Область техники, к которой относится изобретение
Изобретение относится к полотну оберточного материала и способу его изготовления.
Уровень техники
Упаковки сигарет содержат внешнюю коробку, выполненную из картона, у которой имеется основание и откидная крышка. Обернутая пачка сигарет выступает от основания, так что верхняя часть доступна, когда крышка откинута назад в открытое положение. Верхняя часть содержит проем для извлечения в оберточном материале, через который можно вытащить сигареты. Некоторые повторно закрываемые пачки содержат самоклеящуюся этикетку для закрытия проема для извлечения, и она может быть многократно наклеена поверх проема для извлечения для обеспечения дополнительной защиты содержимого пачки.
В процессах упаковки полотно оберточного материала предоставляют в рулоне, и его вытягивают в упаковочную машину. Проем для извлечения прорезают в оберточном материале до того, как аппликатор этикетки разместит самоклеящуюся этикетку поверх проема для извлечения. Затем полотно разрезают на отдельные участки до оборачивания вокруг пачки сигарет.
Можно предложить повторно закрываемую пачку, в которой в оберточном материале выполнен повторно закрываемый клапан. Это отличается от повторно закрываемых пачек, содержащих отдельную самоклеящуюся этикетку для обеспечения функции повторного закрытия. Повторно закрываемые клапаны образуют путем выполнения первого и второго разрезов через соответствующие слои слоистого оберточного материала. Первый разрез проходит через внутренний слой слоистого материала, чтобы ограничить проем для извлечения, в то время как второй разрез смещен наружу относительно первого разреза и проходит через внешний слой слоистого материала, чтобы ограничить клапан, который покрывает проем для извлечения. Внутренний и внешний слои слоистого материала приклеены друг к другу по меньшей мере самоклеящейся этикеткой, так что самоклеящаяся этикетка может быть отделена и заново приклеена в области, ограниченной между первым и вторым разрезами.
Раскрытие изобретения
В соответствии с вариантами осуществления изобретения предложено удлиненное полотно оберточного материала, имеющее продольную ось и ряд линий ослабления, расположенных на расстоянии друг от друга в направлении вдоль оси, при этом каждая линия ослабления выполнена с возможностью образовывать проем для извлечения для вытаскивания курительных изделий из пачки курительных изделий, обернутых продольной секцией оберточного материала, вырезанной из полотна, причем участок каждой линии ослабления проходит в продольном направлении и по меньшей мере часть упомянутого участка проходит под углом к продольной оси.
Каждая линия ослабления может быть по существу U-образной, чтобы образовывать два конца, расположенных на расстоянии друг от друга в направлении, которое проходит перпендикулярно продольной оси.
Каждая линия ослабления из ряда может содержать два участка, которые проходят в продольном направлении, при этом по меньшей мере часть каждого участка проходит под углом к продольной оси.
Упомянутые два участка могут быть соединены посредством промежуточного участка.
Промежуточный участок может проходить перпендикулярно продольной оси.
Промежуточный участок может быть соединен с каждой частью, которая проходит под углом к продольной оси посредством скругления.
Весь упомянутый участок каждой линии ослабления, который проходит в продольном направлении, может проходить под углом к продольной оси.
Упомянутый участок каждой линии ослабления, который проходит в продольном направлении, может содержать несколько отдельных секций, которые проходят под углом к продольной оси.
По меньшей мере 40% упомянутого участка каждой линии ослабления, который проходит в продольном направлении, может проходить под углом к продольной оси.
Каждая линия ослабления может описывать непрерывную кривую.
Удлиненное полотно оберточного материала может быть выполнено из слоистого материала.
Каждая линия ослабления из ряда может быть образована по меньшей мере в одном слое упомянутого слоистого материала.
Каждая линия ослабления из ряда может содержать первую линию ослабления, выполненную в одном слое упомянутого слоистого материала, и вторую линию ослабления, выполненную в другом слое упомянутого слоистого материала.
Первая линия ослабления может окружать вторую линию ослабления.
Участок каждой из первых линий ослабления может проходить в продольном направлении, и участок каждой второй линии ослабления может проходить в продольном направлении, причем по меньшей мере часть упомянутого участка первой и второй линий ослабления проходит под углом к продольной оси.
Удлиненное полотно оберточного материала может быть смотано в рулон для установки в машине для обертывания пачек изделий табачной промышленности в упомянутых продольных секциях, вырезанных из упомянутого полотна оберточного материала.
Секция оберточного материала может быть вырезана из удлиненного полотна оберточного материала, причем упомянутая секция содержит линию ослабления, выполненную так, чтобы образовать проем для извлечения курительных изделий из пачки курительных изделий, обернутой упомянутой секцией, при этом участок линии ослабления проходит в продольном направлении под углом к продольной оси.
Пачка изделий табачной промышленности может быть завернута в секцию оберточного материала.
Может быть предоставлена упаковка изделий табачной промышленности, содержащая контейнер и пачку изделий табачной промышленности, помещенную в контейнер.
Также в соответствии с вариантами осуществления изобретения предложен способ изготовления удлиненного полотна оберточного материала, имеющего продольную ось, включающий в себя следующее: формируют ряд линий ослабления, расположенных на расстоянии друг от друга в направлении вдоль оси, так что каждая линия ослабления будет формировать проем для извлечения курительных изделий из пачки курительных изделий, завернутой в продольную секцию оберточного материала, вырезанную из полотна, причем способ включает в себя следующее: разрезают по меньшей мере участок каждой линии ослабления, которая проходит в продольном направлении под углом к продольной оси.
Способ может содержать следующее: наматывают удлиненное полотно оберточного материала в рулон после формирования ряда линий ослабления на полотне.
Краткое описание чертежей
Теперь только на примере будут описаны варианты осуществления изобретения со ссылкой на прилагаемые чертежи, на которых:
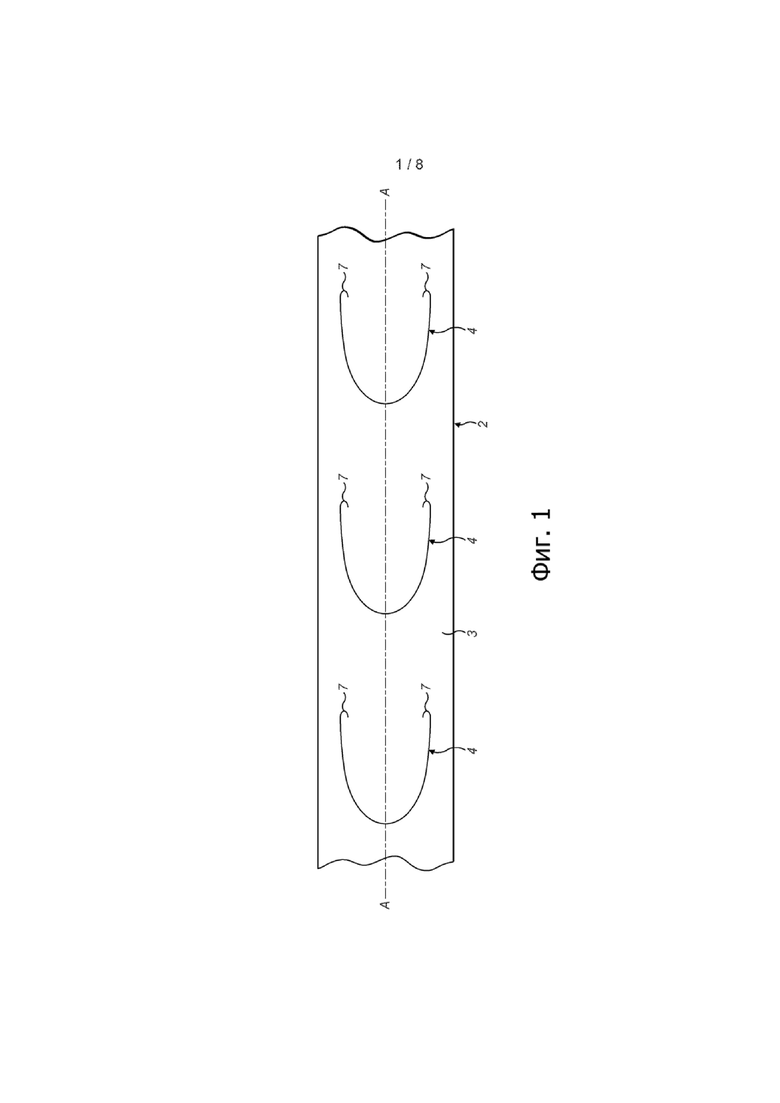
на фиг. 1 показано полотно оберточного материала в соответствии с вариантом осуществления изобретения;
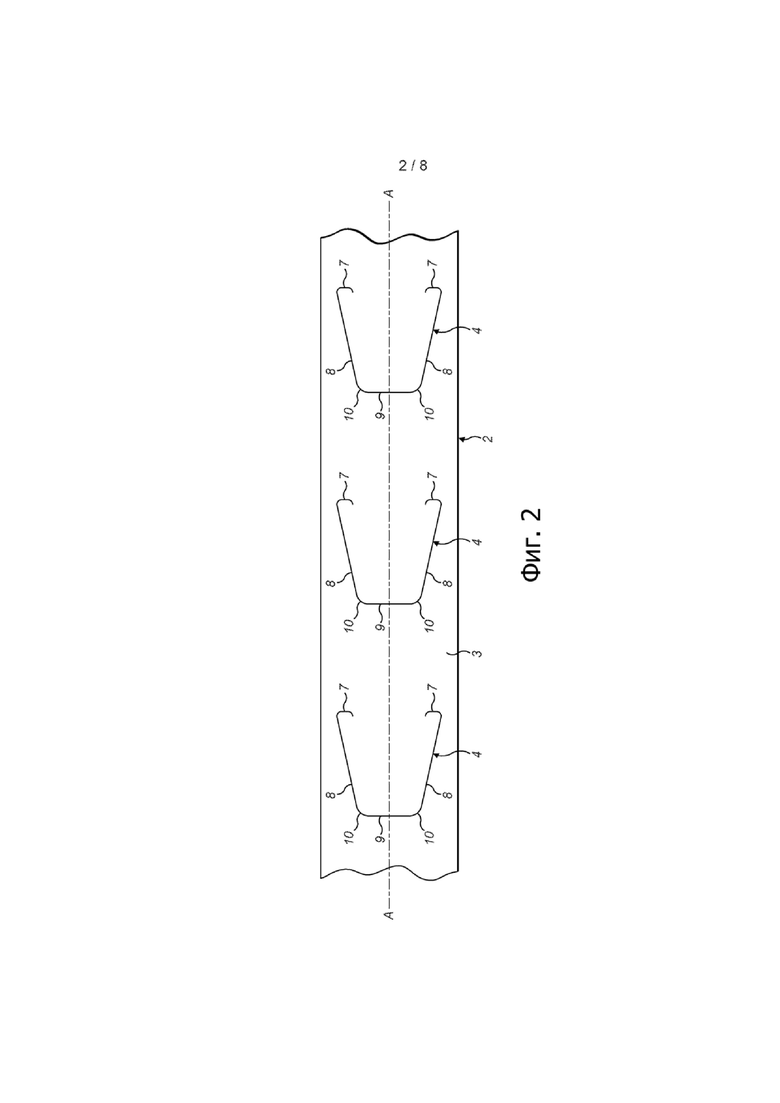
на фиг. 2 показано полотно оберточного материала в соответствии с вариантом осуществления изобретения;
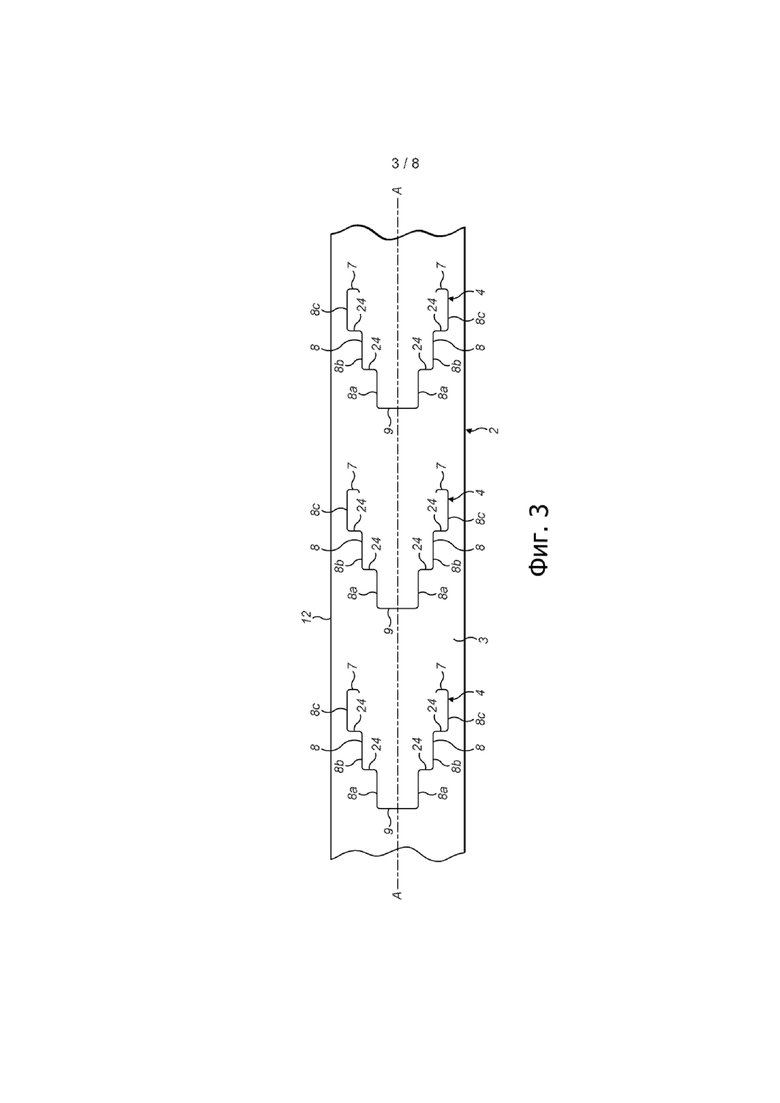
на фиг. 3 показано полотно оберточного материала в соответствии с вариантом осуществления изобретения;
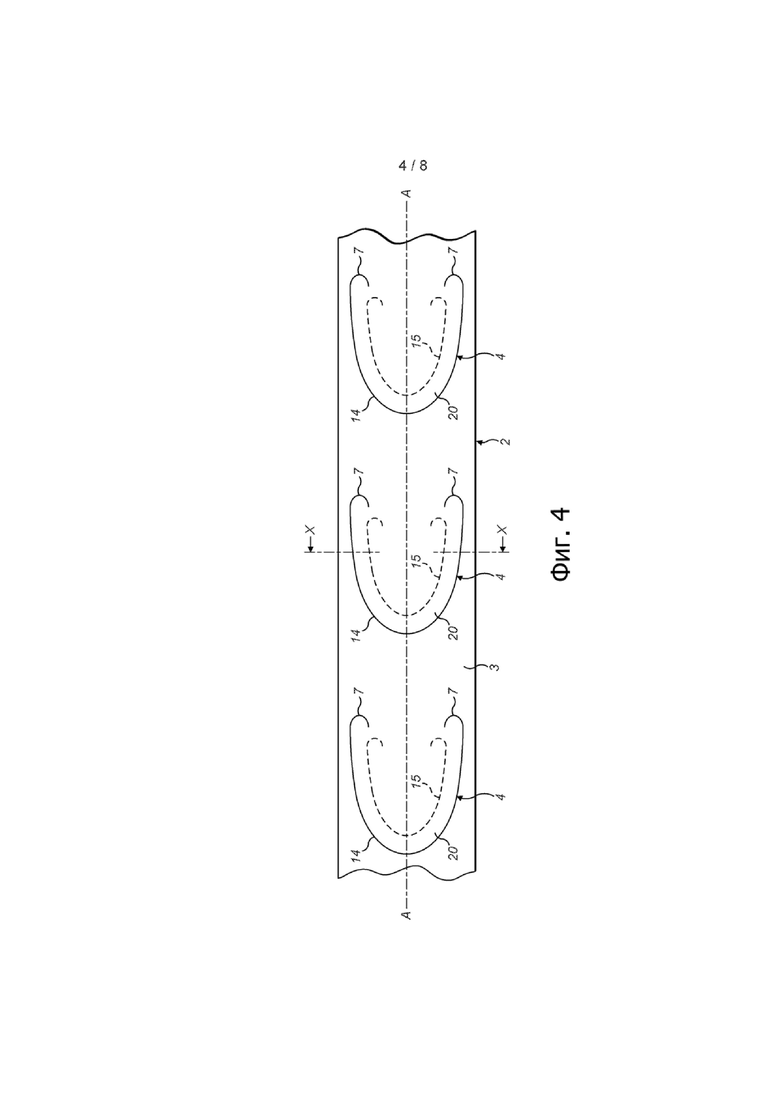
на фиг. 4 показано полотно оберточного материала в соответствии с вариантом осуществления изобретения;
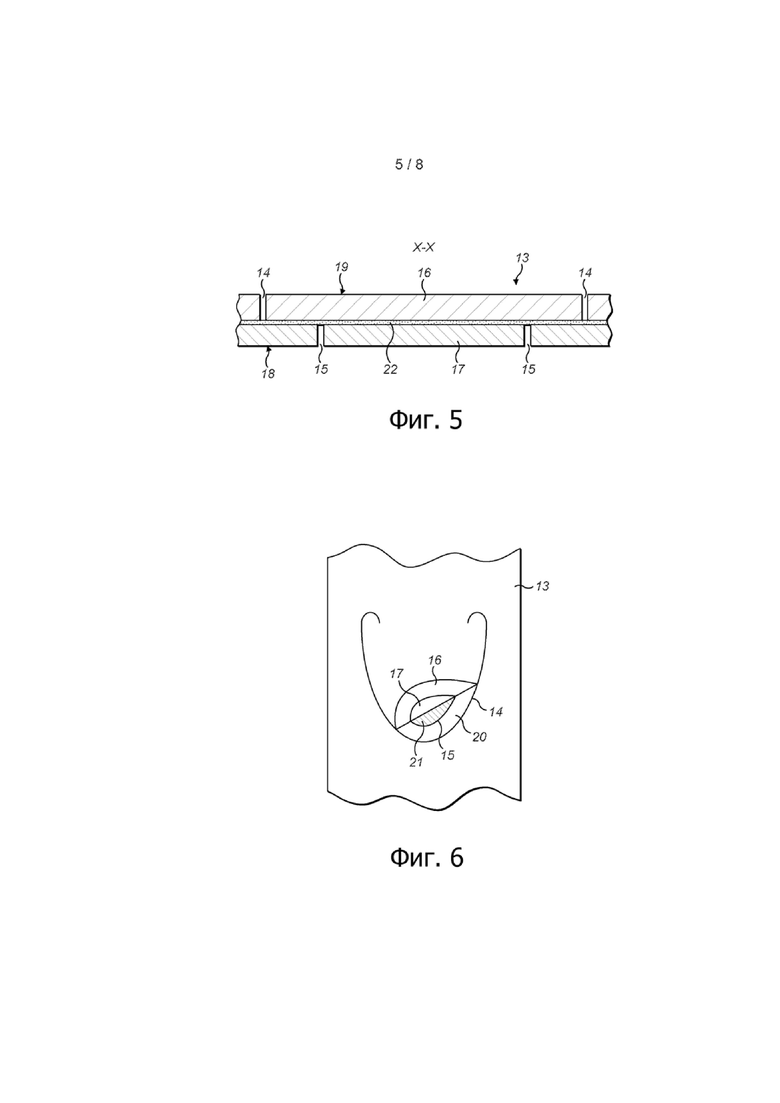
на фиг. 5 показано сечение полотна, показанного на фиг. 4;
на фиг. 6 показан участок обернутой пачки, полученной из полотна, показанного на фиг. 4;
на фиг. 7 показана обернутая пачка;
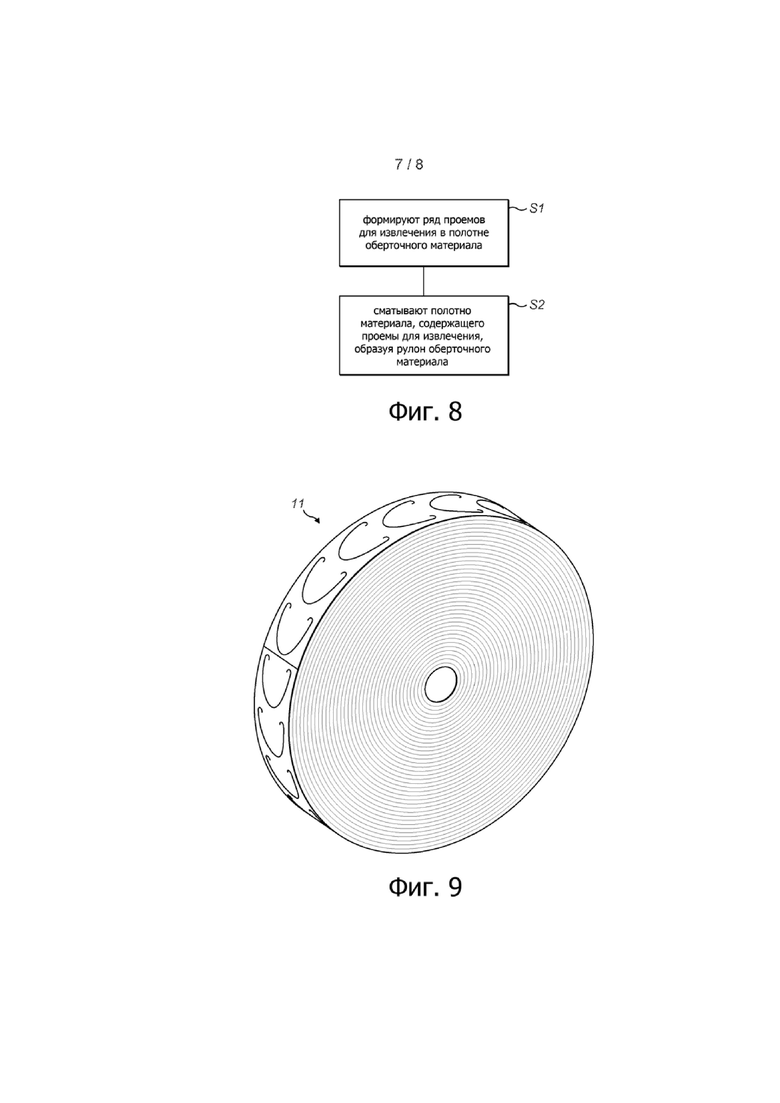
на фиг. 8 схематично показан способ формирования рулона оберточного материала;
на фиг. 9 показан рулон оберточного материала; и
на фиг. 10 показана упаковка изделий табачной промышленности.
Осуществление изобретения
При обертывании пачек изделий табачной промышленности оберточный материал предоставляют на упаковочное устройство в виде удлиненного полотна. Полотно разрезают на отдельные участки и оборачивают вокруг пачки. Линии ослабления прорезают в оберточном материале в упаковочном устройстве. Каждая линия ослабления ограничивает проем для извлечения в оберточном материале для извлечения изделий табачной промышленности из обернутой пачки.
Вырезание повторно закрываемых клапанов, которые сформированы как одно целое с оберточным материалом, может быть более сложным. Чтобы избежать дорогостоящей модификации существующих упаковочных устройств, может быть предложено отдельное устройство для вырезания повторно закрываемых клапанов, которые сформированы как единое целое с оберточным материалом. Полученные предварительно нарезанные полотна оберточного материала затем наматывают в рулон и транспортируют на упаковочное устройство, где полотно вытягивают из рулона и используют для обертывания пачки обычным способом. Пример обернутой пачки 1 в соответствии с вариантом осуществления изобретения, показан на фиг. 7. Обернутые пачки 1 затем вставляют во внешнюю упаковку 23, показанную на фиг. 10.
Заявитель заметил, что вырезание линий ослабления в оберточном материале вызывает увеличение толщины материала непосредственно вокруг линий ослабления. Хотя разница в толщине оберточного материала вокруг разрезов мала и не обнаруживается пользователем при нормальном использовании обернутой пачки, в рулоне эта разница в толщине накапливается, если линии ослабления совпадают друг с другом на слоях рулона. Разница в толщине накапливается через слои рулона и образует складки в полотне материала; эти складки становятся видны на пачках, завернутых в оберточный материал.
Линии ослабления обычно имеют U-образную форму и расположены на расстоянии друг от друга вдоль продольной оси полотна оберточного материала. Каждая U-образная линия ослабления ограничивает клапан в оберточном материале, который можно поднимать, чтобы получить проем для извлечения, упомянутый выше. Если какие-либо части U-образных линий ослабления параллельны продольной оси полотна, то упомянутые части будут совмещены друг с другом в разных слоях рулона и вызовут образование складок, как сказано выше.
В вариантах осуществления изобретения эту задачу решают путем нарезания в полотне 2 оберточного материала 3 линий 4 ослабления, в которых по меньшей мере участок каждой линии 4 ослабления, проходящей в продольном направлении полотна 2, не параллелен продольной оси А-А полотна.
Под продольным направлением полотна подразумевают направление, которое проходит по длине полотна. Под поперечным направлением полотна подразумевают направление, перпендикулярное продольной оси А-А полотна.
Варианты осуществления изобретения обеспечивают техническое преимущество, заключающееся в том, что образование складок в оберточном материале 3 в результате выравнивания линий 4 ослабления, совпадающих друг с другом по слоям рулона, уменьшают, если не полностью устраняют.
Как показано на фиг. 1-4, U-образные линии 4 ослабления выполнены с разнесением вдоль продольной оси A-A полотна 2. Каждая U-образная линия 4 ослабления ограничивает клапан в оберточном материале, который можно поднимать для создания проема для извлечения, когда оберточный материал наматывают вокруг пачки. Концы 7 каждой из приведенных в качестве примера U-образных линий 4 ослабления расположены на расстоянии друг от друга в направлении, перпендикулярном продольной оси A-A. Каждый конец закруглен для предотвращения отделения материала, охваченного каждой U-образной линией 4 ослабления, от остальной части оберточного материала 3, 13, когда его поднимают во время использования.
В примерах вариантах осуществления, показанных на фиг. 1-3, самоклеящаяся этикетка (не показана) может быть нанесена на U-образные линии 4 ослабления, чтобы можно было повторно закрывать пачку. В таких вариантах осуществления самоклеящуюся этикетку наносят на оберточный материал 3 до того, как оберточный материал 3 обернут вокруг пачки.
Когда пользователь поднимает самоклеящуюся этикетку от поверхности обернутой пачки, клапан остается приклеенным к самоклеящейся этикетке и отделяется от оставшегося оберточного материала 3, образуя проем для извлечения. Обернутую пачку можно снова закрыть, прижимая самоклеящуюся этикетку обратно на проем для извлечения.
Полотно 2 оберточного материала 3 в вариантах осуществления, описанных со ссылкой на фиг. 1-3, может содержать любой подходящий оберточный материал, известный специалисту в данной области. Например, оберточный материал может содержать ориентированный полипропилен или может содержать металлизированный бумажный материал.
В примере осуществления, показанном на фиг. 1, каждая U-образная линия 4 ослабления описывает непрерывную кривую. В качестве примера показана по существу параболическая кривая. Каждая из линий 4 ослабления проходит в продольном направлении полотна 2 материала 3. Следует понимать, что выражение "проходит в продольном направлении полотна 2 материала 3" означает, что имеется компонент линии 4 ослабления, который проходит по длине полотна 2, а не то, что он строго параллелен продольной оси A-A. Напротив, как упомянуто выше, в вариантах осуществления изобретения по меньшей мере участок каждой линии 4 ослабления, проходящей по длине полотна (то есть в продольном направлении), не параллелен продольной оси A-A полотна 2.
В другом примере осуществления, показанном на фиг. 2, каждая U-образная линия 4 ослабления содержит два участка 8, которые проходят в продольном направлении полотна 2. Каждый участок 8 полностью расположен под углом к продольной оси A-A полотна 2. Два участка 8 каждой U-образной линии ослабления соединены промежуточным участком 9, который проходит перпендикулярно продольной оси A-A полотна 2. Скругление 10 закругляет соединение между промежуточным участком и двумя участками 8, чтобы усилить проем для извлечения. Два участка 8 расходятся по мере удаления от промежуточного участка 9.
Поскольку два участка 8 U-образного выреза расположены под углом к продольной оси, то решается проблема, связанная с образованием складок в оберточном материале в рулоне.
Когда полотна оберточного материала, показанные на фиг. 1 и 2, наматывают в рулон, проблема образования складок в оберточном материале 3 не возникает, поскольку линии 4 ослабления в одном слое рулона не совпадают с линиями 4 ослабления в соседнем слое рулона. Это ограничивает наложение линий ослабления друг на друга в рулоне и предотвращает образование складок в материале.
В другом примере осуществления, показанном на фиг. 3, два участка 8 каждой U-образной линии 4 ослабления содержат отдельные секции 24, которые проходят под углом к продольной оси A-A. В этом показанном варианте осуществления отдельные секции 24 проходят перпендикулярно продольной оси. Каждая из отдельных секций 24 соединяет части двух участков 8a, 8b, 8c, которые проходят параллельно продольной оси A-A. Следовательно, два участка 8 имеют ступенчатый вид с частями 8a, 8b, 8c, расположенными перпендикулярно продольной оси A-A. Как и в варианте осуществления, показанном на фиг. 2, каждый из двух участков соединен промежуточным участком 9, который проходит перпендикулярно продольной оси.
Когда полотно оберточного материала, показанное на фиг. 3, сворачивают в рулон, проблема, связанная с образованием складок в оберточном материале 3, снимается. Это связано с меньшим перекрытием между линиями 4 ослабления в соседних слоях рулона. Заявитель заметил, что линии ослабления перекрываются только там, где каждая из них параллельна продольной оси и находится на равном расстоянии в поперечном направлении от края 12 полотна 2. Следовательно, за счет размещения частей 8a, 8b, 8c в направлении, перпендикулярном продольной оси A-A, степень перекрытия между линиями 4 ослабления в разных слоях рулона уменьшается. Только части, расположенные на равном расстоянии от края 12 полотна 2, могут перекрываться. Это ограничивает совокупную длину линий 4 ослабления, которые накладываются друг на друга в рулоне, и уменьшает образование складок в материале.
В примерах осуществления U-образные линии ослабления, показанные на фиг. 1-3, содержат любое из следующего: перфорированную линию в оберточном материале 3, линию надреза в оберточном материале 3 или полный разрез материала 3. Следовательно, линия 4 ослабления позволяет отделить клапан от оставшейся части оберточного материала 3, чтобы получить проем для извлечения, как описано выше.
U-образные линии 4 ослабления вариантов осуществления, описанных в данном документе, могут быть сформированы любым способом, очевидным для специалиста. Например, линии 4 ослабления могут быть сформированы путем надсечки, при которой полотно 2 материала 3 многократно штампуют режущим устройством по мере его прохождения через резальную секцию. В качестве альтернативы линии 4 ослабления могут быть вырезаны лазером. Лазер может быть выполнен с возможностью перемещения по поверхности полотна 2, когда оно проходит через резальную станцию.
На фиг. 4 показано полотно 2 оберточного материала 13 в соответствии с другим вариантом осуществления, в котором оберточный материал 13 представляет собой слоистый материал. Первый и второй U-образные надрезы 14, 15 выполнены с разнесением вдоль продольной оси A-A полотна 2. Первый и второй надрезы 14, 15 ограничивают повторно закрываемый закрывающий клапан 16 и клапан 17 для образования проема для извлечения, соответственно, которые составляют одно целое со слоистым материалом 13, как объяснено ниже. Формирование клапана 17 и закрывающего клапана 16 из надрезов 14, 15, выполненных в слоистом материале 13, устраняет необходимость обеспечивать отдельную самоклеящуюся этикетку для закрытия проема.
Слоистый материал 13 содержит внутренний и внешний слои 18, 19, показанные на фиг. 5. Когда оберточный материал 13 оборачивают вокруг пачки сигарет для образования обернутой пачки, внешний слой 19 расположен на внешней стороне обернутой пачки, обращенной в сторону от сигарет, а внутренний слой 18 расположен внутри обернутой пачки, лицом к сигаретам.
Первый надрез 14 выполнен во внешнем слое 19, а второй надрез 15 выполнен во внутреннем слое 18. Первый надрез 14 проходит через или по существу через внешний слой 19 слоистого материала 13. Первый надрез 14 не заходит во внутренний слой 18 слоистого материала 13. Второй надрез 15 проходит через или по существу через внутренний слой 18 слоистого материала 13. Второй надрез 15 не заходит во внешний слой 19 слоистого материала 13.
Второй разрез 15 ограничивает клапан 17 во внутреннем слое 18 слоистого материала 13. Первый разрез 14 ограничивает закрывающий клапан 16 во внешнем слое 19 слоистого материала 13. Второй надрез 15 смещен и отстоит от первого надреза 14, так что второй надрез 15 полностью расположен внутри границы, ограниченной первым надрезом 14. В пространстве между первым и вторым надрезами 14, 15 образована периферийная область 20.
На фиг. 6 показан слоистый оберточный материал 13 обернутой пачки в области, охватывающей первый и второй надрезы 14, 15. Как показано, закрывающий клапан 16 и клапан 17 слоистого материала 13 отделяют от остальной части слоистого материала 13 вдоль первой и второй линий 14, 15 надреза. Таким образом, закрывающий клапан 16 и клапан 17 слоистого материала 13 приподнимают от остальной части слоистого материала 13, образуя проем 21 для извлечения сигарет.
Как показано на фиг. 5, чувствительный к давлению клей 22 проходит между внутренним и внешним слоями 18, 19 слоистого материала 13, чтобы скреплять их друг с другом. Поднятие закрывающего клапана 16 приводит к отслоению внутреннего и внешнего слоев 18, 19 в периферийной области 20 между первым и вторым надрезами 14, 15, в то время как клапан 17 остается прикрепленным к закрывающему клапану 16 из-за чувствительного к давлению клея 22. Следовательно, границу проема 21 для извлечения определяет второй надрез 15. Когда закрывающий клапан 16 перемещают по периферийной области 20, внутренний и внешний слои 18, 19 будут повторно прилипать из-за чувствительного к давлению клея 22, позволяя повторно закрывать обернутую пачку. Пачку можно открывать и повторно закрывать столько раз, сколько выдержит чувствительный к давлению клей 22.
Внутренний и внешний слои 18, 19 могут быть изготовлены из любого материала, известного в данной области техники. Например, внутренний и внешний слои 18, 19 могут быть изготовлены из ориентированного полипропилена. В вариантах осуществления могут быть добавлены дополнительные слои, например промежуточный слой (не показан) алюминиевой фольги. В таких вариантах осуществления первый надрез 14 может проходить через промежуточный и внешний слои, так что промежуточный слой образует часть закрывающего клапана 16. В качестве альтернативы, первый надрез 14 может проходить только через внешний слой 19, в то время как второй надрез 15 проходит как через внутренний, так и через промежуточный слой, так что промежуточный слой образует часть клапана 17.
И первый, и второй надрез 14, 15 в показанных вариантах осуществления очерчивает непрерывную кривую. Однако следует понимать, что первый и второй надрезы 14, 15 могут иметь любую форму, которая обеспечивает требуемый технический эффект уменьшения образования складок в оберточном материале 13. В примерах осуществления первый или второй надрез 14, 15 может иметь форму, описанную со ссылкой на U-образные линии 4 ослабления, показанные на фиг. 1-3 Единственное ограничение формы первого и второго надрезов 14, 15 состоит в том, что второй надрез 15 должен лежать в пределах границы, определяемой первым надрезом 14, для обеспечения описанной выше функциональности.
В примере осуществления первый и второй надрезы 14, 15 формируют в полотне 2 слоистого материала 13 с использованием лазера. Мощность лазера установлена для резки только тех слоев слоистого материала, которые необходимы для первого и второго надрезов 14, 15. После формирования первого и второго надрезов 14, 15 полотно материала 13 наматывают в рулон и транспортируют на оберточную станцию, как описано выше.
Полотно оберточного материала 3, 13 может быть приготовлено в соответствии с любым из вариантов осуществления, описанных в данном документе, следующим образом: на первом этапе S1 формируют ряд проемов для извлечения в полотне оберточного материала, а на втором этапе S2 сворачивают полотно материала, содержащего проемы для извлечения, чтобы сформировать рулон 11 оберточного материала 3, 13. Эти этапы схематически показаны на фиг. 8. Рулон оберточного материала в соответствии с вариантами осуществления изобретения показан на фиг. 9.
Затем рулон 11 можно транспортировать на упаковочное устройство для обертывания пачек изделий табачной промышленности обычным способом. Например, оберточный материал можно подавать на оберточную станцию, где его разрезают на отдельные участки и оборачивают вокруг пачки с образованием обернутой пачки, по существу похожей на пачку 1, показанную на фиг. 7.
Изделие табачной промышленности относится к любому изделию, производимому или продаваемому табачной промышленностью, как правило, включая: а) сигареты, сигариллы, сигары, табак для трубок или сигареты для самостоятельного скручивания (будь то на основе табака, производных табака, изделий из взорванного табака, восстановленного табака или заменителей табака); б) изделия для некурящих, включающие табак, производные табака, взорванный табак, восстановленный табак или заменители табака, такие как нюхательный табак, снюс, твердый табак и изделия для нагрева без сжигания (HnB); и c) другие системы доставки никотина, такие как ингаляторы, устройства генерации аэрозоля, включая электронные сигареты, гибридные устройства, содержащие комбинацию материалов, генерирующих аэрозоль, или их расходные материалы, пастилки и жевательная резинка. Этот список не является исчерпывающим, он просто иллюстрирует ряд изделий, которые производят и продают в табачной промышленности.
Для решения различных задач и развития уровня техники в этом раскрытии на примере показаны различные варианты осуществления, посредством которых можно на практике реализовать изобретение и предложить способы подготовки оберточных материалов для изделий табачной промышленности более высокого качества, а также рулоны оберточного материал более высокого качества. Преимущества и признаки раскрытия представляют собой всего лишь представительные примеры вариантов осуществления и не являются исчерпывающими и/или исключительными. Они представлены только для того, чтобы способствовать пониманию и передать идеи заявленных признаков. Понятно, что преимущества, варианты осуществления, примеры, функции, признаки, конструкции и/или другие аспекты раскрытия не следует рассматривать как ограничения раскрытия, заданного формулой изобретения или ограничениями на эквиваленты формулы изобретения, и что, не отклоняясь от объема и/или сущности раскрытия, можно применять другие варианты осуществления и выполнять модификации. Различные варианты осуществления могут соответственно содержать, состоять или по существу состоять из различных комбинаций раскрытых элементов, компонентов, признаков, частей, этапов, средств и т.д. Кроме того, изобретение включает в себя другие изобретения, не заявленные явно, но которые могут быть заявлены в будущем.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЛОИСТЫЙ МАТЕРИАЛ ДЛЯ ОБОРАЧИВАНИЯ ПАЧКИ ИЗДЕЛИЙ ТАБАЧНОЙ ПРОМЫШЛЕННОСТИ | 2019 |
|
RU2798150C2 |
| УПАКОВКА | 2015 |
|
RU2665414C2 |
| УПАКОВКА | 2015 |
|
RU2692279C2 |
| УПАКОВКА | 2019 |
|
RU2760801C1 |
| ОБЕРТКА ДЛЯ ИЗДЕЛИЙ ТАБАЧНОЙ ПРОМЫШЛЕННОСТИ | 2018 |
|
RU2715790C1 |
| УПАКОВКА | 2019 |
|
RU2756358C1 |
| ЗАГОТОВКА ВНУТРЕННЕЙ РАМКИ КОРОБКИ ДЛЯ ИЗДЕЛИЙ ТАБАЧНОЙ ПРОМЫШЛЕННОСТИ | 2018 |
|
RU2722252C1 |
| УПАКОВКА | 2019 |
|
RU2766368C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2016 |
|
RU2718359C2 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ТАБАЧНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023638C1 |
Изобретение относится к полотну оберточного материала и способу его изготовления. Удлиненное полотно оберточного материала имеет продольную ось и ряд линий ослабления, расположенных на расстоянии друг от друга в направлении вдоль оси. Каждая линия ослабления выполнена с возможностью образовывать проем для извлечения курительных изделий из пачки курительных изделий, обернутой в продольную секцию оберточного материала, вырезанную из полотна. Участок каждой линии ослабления проходит в продольном направлении, и по меньшей мере часть упомянутого участка проходит под углом к продольной оси. Также раскрыт способ изготовления удлиненного полотна оберточного материала. Технический результат заключается в обеспечении возможности уменьшения или полностью устранения образования складок в оберточном материале в результате выравнивания линий ослабления, совпадающих друг с другом по слоям рулона. 5 н. и 15 з.п. ф-лы, 10 ил.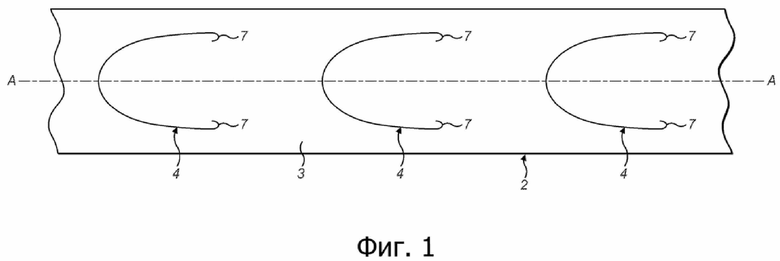
1. Удлиненное полотно оберточного материала, имеющее продольную ось и ряд линий ослабления, расположенных на расстоянии друг от друга в направлении вдоль оси, при этом каждая линия ослабления выполнена с возможностью образовывать проем для извлечения для вытаскивания курительных изделий из пачки курительных изделий, обернутых продольной секцией оберточного материала, вырезанной из полотна, причем участок каждой линии ослабления проходит в продольном направлении, и при этом большая часть упомянутого участка проходит под углом к продольной оси.
2. Полотно по п. 1, в котором каждая линия ослабления является U-образной, чтобы образовывать два конца, расположенных на расстоянии друг от друга в направлении, которое проходит перпендикулярно продольной оси.
3. Полотно по п. 1 или 2, в котором участок каждой линии ослабления, проходящий в продольном направлении каждой из ряда линий ослабления, содержит два участка, которые проходят в продольном направлении, при этом большая часть каждого участка проходит под углом к продольной оси.
4. Полотно по п. 3, в котором упомянутые два участка соединены промежуточным участком.
5. Полотно по п. 4, в котором промежуточный участок проходит перпендикулярно продольной оси.
6. Полотно по п. 4 или 5, в котором промежуточный участок соединен с каждой частью, которая проходит под углом к продольной оси, посредством скругления.
7. Полотно по любому из пп. 1-6, в котором весь упомянутый участок каждой линии ослабления, которая проходит в продольном направлении, проходит под углом к продольной оси.
8. Полотно по любому из пп. 1-6, в котором упомянутый участок каждой линии ослабления, которая проходит в продольном направлении, содержит несколько отдельных секций, которые проходят под углом к продольной оси.
9. Полотно материала по п. 1 или 2, в котором каждая линия ослабления описывает непрерывную кривую.
10. Полотно по любому из пп. 1-9, сформированное из слоистого материала.
11. Полотно по п. 10, в котором каждая линия ослабления из ряда образована по меньшей мере в одном слое упомянутого слоистого материала.
12. Полотно по п. 11, в котором каждая линия ослабления из ряда содержит первую линию ослабления, выполненную в одном слое упомянутого слоистого материала, и вторую линию ослабления, выполненную в другом слое упомянутого слоистого материала.
13. Полотно по п. 12, в котором первая линия ослабления окружает вторую линию ослабления.
14. Полотно по п. 12 или 13, в котором участок каждой из первых линий ослабления проходит в продольном направлении и участок каждой из вторых линий ослабления проходит в продольном направлении, причем по меньшей мере часть упомянутых участков первой и второй линий ослабления проходит под углом к продольной оси.
15. Полотно по любому из пп. 1-14, смотанное в рулон для установки в машине для обертывания пачек изделий табачной промышленности упомянутыми продольными секциями, вырезанными из упомянутого полотна оберточного материала.
16. Секция оберточного материала, вырезанная из удлиненного полотна оберточного материала по любому из пп. 1-15, причем упомянутая секция содержит линию ослабления, выполненную так, чтобы образовать проем для извлечения курительных изделий из пачки курительных изделий, обернутой упомянутой секцией, при этом участок линии ослабления проходит в продольном направлении под углом к продольной оси.
17. Пачка изделий табачной промышленности, завернутая в секцию оберточного материала по п. 16.
18. Упаковка изделий табачной промышленности, содержащая контейнер и пачку изделий табачной промышленности по п. 17, помещенную в контейнер.
19. Способ изготовления удлиненного полотна оберточного материала, имеющего продольную ось, включающий в себя следующее: формируют ряд линий ослабления, расположенных на расстоянии друг от друга в направлении вдоль оси, так что каждая линия ослабления будет формировать проем для извлечения курительных изделий из пачки курительных изделий, завернутой в продольную секцию оберточного материала, вырезанной из полотна, причем способ включает в себя следующее: разрезают большую часть каждой линии ослабления, которая проходит в продольном направлении под углом к продольной оси.
20. Способ по п. 19, содержащий следующее: наматывают удлиненное полотно оберточного материала в рулон после формирования ряда линий ослабления на полотне.
| WO 2016087829 A1, 09.06.2016 | |||
| WO 2018197880 A1, 01.11.2018 | |||
| WO 2017060736 A1, 13.04.2017 | |||
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 1998 |
|
RU2203206C2 |
| СПОСОБЫ ДИАГНОСТИКИ, КОНТРОЛЯ И ПРОФИЛАКТИКИ ВОСПАЛЕНИЯ И СМЯГЧЕНИЯ ВОСПАЛИТЕЛЬНЫХ СОСТОЯНИЙ У ПСОВЫХ | 2011 |
|
RU2564089C2 |
| WO 9822367 A1, 28.05.1998. | |||

