Область техники, к которой относится изобретение
Изобретение относится к слоистому материалу для оборачивания пачки изделий табачной промышленности, например, обернутой пачки сигарет.
Уровень техники
Упаковка сигарет содержит коробку, изготовленную из картона, которая содержит основание и отгибаемую крышку. Основание содержит обернутую пачку сигарет, которые обернуты в слоистый материал, содержащий проем для извлечения, для облегчения извлечения сигарет из пачки при открытой крышке. Слоистый материал содержит разделительные линии, которыми определен выполненный встроенный клапан проема. Разделительная линия во внутреннем слое слоистого материала может быть смещена относительно разделительной линии в наружном слое слоистого материала для обеспечения периферической области. Периферическая область может содержать связующее, чувствительное к давлению, таким образом, чтобы клапан проема можно было повторно запечатывать поверх проема после первого использования.
Раскрытие изобретения
Согласно вариантам осуществления изобретения, создан слоистый материал для оборачивания пачки изделий табачной промышленности; где слоистый материал содержит наружный слой, содержащий: первый надрез, которым образована область наружного слоя, ограниченная упомянутым первым надрезом; и внутренний слой, содержащий второй надрез, которым образована область внутреннего слоя, ограниченная упомянутым вторым надрезом; где область внутреннего слоя пролегает внутри области наружного слоя;
где область наружного слоя содержит ушко для подъема области наружного слоя, для понуждения внутреннего и наружного слоев к расслоению в периферической области между первым и вторым надрезами, для образования проема в слоистом материале; где упомянутое ушко содержит отдаленный край; и
где слоистый материал выполнен таким образом, чтобы упомянутый отдаленный край выступал наружу.
В некоторых примерах весь край ушка выступает наружу.
Слоистый материал может содержать углубление. Углубление может быть частично ограничено отдаленным краем ушка.
Углубление может быть сформировано в упомянутом наружном слое. Углубление может быть, дополнительно, частично ограничено противоположным краем упомянутого наружного слоя, обращенным к отдаленному краю ушка. Предпочтительно отдаленный край ушка и противоположный край наружного слоя отстоят друг от друга.
Углубление может проходить через всю толщину наружного слоя. Альтернативно углубление может проходить только частично через толщину наружного слоя.
В некоторых вариантах осуществления противоположный край наружного слоя и отдаленный край ушка расположены параллельно. В некоторых других примерах противоположный край наружного слоя расположен под углом к отдаленному краю ушка.
Наружный слой может содержать линию ослабления, определяющую край ушка. Ушко может быть сложено по линии ослабления.
Слоистый материал может дополнительно содержать область, свободную от связующего, между наружным слоем и внутренним слоем слоистого материала, где область, свободная от связующего, совпадает с ушком. Область, свободная от связующего, может покрывать углубление.
В примерах, по меньшей мере периферическая область слоистого материала может содержать чувствительное к давлению связующее между внутренним слоем и наружным слоем таким образом, чтобы наружный слой можно было повторно приклеивать к внутреннему слою в периферической области. Кроме того, область внутреннего слоя и область наружного слоя могут быть прикреплены друг к другу с использованием постоянного связующего.
В некоторых примерах слоистый материал содержит третий слой, расположенный между внутренним слоем и наружным слоем, и либо первый надрез, либо второй надрез может проходить через третий слой.
В примерах, где первый надрез проходит через третий слой, углубление может проходить через первый слой и, по меньшей мере частично, - через третий слой. Альтернативно углубление может проходить полностью через третий слой.
Внутренний слой и/или наружный слой может содержать полиэтилентерефталат. Первый надрез и второй надрез могут быть сформированы посредством лазерного резания. Углубление может быть сформировано посредством лазерной абляции.
Согласно дополнительному аспекту настоящего изобретения, создана обернутая пачка изделий табачной промышленности; где обернутая пачка содержит слоистый материал, описанный выше; где слоистый материал обернут вокруг группы изделий табачной промышленности.
Согласно дополнительному аспекту настоящего изобретения, создана коробка изделий табачной промышленности, где коробка содержит обернутую пачку.
Согласно дополнительному аспекту настоящего изобретения, создан способ изготовления слоистого материала для оборачивания пачки изделий табачной промышленности, где слоистый материал содержит наружный слой и внутренний слой; где способ включает:
формирование первого надреза в наружном слое для создания области наружного слоя; где область наружного слоя содержит ушко, содержащее отдаленный край;
формирование второго надреза во внутреннем слое для создания области внутреннего слоя; где область внутреннего слоя пролегает внутри области наружного слоя таким образом, чтобы при подъеме ушка внутренний слой и наружный слой понуждались к расслоению в периферической области между первым и вторым надрезами для образования проема в слоистом материале; и
где способ дополнительно включает расположение снаружи упомянутого отдаленного края ушка.
Способ может включать формирование углубления в наружном слое слоистого материала таким образом, чтобы упомянутое углубление было частично ограничено упомянутым отдаленным краем ушка.
Способ может включать формирование углубления таким образом, чтобы упомянутое углубление было дополнительно частично ограничено противоположным краем упомянутого наружного слоя, обращенным к отдаленному краю ушка, и таким образом, чтобы упомянутый отдаленный край и противоположный край отстояли друг от друга.
Первый надрез и второй надрез могут быть сформированы посредством лазерного резания. Углубление может быть сформировано посредством лазерной абляции.
Противоположный край углубления может быть выполнен под углом к отдаленному краю ушка.
Углубление может быть сформировано посредством использования лазерной абляции, которая может включать сканирование лазера по области углубления, где мощность излучения лазера варьируют для создания наклонной стороны углубления.
Способ может дополнительно включать направление струи воздуха в углубление для подъема ушка. Способ может дополнительно включать формирование линии ослабления, определяющей край ушка. Способ может включать складывание ушка.
В некоторых примерах первый надрез формируют в наружном слое, а второй надрез формируют во внутреннем слое, до соединения наружного слоя и внутреннего слоя для формирования слоистого материала. В других примерах внутренний слой и наружный слой соединяют для формирования слоистого материала, а затем формируют первый и второй надрезы.
Краткое описание чертежей
Варианты осуществления изобретения далее описаны, только как примеры, со ссылками на прилагаемые чертежи, на которых показано:
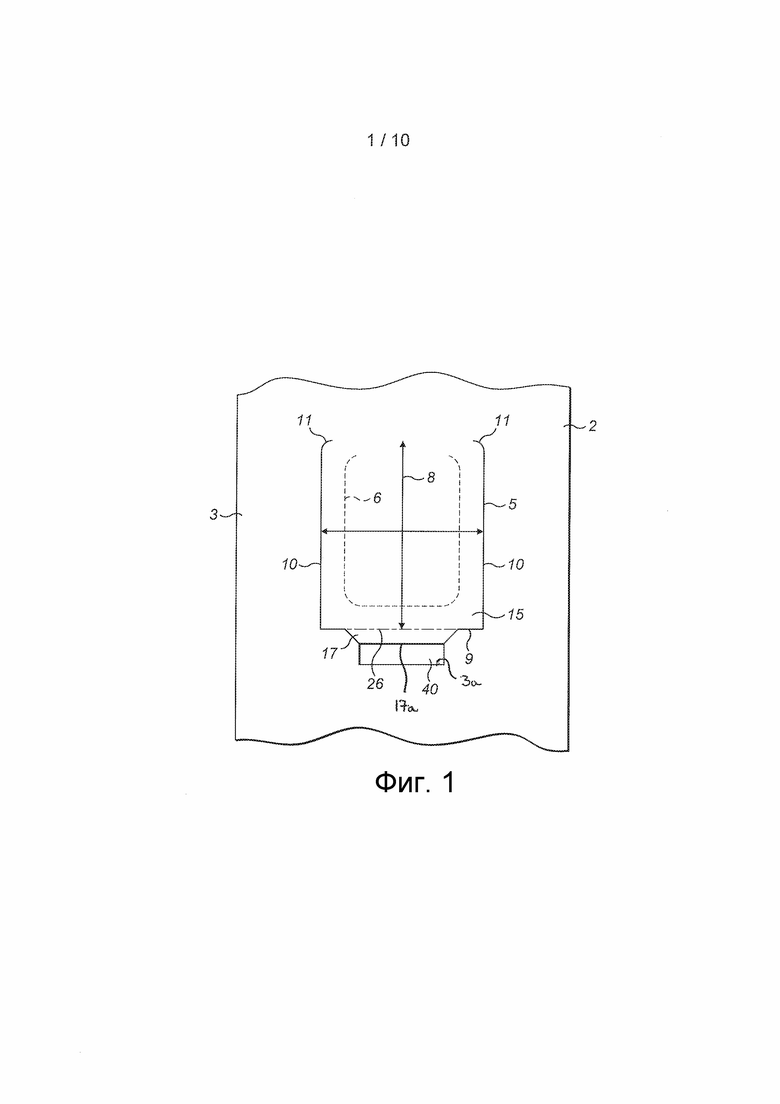
на фиг. 1 - внешний вид слоистого материала для оборачивания пачки изделий табачной промышленности, содержащего встроенный проем;
на фиг. 2 - внутренний вид слоистого материала, представленного на фиг. 1;
на фиг. 3 - внешний вид слоистого материала, представленного на фиг. 1 и 2, со встроенным проемом, частично открытым;
на фиг. 4 - поперечное сечение первого примера слоистого материала;
на фиг. 5 - поперечное сечение другого примера слоистого материала;
на фиг. 6 - поперечное сечение другого примера слоистого материала;
на фиг. 7 - обернутая пачка изделий табачной промышленности;
на фиг. 8 - коробка изделий табачной промышленности, содержащая обернутую пачку, представленную на фиг. 7;
на фиг. 9 - схематическая диаграмма подъема ушка обернутой пачки, представленной на фиг. 7;
на фиг. 10 - коробка изделий табачной промышленности, содержащая обернутую пачку, представленную на фиг. 7, после подъема ушка; и,
на фиг. 11 – слоистый материал, содержащий область, свободную от связующего.
Осуществление изобретения
Различные примеры слоистых материалов, описанные ниже, предназначены для формирования обернутой пачки изделий табачной промышленности посредством оборачивания слоистого материала вокруг группы изделий табачной промышленности, например, сигарет. Слоистые материалы содержат ряд надрезов для обеспечения возможности формирования проема в обернутой пачке для извлечения сигарет из обернутой пачки. С помощью надрезов создают дополнительно покровный клапан, который формируют за одно целое из одного или большего количества слоев слоистого материала, и его можно использовать для повторного покрывания сформированного проема. Обернутая пачка может быть вложена в коробку с отгибаемой крышкой.
Формирование проема и покрывного клапана из слоистого материала с надрезами исключает потребность в обеспечении отдельной наклейки для накрывания проема. Этим упрощают процесс изготовления, так как не требуется дополнительный этап наложения отдельной наклейки. Кроме того, так как нет отдельной наклейки, отличной от наклейки, сформированной из части самого слоистого материала, нет проблем, связанных с выставлением положения отдельной наклейки относительно других частей коробки. Благодаря отсутствию дополнительной наклейки также сокращается количество материала, требующегося для упаковки, что может вести к снижению стоимости и сокращению загрязнения окружающей среды.
Как описано более подробно со ссылками на фиг. 4-6, слоистый материал 2 для формирования обернутой пачки содержит два или большее количество слоев. В вариантах осуществления, описанных здесь, слоистый материал 2 содержит внутренний слой 4 и наружный слой 3 таким образом, чтобы, когда слоистый материал 2 обернут вокруг группы сигарет, наружный слой 3 был расположен на наружной стороне обернутой пачки, обращенной от сигарет, а внутренний слой 4 расположен на внутренней стороне обернутой пачки, обращенной к сигаретам. Внутренний слой 4 приклеен вдоль по меньшей мере части его площади поверхности, к наружному слою 3 для формирования слоистого материала 2.
Слоистый материал 2 обеспечен первым надрезом 5 в наружном слое 3 и вторым надрезом 6 во внутреннем слое 4. Первый и второй надрезы 5, 6, показанные на прилагаемых чертежах, показаны либо сплошной линией, если надрез выполнен в слое слоистого материала 2 на видимой стороне, либо пунктирной линией, если надрез выполнен в слое слоистого материала 2 на противоположной от видимой стороне.
На фиг. 1 показан слоистый материал 2 со стороны наружного слоя 3. На фиг. 2 показан тот же слоистый материал 2 со стороны внутреннего слоя 4.
Первый надрез 5 (см. фиг. 1 и 2) выполнен в наружном слое 3 слоистого материала 2. Первый надрез 5 проходит через или практически через наружный слой 3 слоистого материала 2. Первый надрез 5 не проходит во внутренний слой 4 слоистый материала 2.
Первым надрезом 5 в слоистом материале 2 разграничивают первую область 8 в наружном слое 3, как показано на фиг. 1. Первый надрез 5 содержит нижний край 9, противоположные боковые края 10 и частичный верхний край 11, проходящий от противоположных боковых краев 10. Таким образом, первая область 8 наружного слоя 3 остается прикрепленной к остальному наружному слою 3 слоистого материала 2 вдоль верхнего края 11, который действует как шарнир при раскрывании обертки 1, как описано ниже.
Второй надрез 6 выполнен во внутреннем слое 4 слоистого материала 2. Второй надрез 6 проходит через или практически через внутренний слой 4 слоистого материала 2. Второй надрез 6 не проходит в наружный слой 3 слоистого материала 2.
Вторым надрезом 6 в слоистом материале 2 разграничивают вторую область 12 во внутреннем слое 4, как показано на фиг. 2. Второй надрез 6 содержит нижний край 13 и противоположные боковые края 14, параллельные и смещенные от нижнего края 9 и противоположных боковых краев 10 первого надреза 5, соответственно. Второй надрез также содержит скругленные концы 37 около концов противоположных боковых краев 14. Скругленные концы 37 находятся вблизи частичных верхних краев 11 первого надреза 5.
Второй надрез 6 смещен относительно первого надреза 5 таким образом, чтобы второй надрез 6 был расположен полностью внутри границы, определенной первым надрезом 5. Таким образом, вторая область 12 меньше и расположена внутри первой области 8. Это означает, что края 13, 14 второго надреза 6 смещены внутрь от краев 9, 10, 11 первого надреза 5 таким образом, чтобы надрезы 5, 6, сформированные в слоистом материале 2, отстояли друг от друга для образования периферической области 15 между первым и вторым надрезами 5, 6.
Как в случае с первой областью 8 наружного слоя 3 слоистого материала 2, вторая область 12 внутреннего слоя 4 остается прикрепленной к остальному внутреннему слою 4 слоистого материала 2 вдоль верхнего края, который расположен в линию со скругленными концами 37 второго надреза 6.
Нижняя часть области наружного слоя 8, определенной первым надрезом 5, образует ушко 17. Ушко 17 определено посредством части нижнего края 9 первого надреза 5.
На фиг. 3 показан слоистый материал 2, представленный на фиг. 1 и 2, со стороны наружного слоя 3. Как показано на чертежах, при подъеме первой и второй областей 8, 12 слоистого материала 2 они отделяются от остального слоистого материала 2 вдоль первой и второй линий надрезов 5, 6. Таким образом, первую и вторую области 8, 12 слоистого материала 2 поднимают, отделяя от остального слоистого материала 2 для формирования покровного клапана 20 и проема 19.
Первая и вторая области 8, 12 приклеены друг к другу в области покрывного клапана 20. Там, где первая и вторая области 8, 12 расположены внахлест, т.е. внутри второй области 12, внутренний и наружный слои 3, 4 остаются прикрепленными благодаря связи между ними. В периферической области 15, между первым и вторым надрезами 5, 6, внутренний и наружный слои 3, 4 слоистого материала 2 расслаиваются, или отделяются.
Таким образом, граница проема 19, создаваемая в слоистом материале 2 при подъеме первой и второй областей 8, 12, определяется посредством второго надреза 6.
При открывании, первая и вторая области 8, 12 слоистого материала 2 образуют покровный клапан 20, который может быть повторно возвращен в исходное положение для закрывания проема 19.
В данном примере, чувствительное к давлению или «повторно склеиваемое» связующее обеспечено между внутренним и наружным слоями 3, 4 слоистого материала 2. Таким образом, при повторном возвращении в исходное положение покрывного клапана 20 поверх проема 19 внутренний и наружный слои 3, 4 повторно скрепляются в периферической области 15, где было произведено расслоение.
Связующее, чувствительное к давлению, предпочтительно наносят на наружный слой 3 таким образом, чтобы на проеме связующее, чувствительное к давлению, оставалось на наружном слое 3, а не на внутреннем слое 4, и не расщеплялось между наружным и внутренним слоями 3, 4. Таким образом, связующее, чувствительное к давлению, остается на покрывном клапане 20, а периферическая область внутреннего слоя 4, которая проходит вокруг проема 19, является практически свободной от связующего.
В других примерах связующее одноразового использования, но разъединяемое, может быть обеспечено между внутренним и наружным слоями 3, 4 слоистого материала 2. Таким образом, покрывной клапан 20 в закрытом положении все еще может быть повторно возвращен в исходное положение поверх проема 19, но не быть повторно приклеенным к слоистому материалу 2.
Посредством использования вышеописанного сочетания смещенных первого и второго надрезов 5, 6 в различных слоях слоистого материала 2 обеспечивают лабиринтное уплотнение, через которое предотвращается или практически предотвращается проникновение текучих сред, например, воздуха или других газов, или жидкостей, или паров. Это означает, что текучая среда должна пройти через один из надрезов: первый или второй надрезы 5, 6, затем - между слоями 3, 4 слоистого материала 2, через связующее, обеспеченное в этой области, а затем - через другой надрез 5, 6. Эта структура, таким образом, гарантированно обеспечивает условия, при которых с помощью обертки 1 создается эффективный барьер как до первого вскрывания, так и после повторного запечатывания.
В каждом из вышеописанных вариантов осуществления ушко 17 может быть обеспечено (необязательно) линией сгиба 26, как показано на фиг. 1. Линия сгиба 26, как показано на фиг. 1, является пунктирной линией, так как линия сгиба 26 является линией ослабления, а не линией надреза, как пояснено ниже.
Ушко 17 может быть отделено от остальной первой области 8 посредством линии сгиба 26. Линия сгиба 26 может содержать разделительную линию, линию перфораций или другое ослабление, благодаря которым обеспечивается линия, вдоль которой наружный слой 3 можно более легко сгибать относительно остального слоистого материала 2. Однако следует понимать, что сам слоистый материал 2 является гибким материалом, поэтому линия сгиба 26 является необязательным признаком, с помощью которого можно было бы способствовать контролю за изгибом слоистого материала 2.
Ушко 17 обеспечено для захвата и вытягивания пользователем, в результате чего он поднимает покрывной клапан 20 для получения доступа к проему 19. Таким образом, может быть возобновлен доступ к содержимому обернутой пачки.
Как показано на фиг. 1-3, слоистый материал 2 дополнительно содержит углубление, или карман 40, сформированный по меньшей мере в наружном слое 3 слоистого материала 2. Углубление 40 расположено рядом с ушком 17; один край углубления 40 определен отдаленным краем 17a ушка 17. Углубление 40 содержит область, из которой материал был удален из слоистого материала 2, в частности, по меньшей мере часть наружного слоя 3 была удалена, которая шире, чем любой материал, удаленный просто в результате формирования первого надреза 5. Углубление 40 граничит с первым надрезом 5 на отдаленном краю 17a ушка 17, как показано на чертежах. Отдаленный край 17a ушка 17 является отдаленным краем ушка 17, самым отдаленным от остального покрывного клапана 20. Углубление 40 предназначено для облегчения возможности первоначального подъема и захвата ушка 17 пользователем, так как благодаря наличию углубления обеспечивается возможность введения пальца, большого пальца или по меньшей мере ногтя пальца пользователя, по меньшей мере частично, в углубление 40 для захвата или подъема отдаленного края 17a ушка 17, который теперь выступает наружу или который по меньшей мере практически больше выступает наружу, чем это было бы просто в результате формирования первого надреза 5 между отдаленным краем 17a ушка 17 и наружным слоем 3. В частности, следует понимать, что имеется зазор, или пространство, между отдаленным краем ушка 17 и противоположным краем 3a наружного слоя 3, который много шире, чем зазор, формируемый просто посредством обеспечения первого надреза 5, для облегчения введения пальца или ногтя пальца пользователя для сопряжения с отдаленным краем 17a ушка 17. В некоторых вариантах осуществления ширина углубления 40, т.е. расстояние между отдаленным краем 17a ушка 17 и противоположным краем 3a наружного слоя 3, является таким, что часть внутреннего слоя 4 слоистого материала становится раскрытой и видимой пользователю. Следует также понимать, что длина ушка, т.е. размер в направлении, проходящем параллельно нижнему краю 9 слоистого материала 2, может быть таким же, как полная ширина ушка 17, но может также проходить на большее или меньшее расстояние, чем длина ушка 17.
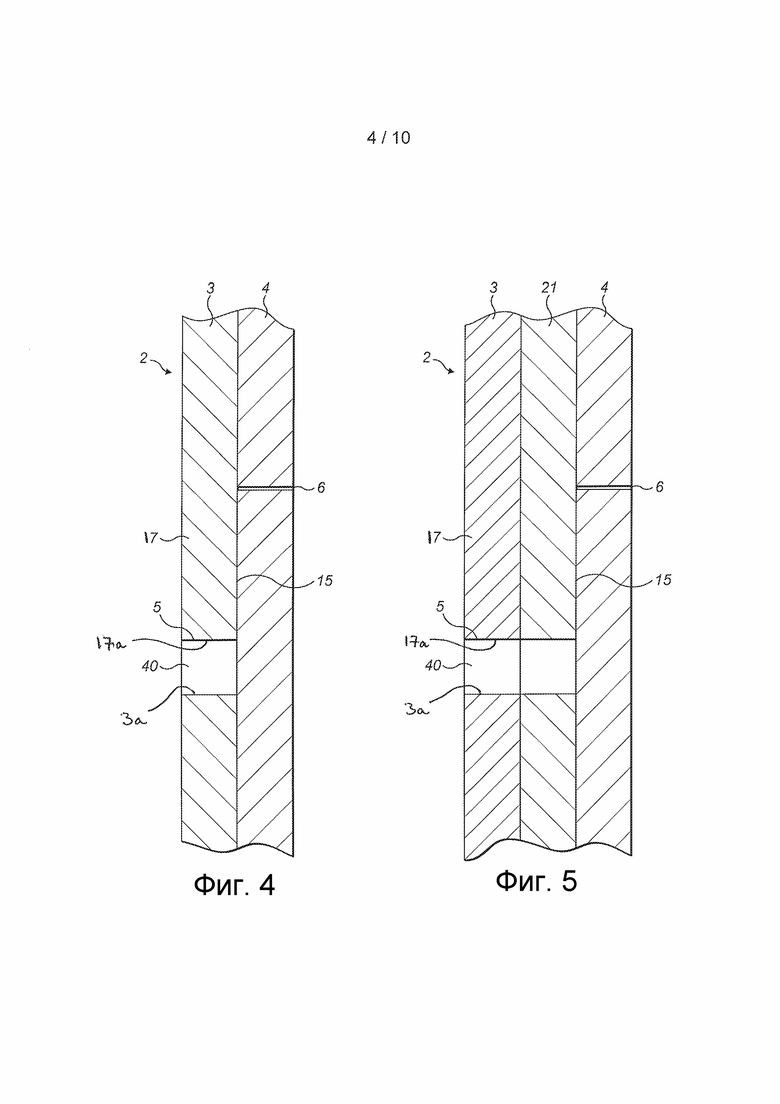
На фиг. 4, 5 и 6 показаны частично поперечные сечения слоистых материалов 2, описанных выше со ссылками на фиг. 1-3, но которые имеют различные структуры. На каждой из фиг. 4, 5 и 6 представлено поперечное сечение слоистого материала 2, проходящее через ушко 17 и углубление 40.
На фиг. 4 показано поперечное сечение слоистого материала 2, содержащего два слоя, как конкретно описано со ссылками на примеры, представленные на фиг. 1-3. Это означает, что слоистый материал 2 содержит наружный слой 3, соединенный (ламинированный) с внутренним слоем 4.
Первый надрез 5 обеспечен в наружном слое 3, а второй надрез 6 обеспечен во внутреннем слое 4; первый и второй надрезы 5, 6 смещены, как это описано ранее. Как также показано на фиг. 4, углубление 40 сформировано посредством удаления области наружного слоя 3 рядом с первым надрезом 5. В этом примере углубление 40 проходит через весь наружный слой 3, но следует понимать, что углубление 40 может проходить только частично через наружный слой 3.
В поперечном сечении, показанном на фиг. 4, углубление 40 и первый надрез 5 образуют одну область, но следует понимать, что это только в случае расположения рядом с отдаленной стороной ушка 17, как показано на фиг. 1. В других частях первого надреза 5, отстоящих от углубления 40, первый надрез 5 имеет его обычную ширину.
Как показано на фиг. 4, ранее описанная периферическая область 15 между внутренним и наружным слоями 3, 4, определена между первым и вторым надрезами 5, 6.
Как показано на чертежах, благодаря смещению между первым и вторым надрезами 5, 6, обеспечен лабиринтный барьер, через который вещество, которое должно пройти для того, чтобы попасть в обернутую пачку или выйти из обернутой пачки, сформированной с использованием слоистого материала 2.
На фиг. 5 показан альтернативный пример слоистого материала 2, содержащего наружный слой 3, внутренний слой 4 и третий слой 21. Третий слой 21 расположен между внутренним и наружным слоями 3, 4, где внутренний и наружный слои 3, 4 соединены (ламинированы) с противоположных сторон третьего слоя 21.
Как также показано на фиг. 5, углубление 40 сформировано посредством удаления области наружного слоя 3 и третьего слоя 21 рядом с первым надрезом 5. В этом примере углубление 40 проходит через весь наружный слой 3 и третий слой 21, но следует понимать, что углубление 40 может проходить только через наружный слой 3 или частично через наружный слой 3, или частично через третий слой 21.
В поперечном сечении, показанном на фиг. 4, углубление 40 и первый надрез 5 образуют одну область, но следует понимать, что это имеет место только в случае расположения рядом с отдаленной стороной ушка 17, как показано на фиг. 1. В других частях первого надреза 5, отдаленных от углубления 40, первый надрез 5 имеет его обычную ширину.
Как показано на фиг. 4, ранее описанная периферическая область 15 между внутренним и наружным слоями 3, 4, определена между первым и вторым надрезами 5, 6.
Как показано на чертежах, благодаря расположению смещенных первого и второго надрезов 5, 6 обеспечивается лабиринтный барьер, через который вещество, которое должно пройти для того, чтобы попасть в обернутую пачку или выйти из обернутой пачки, сформированной с использованием слоистого материала 2.
В проиллюстрированном примере наружный слой 3 и третий слой 21 соединены с использованием чувствительного к давлению «повторно склеивающегося» связующего; и внутренний слой 4 и третий слой 31 соединены с использованием постоянного связующего. Первый надрез 5 обеспечен в наружном слое 3, а второй надрез 6 обеспечен в обоих слоях: внутреннем слое 4 и в третьем слое 21. Первый и второй надрезы 5, 6 смещены, как это описано ранее.
Как показано на фиг. 5, в этом примере периферическая область 15 между первым и вторым надрезами 5, 6 сформирована между наружным слоем 3 и третьим слоем 21. Следует понимать, что в этом примере внутренний и наружный слои 3, 4 в периферической области 15 могут быть повторно скреплены друг с другом при закрывании покрывного клапана 20, хотя в этом случае третий слой 21 расположен между ними таким образом, что наружный слой 3 прикреплен непосредственно к третьему слою 21 и, таким образом, опосредованно - к внутреннему слою 4.
В альтернативном примере, подобном представленному на фиг. 5, наружный слой 3 и третий слой 21 постоянно соединены вместе, а внутренний слой 4 и третий слой 21 соединены вместе с использованием чувствительного к давлению связующего. В этом случае первый надрез 5 обеспечен в наружном слое 3 и в третьем слое 21, а второй надрез 6 обеспечен только во внутреннем слое 4. Первый и второй надрезы 5, 6 смещены, как это описано ранее. В этом примере углубление 40 проходит только через наружный слой 3 или только частично через наружный слой 3.
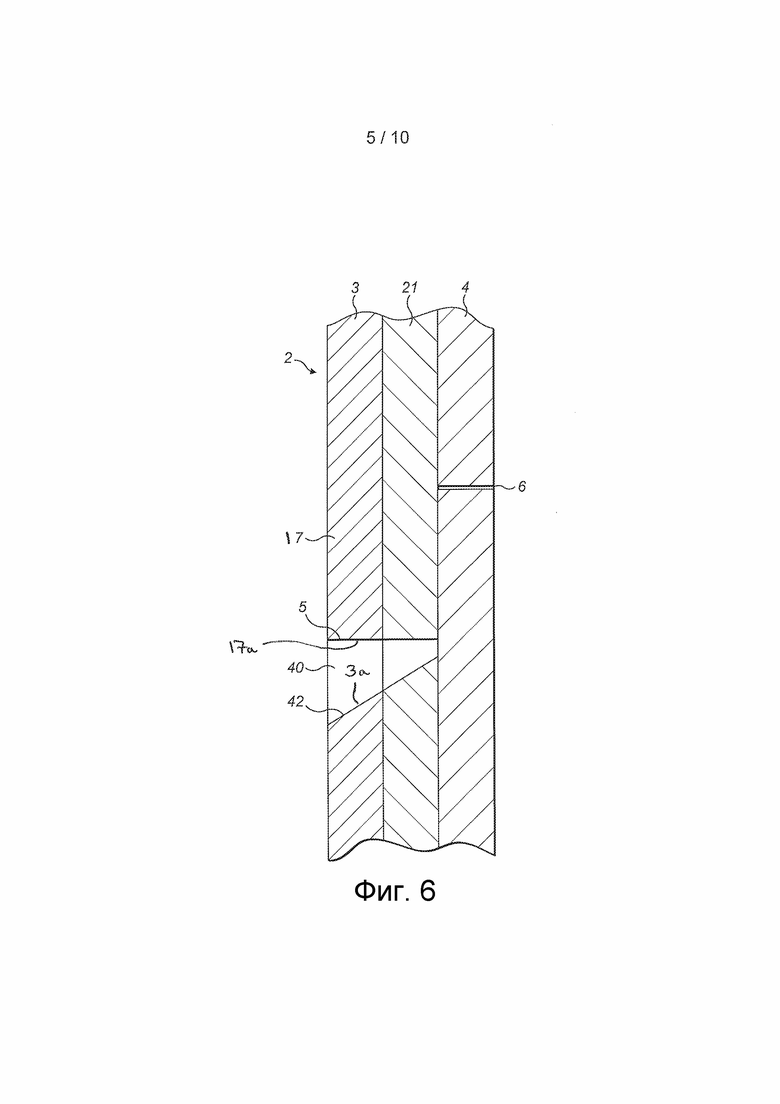
На фиг. 6 показано поперечное сечение дополнительного примера слоистого материала 2. В этом примере слоистый материал 2 содержит наружный слой 3, внутренний слой 4 и третий слой 21, подобно примеру, представленному на фиг. 5. В примере, представленном на фиг. 6, углубление 40 содержит выполненную под углом сторону 42. Наклонная сторона 42 выполнена под углом в слоистом материале 2. Наклонная сторона 42 расположена таким образом, чтобы размер углубления 40 на внутренней стороне (т.е. ближайшей к внутреннему слою 4) был меньше, чем размер углубления 40 на наружной стороне (т.е. расположенной ближе к наружному слою 3). Это означает, что высота углубления 40 в плоскости слоистого материала больше у наружной поверхности наружного слоя 3, чем у внутреннего слоя 4. Наклонная сторона 42 углубления 40 расположена диагонально относительно наружной поверхности слоистого материала 2. Наклонная сторона 42 скошена в углубление 40.
Благодаря наличию углубления 40 в примерах, представленных на фиг. 1-6, облегчается возможность подъема и захвата ушка 17 пользователем для открывания покрывного клапана 20. Благодаря наличию углубления 40 обеспечивается дополнительное пространство рядом с отдаленной стороной ушка 17 для введения пользователем его пальца или большого пальца для подъема ушка 17. В примере, представленном на фиг. 6, создание наклонной стороны 42 углубления 40 означает, что меньшее количество материала должно быть удалено для обеспечения того же благоприятного эффекта, что может вести к сокращению времени на изготовление.
Следует понимать, что слоистый материал 2 может содержать более трех слоев, соединенных вместе аналогичным описанному выше образом, где первый и второй надрезы 5, 6 (каждый) обеспечены в одном или большем количестве слоев.
Каждый слой может содержать один или большее количество полимера, ориентированного полимера, металлическую фольгу, например, алюминиевую фольгу, металлизированный полимер или другие подобные гибкие материалы для использования в качестве упаковочного материала.
Слои могут быть постоянно соединенными вместе с использованием постоянного связующего; это означает связующее, которым прочно соединяют слои вместе таким образом, чтобы слои не отделялись при открывании или закрывании обертки.
Благодаря использованию чувствительного к давлению связующего обеспечивается возможность повторного скрепления слоев слоистого материала 2 друг с другом после расслоения. Связующее, чувствительное к давлению, является невысыхающим, постоянно клейким связующим, таким образом, чтобы связующее, чувствительное к давлению, можно было использовать многократно для разъединения и повторного скрепления слоев слоистого материала 2 в периферической области 15.
В предпочтительном примере слоистый материал 2 содержит три слоя, где внутренний и наружный слои 3, 4 выполнены из полиэтилентерефталата (ПЭТ), а третий слой 21, расположенный между внутренним и наружным слоями 3, 4, изготовлен из ориентированного полипропилена (ОПП).
В примерах внутренний и наружный слои 3, 4 имеют толщину от 10 микрон до 50 микрон.
В одном примере внутренний и наружный слои 3, 4 предпочтительно имеют толщину от 10 микрон до 30 микрон, более предпочтительно - приблизительно 20 микрон. Это было установлено для обеспечения адекватной герметизации, для предотвращения проникновения текучих сред через первый и второй надрезы 5, 6.
В другом примере внутренний и наружный слои 3, 4 имеют толщину от 30 микрон до 50 микрон, более предпочтительно - приблизительно 40 микрон. Это было установлено для обеспечения достаточной жесткости слоистого материала 2 для повторного открывания и закрывания, при этом обеспечивая сокращение использования материала.
В примерах ориентированный полипропилен имеет толщину от 5 микрон до 20 микрон, предпочтительно - от 5 микрон до 15 микрон, более предпочтительно - приблизительно 9 микрон.
Первый и второй надрезы 5, 6 могут быть сформированы в слоистом материале 2 с использованием механического резака с ограниченной, предварительно определенной глубиной резания. Это означает, что механический резак приспособлен к прорезанию соответствующих слоев, но не других слоев, способом, описанным ранее. Такой процесс известен как чистовое резание или надсечка.
Альтернативно первый и второй надрезы 5, 6 могут быть сформированы с использованием лазеров. Например, первый лазер может быть выполнен для надрезания наружного слоя 3, но не внутреннего слоя 4, а второй лазер может быть выполнен для надрезания внутреннего слоя 4, но не наружного слоя 3. Каждый из лазеров может быть выполнен также для надрезания третьего слоя 21. Таким образом, лазеры могут быть выполнены для надрезания слоев слоистого материала 2 любым из ранее описанных способов, в частности, со ссылками на фиг. 4 и 5.
Лазер может быть также использован для абляции слоистого материала 2, для формирования углубления 40. Наклонную сторону 42 углубления 40, как описано со ссылками на фиг. 6, можно обеспечить посредством наклона лазера или посредством изменения мощности излучения лазера при его сканировании вдоль слоистого материала 2 для формирования углубления 40.
Первым лазером, способным прорезать только ПЭТ, образуют первый надрез 5 в наружном слое 3 со стороны наружного слоя 3. Первый лазер не способен прорезать ОПП третьего слоя 21, таким образом, первый надрез 5 ограниченно выполняют в наружном слое 3. Первый лазер можно также сканировать вдоль слоистого материала 2 для формирования углубления 40.
Вторым лазером, способным прорезать ОПП, выполняют второй надрез 6 во внутреннем слое 4 и третьем слое 21 со стороны внутреннего слоя 4. При формировании второго надреза 6 луч второго лазера проходит через внутренний слой 4, воздействуя на третий слой 21, который прорезает третий слой 21, и, воздействуя некоторым количеством энергии, также надрезают внутренний слой 4. Таким образом, вторым лазером выполняют надрез в третьем слое 21 и внутреннем слое 4.
Первый и второй лазеры могут быть выполнены вышеописанным образом посредством подбора соответствующей длины волны и мощности для материала, подлежащего резанию.
Могут быть обеспечены средства для удаления пыли, для удаления снимаемого материала из первого надреза 5, второго надреза 6 и углубления 40. Средством для удаления пыли может служить пылесос.
Следует понимать, что и в других упаковочных материалах также можно выполнять надрезаны лазерами; а приведенное выше описание является просто предпочтительным вариантом осуществления. В частности, лазеры могут быть выполнены с возможностью генерирования соответствующих длин волн и/или мощности для надрезания только одного слоя полимера, но не соседнего слоя. Таким образом, лазерное резание может также быть использовано для обеспечения первого и второго надрезов 5, 6 в двухслойном слоистом материале 2, описанном со ссылками на фиг. 5 или фиг. 6.
Первый и второй надрезы 5, 6 в слоистом материале 2 могут (каждый) проходить полностью через соответствующий слой слоистого материала 2. Альтернативно надрезы 5, 6 могут проходить только частично через соответствующий слой слоистого материала 2, а остальная часть этого слоя может быть разорвана при оттягивании области ушка 17 для формирования проема. Волокна ориентированного полимера, например, ориентированного полипропилена, могут быть ориентированы в направлении такого надрыва для облегчения надрывания.
Связующее, чувствительное к давлению, наносят на покрывной клапан 20 таким образом, чтобы, после вскрывания, связующее, чувствительное к давлению, оставалось на наружном слое 3 слоистого материала 2. Это означает, что связующе, чувствительное к давлению, обеспечивают на наружном слое 3 до формирования слоистого материала 2 посредством прокладывания внутреннего слоя 4 (и любых других слоев) для формирования слоистого материала. Таким образом, при повторном закрывании покрывного клапана 20 наружный и внутренний слои 3, 4 в периферической области 15 повторно приклеиваются друг к другу благодаря наличию связующего, чувствительного к давлению, на наружном слое 3.
На фиг. 7 показана обернутая пачка 22, содержащая сигареты, которая была обернута описанным выше слоистым материалом 2 вокруг группы сигарет. Сигареты представляют собой продолговатые цилиндрические изделия, расположенные в виде определенной группы и затем обернутые в слоистый материал 2. Как показано на чертеже, слоистый материал 2 сложен вокруг группы сигарет таким образом, чтобы первый и второй надрезы 5, 6 проходили от передней лицевой поверхности 25 обернутой пачки 22, по переднему краю 41 и по одной торцевой поверхности 23 обернутой пачки 22. Эта торцевая поверхность 23 обернутой пачки 22 соответствует расположению концов сигарет, при котором можно было бы извлекать сигареты в продольном направлении из обернутой пачки 22 при сформированном проеме 19 (см. фиг. 3). В частности, торцевая поверхность 23 обернутой пачки 22 соответствует концам сигарет, где расположены фильтры, чтобы, таким образом, можно было извлекать сигареты со стороны фильтра.
Как показано на чертежах, скругленные концы 37 второго надреза 6 могут быть расположены на торцевой поверхности 23 обернутой пачки 22 таким образом, чтобы проем 19 не заходил за задний край 38.
В другом примере второй надрез 6 проходит за задний край 38 обернутой пачки 22 и на заднюю лицевую поверхность 39 обернутой пачки 22, которая расположена напротив передней лицевой поверхности 25. Таким образом, при сформированном проеме 19 (см. фиг. 3) он проходит по всей торцевой поверхности 23 обернутой пачки 22.
Следует понимать, что проем 19 (см. фиг. 3) может быть сформирован вдоль протяженности скругленных концов 37 (см. фиг. 2) второго надреза 6.
В примере, показанном на фиг. 7, края 24 обертки 1 сложены около боковых сторон группы сигарет. Эти сложенные края 24 могут быть запечатаны, например, с использованием индукционного процесса запечатывания, теплового процесса запечатывания, сварочного процесса запечатывания или запечатывания с использованием связующего, для обеспечения запечатанной обернутой пачки 22 сигарет.
Между сигаретами и слоистым материалом 2 обеспечена (не обязательно) внутренняя рамка для обеспечения жесткости обернутой пачки 22 и дополнительной защиты сигарет.
На фиг. 8 показана коробка 27 с отгибаемой крышкой, содержащая обернутую пачку 22, представленную на фиг. 7. Коробка 27 с отгибаемой крышкой содержит основание 28, в котором расположена обернутая пачка 22 таким образом, чтобы она выступала из открытого конца 29 основания 28. Коробка 27 также содержит крышку 30, выполненную с возможностью поворота, прикрепленную к основанию 28. В закрытом положении крышка 30 покрывает выступающий конец обернутой пачки 22, а в открытом положении, показанном на фиг. 8, выступающий конец обернутой пачки 22 выступает наружу и доступен.
Крышка 30 содержит заднюю стенку 34, прикрепленную к основанию 28 с возможностью поворота вокруг шарнира 35. Крышка 30 также содержит переднюю стенку 36, расположенную напротив задней стенки 34. Крышку 30 можно поворачивать для закрывания и накрывания обернутой пачки 22. Как показано на чертежах, при открытом положении крышки 30 пользователь имеет доступ к ушку 17 покрывного клапана 20 для открывания обернутой пачки 22. Благодаря наличию углубления 40 облегчается возможность захвата и подъема ушка 17 пользователем.
На фиг. 9 показано поперечно сечение в увеличенном масштабе примера слоистого материала 2 в области ушка 17 и углубления 40. Как описано со ссылками на фиг. 6, слоистый материал 2 содержит: наружный слой 3, внутренний слой 4 и третий слой 21, расположенный между наружным слоем 3 и внутренним слоем 4. Углубление 40 содержит выполненную под углом сторону 42. В этом примере ушко 17 поднимают и отгибают назад к покрывному клапану 20 до или во время введения обернутой пачки 22 в коробку 27 с отгибаемой крышкой, как показано на фиг. 10. На фиг. 10 показано ушко 17 в отогнутом назад положении, где оно лежит около наружного слоя 3 покрывного клапана 20.
Как показано на фиг. 9, для достижения этого, струя воздуха 43 может быть направлена в углубление 40, где струю воздуха 43 направляют под ушко 17 для подъема ушка 17. С помощью струи воздуха 43 может быть осуществлен первоначальный подъем ушка 17, а затем ушко 17 может быть отогнуто назад, как показано на фиг. 10. После того, как обернутая пачка 22 вставлена в коробку 27 с отгибаемой крышкой, передняя стенка 36 крышки 30 удерживает ушко 17 в сложенном положении. В этих примерах ушко 17 предпочтительно содержит линию сгиба 26, как описано со ссылками на фиг. 1-3, для способствования складыванию ушка 17.
В описанных выше вариантах осуществления коробку 27 можно изготавливать, сначала оборачивая изделия табачной промышленности в слоистый материал 2 для формирования обернутой пачки 22, а затем складывая основание 28 коробки и крышку 30 вокруг обернутой пачки 22.
В некоторых примерах, проиллюстрированных на фиг. 11, слоистый материал 2 обеспечивают областью 44, свободной от связующего. Область 44, свободную от связующего, располагаю в области ушка 17 таким образом, чтобы на ушке 17 не было связующего. Область 44, свободная от связующего, может быть расположена согласно с нижним краем 9 первого надреза 5, отходящего от покрывного клапана 20 поверх ушка 17 и углубления 40.
Благодаря наличию области 44, свободной от связующего, облегчается процесс подъема ушка 17, а также гарантированно обеспечивается условие, при котором на пальцы пользователя не попадет связующее при захвате ушка 17. Область 44, свободная от связующего, может также охватывать углубление 40 таким образом, чтобы связующее не выступало в углубление 40.
Область 44, свободную от связующего 44, обеспечивают в слоистом материале 2 до ламинирования вместе слоев 3, 4, 21. Область 44, свободную от связующего, обеспечивают между слоями 3, 4, 21, которые отделят при открывании покрывного клапана 20, как это описано выше.
В других примерах область с постоянным связующим может быть обеспечена во второй области 12 (см. фиг. 2), для гарантированного обеспечения того, чтобы первая и вторая области 8, 12 оставались скрепленными друг с другом при открывании покрывного клапана 20. Постоянное связующее может также быть нанесено между слоями 3, 4, 21 слоистого материала 2 в областях за пределами пограничной области 15. Следует понимать, что различные связующие и различные массы связующих могут быть использованы в различных областях слоистого материала 2, при условии, чтобы пользователь мог расслаивать слоистый материал 2 в пограничной области 15, но чтобы вторая область 12, оставалась прикрепленной к первой области 8 таким образом, чтобы мог быть сформирован проем 19.
Следует понимать, что вышеописанные примеры упаковки могут быть использованы для упаковки изделий табачной промышленности, отличных от сигарет. Под термином «изделия табачной промышленности», при употреблении в данном документе, понимают изделия, включающие: курительные изделия, содержащие горючие курительные изделия, например: сигареты, тонкие сигарки, сигары, трубочный табак или средства для самокруточных сигарет (основанные на табаке, производных табака, вспученном табаке, восстановленном табаке, заменителях табака или других пригодных для курения материалах); электронные курительные изделия, например, e-сигареты, нагревательные устройства, посредством которых испускают соединения из субстратов без их сжигания, например, продукты нагрева табака; и гибридные системы для генерирования аэрозоля из сочетания субстратов, например, гибридных систем, содержащих жидкость или гель, или твердый субстрат.
В одном варианте осуществления изделие табачной промышленности является курительным изделием для сжигания, выбранное из группы, состоящей из: сигареты, тонкой сигарки и сигары.
В одном варианте осуществления изделием табачной промышленности является негорючее курительное изделие.
В одном варианте осуществления изделие табачной промышленности представляет собой нагревательное устройство, посредством которого испускают соединения посредством нагревания, но не сжигания субстрата. Субстрат может быть, например, табаком или другими нетабачными продуктами, которые могут содержать или не содержать никотин. В одном варианте осуществления нагревательное устройство является устройством для нагрева табака.
В другом варианте осуществления изделием табачной промышленности является гибридная система для генерирования аэрозоля посредством нагревания, но не сжигания, сочетания субстратов. Субстраты могут содержать, например, твердое, жидкое вещество или гель, которые могут содержать или не содержать никотин. В одном варианте осуществления гибридная система содержит субстрат в виде жидкости или геля и твердый субстрат. Твердым субстратом может быть, например, табак или другие нетабачные вещества, которые могут содержать или не содержать никотин. В одном варианте осуществления гибридная система содержит жидкий субстрат или субстрат в виде геля и табак.
С целью обращения к различным источникам и продвижения в данной области техники, все данное изобретение, раскрытое посредством иллюстрации различных вариантов осуществления, в которых заявляемое(мые) изобретение(ния) могут быть практически использованы, направлено на создание очень хорошей упаковки для изделий табачной промышленности. Преимущества и отличительные признаки изобретения являются только репрезентативными, но не исчерпывающими и/или исключительными примерами вариантов осуществления. Они представлены только для способствования пониманию и восприятию заявляемых признаков. Следует понимать, что преимущество вариантов осуществления, примеры, функции, признаки, структуры и/или другие аспекты изобретения не следует рассматривать как ограничения изобретения, определенного в пунктах формулы изобретения, или ограничения изобретения, определенного в эквивалентах пунктов формулы изобретения, и что другие варианты осуществления могут быть использованы, и модификации могут быть выполнены без отступления от объема и/или сущности изобретения. Различные варианты осуществления могут надлежащим образом содержать, состоять из или состоять, по существу, из, различных сочетаний раскрытых элементов, компонентов, признаков, частей, этапов, средств и т.п. Кроме того, изобретение включает другие изобретения, не заявленные в настоящее время, но которые могут быть заявлены в будущем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оберточный материал для изделий табачной промышленности | 2020 |
|
RU2829957C2 |
| СИГАРЕТНАЯ ПАЧКА | 2009 |
|
RU2478545C1 |
| ОБЕРНУТАЯ ЕМКОСТЬ С АДГЕЗИВНОЙ ЭТИКЕТКОЙ | 2010 |
|
RU2555642C2 |
| ОБЕРТКА ДЛЯ ИЗДЕЛИЙ ТАБАЧНОЙ ПРОМЫШЛЕННОСТИ | 2018 |
|
RU2715790C1 |
| УПАКОВКА С КУРИТЕЛЬНЫМИ ИЗДЕЛИЯМИ | 1997 |
|
RU2189928C2 |
| УПАКОВКА | 2019 |
|
RU2760801C1 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2202504C2 |
| УПАКОВКА ДЛЯ ТАБАЧНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2242415C2 |
| ЗАГОТОВКА ВНУТРЕННЕЙ РАМКИ КОРОБКИ ДЛЯ ИЗДЕЛИЙ ТАБАЧНОЙ ПРОМЫШЛЕННОСТИ | 2018 |
|
RU2722252C1 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2189927C2 |







Изобретение относится к слоистому материалу для оборачивания пачки изделий табачной промышленности, например обернутой пачки сигарет. Слоистый материал для оборачивания пачки изделий табачной промышленности содержит наружный слой, содержащий первый надрез, которым определена область наружного слоя, ограниченная посредством упомянутого первого надреза и внутренний слой, содержащий второй надрез, которым определена область внутреннего слоя, ограниченная посредством упомянутого второго надреза. При этом область внутреннего слоя пролегает внутри области наружного слоя. Причем область наружного слоя содержит ушко для подъема области наружного слоя для понуждения внутреннего и наружного слоев к расслоению в периферической области между первым и вторым надрезами для создания проема в слоистом материале. При этом слоистый материал содержит углубление и упомянутое ушко содержит выступающий наружу отдаленный край, который частично ограничивает углубление. Группа изобретений также относится к обернутой пачке изделий табачной промышленности, содержащей указанный слоистый материал, коробку изделий табачной промышленности, содержащей такую обернутую пачку, и способу изготовления слоистого материала для оборачивания пачки изделий табачной промышленности. Группа изобретений упрощает процесс изготовления изделия, сокращается количество материала, требующегося для упаковки, что может вести к снижению стоимости и сокращению загрязнения окружающей среды. 4 н. и 26 з.п. ф-лы, 11 ил.
1. Слоистый материал для оборачивания пачки изделий табачной промышленности, содержащий: наружный слой, содержащий первый надрез, которым определена область наружного слоя, ограниченная посредством упомянутого первого надреза; и внутренний слой, содержащий второй надрез, которым определена область внутреннего слоя, ограниченная посредством упомянутого второго надреза; где область внутреннего слоя пролегает внутри области наружного слоя;
в котором область наружного слоя содержит ушко для подъема области наружного слоя для понуждения внутреннего и наружного слоев к расслоению в периферической области между первым и вторым надрезами для создания проема в слоистом материале,
в котором слоистый материал содержит углубление и упомянутое ушко содержит выступающий наружу отдаленный край, который частично ограничивает углубление.
2. Материал по п. 1, в котором весь край ушка выступает наружу.
3. Материал по п. 1 или 2, в котором углубление сформировано в упомянутом наружном слое и в котором упомянутое углубление дополнительно частично ограничено противоположным краем упомянутого наружного слоя, который обращен к отдаленному краю ушка; в котором упомянутый отдаленный край ушка и противоположный край наружного слоя отстоят друг от друга.
4. Материал по п. 3, в котором углубление проходит через всю толщину наружного слоя.
5. Материал по п. 3, в котором углубление проходит только частично через толщину наружного слоя.
6. Материал по п. 3, в котором упомянутый противоположный край наружного слоя и отдаленный край ушка параллельны.
7. Материал по п. 3, в котором упомянутый противоположный край наружного слоя выполнен под углом относительно отдаленного края ушка.
8. Материал по п. 1 или 2, в котором наружный слой содержит линию ослабления, определяющую край ушка.
9. Материал по п. 8, в котором ушко сложено вокруг линии ослабления.
10. Материал по п. 1 или 2, дополнительно содержащий область, свободную от связующего, между наружным слоем и внутренним слоем слоистого материала, где эта область, свободная от связующего, совпадает с ушком.
11. Материал по п. 10, в котором область, свободная от связующего, покрывает углубление.
12. Материал по п. 1 или 2, в котором по меньшей мере периферическая область слоистого материала содержит чувствительное к давлению связующее между внутренним слоем и наружным слоем таким образом, чтобы наружный слой можно было повторно приклеивать к внутреннему слою в периферической области.
13. Материал по п. 1 или 2, в котором область внутреннего слоя и область наружного слоя прикреплены друг к другу с использованием постоянного связующего.
14. Материал по п. 1 или 2, содержащий третий слой, расположенный между внутренним слоем и наружным слоем, где либо первый надрез, либо второй надрез проходит через третий слой.
15. Материал по п. 14, в котором первый надрез проходит через третий слой и в котором углубление проходит через первый слой, и по меньшей мере частично - через третий слой.
16. Материал по п. 15, в котором углубление проходит полностью через третий слой.
17. Материал по п. 1 или 2, в котором внутренний слой и/или наружный слой содержит полиэтилентерефталат.
18. Материал по п. 1 или 2, в котором первый надрез и второй надрез сформированы посредством лазерного резания.
19. Материал по п. 1 или 2, в котором углубление сформировано посредством лазерной абляции.
20. Обернутая пачка изделий табачной промышленности, содержащая слоистый материал по любому из пп. 1-19, обернутый вокруг группы изделий табачной промышленности.
21. Коробка изделий табачной промышленности, содержащая обернутую пачку по п. 20.
22. Способ изготовления слоистого материала для оборачивания пачки изделий табачной промышленности, где слоистый материал содержит наружный слой и внутренний слой, где способ включает в себя следующие этапы:
формирование первого надреза в наружном слое для создания области наружного слоя, содержащей ушко;
формирование второго надреза во внутреннем слое для создания области внутреннего слоя, пролегающей внутри области наружного слоя таким образом, чтобы при подъеме ушка внутренний слой и наружный слой понуждались к расслоению в периферической области между первым и вторым надрезами для образования проема в слоистом материале; и
где способ дополнительно включает формирование углубления в слоистом материале таким образом, что ушко содержит выступающий наружу отдаленный край, который частично ограничивает углубление.
23. Способ по п. 22, включающий формирование углубления таким образом, чтобы упомянутое углубление было дополнительно частично ограничено противоположным краем упомянутого наружного слоя, обращенным к отдаленному краю ушка, и таким образом, чтобы упомянутый отдаленный край и противоположный край отстояли друг от друга.
24. Способ по п. 22 или 23, согласно которому первый надрез и второй надрез формируют посредством лазерного резания.
25. Способ по п. 24, согласно которому углубление формируют посредством лазерной абляции.
26. Способ по п. 23, согласно которому противоположный край выполняют под углом к отдаленному краю ушка.
27. Способ по п. 26, согласно которому углубление формируют посредством лазерной абляции, включающей сканирование лазера вдоль области углубления, и согласно которому мощность излучения лазера варьируют для создания наклонной стороны углубления.
28. Способ по п. 22 или 23, дополнительно включающий направление струи воздуха в углубление для подъема ушка.
29. Способ по п. 22 или 23, дополнительно включающий формирование линии ослабления, определяющей край ушка.
30. Способ по п. 22 или 23, включающий складывание ушка.
| Токарный резец | 1924 |
|
SU2016A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Токарный резец | 1924 |
|
SU2016A1 |
| Токарный резец | 1924 |
|
SU2016A1 |
| US 5711476 A, 27.01.1998 | |||
| DE 102009034705 A1, 27.01.2011 | |||
| EP 3871997 A1, 01.09.2021. | |||
