй областью 35 соединения.
[39] Однако, в различных вариантах реализации, несколько вторых областей 35 соединения можно использовать вместо одной второй области соединения, а множество вторых областей 35 соединения может быть расположено в виде других структур. Некоторые из этих альтернативных структур будут описаны далее в последующих вариантах реализации.
[40] Является выгодным, чтобы зона соединения множества вторых областей 35 соединения была намного меньше, чем стандартная оболочка, которая покрывает все оптические волокна, причем сборка 25 гибких лент поддерживает более высокую степень гибкости. Кроме того, меньшая зона соединения приводит к меньшей прочности соединения, приводя к более легкой возможности разделения гибких лент, с получением меньших групп по две или по три, для массового сварного сращивания волокон. Является предпочтительным, чтобы прочность сцепления вторых областей 35 соединения была меньше, чем прочность сцепления первых областей 30 соединения. Это обеспечивает предпочтительное разделение гибких лент, при разделении сборки 25 гибких лент на группы по две или три гибкие ленты, для массового сварного сращивания волокон и предотвращения остаточного прикрепления одного или более волокон одной гибкой ленты к соседней гибкой ленте. Прочность соединения вторых областей 35 соединения (а также первых областей 30 соединения) можно отрегулировать посредством длины областей соединения, степени отверждения поверхности гибкой ленты или состава связующего материала, такого как имеющего стимуляторы адгезии в некоторых количествах.
[41] В различных вариантах реализации, при измерении с использованием такой технологии, как испытание на отслаивание при растяжении, прочность соединения первых областей 30 соединения может находиться в диапазоне 0,1Н-1,5Н, предпочтительно, 0,Н-0,3Н, тогда как прочность соединения вторых областей 35 соединения (хотя и меньше, чем прочность пайки первых областей соединения) может находиться в диапазоне 0,01Н-0,3Н, предпочтительно, 0,0Н-0,1Н.
[42] В испытании на отслаивание при растяжении одно волокно, или группу волокон от конца ленты зажимают в захвате прибора для испытания на растяжение (например, Instron 5567), тогда как остальные волокна, простирающиеся из того же конца ленты, зажимают в противоположном захвате прибора для испытания на растяжение, и измеряют усилие для их разделения. При таком испытании на отслаивание при растяжении измеряют силу, требуемую для разрыва одной связи.
[43] Фигуры 2A-2B иллюстрируют другой вариант реализации настоящей заявки, в котором вторая область 35 соединения имеет непрерывную структуру волны. Фигура 2A иллюстрирует первую сторону 21 сборки 25 гибких лент с первыми областями соединения, применяемыми в первой структуре 41, имеющей первый шаг p41, как было описано с использованием Фигуры 1A. Фигура 2B иллюстрирует нижнюю поверхность сборки 25 гибких лент со второй областью 35 соединения, сформированной непрерывно вдоль волнообразной структуры.
[44] В варианте реализации, проиллюстрированном на Фигурах 2A-B, вторая область 35 соединения, аналогично предыдущему варианту реализации, содержит первый участок S35-1, который соединяет восьмое оптическое волокно 58 из первого комплекта оптических волокон 51-58 первой гибкой ленты 50 с первым оптическим волокном 61 из второго комплекта оптических волокон 61-68 второй гибкой ленты 60. Однако, в отличие от предыдущего варианта реализации, вторая область 35 соединения дополнительно содержит второй участок S35-2 и третий участок S35-3, которые соединяют соседние оптические волокна в одной и той же гибкой ленте. Например, на иллюстрации, второй участок S35-2 соединяет седьмое оптическое волокно 57 из первого комплекта оптических волокон 51-58 первой гибкой ленты 50 с восьмым оптическим волокном 58 из первого комплекта оптических волокон 51-58 первой гибкой ленты 50. Аналогично, третий участок S35-3 соединяет первое оптическое волокно 61 из второго комплекта оптических волокон 61-68 второй гибкой ленты 60 со вторым оптическим волокном 62 из второго комплекта оптических волокон 61-68 второй гибкой ленты 60.
[45] Как проиллюстрировано на Фигуре 2B, вторая 35 область соединения имеет форму волны, имеющую вторую амплитуду a2. В других вариантах реализации, вторая область 35 соединения может иметь бóльшую амплитуду (чем проиллюстрированная на Фигуре 2B), так что посредством второй области 35 соединения соединяется большее количество оптических волокон. Иными словами, с ростом второй амплитуды a2 непрерывной структуры волны, вторая область 35 соединения будет соединять между собой все большее количество оптических волокон в первой гибкой ленте 50 и во второй гибкой ленте 60.
[46] В различных вариантах реализации, форма, образованная вторыми областями 35 соединения, может иметь любой тип волн, такой как квадратные волны, синусоидальные волны, косинусоидальные волны, треугольные волны, и другие. В дополнительных вариантах реализации, форма, образованная вторыми областями 35 соединения, может представлять собой произвольную форму, такую как «зигзагообразная» форма.
[47] Фигуры 3A-3C иллюстрирует оптический кабель в соответствии с вариантом реализации настоящей заявки, в котором вторая область соединения имеет бóльшую ширину для соединения между собой множество оптических волокон. Фигура 3A иллюстрирует вид сверху агрегированной гибкой ленты оптического кабеля. Фигура 3B иллюстрирует вид снизу агрегированной гибкой ленты оптического кабеля. Фигура 3C иллюстрирует соответствующее поперечное сечение агрегированной гибкой ленты, проиллюстрированной на Фигурах 3A-3B.
[48] В отличие от варианта реализации по Фигурам 2A-2B, вторая область 35 соединения является линейной и непрерывной, аналогично варианту реализации по Фигурам 1A-1C. Однако, в отличие от варианта реализации, описанного с использованием Фигуры 1A-1C, в этом варианте реализации вторая область 35 соединения является более широкой, для соединения между собой бóльшего количества оптических волокон.
[49] Поэтому, этот вариант реализации может быть аналогичным Фигурам 1A-1C в том, что линейная непрерывная вторая область 35 соединения расположена на второй стороне 22, для соединения первой гибкой ленты 50 со второй гибкой лентой 60. Однако, в отличие от варианта реализации по Фигурам 1A-1C, в этом варианте реализации вторая область 35 соединения может быть шире, при наличии ширины w35, которая перекрывается даже более чем с двумя оптическими волокнами. На иллюстрации, вторая 35 область припаивания имеет ширину w35, которая перекрывается с седьмым оптическим волокном 57 из первого комплекта оптических волокон51-58 первой гибкой ленты 50, с восьмым оптическим волокном 58 из первого комплекта оптических волокон 51-58 первой гибкой ленты 50, с первым оптическим волокном 61 из второго комплекта оптических волокон 61-68 второй гибкой ленты 60 и со вторым оптическим волокном 62 из второго комплекта оптических волокон 61-68 второй гибкой ленты 60.
[50] Вторая область 35 соединения также может быть толще, для достижения частичной герметизации множества оптических волокон. Тогда как этот вариант реализации может быть не настолько гибким, как вариант реализации по Фигурам 1A-1C, частичная герметизация, обеспеченная второй областью соединения 35, может привести к повышенной механической прочности, выгодной в некоторых применениях.
[51] Фигуры 4A-4B иллюстрируют агрегированную гибкую ленту оптического кабеля в соответствии с вариантом реализации настоящей заявки. Фигура 4A иллюстрирует вид сверху агрегированной гибкой ленты, содержащей прерывистые области соединения, а Фигура 4B иллюстрирует вид снизу агрегированной гибкой ленты, иллюстрирующий прерывистые области соединения.
[52] В дополнительных вариантах реализации, вторую область 35 соединения можно применять способом, аналогичным первым областям соединения 30, описанным в предыдущих вариантах реализации. Иными словами, вместо непрерывной второй области 35 соединения (как было описано на Фигурах 1A-3C выше), можно использовать множество вторых областей 35 соединения, с образованием сборки 25 гибких лент. Каждая область соединения множества вторых областей 35 соединения является более короткой, чем длина отдельных оптических волокон.
[53] Обратимся к Фигурам 4A-4B, где в одном варианте реализации первая гибкая лента 50 и вторая гибкая лента 60 соединены между собой на второй стороне 22. Фигура 4B иллюстрирует, что множество вторых областей 35 соединения нанесены между соседними оптическими волокнами первой гибкой ленты 50 и второй гибкой ленты 60.
[54] Множество вторых областей 35 соединения могут иметь вторую длину b42 соединения, как проиллюстрировано на Фигуре 4B. Вторая длина b42 соединения может изменяться, например, примерно от 1 мм примерно до 50 мм, в зависимости от применения. В одном или более вариантах реализации, вторая длина b42 соединения может изменяться примерно от 5 мм примерно до 20 мм.
[55] В варианте реализации, проиллюстрированном на Фигуре 4B, соседние области соединения множества вторых областей 35 соединения разделены вторым шагом p42. Второй шаг p42 может изменяться, например, примерно от 10 мм примерно до 250 мм, в зависимости от применения. В одном или более вариантах реализации, второй шаг p42 может изменяться примерно от 30 мм примерно до 80 мм. В одном варианте реализации, второй шаг p42 изменяется от 40 мм до 50 мм.
[56] В дополнение, вычерчивание кривой, проходящей через ближайшие соседние области вторых областей 35 соединения, приводит к получению второй структуры (рисунка) 42. Как проиллюстрировано на Фигуре 4B, вторая структура 42 имеет структуру волны. Аналогично первой структуре 41, вторую структура 42 также можно, в качестве альтернативы, описать с использованием второго шага 42 и второй длины b42 соединения.
[57] В различных вариантах реализации, эти расстояния (второй шаг 42 и вторая длина b42 соединения) будут изменяться до достижения заданного набора механических свойств сборки 25 гибких лент, таких как прочность, гибкость или жесткость, и до достижения целевых производственных расходов и производственных возможностей.
[58] Фигуры 5A-5B иллюстрируют агрегированную гибкую ленту оптического кабеля в соответствии с альтернативным вариантом реализации настоящей заявки, в котором Фигура 5A иллюстрирует вид сверху агрегированной гибкой ленты, содержащей прерывистые области соединения, имеющие альтернативный рисунок (структуру), чем Фигуры 4A-4B, и в котором Фигура 5B иллюстрирует вид снизу агрегированной гибкой ленты, иллюстрирующий прерывистые области соединения;
[59] В отличие от предыдущего варианта реализации по Фигурам 4A-4B, в этом варианте реализации, множество вторых областей 35 соединения установлено в виде волны, для соединения вместе более двух оптических волокон. Обратимся к Фигурам 5A-5B, где в одном варианте реализации несколько вторых областей 35 соединения следует за третьей структурой 43.
[60] Обратимся к Фигуре 5B, где соседние множество вторых областей 35 соединения, соединяющие одни и те же оптические волокна, отделены друг от друга третьим шагом p43. Для поддержания постоянного шага, несколько вторых областей 35 соединения имеет рабочий цикл 50%, иными словами, образуются только в ходе полуволнового цикла. Третий шаг p43 может изменяться, например, примерно от 10 мм примерно до 250 мм, в зависимости от применения. В одном или более вариантах реализации, третий шаг p43 может изменяться примерно от 30 мм примерно до 100 мм. В одном варианте реализации, третий шаг p43 изменяется от 40 мм до 50 мм.
[61] Множество вторых областей 35 соединения включает в себя первую дискретную область R1 и вторую дискретную область R2. Первая дискретная область R1 и вторая дискретная область R2 соединяют последнее оптическое волокно (восьмое оптическое волокно58) первой гибкой ленты 50 с первым оптическим волокном 61 второй гибкой ленты 60. Первая дискретная область R1 и вторая дискретная область R2 расположены на первой области пересечения и второй области пересечения между последним оптическим волокном и первым оптическим волокном 61. Вторая дискретная область R2 отстоит от первой дискретной области R1 на третий шаг p43.
[62] В отличие от предыдущего варианта реализации, в данном варианте реализации множество вторых областей 35 соединения включает в себя третью дискретную область R3, соединяющую другие оптические волокна. Третья дискретная область R3 соединяет первое оптическое волокно 61 второй гибкой ленты 60 со вторым оптическим волокном 62 второй гибкой ленты 60 и расположена на третьей области пересечения между первым оптическим волокном 61 и вторым оптическим волокном 62.
[63] Каждая из множества вторых областей 35 соединения может иметь третью длину b43 соединения. Третья длина b43 соединения может изменяться, например, примерно от 1 мм примерно до 50 мм, в зависимости от применения. В одном или более вариантах реализации, третья длина b43 соединения может изменяться примерно от 5 мм примерно до 20 мм. В проиллюстрированном варианте реализации по Фигурам 5A и 5B, первая длина b41 соединения почти такая же, что и третья длина b43 соединения.
[64] Каждая из множества вторых областей 35 соединения отделена от ближайшей второй области соединения, соединяющей различные оптические кабели, третьим ближним расстоянием n43. В различных вариантах реализации, эти расстояния (третий шаг p43 , третья длина b43 соединения и третье ближнее расстояние n43) будут изменяться для достижения заданного набора механических свойств лент, таких как прочность, гибкость или жесткость, и достижения целевой стоимости и возможности изготовления.
[65] В дополнение, вычерчивание кривой, проходящей через ближайшие соседние области множества вторых областей 35 соединения, приводит к получению третьего рисунка (структуры) 43. На фигуре, третья структура 43 имеет структуру волны. Структуру волны третьей структуры 43 можно описать с использованием третьего шага p43, третьей длины b43 соединения и третьего ближнего расстояния n43. В качестве альтернативы, структуру волны можно описать с использованием длины волны (третьего шага p43) и третьей амплитуды a43, наряду с третьей длиной b43 соединения. В различных вариантах реализации, структура (рисунок), образованная вторыми областями 35 соединения, может содержать любой тип волн, такой как квадратные волны, синусоидальные волны, косинусоидальные волны, треугольные волны, и другие.
[66] Однако, в различных вариантах реализации первые области 30 соединения могут быть расположены в виде других структур. Некоторые из этих альтернативных структур будут описаны далее в последующих вариантах реализации.
[67] В варианте реализации, проиллюстрированном на Фигуре 5A, третья структура 43 имеет ту же фазу, что и первая структура 41, а третий шаг p43 имеет тот же шаг, что и первый шаг p41 первого рисунка (структуры)41, который описывает первые области 30 соединения на первой стороне 21 сборки 25 гибких лент. Дополнительно, в этом варианте реализации, третья амплитуда a43 третьей структуры (рисунка) 43 меньше, чем первая амплитуда a41 первой структуры(рисунка) 41. В других вариантах реализации, третью амплитуду a43 третьей структуры 43 можно изменять для достижения других свойств сборки 25 гибких лент, таких как гибкость или прочность сцепления.
[68] Фигуры 6A-6C иллюстрируют агрегированную гибкую ленту оптического кабеля в соответствии с альтернативным вариантом реализации настоящей заявки, причем Фигура 6A иллюстрирует вид сверху агрегированной гибкой ленты, содержащей прерывистые области соединения, имеющие еще один альтернативный рисунок, Фигура 6B иллюстрирует вид снизу агрегированной гибкой ленты, иллюстрирующий прерывистые области соединения, а Фигура 6C иллюстрирует вид снизу агрегированной гибкой ленты, иллюстрирующий прерывистые области соединения в альтернативном варианте реализации;
[69] Этот вариант реализации может быть аналогичен варианту реализации, описанному с использованием Фигуры 5A-5B, за исключением того, что несколько вторых областей 35 соединения расположено согласно другой структуре волны, проиллюстрированной схематически в виде четвертой структуры (рисунка) 44. В частности, в этом варианте реализации четвертая структура 44 имеет ту же фазу, шаг и амплитуду, что и первая структура 41. Поэтому, как проиллюстрировано на Фигуре 6B, первая амплитуда a41 является такой же, что и четвертая амплитуда, тогда как первый шаг p41 такой же, что и четвертый шаг p44.
[70] В отличие от Фигуры 6B, на Фигуре 6C четвертая структура (рисунок) 44 имеет тот же шаг и амплитуду, что и первая структура (рисунок) 41. Однако, что касается первого рисунка 41 (проиллюстрированного, например, на Фигуре 5A), рабочий цикл имеет разность фаз. Также из сопоставления Фигур 6B и 6C очевидно, что рабочий цикл в варианте реализации по Фигуре 6C имеет разность фаз 180° с рабочим циклом в варианте реализации по Фигуре 6B.
[71] В качестве дополнительной иллюстрации, первые области 30 соединения на первой стороне 21 и вторые области 35 соединения на второй стороне 22 в варианте реализации по Фигурам 6A-6C имеют разные длины соединения. В проиллюстрированном варианте реализации по Фигурам 6A и 6B, первая длина b41 соединения по существу отлична от четвертой длины b44 соединения. В одном варианте реализации, как проиллюстрировано на Фигурах 6B-6C, четвертая длина b44 соединения больше, чем первая длина b41 соединения, например, на 20%. В другом варианте реализации четвертая длина b44 соединения короче, чем первая длина b41 соединения.
[72] Фигуры 7A-7B иллюстрируют агрегированную гибкую ленту оптического кабеля в соответствии с альтернативным вариантом реализации настоящей заявки, причем Фигура 7A иллюстрирует вид сверху агрегированной гибкой ленты, содержащей прерывистые области соединения, имеющие еще один альтернативный рисунок, а Фигура 7B иллюстрирует вид снизу агрегированной гибкой ленты, иллюстрирующий прерывистые области соединения.
[73] В отличие от предыдущих вариантов реализации, в данном варианте реализации области соединения установлены с 100% рабочим циклом, - см., например, первые области 30 соединения на первой стороне 21 сборки 25 гибких лент на Фигуре 7A и вторые области 35 соединения на второй стороне 22 сборки 25 гибких лент на Фигуре 7B. Следовательно, из-за волнообразной структуры для первого рисунка 41 и пятого рисунка 45, в этом варианте реализации оптические волокна в центральной области изгиба более жестко закреплены, чем оптические волокна на внешней периферии структуры волны. Например, в результате, крепление между первой гибкой лентой 50 и второй гибкой лентой 60 может быть сильнее в точке пересечения между этими лентами. В дополнительном варианте реализации, первые области 60 соединения могут быть установлены при рабочем цикле 50% (например, как на Фигурах 1A, 2A, 3A, 4A, 5A, 6A), тогда как вторые области соединения могут быть установлены при рабочем цикле 100%.
[74] В дополнение, пятый рисунок (структура) 45, проиллюстрированный на Фигуре 7B, может иметь фазу, отличную от первого рисунка 41, проиллюстрированного на Фигуре 7A, при поддержании сходного шага и амплитуды, что и для первого рисунка 41.
[75] Фигуры 8A-8D иллюстрируют виды сверху агрегированной гибкой ленты в соответствии с различными альтернативными вариантами реализации настоящей заявки. Соответствующий вид снизу не проиллюстрирован, но пунктирные линии иллюстрируют признаки на противоположной стороне.
[76] Обратимся к Фигуре 8A, где множество вторых областей 35 соединения расположено согласно другому альтернативному шестому рисунку (структуре) 46. Для ясности, на Фигуре 8A проиллюстрировано лишь несколько из множества вторых областей 35 соединения.
[77] Шестой рисунок 46 имеет большую амплитуду, чем амплитуды, проиллюстрированные в предыдущих вариантах реализации так, чтобы множество вторых областей 35 соединения были нанесены на соединения каждого (или почти всех) оптического волокна на нижней стороне сборки 25 гибких лент. В этом варианте реализации, первая длина b41 соединения первых областей 30 соединения может быть почти равна шестой длине b46 соединения вторых областей 35 соединения. В других вариантах реализации, первая длина b41 соединения первых областей 30 соединения может быть отлична от шестой длины b46 соединения вторых областей 35 соединения. Хотя первые области 30 соединения установлены с рабочим циклом 100% вдоль первого рисунка 41, в других вариантах реализации можно выбрать другой рабочий цикл. Некоторые варианты включают в себя 25%, 50%, и 75%.
[78] Фигура 8B иллюстрирует дополнительный альтернативный вариант реализации настоящей заявки с «зигзагообразным» рисунком (структурой). Обратимся к Фигуре 8B, где множество вторых областей 35 соединения установлено согласно другому альтернативному седьмому рисунку (структуре) 47. Опять же, для ясности, на Фигуре 8B проиллюстрировано лишь немного из нескольких вторых областей 35 соединения.
[79] В одном варианте реализации, седьмой рисунок 47 может иметь большую амплитуду так, чтобы скрещенные соединения каждого (или почти всех) оптических волокон на нижней стороне сборки 25 гибких лент были прикреплены с использованием одной из множества вторых областей 35 соединения. На Фигуре 8B, седьмой рисунок 47 пересекает всю ширину сборки 25 гибких лент.
[80] В одном варианте реализации, первая длина b41 соединения первых областей 30 соединения может быть почти равна седьмой длине b47 соединения вторых областей 35 соединения. В других вариантах реализации, первая длина b41 соединения первых областей 30 соединения может быть отлична от седьмой длины b47 соединения вторых областей 35 соединения. Дополнительно, другие варианты реализации могут содержать дополнительно альтернативные нерегулярные зигзагообразные рисунки, описывающие применение множества вторых областей 35 соединения.
[81] В качестве альтернативы, как проиллюстрировано на Фигуре 8C, в других вариантах реализации рисунок (структура) множества вторых областей 35 соединения может иметь меньшую амплитуду, чем проиллюстрировано на Фигуре 8B. Следовательно, восьмой рисунок 48 покрывает лишь часть ширины сборки 25 гибких лент. Как проиллюстрировано, в одном варианте реализации восьмая длина b48 соединения может быть больше, чем первая длина b41 соединения.
[82] Как проиллюстрировано на Фигурах 8B-8C, седьмой и восьмой рисунки 47 и 48 не имеют надлежащей формы волны или повторяют треугольную форму. Следовательно, в различных вариантах реализации, вторые области 35 соединения могут быть нанесены прерывисто на другие нерегулярные рисунки с изменяющимися амплитуды, шагами и фазами.
[83] Фигура 8D иллюстрирует другой альтернативный вариант реализации настоящей заявки, в котором вторые области 35 соединения нанесены прерывисто на второй стороне 22 сборки 25 гибких лент, с образованием волнообразного девятого рисунка 49. Как проиллюстрировано на Фигуре, девятый рисунок 49 имеет постоянную разность фаз с первым рисунком 41 на первой стороне 21. В проиллюстрированном варианте реализации, рабочий цикл девятого рисунка 49 составляет 50%, хотя в других вариантах реализации возможны другие значения.
[84] Фигура 8E иллюстрирует другой альтернативный вариант реализации настоящей заявки, в котором вторые области 35 соединения нанесены прерывисто на второй стороне 22 сборки 25 гибких лент, с образованием квадратной волны. В различных вариантах реализации, рисунок, образованный вторыми областями 35 соединения, может содержать любой тип волн, такой как квадратные волны, синусоидальные волны, косинусоидальные волны, треугольные волны и другие. Для иллюстрации, квадратную волну используют на Фигуре 8E. Вторые области 35 соединения установлены при 50% рабочем цикле, для иллюстрации чередования между областями пересечения.
[85] Фигуры 9A-9C иллюстрируют применение вариантов реализации настоящей заявки для формирования оптических кабелей. Хотя в любом типе оптического кабеля можно использовать агрегированную гибкую ленту, она проиллюстрирована с использованием Фигур 9A-9C. Соответственно, Фигура 9A иллюстрирует сложенную агрегированную гибкую ленту, тогда как Фигура 9B иллюстрирует поперечный разрез буферной трубки, образованной с использованием нескольких комплектов гибких лент, а Фигура 9C иллюстрирует поперечный разрез оптического кабеля, содержащего несколько буферных трубок по Фигуре 8B.
[86] Обратимся к Фигуре 9A, как было описано в различных вариантах реализации выше, множество оптических волокон установлены параллельно друг другу и соединены на первых областях 30 соединения и вторых областях 35 соединения. Как обсуждалось ранее, первые и вторые области 30, 35 соединения установлены прерывисто поперек гибких лент, чтобы избирательно оставить крупные поверхности оптического кабеля свободными от связующего материала. Следовательно, множество оптических волокон поддерживают большую степень свободы, и их можно эффективно складывать или иначе произвольным образом размещать, когда лента подвергается воздействию внешнего напряжения.
[87] В различных вариантах реализации, множество оптических волокон можно складывать, с образованием плотно упакованной конфигурации. В одном или более вариантах реализации, сложенные оптические волокна могут иметь не круглую или нерегулярную форму. Напротив, ленты, которые герметизированы, невозможно эффективно складывать, из-за их избыточной жесткости.
[88] Фигура 9B иллюстрирует буферную трубку, содержащую множество комплектов гибких лент, в соответствии с вариантом реализации настоящей заявки. В одном варианте реализации, буферная трубка может представлять собой деформируемую буферную трубку, которая была деформирована в ходе образования оптического кабеля. В других вариантах реализации, буферная трубка может представлять собой не деформируемую буферную трубку, которая поддерживает круглую форму вместе с оптическим кабелем.
[89] Комплекты 25 гибких лент содержат две или более гибких лент, образованных, как было описано в различных вариантах реализации выше. Комплекты 25 гибких лент окружены оболочкой 110 буферной трубки. В одном или более вариантах реализации, оболочка 110 буферной трубки содержит полипропилен, пенополипропилен, полиэтилен, нейлон и другие материалы.
[90] В дополнение, комплекты 25 гибких лент могут быть распределены в геле 105, который позволяет комплектам 25 гибких лент перемещаться друг относительно друга. Кроме того, толщину оболочки 110 буферной трубки поддерживают для обеспечения гибкости лент.
[91] В ходе образования оптического кабеля, буферная трубка может быть подвергнута сжимающему напряжению. Буферные трубки могут продемонстрировать повышенное деформирование при эквивалентном напряжении, вследствие вызванного температурой снижения модуля упругости в ходе покрытия оболочкой. В результате, для комплектов 25 гибких лент в буферной трубке 100 можно изменить форму/конфигурацию, для компенсации или минимизации этого сжимающего напряжения.
[92] Перекомпоновка комплектов 25 гибких лент в оптическом кабеле не приводит к скручиванию или изгибанию оптических волокон. Поэтому, варианты реализации настоящей заявки достигают повышенной плотности упаковки, без ущерба для механических или оптических характеристик оптического кабеля.
[93] Складываемые комплекты 25 гибких лент пропускают вдоль длины каждой буферной трубки 100, и каждой гибкой ленте, такой как первая 50 гибкая лента и вторая 60 гибкая лента, предоставляется возможность принимать произвольную конфигурацию. Последующее скручивание, если оно имеет место, нескольких буферных трубок 100, при формировании кабеля, будет достаточно для усреднения деформаций на оптических волокнах и для соответствия механическим и оптическим стандартам для оптоволоконного кабеля.
[94] Хотя, на Фигуре 9B показаны только два комплекта 25 гибких лент, находящихся в буферной трубке 100, в различных вариантах реализации буферная трубка 100 может включать в себя намного большее или даже меньшее количество комплектов 25 гибких лент. Например, в одном варианте реализации буферная трубка 100 может содержать двенадцать или двадцать четыре комплекта 25 гибких лент. В дополнение, каждый из комплектов 25 гибких лент может включать в себя любое подходящее количество гибких лент, таких как первая гибкая лента 50 и вторая гибкая лента 60. Каждая гибкая лента может аналогично иметь любое количество оптических волокон. Оптические волокна в различных вариантах реализации могут иметь диаметр в диапазоне 100-300 мкм. Например, каждая из гибких лент может включать в себя двенадцать оптических волокон на одной иллюстрации. Поэтому, в этом примере, буферная трубка 100 включает в себя 288 или 576 оптических волокон.
[95] Фигура 9C иллюстрирует поперечный разрез оптического кабеля, в котором реализованы варианты реализации настоящей заявки.
[96] Варианты реализации настоящей заявки могут быть реализованы в виде многих типов оптических кабелей. Однако для иллюстрации проиллюстрирован конкретный оптический кабель. Обратимся к Фигуре 9C, где оптический кабель включает в себя жесткий центральный несущий элемент 120. Несущий элемент 120 окружен оболочкой 130. Внешнее покрытие 175 оптического кабеля может включать в себя несколько слоев, таких как гидрофобный слой 165, и по выбору внешний несущий элемент 160, который может включать в себя стальную армировку и внешнюю оболочку 170.
[97] Оптический кабель дополнительно включает в себя буферные трубки 100, которые содержат множество комплектов 25 гибких лент, содержащих множество оптических волокон. Комплекты 25 гибких лент установлены в буферную трубку 100, как было описано ранее. Буферная трубка 100 может иметь жесткую круглую форму или может представлять собой деформируемую буферную трубку, которая соответствует форме расположения комплектов 25 гибких лент. Пространство 150 между буферными трубками 100 может быть пустым или, в качестве альтернативы, заполненным подходящим наполнителем.
[98] В различных вариантах реализации, оптический кабель может быть сконструирован так, чтобы он удовлетворял одному или более стандартам.
[99] Фигуры 10A-E иллюстрируют агрегированную гибкую ленту в ходе различных стадий изготовления в соответствии с вариантами реализации настоящей заявки, характеризующими способ с перемещением ленты или компоновки лент.
[100] Фигура 10A иллюстрирует схематическую системную диаграмму, иллюстрирующую образование гибкой ленты из множества оптических волокон в соответствии с вариантами реализации настоящего изобретения.
[101] Множество оптических волокон 2 (отдельные оптические волокна, такие как первый комплект оптических волокон 51-58) снимают с барабанов и подают в первую матрицу 12, обеспечивая сборку 25 продольных оптических волокон, так, чтобы множество оптических волокон 2 были расположены параллельно и прилегали друг к другу. Направление стрелки показывает перемещение оптических волокон 2 в ходе обработки.
[102] Первое дозировочное устройство 226 наносит связующий материал, такой как УФ-отверждаемую смолу, на поверхность оптоволоконной сборки 25 на первой стороне 21. Припой также может представлять собой термопластический материал, так что первое дозировочное устройство 226 наносит нить термопластического материала на поверхность оптоволоконной сборки 25. Например, термопластический материал можно нагревать выше его точка размягчения и преобразовывать в нить, а затем размягченную термопластическую нить можно наносить на поверхность оптоволоконной сборки 25. После охлаждения, нанесенная термопластическая нить образует первые области соединения, описанные в различных вариантах реализации.
[103] Когда желателен процесс отверждения, оптоволоконную сборку 25 с нанесенным связующим материалом затем пропускают через первую установку 16 для отверждения, а после этого сборку гибких лент 50 наматывают на намоточный барабан 215.
[104] Фигура 10B иллюстрирует увеличенное изображение множество гибких лент в способе, описанном выше на Фигуре 10A.
[105] Обратимся к Фигуре 10B, где множество гибких лент, таких как первая гибкая лента 50, формируют, например, последовательно. Как проиллюстрировано, первый комплект оптических волокон 51-58 снимают с барабанов и размещают параллельно друг другу на первом носителе 212 перемещения. Первый носитель 212 перемещения может содержать конвейерную ленту, или любую другую подходящую конструкцию. В качестве альтернативы, первый комплект оптических волокон 51-58 может быть подвешен свободно, опираясь на ролики, которые также могут обеспечить поступательное движение оптических волокон вдоль их длины.
[106] Каждое из первого комплекта оптических волокон 51-58 установлено параллельно друг другу в ходе этого процесса, например, простираясь в плоскость бумаги на Фигуре 10B. Первый комплект оптических волокон 51-58 имеет первую сторону 21, обращенную от первого носителя 212 перемещения.
[107] Первый носитель 212 перемещения с параллельными оптическими волокнами 51-58, расположенными поверх него, проходит через первое дозировочное устройство 226. Первое движущееся сопло 237 расположено поверх первого комплекта оптических волокон 51-58. Связующий материал 225 наносят из первого дозировочного сопла 237 на скрещенные соединения между оптическими волокнами. Связующий материал 225 заполняет зазор между соседними оптическими волокнами, а после отверждения образует первые области 30 соединения.
[108] В различных вариантах реализации, связующий материал 225 может содержать смолу, акриловый адгезив, включая УФ-отверждаемые акрилатные материалы, другие полимерные материалы, термопластические материалы.
[109] Первое движущееся сопло 237 может быть вибрирующим (или может быть стационарным при дозировании гранул материала между двумя гибкими лентами) в направлении, поперечном направлению продольного пропускания волокон или лент. Иными словами, первое движущееся сопло 237 может вибрировать вдоль продольного направления D2 на Фигуре 10B или внутрь плоскости на Фигуре 10A.
[110] В качестве альтернативы, связующий материал 225 дозируют в течение короткого времени, прежде чем первое движущееся сопло 237 в первом дозировочном устройстве 226 прекратит его подачу. Например, связующий материал 225 высвобождается, когда первый комплект оптических волокон 51-58 движется вдоль продольного направления, которое выходит из плоскости страницы на Фигуре 10B. Впоследствии, первое движущееся сопло 237 отключается, так что связующий материал 225 не высвобождается.
[111] Первое движущееся сопло 237 затем перемещают относительно первого носителя 212 перемещения вдоль направления D2, перпендикулярно к продольному направлению вдоль оптических волокон, для передвижения к следующему скрещенному соединению первого комплекта оптических волокон 51-58. Кроме того, перемещение первого комплекта оптических волокон 51-58 можно продолжать, когда первое движущееся сопло 237 закрыто. Впоследствии, первое движущееся сопло 237 открывают снова, и связующий материал 225 высвобождается на скрещенное соединение между соседними оптическими волокнами, при передвижении первого комплекта оптических волокон 51-58 вдоль продольного направления. Первое движущееся сопло 237, таким образом, может переходить через первый комплект оптических волокон 51-58, до высвобождения связующего 225, с образованием заданного рисунка первых областей 30 соединения.
[112] Связующий материал 225 затем подвергают отверждению, с образованием первой гибкой ленты 50, содержащей первые области 30 соединения, имеющие, например, первый рисунок 41. Процесс отверждения может содержать прохождение через первую установку 16 для отверждения, отверждение при комнатной температуре в течение заданного времени, отверждение при более высокой температуре (например, 50-300°C), воздействие УФ-излучением, и т.д.
[113] Первое дозировочное устройство 226 может быть сконфигурировано для нанесения связующего материала 225 на второй комплект оптических волокон 61-68 после формирования первой гибкой ленты 50. Например, первую гибкую ленту 50 можно извлекать из первого носителя 212 перемещения с помощью намоточного барабана и второго комплекта оптических волокон 61-68, установленного на первом носителе 212 перемещения. Этапы высвобождения связующего материала 225 можно повторять, как было описано выше, при формировании первой гибкой ленты 50 (см. также схематические стрелки, которые это показывают).
[114] Таким образом, можно получить множество гибких лент, таких как первая гибкая лента 50 (а также впоследствии вторая гибкая лента 60).
[115] Фигуры 10C-10E иллюстрируют агрегированную гибкую ленту в ходе образования в соответствии с вариантами реализации настоящей заявки. Фигура 10C (аналогично Фигуре 10A) иллюстрирует образование сборки гибких лент из множества гибких лент в соответствии с вариантами реализации настоящего изобретения. Фигура 10D иллюстрирует поперечный разрез множества гибких лент в ходе образования вторых областей соединения на противоположной нижней стороне, а Фигура 10E иллюстрирует вид сверху множества гибких лент в ходе образования вторых областей соединения на нижней стороне вдоль заданного рисунка.
[116] Множество гибких лент, которые сконструированы как часть агрегированной гибкой ленты, такой как первая гибкая лента 50 и вторая гибкая лента 60, снимают с барабанов и помещают во вторую матрицу 224, и (по выбору) устанавливают на второй носитель 232 перемещения. В частности, первую гибкую ленту 50 и вторую гибкую ленту 60 устанавливают так, чтобы вторая сторона 22, противоположная первой стороне 21, содержащей первые области 30 соединения, была обращена от второго носителя 232 перемещения. В качестве альтернативы, первую гибкую ленту 50 и вторую гибкую ленту 60 можно свободно подвешивать между роликами, которые также могут обеспечивать поступательное движение вдоль длины гибких лент (направление стрелки).
[117] Второе дозировочное устройство 227 может представлять собой тот же инструмент, что и первое дозировочное устройство 226, используемое ранее в одном или более вариантах реализации. В качестве альтернативы, второе дозировочное устройство 227 для формирования агрегированной ленты может быть отличным от первого дозировочного устройства 226. Аналогично, второй носитель 232 перемещения может быть таким же или отличным от первого носителя 212 перемещения в различных вариантах реализации. Аналогично, связующий материал 225, высвобождаемый из первого дозировочного устройства 226, может быть отличен от связующего материала 225, высвобождаемого из второго дозировочного устройства 227.
[118] В вариантах реализации, таких как описанные с использованием Фигур 1A-1C, 2A-2B или 3A-3C, непрерывный поток связующего материала 225 из второго дозировочного устройства 227 поддерживается при перемещении второго носителя 232 перемещения вдоль продольного направления, параллельного длине первой и второй гибких лент 50 и 60.
[119] Кроме того, в других вариантах реализации, в которых использованы прерывистые области соединения, такие как проиллюстрированы на Фигуре 4B, связующий материал 225 может еще дозироваться непрерывно. Например, на одной иллюстрации, непрерывную синусоидальную нить связующего материала 225 наносят на поверхность первой гибкой ленты 50 и/или второй гибкой ленты 60. При выборе надлежащей вязкости и поверхностного натяжения, связующий материал образует дискретные связи между последовательно расположенными оптическими волокнами, даже при их непрерывном нанесении. Является выгодным, чтобы непрерывное нанесение связующего материала 225 для формирования дискретных или прерывистых областей соединения было менее сложным, а следовательно, и менее дорогостоящим.
[120] Однако, в других вариантах реализации, в которых использованы прерывистые области соединения, такие как проиллюстрированы на Фигуре 4B, связующий материал 225 дозируют в течение короткого времени, прежде чем второе движущееся сопло 239 во втором дозировочном устройстве 227 прекратит его подачу. Например, связующий материал 225 высвобождается при продольном перемещении второго носителя 232 перемещения параллельно длине оптических волокон, которые выходят из плоскости страницы на Фигуре 10D. Впоследствии, второе движущееся сопло 239 отключается, вследствие чего связующий материал 225 не наносится. Второе движущееся сопло 239 перемещается относительно второго носителя 232 перемещения вдоль поперечного направления D2, двигаясь к следующему скрещенному соединению оптических волокон. Кроме того, другое перемещение второго носителя 232 перемещения вдоль продольного направления также может быть выполнено, когда сопло закрыто. Впоследствии, после перемещения второго носителя 232 перемещения в продольном направлении и перемещения второго движущегося сопла 239 в поперечном направлении D2, второе движущееся сопло 239 открывают снова, и связующий материал 225 высвобождается на скрещенное соединение между соседними оптическими волокнами, при передвижении второго носителя 232 перемещения вдоль продольного направления. Второе движущееся сопло 239, таким образом, может переходить через первую гибкую ленту 50 и вторую гибкую ленту 60, до высвобождения связующего материала 225 для формирования заданного рисунка вторых областей 35 соединения. Все перемещения можно выполнять одновременно или параллельно.
[121] Как было описано ранее, связующий материал 225 затем отверждают, например, во второй установке 236 для отверждения, с образованием сборки 25 гибких лент. Сборку 25 гибких лент затем снимают со второго носителя 232 перемещения с помощью намоточного барабана 222.
[122] В соответствии с вариантами реализации, описанными ранее, вторые области 35 соединения могут быть непрерывными или прерывистыми и могут содержать другие рисунки, например, волнообразный или линейный рисунок с различными регулярными или нерегулярными длинами волны, амплитудами и фазами, которые можно регулировать с помощью относительных местоположений второго движущегося сопла 239 и второго носителя 232 движущегося в процессе нанесения.
[123] В соответствии с вариантами реализации, описанными ранее на Фигурах 10A-10E, процесс изготовления выполняют путем передвижения ленты или компоновки лент, которую пропускают через первое дозировочное устройство с соплом, движущимся в направлении, перпендикулярном к направлению продольного пропускания ленты. В других вариантах реализации, изготовление агрегированной гибкой ленты выполняют с помощью стационарной ленты или сборки лент и дозатора, перемещающегося по длине ленты. Фигуры 11A и 11B иллюстрируют агрегированную гибкую ленту в ходе различных стадий изготовления в соответствии с вариантами реализации настоящей заявки, со стационарной лентой или сборкой лент.
[124] Фигура 11A иллюстрирует несколько гибких лент в ходе образования первых областей соединения на верхней стороне.
[125] Аналогично предыдущему варианту реализации, связующий материал 225 наносят из первого дозировочного инструмента 220 на скрещенные соединения между оптическими волокнами. Первый дозировочный инструмент 220 может быть аналогичным первому дозировочному устройству 226, описанному ранее. В отличие от предыдущего варианта реализации, оптические волокна размещают в стационарном местоположении при движении сопла.
[126] Связующий материал 225 дозируют в течение короткого периода времени, прежде чем сопло 235 в первом дозировочном инструменте 220 прекратит его подачу. Например, связующий материал 225 высвобождается, при движении первого дозировочного инструмента 220 относительно первого носителя 210 вдоль первого направления, параллельного длине оптических волокон, которая направлена внутрь плоскости страницы на Фигуре 11A. Впоследствии, подачу связующего материала 225 отключают, вследствие чего связующий материал 225 не высвобождается.
[127] Первый дозировочный инструмент 220 затем передвигают относительно первого носителя 210 вдоль поперечного направления D2, для перемещения к следующему скрещенному соединению первого комплекта оптических волокон 51-58. Кроме того, другое перемещение вдоль первого направления также можно выполнять, когда сопло 235 закрыто. Впоследствии, после перемещения в первом и втором направлении, сопло открывают снова, и связующий материал 225 высвобождается на скрещенное соединение между соседними оптическими волокнами, при передвижении первого дозировочного инструмента 220 относительно первого носителя 210 вдоль первого направления. Первый дозировочный инструмент 220, таким образом, может переходить через первый комплект оптических волокон 51-58, до высвобождения связующего материала 225, с образованием заданного рисунка первых областей 30 соединения.
[128] Связующий материал 225 затем отверждают, с образованием первой гибкой ленты 50. Как только первый дозировочный инструмент 220 пересек все оптические волокна первого комплекта оптических волокон 51-58, может быть обеспечен процесс отверждения, для формирования первых областей 30 соединения, имеющих первый рисунок 41, например, как было описано выше. Аналогично, этапы высвобождения связующего материала 225 можно повторять, как было описано выше, при формировании первой гибкой ленты 50 (см. также схематические стрелки, которые это показывают), с образованием второй гибкой ленты.
[129] Следовательно, можно получить множество лент, таких как первая гибкая лента 50 (а также вторая гибкая лента 60).
[130] Фигура 11B иллюстрирует поперечный разрез множества гибких лент в процессе образования вторых областей соединения на противоположной нижней стороне.
[131] В отличие от предыдущего варианта реализации по Фигурам 10C-10E, гибкие ленты размещают в стационарном положении, при движении дозировочного сопла. Следовательно, множество гибких лент, которые сконструированы как часть агрегированной гибкой ленты, такой как первая гибкая лента 50 и вторая гибкая лента 60, установлены на втором носителе 230 или удерживаются в стационарном положении между роликами. В частности, первая гибкая лента 50 и вторая гибкая лента 60 установлены так, чтобы вторая сторона 22, противоположная первой стороне 21, содержащей первые области 30 соединения, была обращена от второго носителя 230.
[132] Второй дозировочный инструмент 221, который может быть аналогичен второму дозировочному устройству 227, может представлять собой тот же инструмент, что и первый 220 дозировочный инструмент, используемый ранее в одном или более вариантах реализации. В качестве альтернативы, второй дозировочный инструмент 221 для формирования агрегированной ленты может быть отличен от первого дозировочного инструмента 220. Аналогично, второй носитель 230 может быть таким же или отличным от первого носителя 210 в различных вариантах реализации. Аналогично, связующий материал 225, дозируемый из первого дозировочного инструмента 220, может быть отличным от связующего материала 225, осаждаемого из второго дозировочного инструмента 221.
[133] В вариантах реализации, таких как описанный с использованием Фигур 1A-1C, 2A-2B или 3A-3C, непрерывный поток связующего материала 225 поддерживается при движении второго дозировочного инструмента 221 относительно второго носителя 230 вдоль первого направления, параллельного длине первой и второй гибких лент 50 и 60.
[134] Однако, в других вариантах реализации, в которых используются прерывистые области соединения, такие, как проиллюстрированные на Фигуре 4B, связующий материал 225 дозируют в течение короткого времени, прежде чем сопло 235 во втором дозировочном инструменте 221 прекратит его подачу. Например, связующий материал 225 высвобождается при движении второго дозировочного инструмента 221 относительно второго носителя 230 вдоль первого направления D1, параллельного длине оптических волокон, которое направлено внутрь плоскости страницы на Фигуре 10B. Впоследствии, сопло 235 отключается так, что связующий материал 225 не наносится. Второй дозировочный инструмент 221 движется относительно второго носителя 230 вдоль второго направления D2, перемещаясь к следующему скрещенному соединению оптических волокон. Кроме того, другое перемещение вдоль первого направления D1 также можно выполнять, когда сопло закрыто. Впоследствии, после перемещения в первом и втором направлениях, сопло открывают снова, и связующий материал 225 высвобождается на скрещенное соединение между соседними оптическими волокнами, при передвижении второго дозировочного инструмента 221 относительно второго носителя 230 вдоль первого направления. Второй дозировочный инструмент 221, таким образом, может перескакивать (переходить) через первую гибкую ленту 50 и вторую гибкую ленту 60, до высвобождения связующего материала 225, с образованием заданного рисунка вторых областей 35 соединения.
[135] Связующий материал 225 затем отверждают, например, как было описано ранее, с образованием сборки 25 гибких лент.
[136] В соответствии с вариантами реализации, описанными ранее, вторые области 35 соединения могут быть непрерывными или прерывистыми и могут содержать другие рисунки, например, волнообразный или линейный рисунок, с различными регулярными или нерегулярными длинами волны, амплитудами и фазами, которые можно регулировать, изменяя относительные положения второго дозировочного инструмента 221 и второго носителя 230 в процессе нанесения.
[137] Далее обобщены примерные варианты реализации настоящего изобретения. Другие варианты реализации также могут быть понятны из всего описания и формулы изобретения, представленных здесь.
[138] Пример 1. Оптоволоконный кабель включает в себя множество гибких лент, множество первых областей соединения и вторую область соединения, где каждая из множества гибких лент включает в себя множество оптических волокон, где соседние из множества оптических волокон прикреплены друг к другу посредством одной из множества первых областей соединения. Вторая область соединения соединяет первую из множества гибких лент со второй из множества гибких лент.
[139] Пример 2. Кабель по примеру 1, где вторая область соединения обладает более низкой прочностью сцепления, чем одна из множества первых областей соединения.
[140] Пример 3. Кабель по одному из примеров 1 или 2, где множество первых областей соединения расположены на первой стороне множества гибких лент, где вторая область соединения расположена на второй стороне множества гибких лент, и где вторая сторона противоположна первой стороне.
[141] Пример 4. Кабель по одному из примеров 1-3, где множество оптических волокон простираются вдоль длины оптоволоконного кабеля, где множество первых областей соединения имеют первый рисунок, и где вторая область соединения простирается почти по всей длине оптоволоконного кабеля.
[142] Пример 5. Кабель по примеру 4, где вторая область соединения имеет второй рисунок, отличный от первого рисунка.
[143] Пример 6. Кабель по одному из примеров 1-5, где вторая область соединения точно соединяет между собой два из множество оптических волокон.
[144] Пример 7. Кабель по одному из примеров 1-5, где вторая область соединения соединяет оптические волокна из других лент из множества гибких лент и оптических волокон в одной ленте из множества гибких лент.
[145] Пример 8. Кабель по одному из примеров 1-5 и 7, где вторая область соединения заполняет первое скрещенное соединение между первым из множества оптических волокон и вторым из множества оптических волокон, и где вторая область соединения заполняет второе скрещенное соединение между вторым из множества оптических волокон и третьим из множества оптических волокон.
[146] Пример 9. Кабель по одному из примеров 1-5 и 7-8, где вторая область соединения включает в себя первый участок, второй участок и третий участок, расположенные в виде структуры волны, причем первый участок соединяет последнее оптическое волокно первой гибкой ленты из множества гибких лент с первым оптическим волокном второй гибкой ленты из множества гибких лент, второй участок соединяет последнее оптическое волокно первой гибкой ленты с предыдущим оптическим волокном первой гибкой ленты, а третий участок соединяет первое оптическое волокно второй гибкой ленты со вторым оптическим волокном второй гибкой ленты.
[147] Пример 10. Оптоволоконный кабель включает в себя множество гибких лент, включающих в себя первую гибкую ленту и вторую гибкую ленту, множество первых областей соединения и множество вторых областей соединения, включающих в себя первую дискретную область и вторую дискретную область. Каждая из множества гибких лент включает в себя множество оптических волокон. Соседние из множества оптических волокон прикреплены друг к другу посредством одной из множества первых областей соединения. Первая дискретная область соединяет последнее оптическое волокно первой гибкой ленты из множества гибких лент с первым оптическим волокном второй гибкой ленты из множества гибких лент и расположена на первой области пересечения между последним оптическим волокном и первым оптическим волокном. Вторая дискретная область отстоит на первый шаг от первой дискретной области, вторая дискретная область соединяет последнее оптическое волокно с первым оптическим волокном и расположена на второй области пересечения между последним оптическим волокном и первым оптическим волокном.
[148] Пример 11. Кабель по примеру 10, где первые области соединения прикреплены к первой стороне множества гибких лент, где вторые области соединения прикреплены ко второй стороне множества гибких лент, и где вторая сторона противоположна первой стороне.
[149] Пример 12. Кабель по одному из примеров 10 или 11, где множество первых областей соединения расположено согласно первому рисунку.
[150] Пример 13. Кабель по примеру 12, где множество вторых областей соединения расположены согласно второму рисунку, отличному от первого рисунка.
[151] Пример 14. Кабель по примеру 13, где второй рисунок включает в себя волнообразную структуру.
[152] Пример 15. Кабель по примеру 13, где второй рисунок включает в себя зигзагообразную структуру.
[153] Пример 16. Кабель по одному из примеров 13-15, где особенность (признак) второй структуры (рисунка) отлична от особенности (признака) первой структуры (рисунка), где особенность включает в себя амплитуду, фазу, шаг, длину связующего материала или рабочий цикл.
[154] Пример 17. Кабель по одному из примеров 13-16, где вдоль второго рисунка (структуры) множество оптических волокон пересекаются друг с другом на множестве областях пересечения, где почти все из множества областей пересечения на первой стороне заполнены одной из множества вторых областей соединения.
[155] Пример 18. Кабель по одному из примеров 13-16, где вдоль второго рисунка множество оптических волокон пересекаются друг с другом на множестве областях пересечения, где все из множества областей пересечения на первой стороне заполнены одной из множества вторых областей соединения.
[156] Пример 19. Кабель по одному из примеров 10-18, где множество вторых областей соединения дополнительно включают в себя третью дискретную область, соединяющую первое оптическое волокно второй гибкой ленты со вторым оптическим волокном второй гибкой ленты.
[157] Пример 20. Кабель по примеру 19, где третья дискретная область представляет собой область из вторых областей соединения, ближайшую к первой дискретной области.
[158] Пример 21. Кабель по одному из примеров 19-20, где длина соединения третьей дискретной области отлична от длины соединения первой дискретной области.
[159] Пример 22. Способ для формирования оптоволоконного кабеля включает в себя формирование множества гибких лент путем прикрепления множества оптических волокон, с использованием множества первых областей соединения, где соседние из множества оптических волокон прикреплены друг к другу посредством одной из множества первых областей соединения. Способ также может включать в себя формирование сборки гибких лент путем прикрепления множества гибких лент с использованием множества вторых областей соединения, где соседние из множества гибких лент прикреплены друг к другу посредством одной из множества вторых областей соединения.
[160] Пример 23. Способ по примеру 22, где формирование множества гибких лент включает в себя: размещение множества оптических волокон; дозирование связующего материала на скрещенных соединениях между множеством оптических волокон; и отверждение связующего материала.
[161] Пример 24. Способ по одному из примеров 22 или 23, где формирование сборки гибких лент включает в себя: размещение множества гибких лент; дозирование связующего материала на скрещенном соединении между множеством гибких лент; и отверждение связующего материала.
[162] Пример 25. Способ по одному из примеров 22-24, где формирование множества гибких лент включает в себя дозирование первого связующего материала на скрещенные соединения между множеством оптических волокон на первой стороне множества оптических волокон; и где формирование сборки гибких лент включает в себя дозирование второго связующего материала на скрещенное соединение между множеством гибких лент на второй стороне множества оптических волокон, причем вторая сторона противоположна первой стороне.
[163] Пример 26. Способ по одному из примеров 22-25, где формирование буферной трубки включает в себя компоновку гибких лент и формирование оптоволоконного кабеля, включающего в себя буферную трубку.
[164] Тогда как данное изобретение было описано со ссылкой на иллюстративные варианты реализации, это описание не следует рассматривать в ограничительном смысле. Различные модификации и сочетания иллюстративных вариантов реализации, а также другие варианты реализации изобретения, будут ясны специалистам в данной области техники при обращении к описанию. Поэтому предполагается, что прилагаемая формула изобретения охватывает любые такие модификации или варианты реализации.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОПЛОТНЫЕ ОПТИЧЕСКИЕ КАБЕЛИ | 2019 |
|
RU2795698C2 |
| ЛЕНТА ИЗ ОПТИЧЕСКОГО ВОЛОКНА И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2017 |
|
RU2738329C1 |
| УСТРОЙСТВА ДЛЯ КАБЕЛЬНОГО ЗАЖИМА С РАЗГРУЗКОЙ НАТЯЖЕНИЯ КАБЕЛЯ И СПОСОБОВ ИСПОЛЬЗОВАНИЯ ТАКОВЫХ | 2012 |
|
RU2595645C2 |
| СВОБОДНЫЙ БУФЕР, ОПТОВОЛОКОННЫЙ КАБЕЛЬ ТИПА СВОБОДНОГО БУФЕРА, СПОСОБ ОТДЕЛЕНИЯ ИНДИВИДУАЛЬНЫХ ВОЛОКОН ОПТОВОЛОКОННОЙ ЛЕНТЫ В СВОБОДНОМ БУФЕРЕ, СПОСОБ ИЗГОТОВЛЕНИЯ СВОБОДНОГО БУФЕРА И СПОСОБ СБОРКИ МНОЖЕСТВА ОПТИЧЕСКИХ ВОЛОКОН | 2016 |
|
RU2690233C2 |
| ОПТОВОЛОКОННЫЙ МОДУЛЬ, СПОСОБ РАЗВЕТВЛЕНИЯ ОПТИЧЕСКОГО ВОЛОКНА И ОПТОВОЛОКОННЫЙ КАБЕЛЬ | 2014 |
|
RU2663689C2 |
| ОПТИЧЕСКИЕ КАБЕЛИ ДЛЯ НЕБЛАГОПРИЯТНЫХ УСЛОВИЙ ОКРУЖАЮЩЕЙ СРЕДЫ | 2019 |
|
RU2812728C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ ВОЛОКОННО-ОПТИЧЕСКОЙ ЛЕНТЫ И ЛЕНТА | 2018 |
|
RU2759664C1 |
| ВОЛОКОННО-ОПТИЧЕСКАЯ ЛЕНТА, СПОСОБ И СИСТЕМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2757076C1 |
| РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО С ВОЗМОЖНОСТЬЮ ДОБАВЛЕНИЯ РАЗВЕТВИТЕЛЕЙ | 2013 |
|
RU2670183C2 |
| СПОСОБ ПОЛУЧЕНИЯ РАСТЯГИВАЮЩЕЙСЯ СТРУКТУРЫ ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ, СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОРАЗОВОГО ПОДГУЗНИКА ТИПА ТРУСОВ И ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2015 |
|
RU2680795C2 |
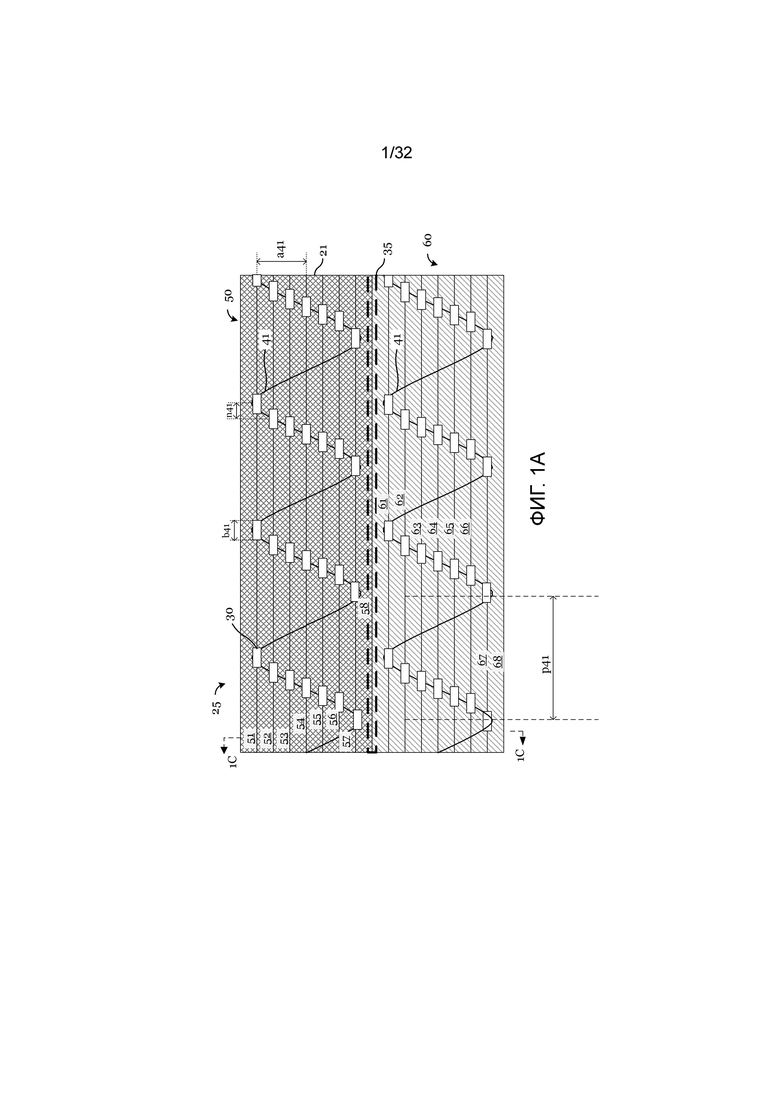
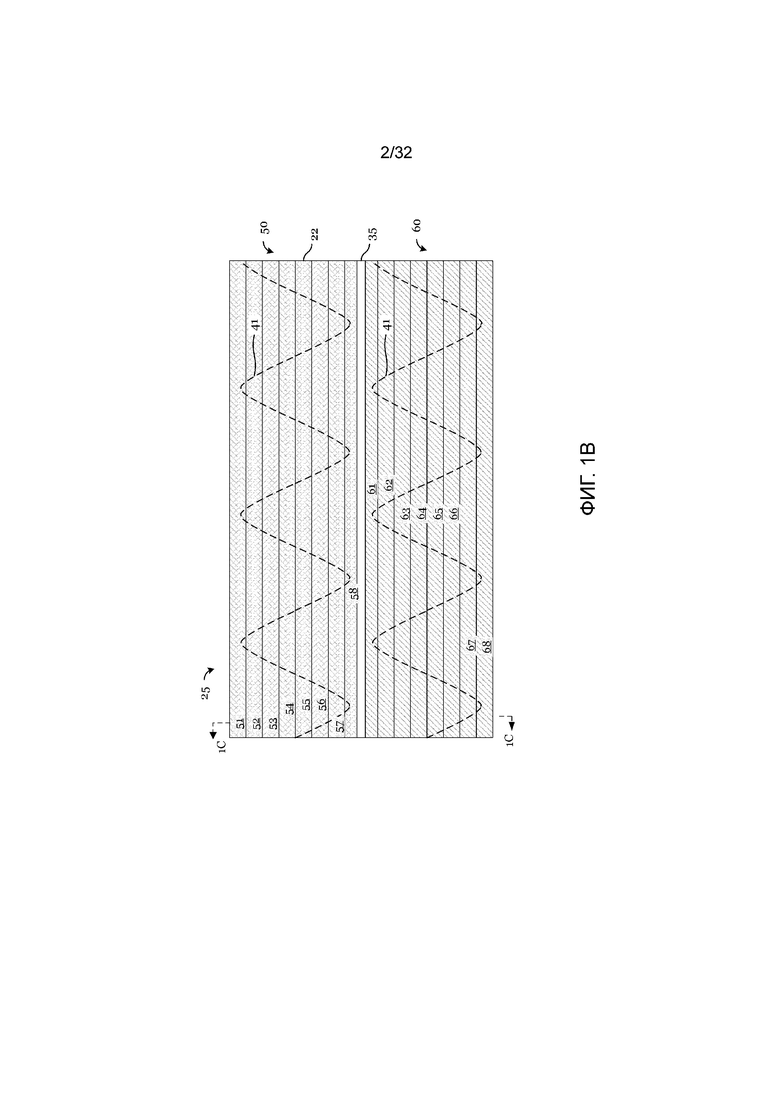
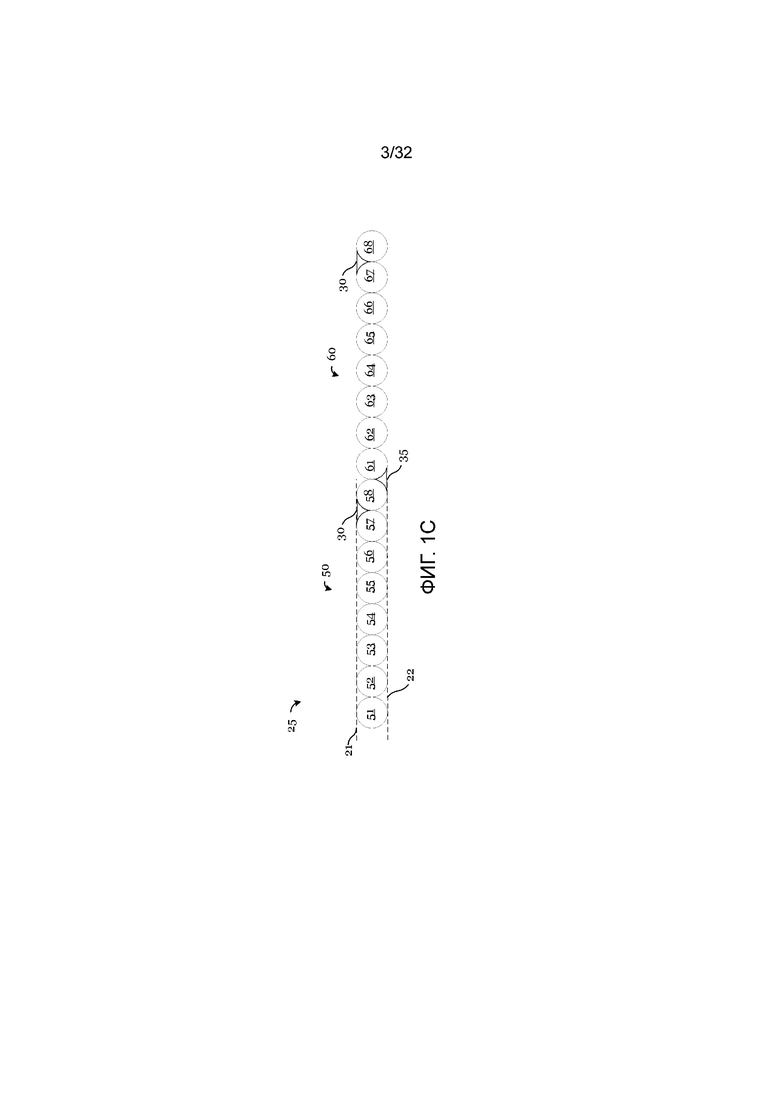
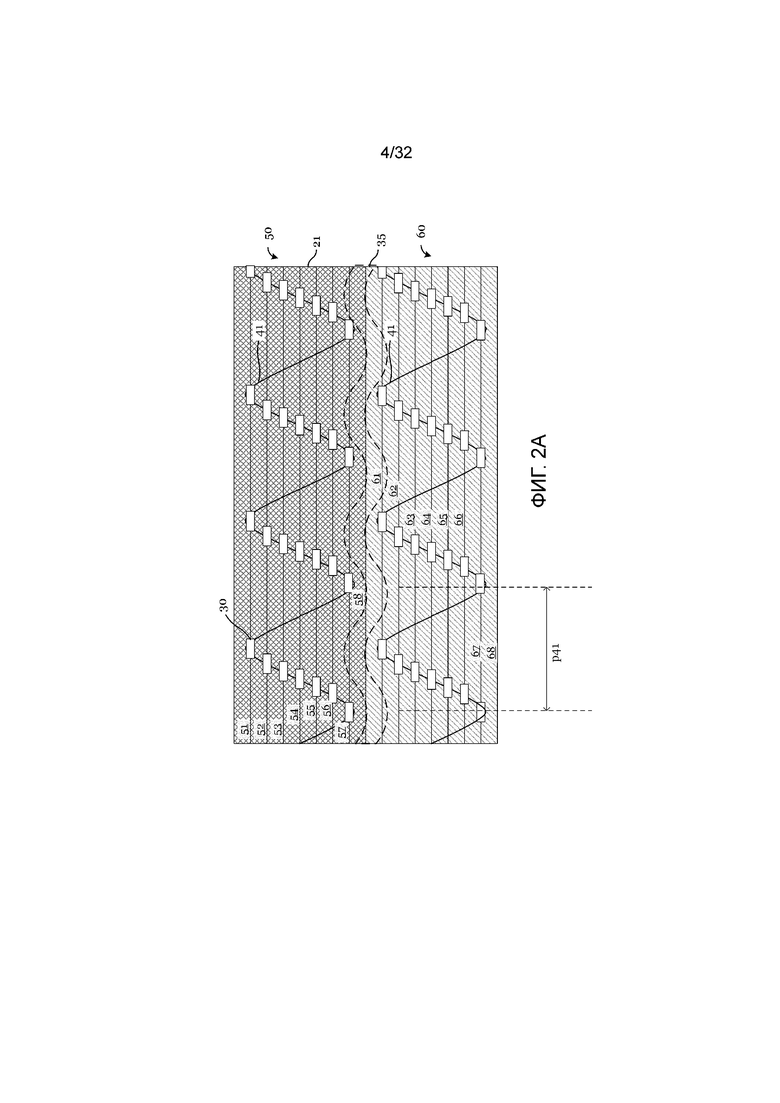
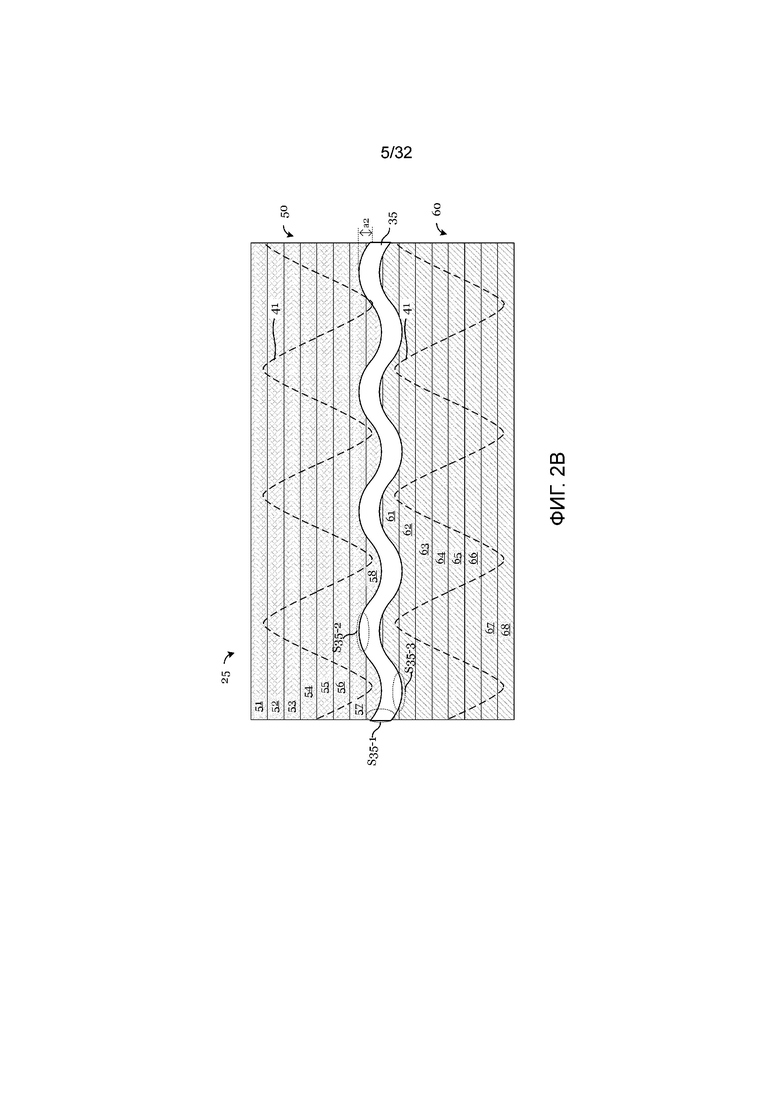
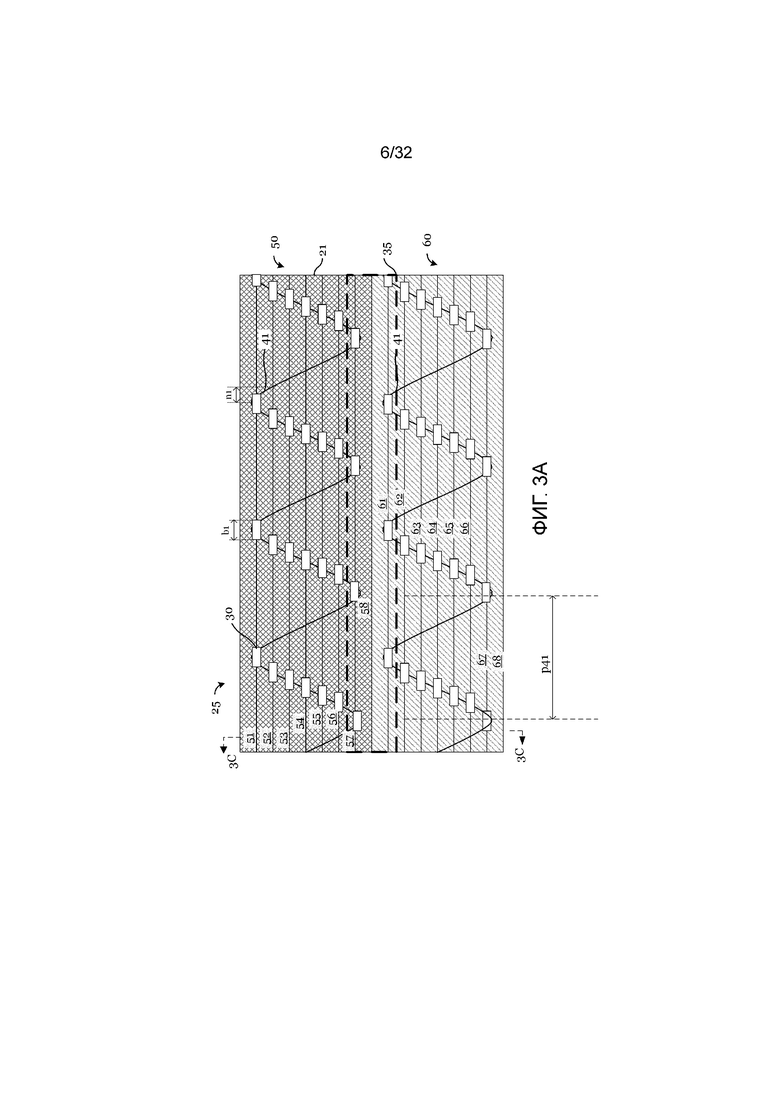
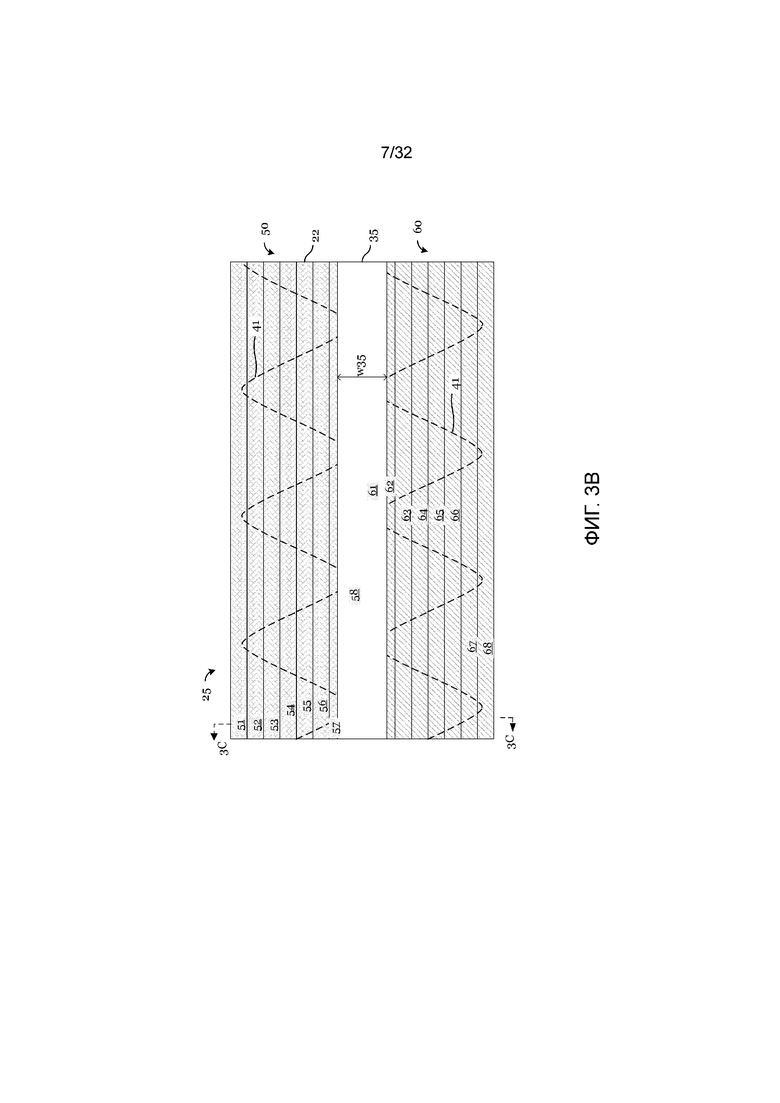
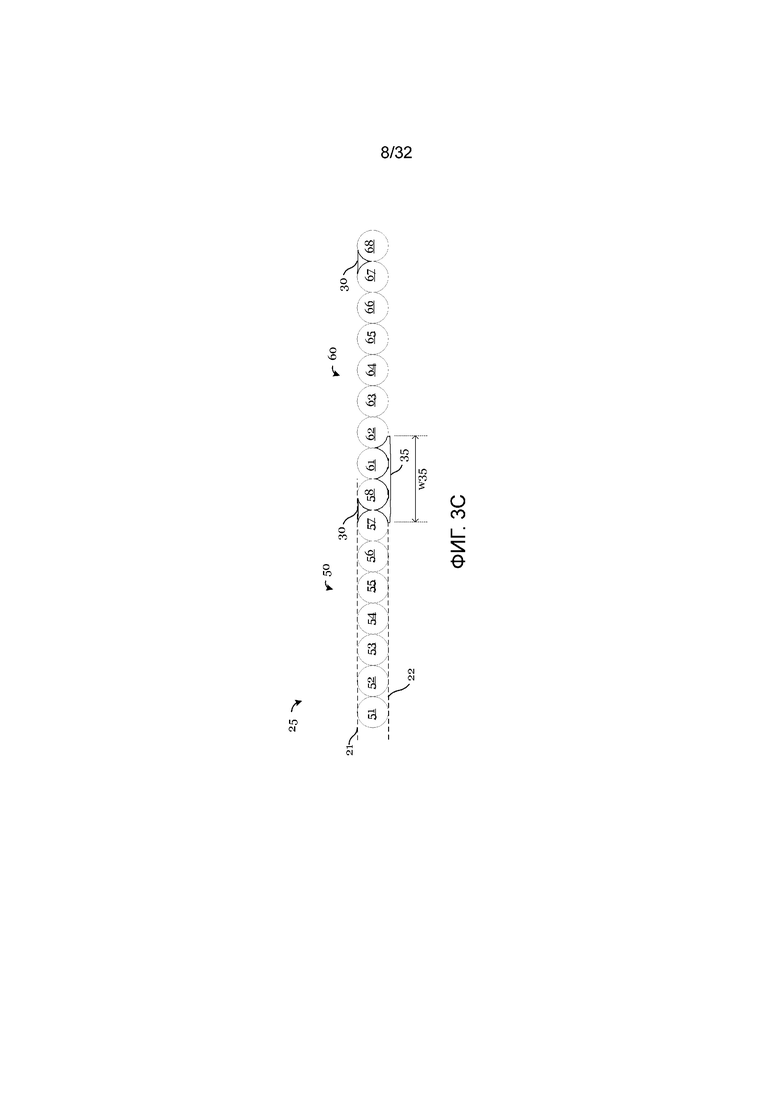
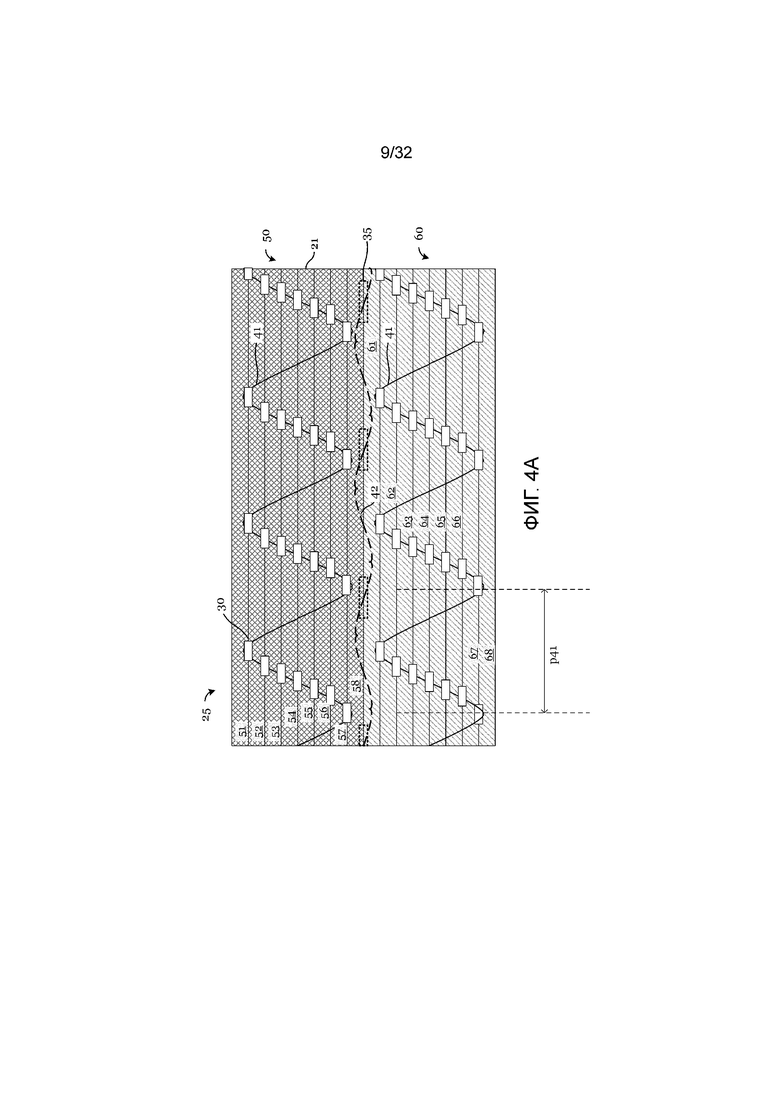
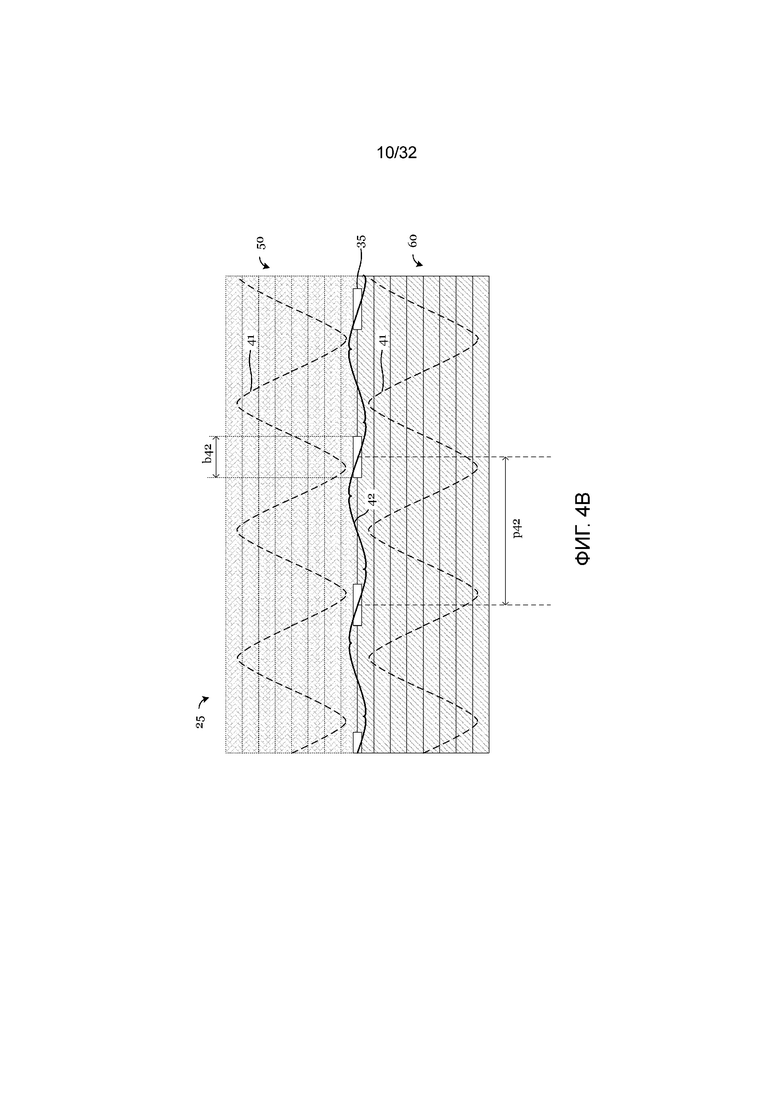
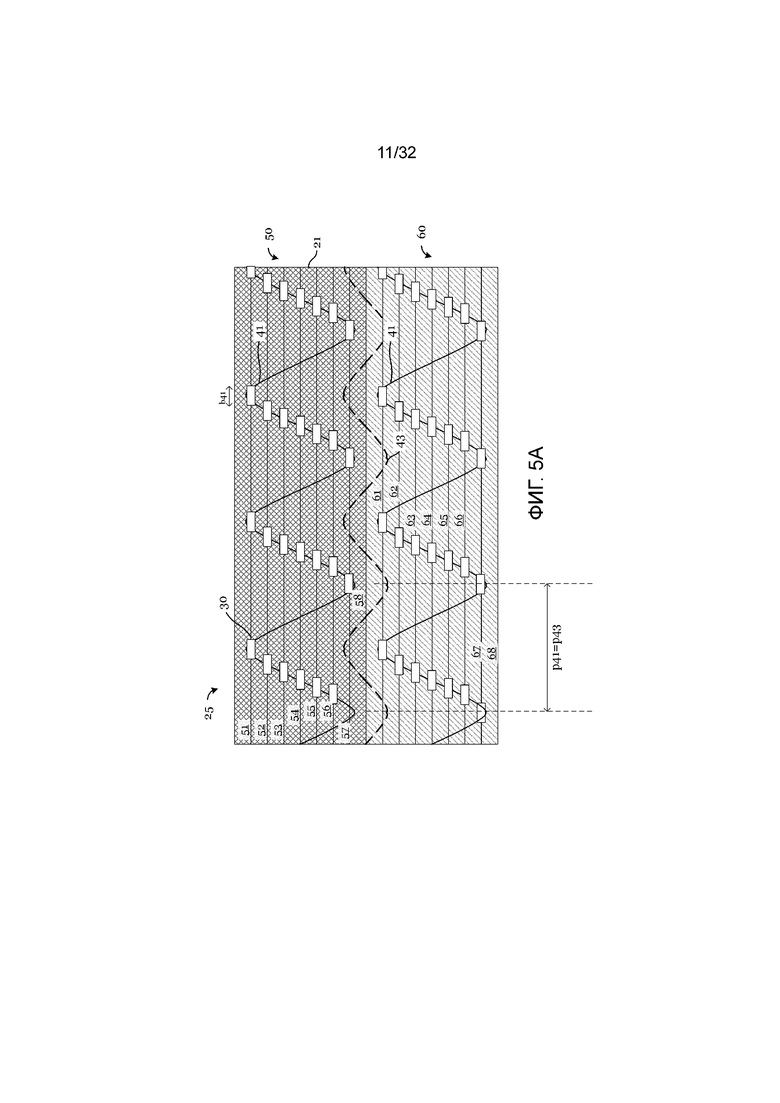
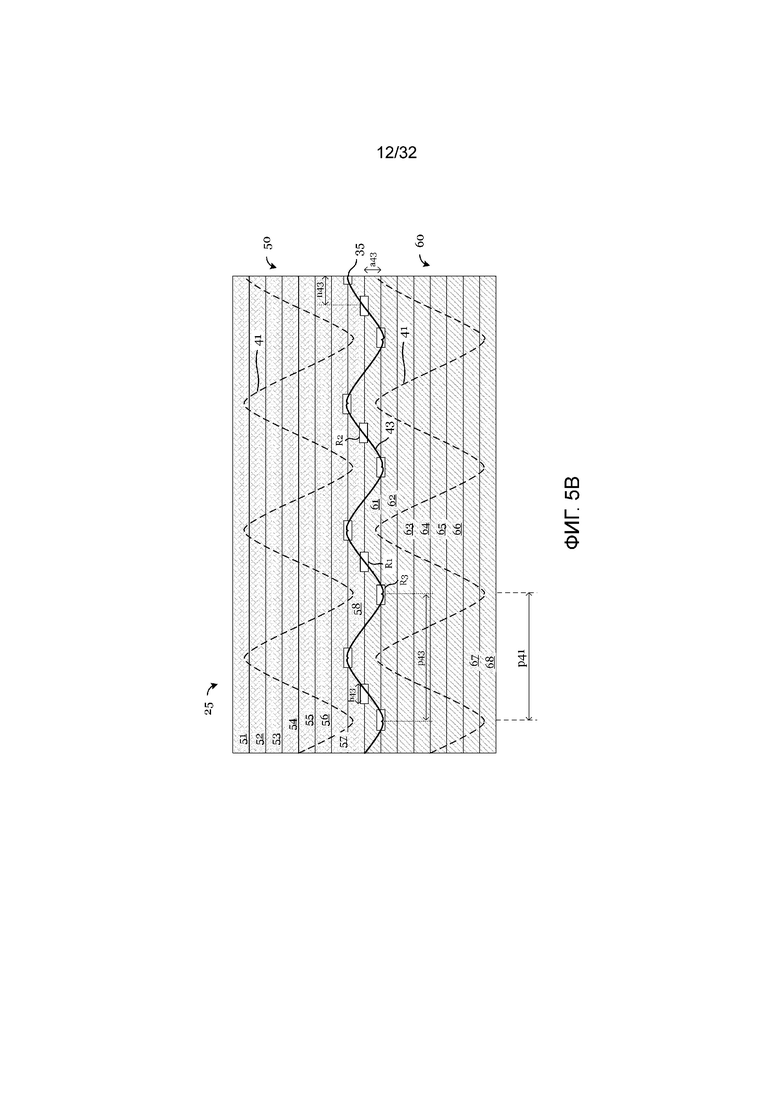
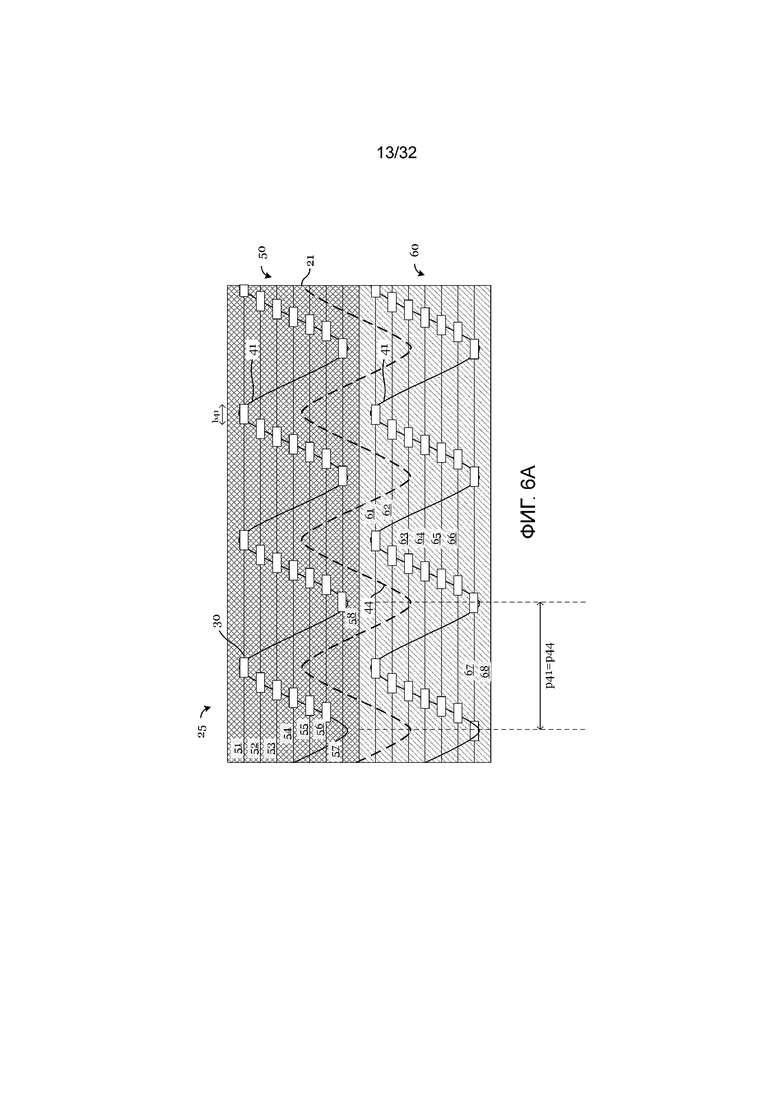
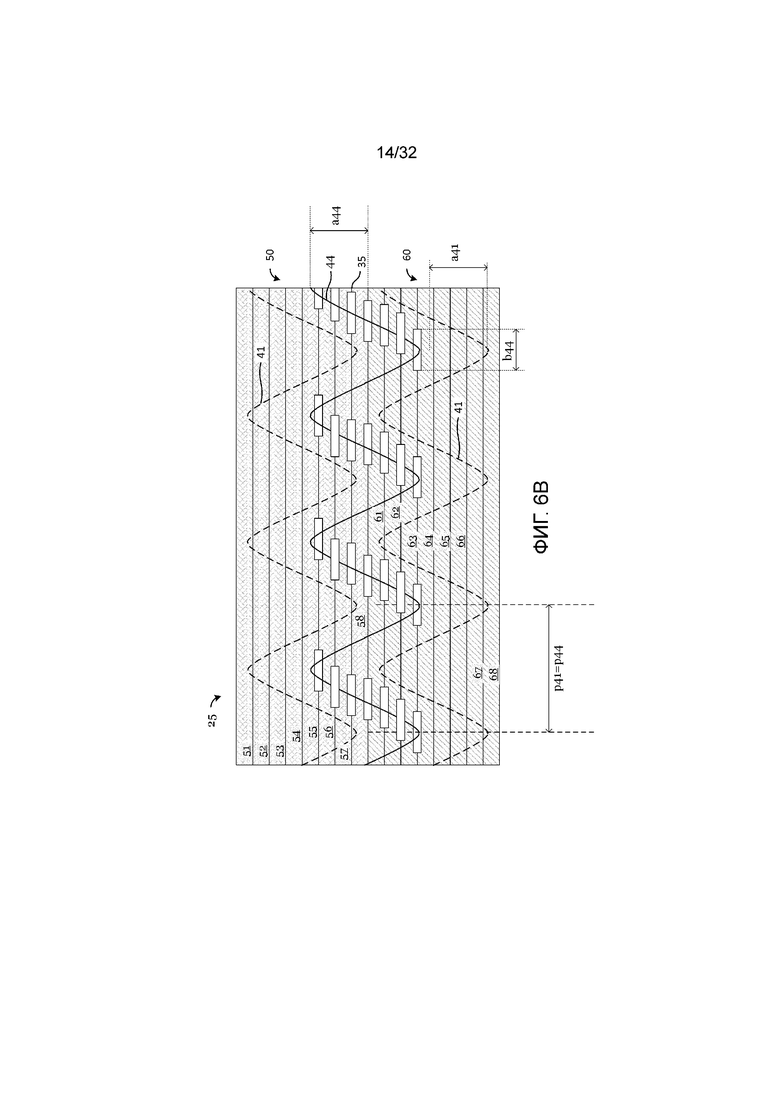
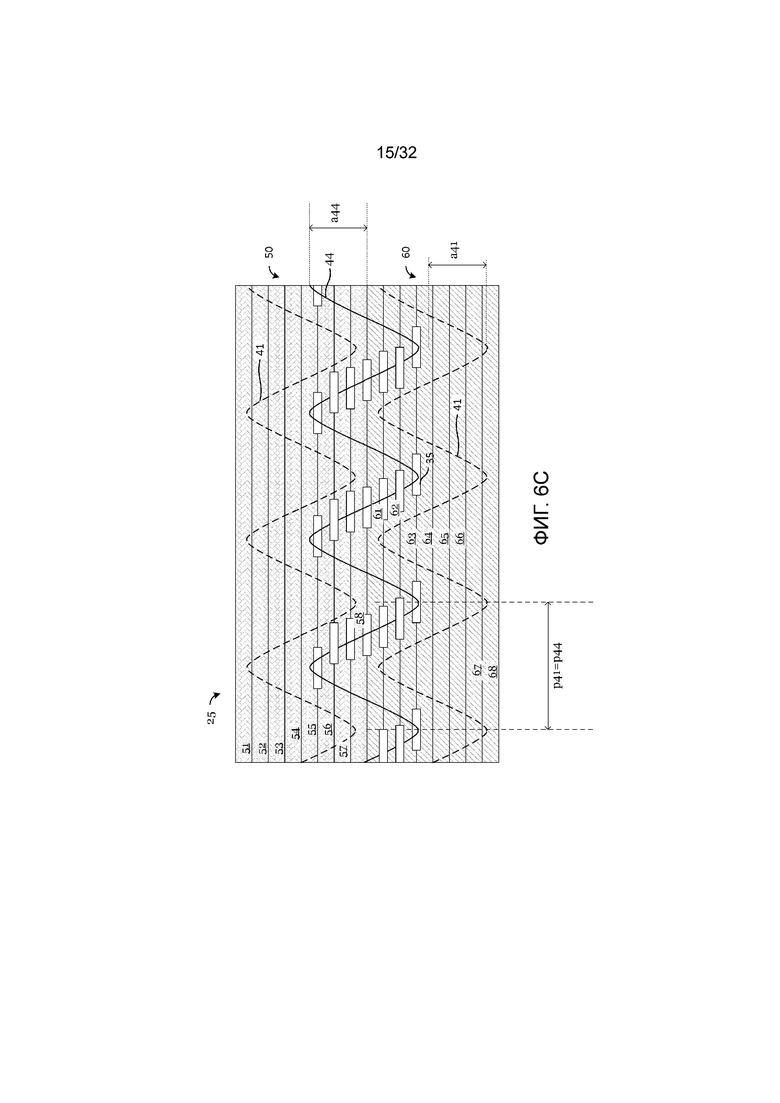
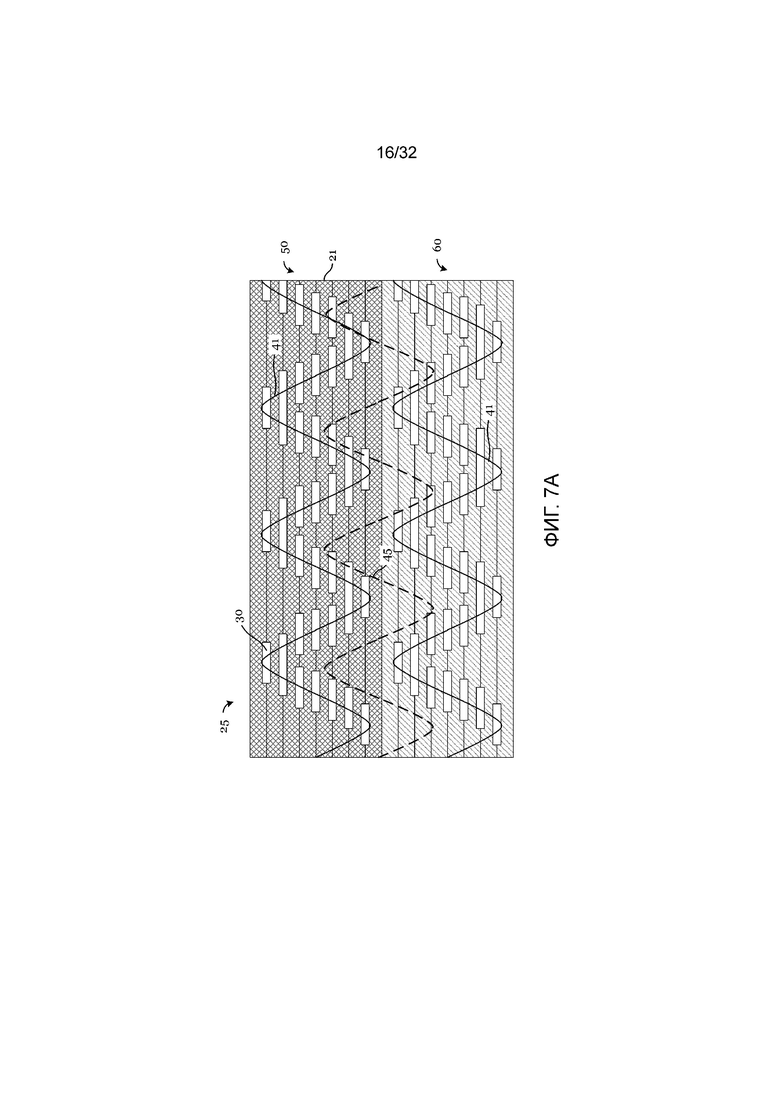
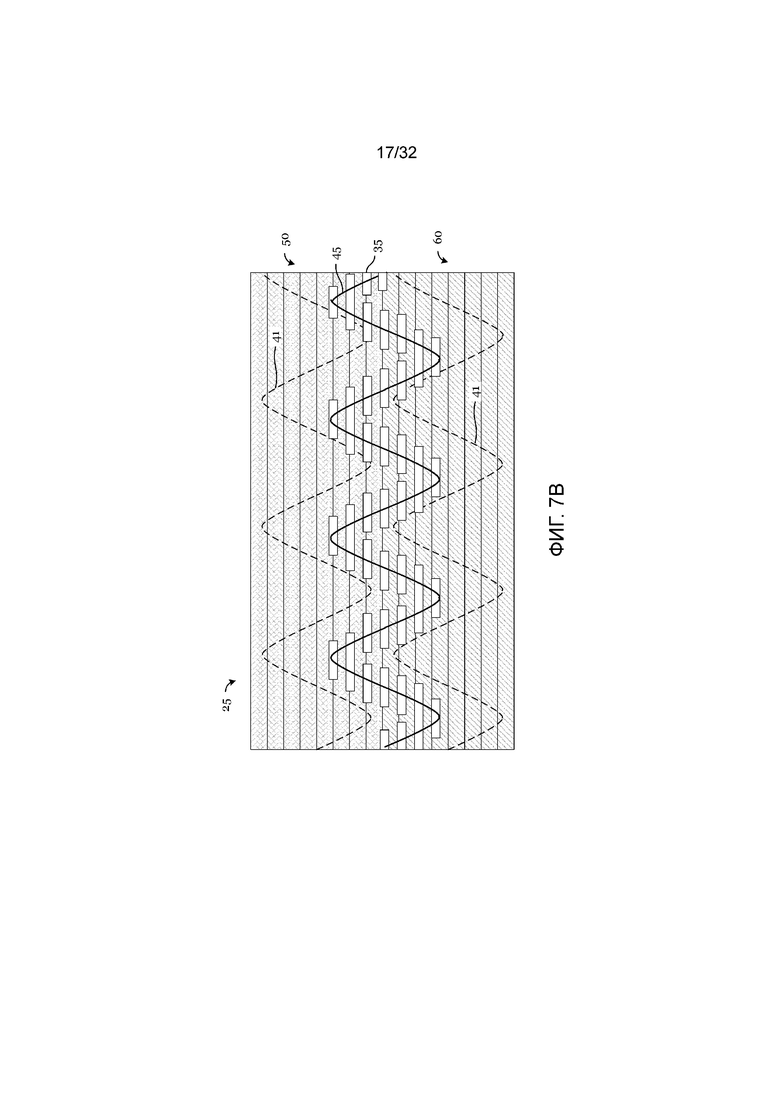
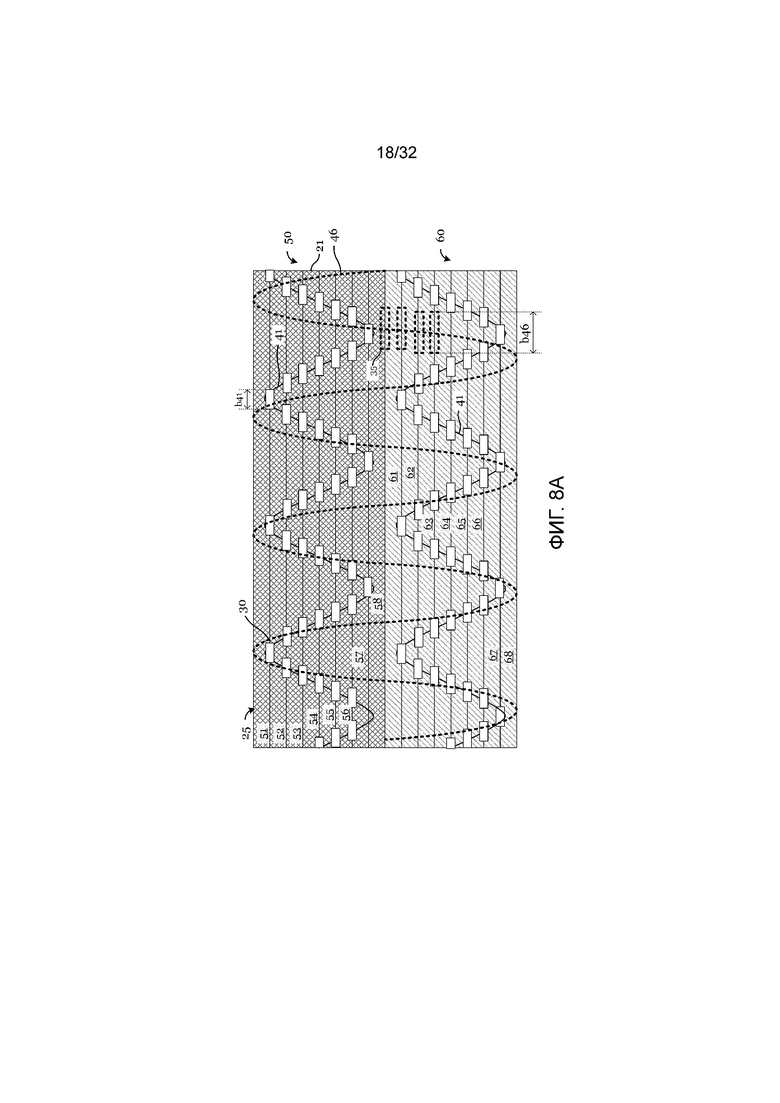
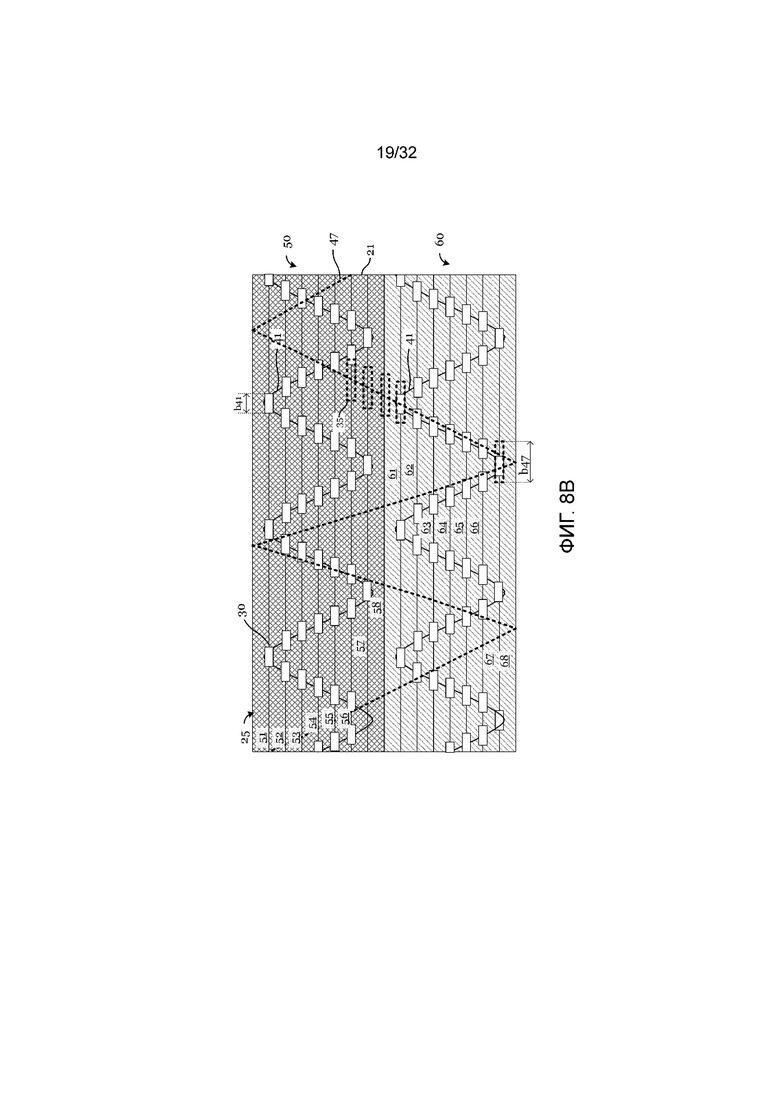
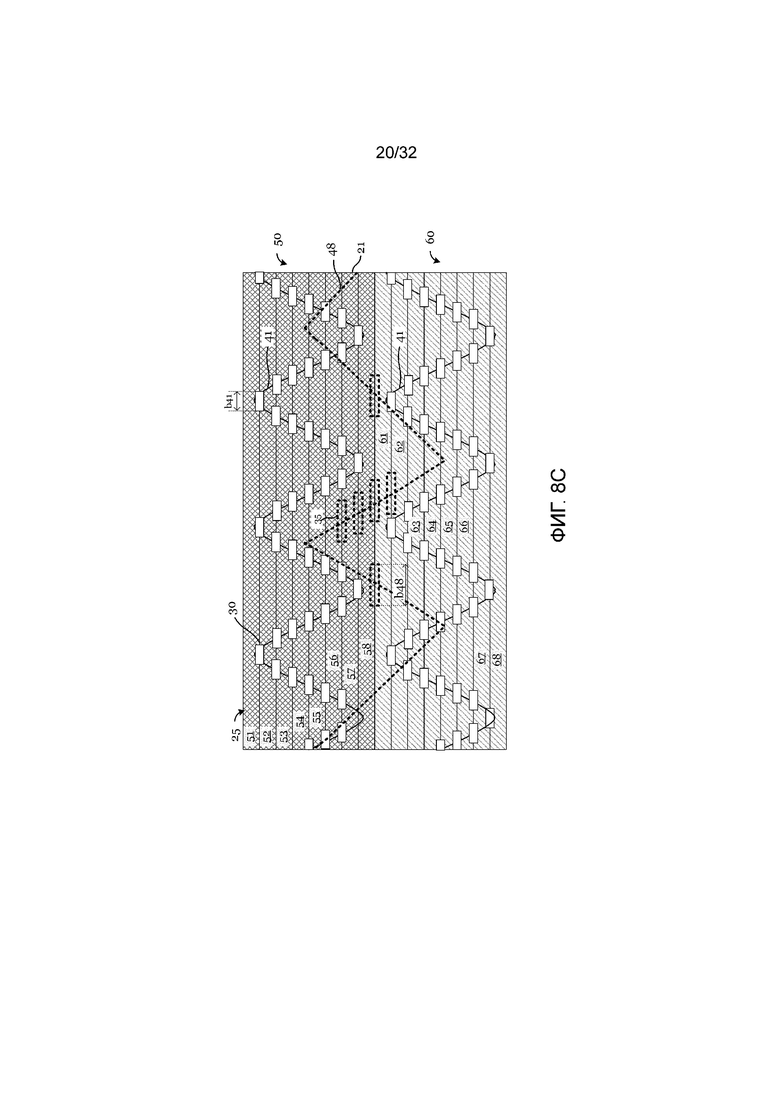
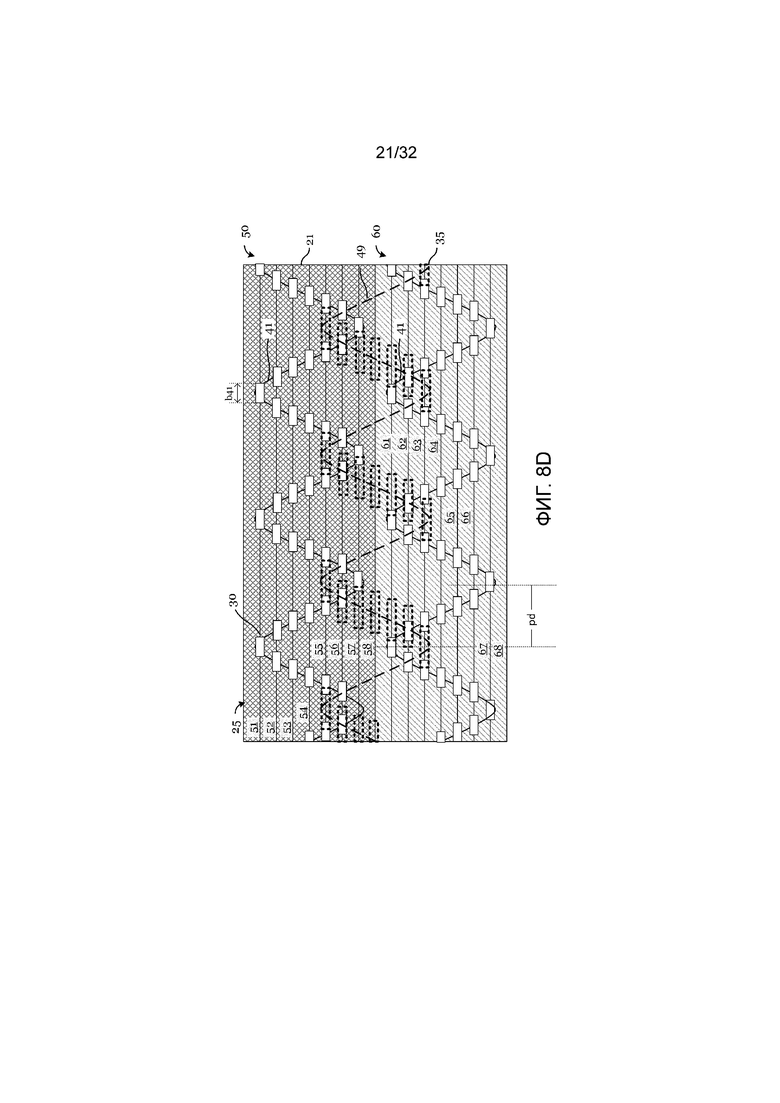
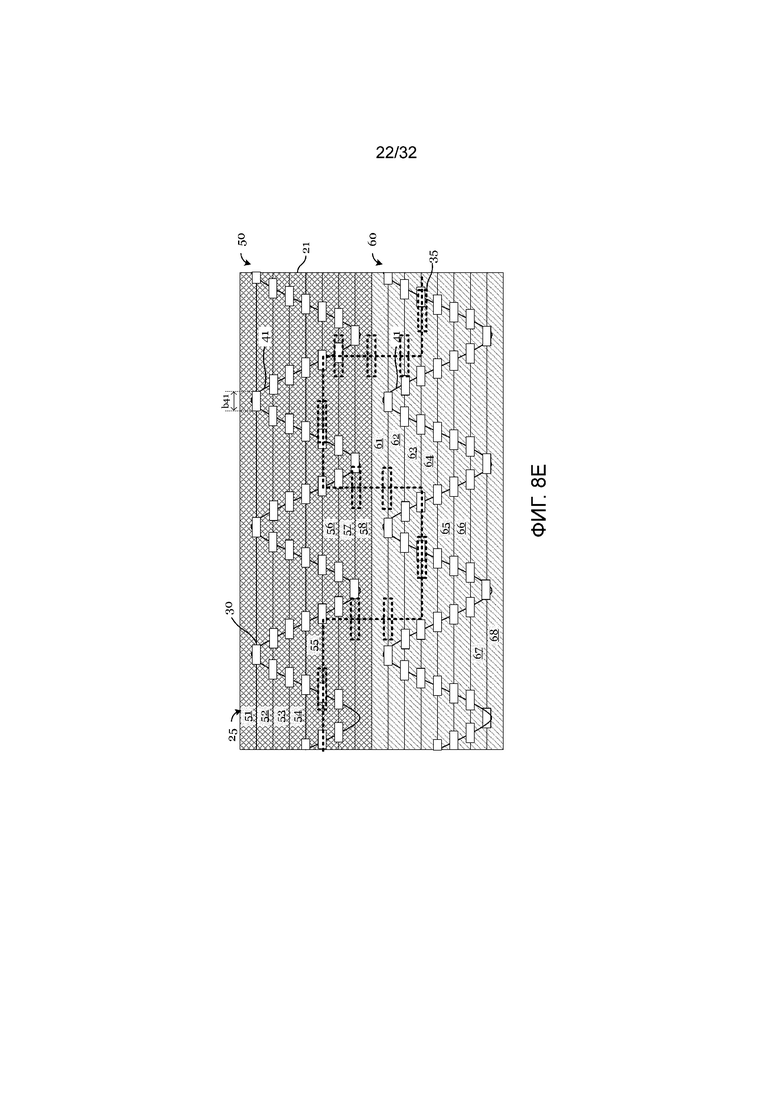
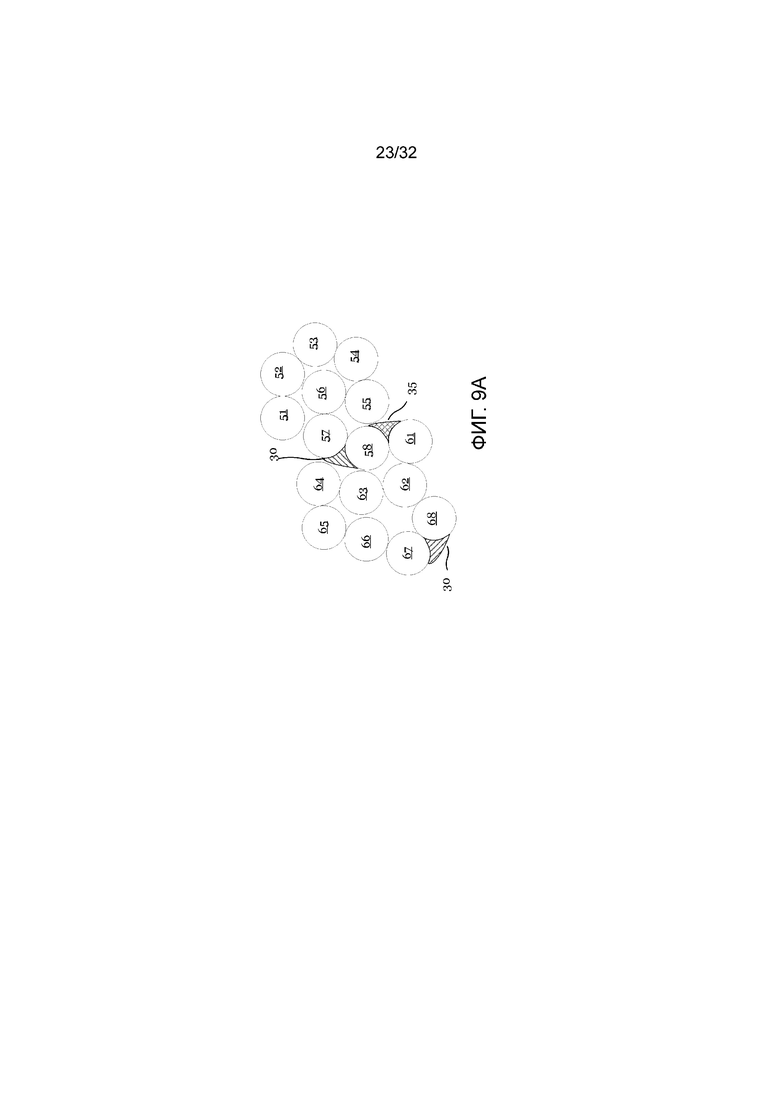
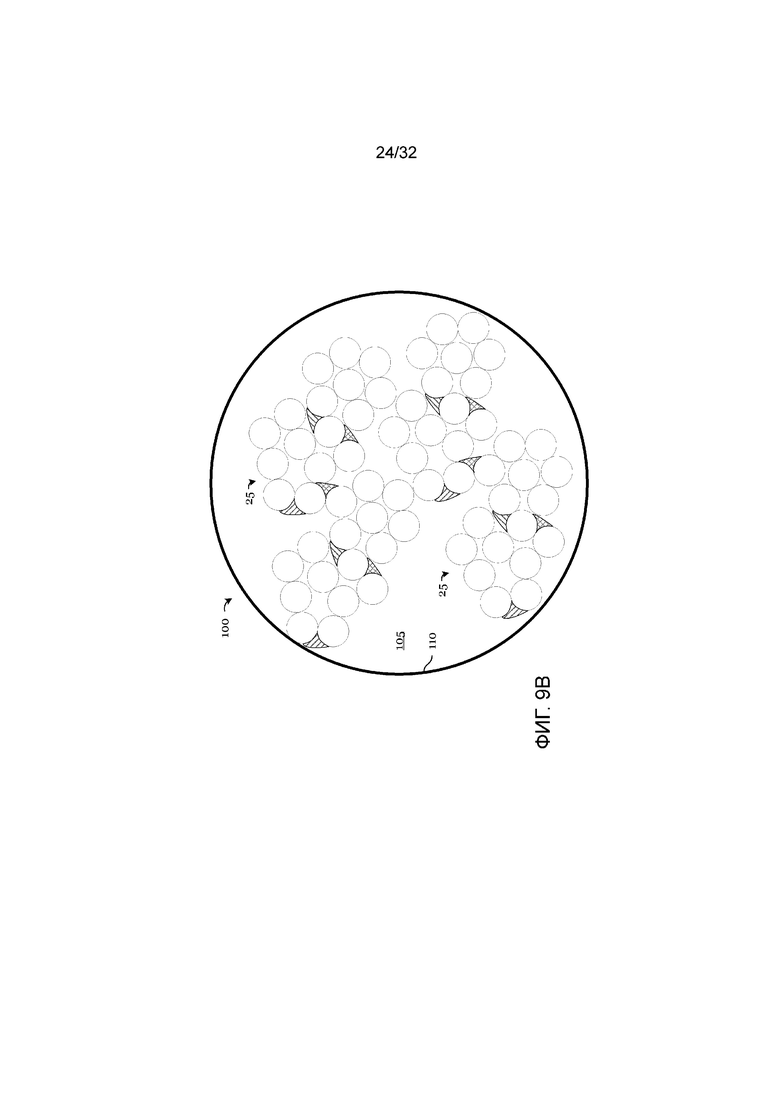
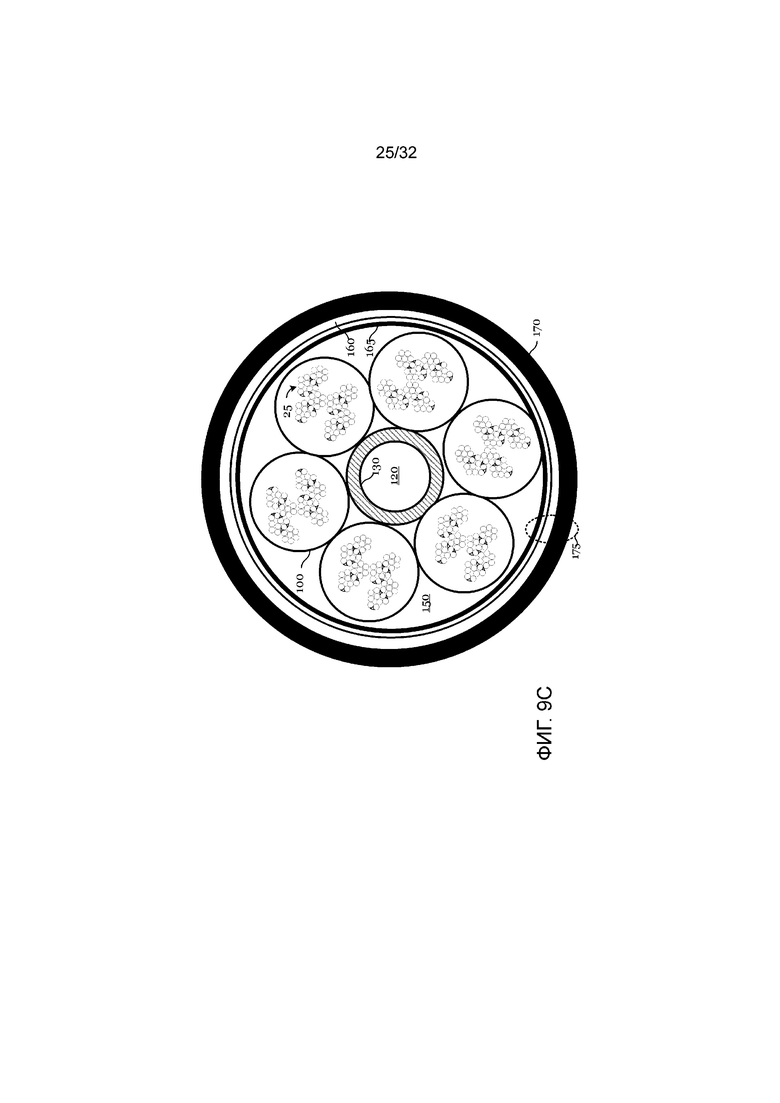
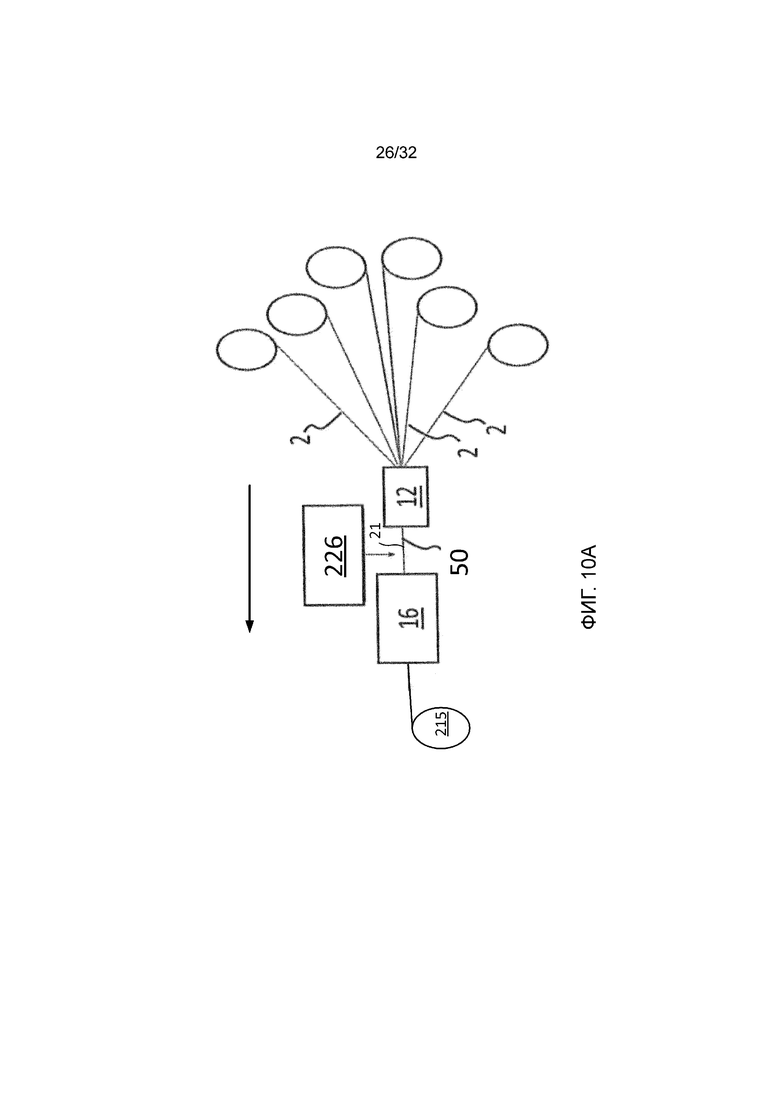
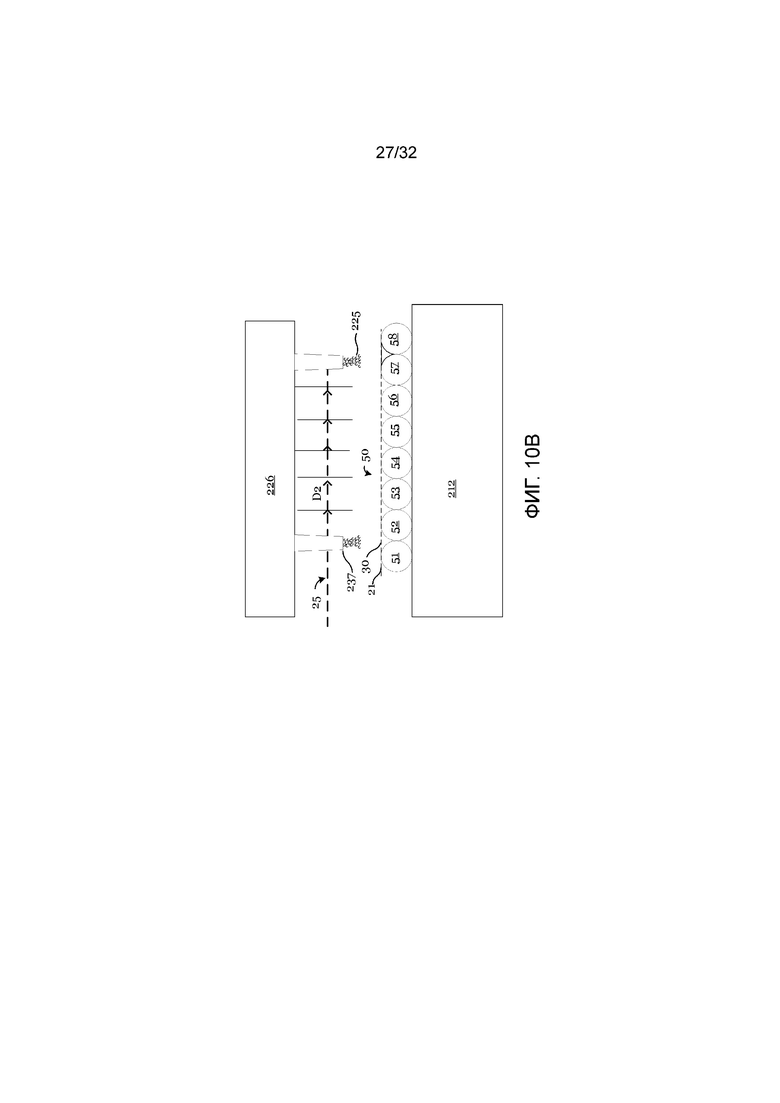
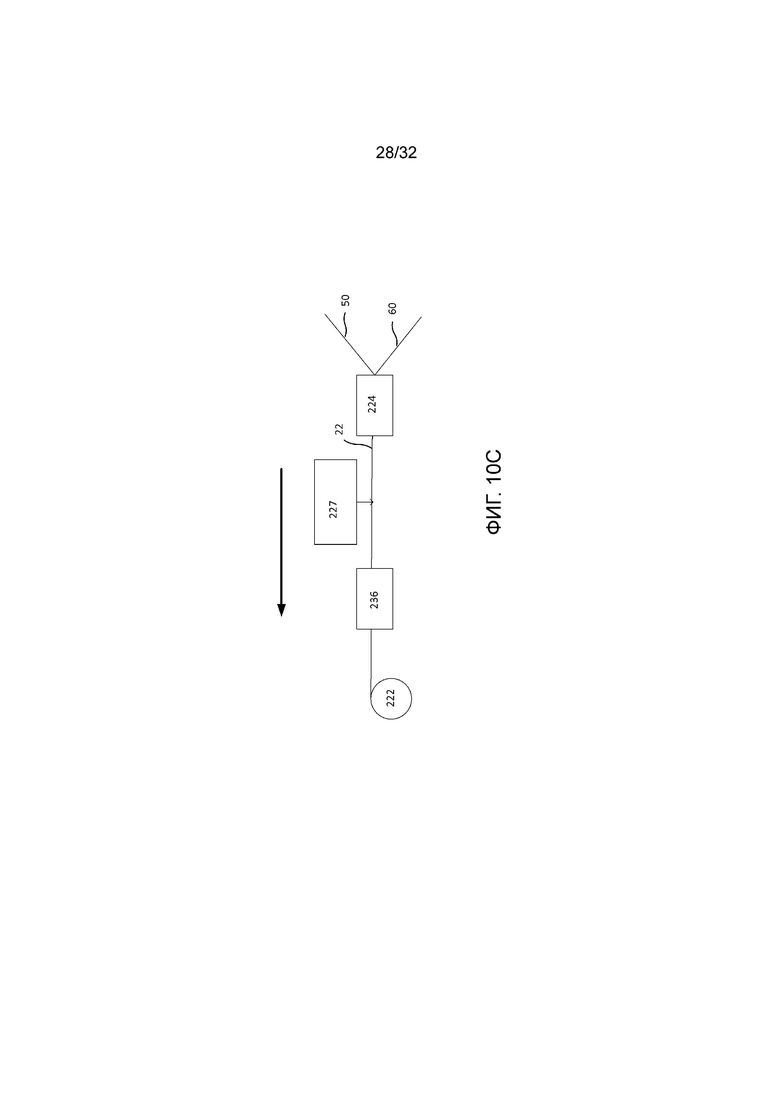
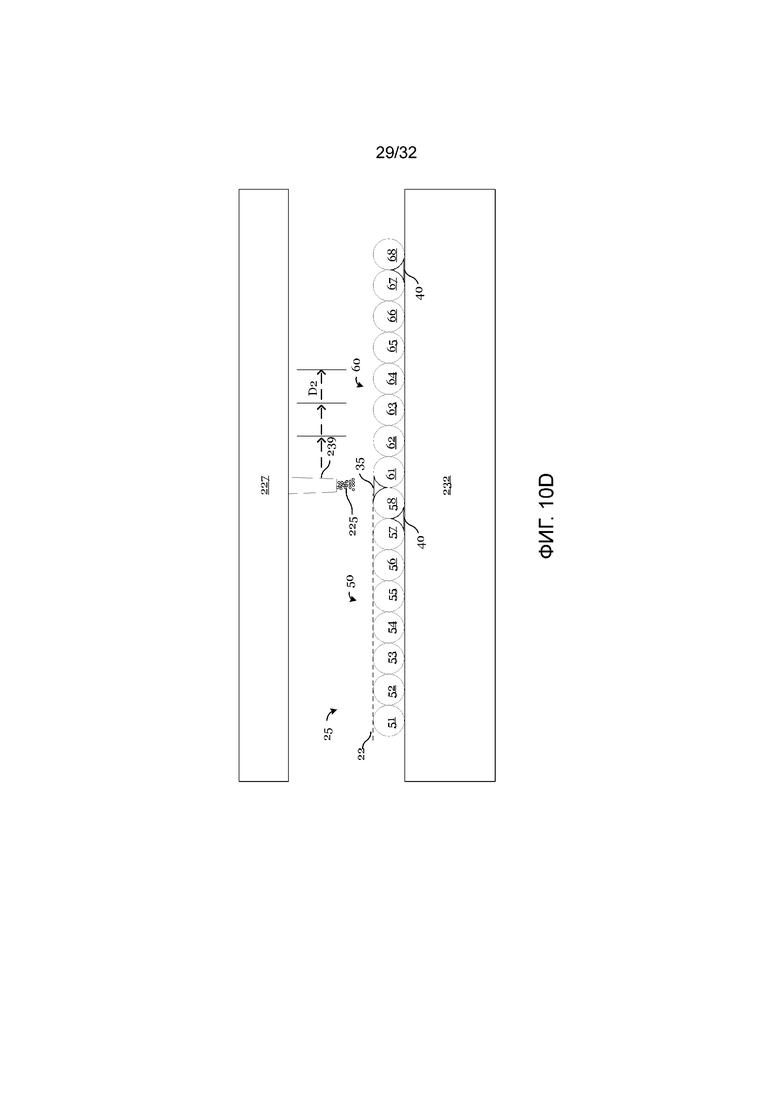
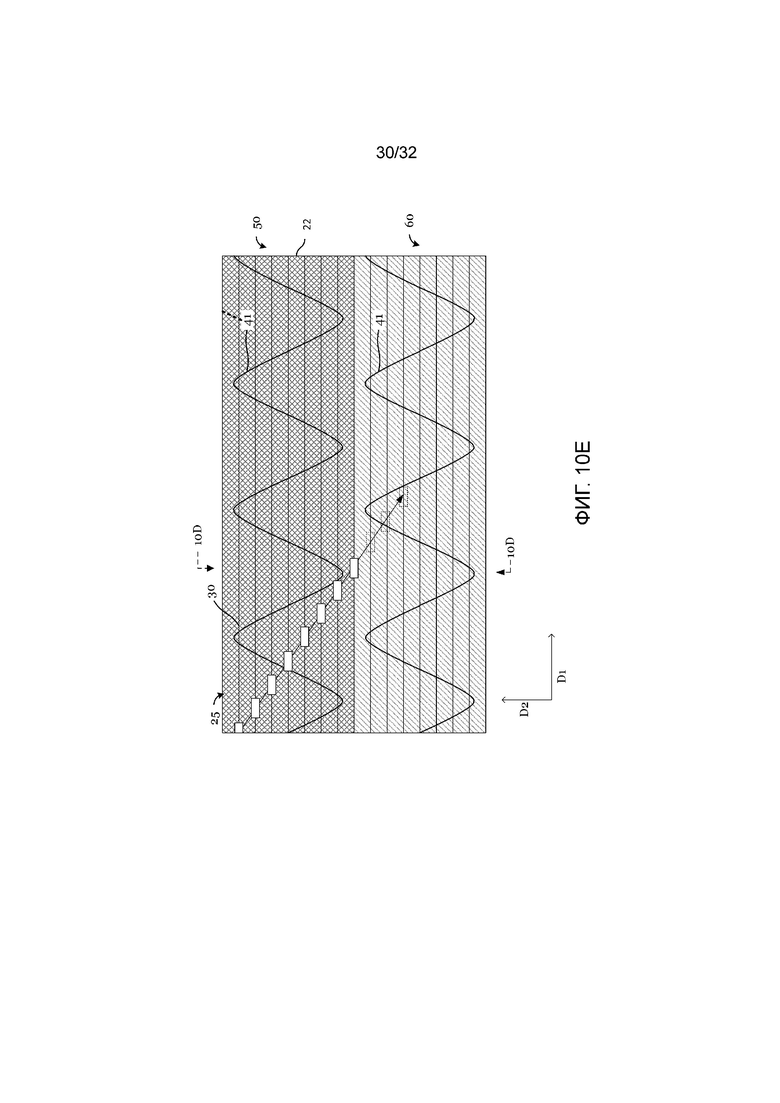
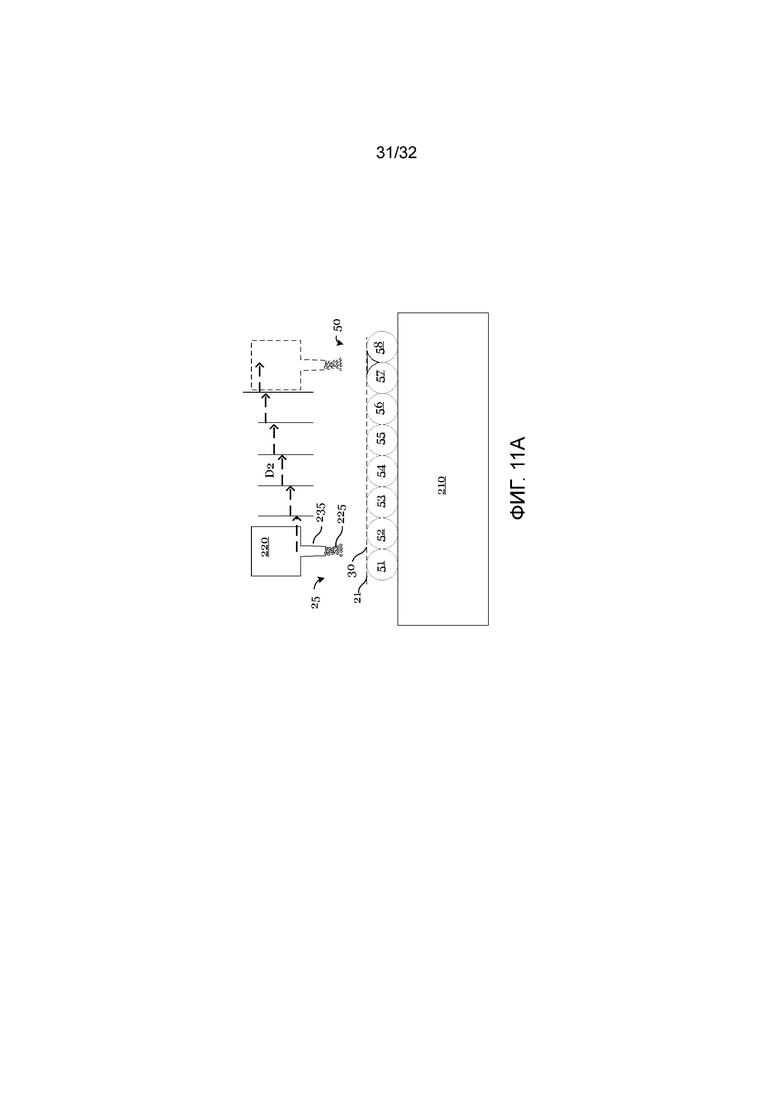
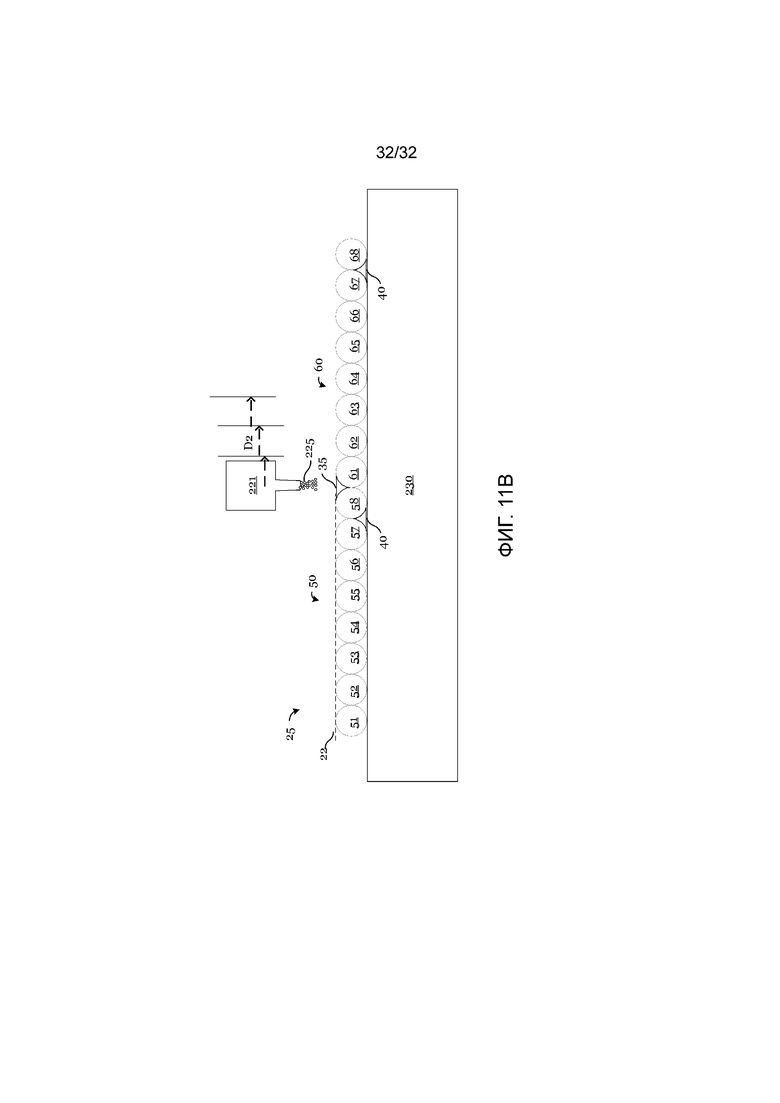
Группа изобретений относится к способам изготовления гибких оптоволоконных лент. Оптоволоконный кабель включает в себя множество гибких лент, множество первых областей соединения и вторую область соединения. Каждая из множества гибких лент включает в себя множество оптических волокон. Соседние из множества оптических волокон прикреплены друг к другу посредством одной из множества первых областей соединения. Вторая область соединения соединяет первую из множества гибких лент со второй из множества гибких лент. Технический результат – уменьшение размеров кабеля. 2 н. и 12 з.п. ф-лы, 11 ил.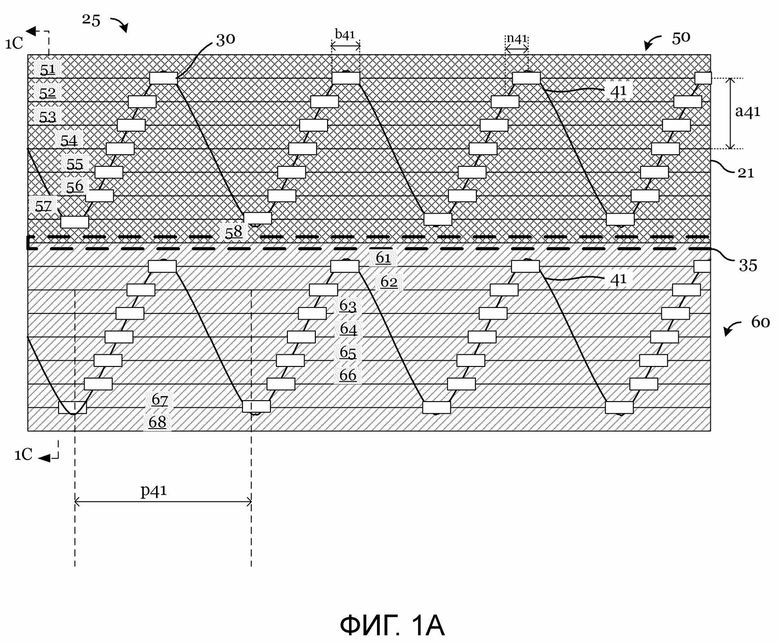
1. Оптоволоконный кабель, содержащий: множество гибких лент, причем каждая из множества гибких лент содержит множество оптических волокон; множество первых областей соединения, в которых соседние из множества оптических волокон прикреплены друг к другу посредством одной из множества первых областей соединения; и вторую область соединения, соединяющую первую из множества гибких лент со второй из множества гибких лент, при этом при наблюдении вида сверху сборки гибких лент, первые области соединения расположены на первой стороне гибких лент и имеют первую структуру, и при наблюдении вида снизу сборки гибких лент, вторая область соединения расположена на второй стороне гибких лент, и имеет вторую структуру отличную от первой структуры, и при этом вторая сторона противоположна первой стороне.
2. Кабель по п. 1, в котором вторая область соединения обладает более низкой прочностью сцепления, чем одна из множества первых областей соединения.
3. Кабель по п. 1, в котором множество оптических волокон простирается вдоль длины оптоволоконного кабеля, и в котором вторая область соединения простирается по существу по всей длине оптоволоконного кабеля.
4. Кабель по п. 1, в котором особенность второй структуры отлична от особенности первой структуры, причем указанная особенность содержит амплитуду, фазу, шаг, длину соединения или рабочий цикл.
5. Кабель по п. 1, в котором вторая область соединения точно соединяет между собой два из множества оптических волокон.
6. Кабель по п. 1, в котором вторая область соединения соединяет оптические волокна из других лент множества гибких лент и оптические волокна в одной ленте множества гибких лент.
7. Кабель по п. 1, в котором вторая область соединения заполняет первое скрещенное соединение между первым из множества оптических волокон и вторым из множества оптических волокон, и в котором вторая область соединения заполняет второе скрещенное соединение между вторым из множества оптических волокон и третьим из множества оптических волокон.
8. Кабель по п. 1, в котором вторая область соединения содержит первый участок, второй участок и третий участок, скомпонованные в виде волнообразной или зигзагообразной структуры, причем первый участок соединяет последнее оптическое волокно первой гибкой ленты из множества гибких лент с первым оптическим волокном второй гибкой ленты из множества гибких лент, второй участок соединяет последнее оптическое волокно первой гибкой ленты с предыдущим оптическим волокном первой гибкой ленты, а третий участок соединяет первое оптическое волокно второй гибкой ленты со вторым оптическим волокном второй гибкой ленты.
9. Кабель по п. 1, в котором вторая область соединения содержит отвержденный связующий материал, который адгезивно связывает поверхность первой из гибких лент с поверхностью второй из гибких лент.
10. Способ для формирования оптоволоконного кабеля по п. 1, причем способ содержит: формирование множества гибких лент путем прикрепления множества оптических волокон с использованием множества первых областей соединения; и формирование сборки гибких лент путем прикрепления множества гибких лент с использованием множества вторых областей соединения, которые содержат вторую область соединения, причем соседние из множества гибких лент прикреплены друг к другу посредством одной из множества вторых областей соединения.
11. Способ по п. 10, в котором формирование множества гибких лент содержит: размещение множества оптических волокон; дозирование связующего материала на скрещенные соединения между множеством оптических волокон; и отверждение связующего материала.
12. Способ по п. 10, в котором формирование сборки гибких лент содержит: размещение множества гибких лент; дозирование связующего материала на скрещенное соединение между множеством гибких лент; и отверждение связующего материала.
13. Способ по п. 10, в котором формирование множества гибких лент содержит дозирование первого связующего материала на скрещенные соединения между множеством оптических волокон на первой стороне множества оптических волокон; и в котором формирование сборки гибких лент содержит дозирование второго связующего материала на скрещенное соединение между множеством гибких лент на второй стороне множества оптических волокон, причем вторая сторона противоположна первой стороне.
14. Способ по п. 10, обеспечивающий формирование буферной трубки, содержащей сборку гибких лент, и формирование оптоволоконного кабеля, содержащего буферную трубку.
| US 9939599 B2, 10.04.2018 | |||
| US 7187830 B2, 06.03.2007 | |||
| JP 2011221198 A, 04.11.2011 | |||
| TW 0201800791 A, 01.11.18. |
