Настоящее изобретение относится к формованию пищевых продуктов из текучего пищевого материала в пищевой отрасли, в частности, к этапу вложения и выдачи пищевого материала в формующую полость формы.
Со ссылкой, в частности, на формование шоколадных продуктов, известные промышленные способы изготовления включают выдачную станцию, на которой формы устанавливают стоящими последовательно для выдачи заданного объема шоколада в их соответствующие формующие полости.
Обычно эта выдачная станция выполнена для конкретного применения и, таким образом, оптимально приспособлена для него.
Например, эта станция может содержать несколько сопел для выдачи шоколада, количество которых равно количеству формующих полостей индивидуальных форм, и/или имеет неизменяемую настройку различных рабочих параметров, оптимизированных для выдачи определенного объема шоколада, требуемого для указанного применения.
Кроме того, в этих известных способах, поскольку выдача шоколада происходит при определенном положении указанной полости формы, текучесть шоколада используется для заполнения всей полости, обычно с помощью вибраций, применяемых к указанной форме для распределения шоколада по всей области формующей полости.
Однако в способах формования продуктов, отличающихся сложными формами, может быть сложно получить требуемое распределение шоколада в индивидуальной полости формы, и может быть необходимым применение определенных устройств, например, для увеличения излишка шоколада, выдаваемого в указанную форму, что значительно усложняет применение и управление процессом.
Документы WO201714629, WO201610435 A1, US20110121016 А1, СА2686009 A1, NL2000466 С2 и NL1005306 С1 относятся к известным системам для выдачи текучей среды для украшения пищевых продуктов.
В данном контексте настоящее изобретение предлагает новый способ и новую систему для вложения пищевого материала в общем в текучем состоянии в формующую полость формы.
Согласно первому объекту настоящего изобретения создан способ выдачи текучего пищевого материала в формующую полость формы, включающий этапы:
продвижения множества форм на конвейерной линии по направлению продвижения, при этом каждая форма содержит, по меньшей мере, одну формующую полость;
обеспечения выдачной машины вдоль конвейерной линии, снабженной группой сопел, содержащей, по меньшей мере, одну линию сопел, расположенных по направлению, перпендикулярному направлению продвижения;
переноса указанного множества форм друг за другом с помощью конвейерной линии к группе сопел и
выдачи количества указанного материала через одно или более сопел в указанную, по меньшей мере, одну формующую полость формы, достигнувшую указанной группы сопел, причем:
этап выдачи выполняют, в то время как форма продолжает продвигаться под группой сопел по направлению продвижения,
указанная, по меньшей мере, одна формующая полость формы имеет глубину, изменяющуюся по направлению продвижения;
этап выдачи включает изменение количества материала, выданного в указанную, по меньшей мере, одну формующую полость, в зависимости от положения формы в направлении продвижения таким образом, что выданное количество зависит от изменения глубины указанной, по меньшей мере, одной формующей полости, так что меньшее количество выдается там, где полость имеет меньшую глубину, а большее количество выдается там, где полость глубже.
Предпочтительно, этап выдачи включает выдачу пищевого материала через одиночное сопло указанной группы сопел в участок указанной, по меньшей мере, одной формующей полости, продолжающийся в направлении продвижения; причем указанный участок указанной, по меньшей мере, одной формующей полости имеют глубину, изменяющуюся по направлению продвижения; при этом этап выдачи включает изменение интенсивности потока материала, выдаваемого одиночным соплом в зависимости от изменения глубины указанного участка.
Предпочтительно, указанное множество форм продвигают в направлении продвижения при постоянной скорости.
Предпочтительно, этап выдачи включает выдачу указанного материала через последовательность сопел группы сопел вдоль участков указанной, по меньшей мере, одной формующей полости, продолжающихся по направлению продвижения, при этом указанные участки указанной, по меньшей мере, одной формующей полости имеют глубину, изменяющуюся по направлению продвижения, причем этап выдачи включает изменение интенсивности потока, выдаваемого через сопла независимо среди указанных сопел, и, для каждого сопла, в зависимости от изменения глубины участка указанной, по меньшей мере, одной формующей полости.
Предпочтительно, количество сопел группы сопел зависит от максимального объема, подлежащего выдаче, за единицу времени.
Предпочтительно, каждое сопло выдает общее количество, которое, с точки зрения объема, равно площади указанного участка указанной, по меньшей мере, одной формующей полости, умноженной на диаметр указанного сопла, так что общий объем, выданный указанной последовательностью сопел, соответствует общему объему указанной, по меньшей мере, одной формующей полости.
Предпочтительно, группа сопел содержит множество рядов сопел, каждый из которых продолжается в направлении, перпендикулярном направлению продвижения, при этом сопла в каждом ряду равны друг другу, в то время как сопла в указанном множестве рядов имеют размеры для выдачи различной интенсивности потока материала, при этом этап выдачи включает выборочную активацию различных рядов из множества рядов сопел, в зависимости от положения формы в направлении продвижения, для выдачи количества материала в указанную, по меньшей мере, одну формующую полость, изменяющегося в направлении продвижения, в зависимости от указанного изменения глубины указанной, по меньшей мере, одной формующей полости.
Предпочтительно, сопла рядов имеют поперечные сечения проточного канала, увеличивающиеся от одного ряда к другому.
Предпочтительно, площадь поперечного сечения удваивается от одного ряда к другому.
Предпочтительно, этап выдачи включает выдачу материала через одно или более сопел последовательности рядов указанного множества рядов сопел вдоль участка указанной, по меньшей мере, одной формующей полости, продолжающегося в направлении продвижения, причем указанный участок указанной, по меньшей мере, одной формующей полости имеет глубину, изменяющуюся в направлении продвижения; при этом этап выдачи включает выборочную активацию указанного одного или более сопел различных рядов, в зависимости от положения формы в направлении продвижения, для выдачи количества материала в указанный участок указанной, по меньшей мере, одной формующей полости, изменяемого по направлению продвижения в зависимости от указанного изменения глубины указанного участка.
Предпочтительно, способ включает применение вибрации к формам после этапа выдачи.
Предпочтительно, этап продвижения включает продвижение первой формы, снабженной, по меньшей мере, одной первой формующей полостью, с последующим продвижением второй формы, снабженной, по меньшей мере, одной второй формующей полостью, при этом указанный этап выдачи включает управление - по первому режиму регулирования - количеством указанного материала, выданного в указанную первую полость указанной первой формы, когда указанная первая форма достигает первой группы сопел и продвигается под указанной группой сопел по указанному направлению продвижения, и включает управление - по второму режиму регулирования - количеством указанного материала, выданного в указанную вторую полость указанной второй формы, когда указанная вторая форма достигает указанной группы сопел и продвигается под указанной группой сопел по указанному направлению продвижения.
Согласно второму объекту настоящего изобретения создана система выдачи текучего пищевого материала в формующую полость формы, содержащая:
конвейерную линию, выполненную с возможностью перемещения по направлению продвижения множества форм, каждая из которых содержит, по меньшей мере, одну формующую полость;
машину для выдачи материала, содержащую группу сопел для выдачи материала, при этом указанная группа содержит, по меньшей мере, один ряд сопел, расположенных по направлению, перпендикулярному направлению продвижения, и систему для управления потоком материала, выдаваемого через сопла;
по меньшей мере, один узел управления, выполненный с возможностью управления конвейерной линией, и систему управления выдачной машины, причем:
указанный, по меньшей мере, один узел управления выполнен для продвижения указанного множества форм во время выдачи материала в формующие полости с помощью сопел выдачной машины,
указанная, по меньшей мере, одна формующая полость форм имеет глубину, изменяющуюся по направлению продвижения,
указанный, по меньшей мере, один узел управления выполнен с возможностью управления системой управления для изменения количества материала, выданного в указанную, по меньшей мере, одну формующую полость, в зависимости от положения формы в направлении продвижения, таким образом, что выданное количество зависит от изменения глубины в указанной, по меньшей мере, одной формующей полости, так что меньшее количество выдается там, где полость имеет меньшую глубину, а большее количество выдается там, где полость глубже.
Предпочтительно, указанная система управления содержит множество камер, содержащих указанный пищевой материал, отделенных друг от друга, при этом каждая выполнена для снабжения сопла, причем каждая из указанных камер соединена для подачи указанного материала путем внедрения устройства регулирования давления, выполненного для регулирования давления в камере, при этом узел управления выполнен с возможностью управления регулирующим устройством, в зависимости от сигнала, указывающего на интенсивность потока материала для выдачи через сопло.
Предпочтительно, система управления содержит объединенный с каждым соплом клапан управления потоком, выполненный для управления потоком материала, подаваемым в сопло, причем клапаном можно управлять с изменением поперечного сечения проточного канала, при этом узел управления выполнен с возможностью управления клапаном в зависимости от сигнала, указывающего на интенсивность потока для выдачи через сопло.
Предпочтительно, группа сопел содержит множество рядов сопел, каждый из которых продолжается в направлении, перпендикулярном направлению продвижения, при этом сопла каждого ряда равны друг другу, в то время как сопла указанного множества рядов имеют размеры для выдачи различной интенсивности потока материала, причем система управления содержит множество клапанов, каждый из которых выполнен для управления выдачей указанного материала с помощью сопла или ряда указанных сопел, при этом узел управления выполнен с возможностью выборочного приведения в действие управляющих клапанов в зависимости от сигнала, указывающего на количество материала для выдачи через группу сопел.
Предпочтительно, сопла рядов имеют поперечные сечения проточного канала, возрастающие от одного ряда к другому
Предпочтительно, площадь поперечного сечения удваивается от одного ряда к другому.
Предпочтительно, система выполнена с возможностью реализации вышеописанного способа.
Дополнительные признаки и преимущества изобретения очевидны, исходя из нижеследующего описания, со ссылкой на сопровождающие чертежи, обеспеченные исключительно путем неограничивающего примера, на которых:
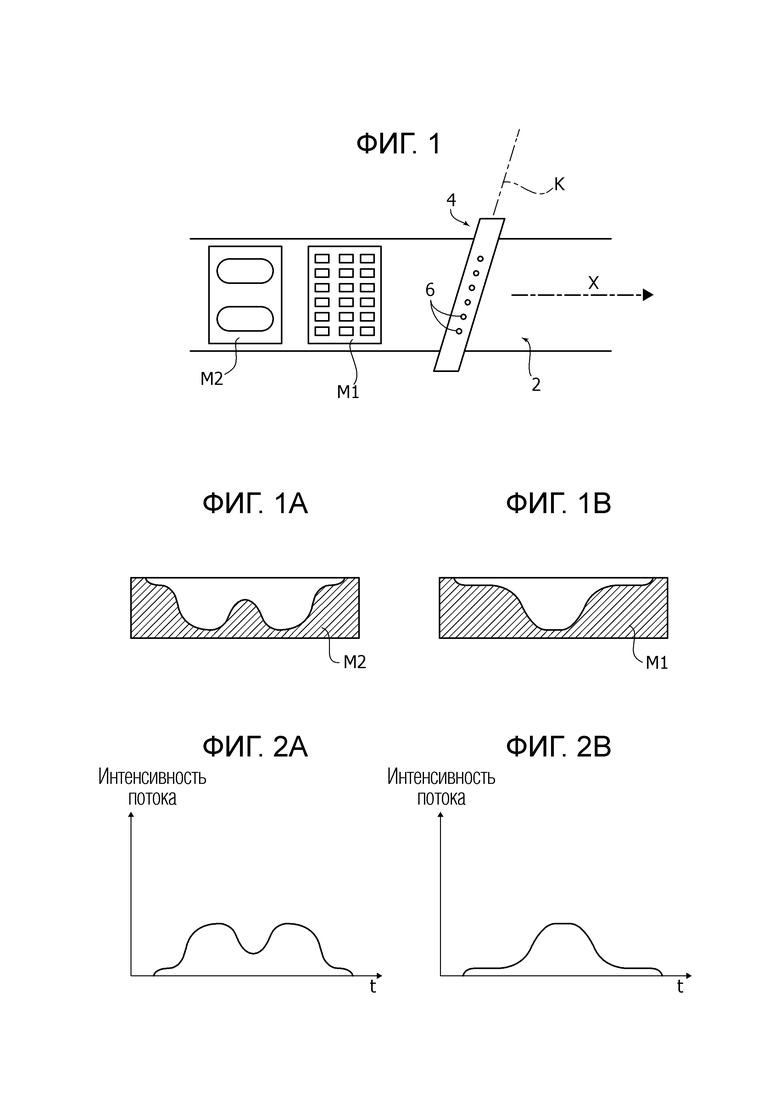
Фиг. 1 - схематичный вид варианта выполнения описанной здесь системы;
Фиг. 1А - вид в поперечном сечении формы, перемещаемой указанной системой по Фиг. 1;
Фиг. 1В - вид в поперечном сечении формы по системе по Фиг. 1;
Фиг. 2А - пример изменения интенсивности потока для выдачи материала в форму по Фиг. 1А;
Фиг. 2В - пример изменения интенсивности потока для выдачи материала в форму по Фиг. 1В;
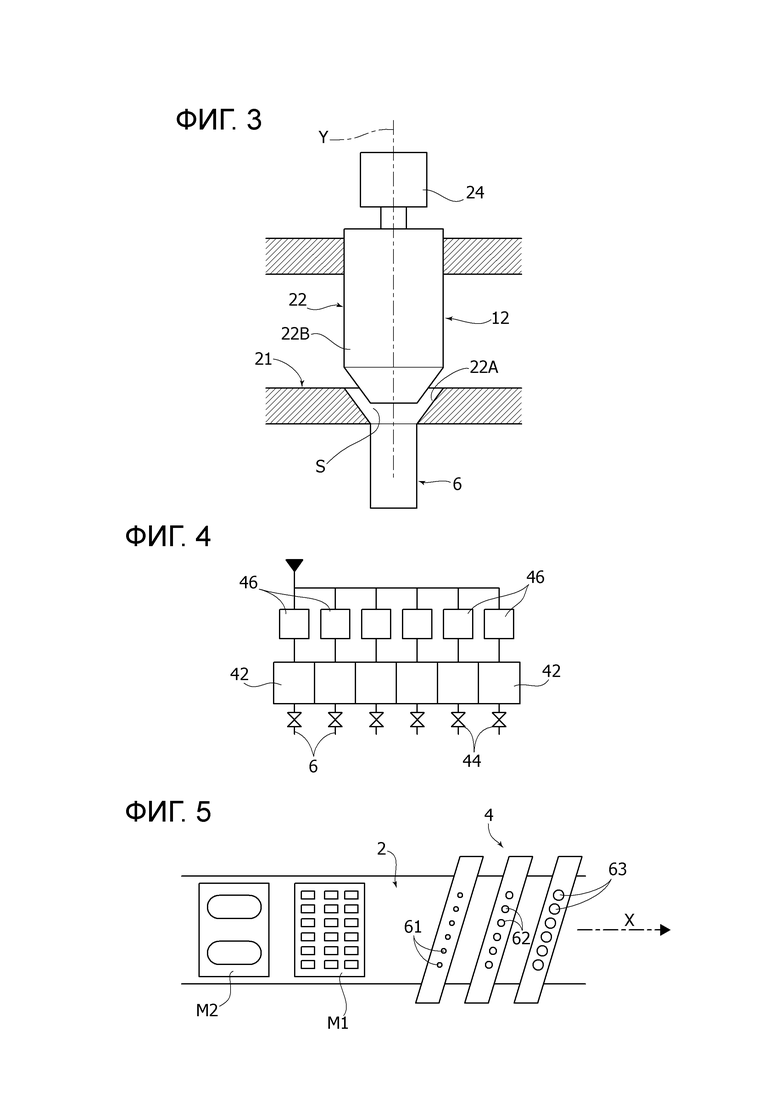
Фиг. 3 - схематичный вид системы управления потоком выданного материала по первому варианту выполнения;
Фиг. 4 - схематичный вид системы управления потоком выданного материала по второму варианту выполнения;
Фиг. 5 - схематичный вид дополнительного варианта выполнения описанной здесь системы;
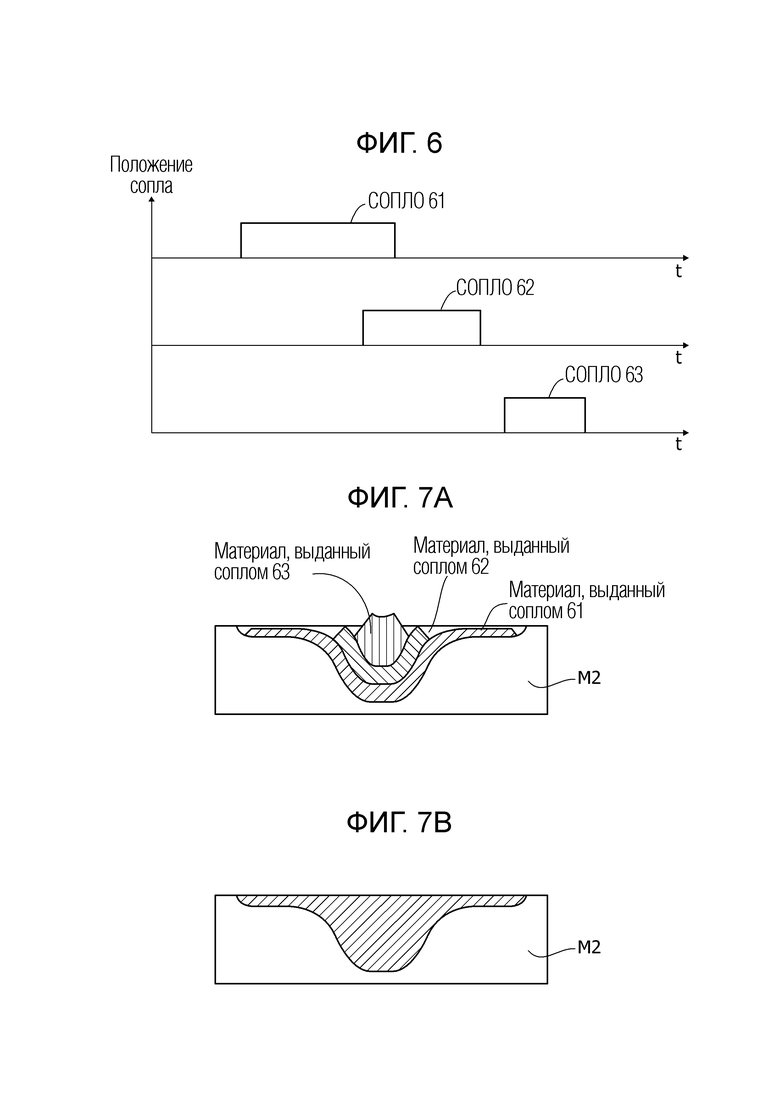
Фиг. 6 - пример управления потоком выданного материала, выполняемого системой по Фиг. 5;
Фиг. 7А - пример распределения выданного материала в полости формы; и
Фиг. 7В - выданный материал по Фиг. 7А после применения вибраций к указанной форме.
В последующем описании представлены различные конкретные элементы с целью полного понимания вариантов выполнения. Указанные варианты выполнения могут применяться без одного или более определенных элементов или с помощью других способов, компонентов, материалов и т.д. В других случаях известные структуры, материалы или операции не показаны или не описаны подробно для ясности различных объектов вариантов выполнения.
Используемые здесь ссылки приведены только для удобства и, следовательно, не ограничивают область защиты или объем вариантов выполнения.
Как упоминалось выше, описанное здесь решение относится к новому способу и новой системе для вложения текучего пищевого материала в формующую полость формы.
В общем, описанный здесь способ включает этапы:
- продвижения нескольких форм на конвейерной линии по направлению продвижения, при этом каждая содержит, по меньшей мере, одну формующую полость;
- обеспечения выдачной машины вдоль указанной конвейерной линии, снабженной группой сопел, содержащей, по меньшей мере, один ряд сопел, расположенный в направлении перпендикулярно указанному направлению продвижения;
- переноса указанных форм друг за другом с помощью указанной конвейерной линии к указанной группе сопел и
- выдачи заданного количества указанного материала через одно или более указанных сопел в указанную, по меньшей мере, одну формующую полость формы, достигнувшей группы сопел,
при этом указанный способ характеризуется тем, что:
- указанный этап выдачи выполняют, в то время как указанная форма продолжает продвигаться за указанную группу сопел по указанному направлению продвижения,
- указанная, по меньшей мере, одна формующая полость указанной формы имеет глубину, изменяющуюся по указанному направлению продвижения;
- указанный этап выдачи включает изменение количества материала, выданного в указанную формующую полость, в зависимости от расположения указанной формы по направлению продвижения, таким образом, что выданное количество зависит от изменения глубины в указанной формующей полости.
Описанный здесь способ, таким образом, предусматривает вложение пищевого материала в формующие полости указанных форм, в то время как они продолжают продвигаться по конвейерной линии без остановки, которая, наоборот, возникает в способах по уровню техники.
Кроме того, описанный здесь способ предусматривает изменение количества материала, выданного в индивидуальную формующую полость формы, достигнувшей группы сопел, в зависимости от того, насколько изменяется глубина этой полости.
Это выполняют независимо от изготовления наполненных или полых продуктов, например, пралине, шоколадных плиток или батончиков, шоколадных оболочек или формочек и т.д.
Со ссылкой на последнее, заявитель удостоверился, что регулирование выданного количества в зависимости от изменения глубины полости позволяет получить оптимальное распределение материала по всей формующей поверхности.
Описанный здесь способ, таким образом, позволяет выдавать пищевой материал оптимальным образом для формования продуктов любой формы и размера.
Кроме того, в предпочтительных вариантах выполнения описанный здесь способ может предусматривать в контексте того же способа изготовления выдачу пищевого материала в различные формующие полости для формования отличных друг от друга продуктов путем изменения количества материала, выданного в индивидуальную формующую полость, исходя из ее конкретной геометрии и/или формы.
Предпочтительные варианты выполнения описанного здесь способа относятся к выдаче жидкого шоколада, его заменителей, сливок и т.д.
Кроме того, выдача материала в текучем состоянии вязкостью от 0 до 10000 мПа*с также является предпочтительным применением.
Со ссылкой далее на Фиг. 1 представлен пример выдачной системы для применения описанного здесь способа.
Эта система содержит конвейерную линию 2, перемещающую несколько форм M1, М2 и т.д. в направлении X продвижения, и выдачную машину 4, выполненную с группой сопел 6, расположенных в ряд в направлении К, перпендикулярном направлению X продвижения.
Указанная выдачная машина 4 снабжена системой для управления потоком материала, выданного через сопла б. Как представлено более подробно далее в предпочтительных вариантах выполнения, эта система выполнена как для подачи или блокировки потока материала, так и для регулировки интенсивности потока.
Указанная выдачная система также содержит непоказанный узел управления, выполненный для управления конвейерной линией 2 и выдачной машиной 4 скоординированным образом. Этот узел управления может состоять из нескольких отдельных модулей управления, каждый из которых выполнен для выполнения соответствующих этапов или операций описанного здесь способа.
Этот узел управления также может быть соединен с различными датчиками. В частности, этот узел может быть соединен с одним или более датчиков, выполненных для распознавания положения указанных форм на конвейерной линии 2, например, с датчиками положения или перемещения, или с одним или более датчиков, выполненных для идентификации вида формы, приближающейся к выдачной машине 4, например, видеокамерой, сканером штрих-кодов или RFID считывателем.
На Фиг. 1 показаны две формы M1 и М2 на конвейерной линии 2, имеющие различные формующие полости и различное количество полостей.
В частности, форма M1 имеет несколько рядов полостей, каждый из которых состоит из шести полостей, выровненных по направлению перпендикулярно направлению X продвижения указанной конвейерной линии 2. С другой стороны, форма М2 имеет одиночный ряд, состоящий только из двух полостей.
Кроме того, полости формы М2 больше полостей указанной формы M1, как по длине наружного периметра, а точнее, протяженностью указанной полости в плане, так и по максимальной глубине.
На Фиг. 1А и 1В показано поперечное сечение индивидуальной формующей полости указанных двух форм M1 и М2, соответственно, в вертикальной плоскости, параллельно направлению X продвижения.
Следует отметить, что поверхность полостей обеих форм M1 и М2 имеет изменяемый рисунок, так что глубина относительно верхней плоскости указанной формы изменяется по направлению X.
Представленное здесь применение относится к формованию продуктов, независимо от того, твердые они или полые; эти продукты получают наружную поверхность со структурой, соответствующей структуре формующей поверхности указанных полостей форм M1 и М2.
В отношении показанного примера применения, описанный здесь способ включает перемещение указанных форм M1 и М2 на конвейерной линии 2 по направлению X продвижения и вложение пищевого материала в формующие полости указанных двух форм, в то время как они проходят под группой сопел 6 и продолжают продвигаться по направлению X.
В частности, когда указанная форма M1 проходит под соплами 6, указанный пищевой материал вкладывают в каждую полость индивидуальных рядов форм с помощью соответствующего сопла 6. Различные ряды полостей наполняют в разное время, пока они следуют друг за другом под соплами 6.
В противном случае, когда форма М2 проходит, указанный пищевой материал вкладывают в каждую из двух формующих полостей с помощью подузла сопел 6, например, с помощью трех сопел на каждую полость. Очевидно, указанные две полости указанной формы М2 наполняют с помощью сопел 6 за один этап выдачи.
В предпочтительных вариантах выполнения способ включает постоянное изменение интенсивности потока материала, выдаваемого соплами 6, для выдачи указанного материала оптимально для каждой из различных формующих полостей, следующих друг за другом под соплами 6.
В первую очередь, это изменение выполняют в зависимости от изменения глубины индивидуальной полости формы по тому же направлению X продвижения.
Благодаря перемещению указанной формы по направлению X перемещения, это изменение также возникает под соплами, и те выдают регулируемую интенсивность потока, исходя из этого изменения.
Со ссылкой, в частности, на формующие полости формы M1, одиночное сопло 6, таким образом, выдает изменяемую интенсивность потока материала, в зависимости от глубины полости по направлению X, то есть, в зависимости от глубины указанной полости в точке, где расположено сопло по этому направлению в данный момент.
Таким образом, указанное сопло выдает меньшую интенсивность потока материала, где указанная полость имеет меньшую глубину, и, наоборот, выдает большую интенсивность потока материала, где указанная полость глубже.
В этом отношении, путем примера, на Фиг. 2А показан пример графика интенсивности потока, выдаваемого одиночным соплом 6 во время выдачи пищевого материала в формующую полость указанной формы M1.
В этом случае изменение пропорционально и непрерывно с изменением глубины указанной полости; в любом случае, понятно, что, в общем, возможно предусмотреть изменения по принципам, отклоняющимся от графика рассмотренных изменений, например, поэтапные изменения для упрощения управления указанным способом.
Как упоминалось ранее, этот вид изменений позволяет получить равномерное распределение материала на формующей поверхности указанной полости формы, какой бы ни была форма и/или размер указанной полости.
Указанный способ, в любом случае, сходно с известными способами, подвергает вибрации указанную форму после этапа выдачи материала.
Следует отметить, что тот же вид изменения интенсивности потока может применяться для любого другого изменения формы или размера индивидуальной формующей полости указанной формы по направлению X, например, изменения ширины (определяемой в направлении, перпендикулярном направлению X).
Изменение обозначенной интенсивности потока может быть также связано с переходом из первого вида полости во второй вид полости.
Со ссылкой на показанный пример это изменение, таким образом, связано с переходом из формы M1 в форму М2.
В частности, это изменение предусматривает установку новых значений интенсивностей потока, выдаваемых индивидуальными соплами, для полостей указанной формы М2.
Эти новые значения определяют, принимая в расчет тот факт, что в данном случае выдача в индивидуальную полость формы М2 производится узлом сопел 6, а не одиночным соплом.
Кроме того, тот же вид изменения интенсивности потока, описанный выше, в зависимости от глубины указанной полости, используется для выдачи материала в каждую из полостей указанной формы М2, поскольку они имеют изменяемую глубину, также как и указанные полости формы M1.
В этом отношении на Фиг. 2В показан пример графика интенсивности потока, выдаваемого во время выдачи пищевого материала в формующую полость указанной формы М2; в этом случае также изменение интенсивности потока пропорционально изменению глубины указанной полости.
Следует отметить, что это изменение интенсивности потока может быть одинаковым для всех сопел или может отличаться от одного сопла к другому.
Возвращаясь к выдачной системе, как отмечено выше, выдачная машина может быть снабжена системой для управления потоком, выдаваемым через указанные сопла, выполненной как для подачи или блокировки указанного потока материала, так и для регулирования интенсивности потока.
Всегда предпочтительно, эта система может быть выполнена работающей независимым образом на индивидуальных соплах.
На Фиг. 3 показан первый вариант выполнения рассматриваемой системы управления.
По этому варианту выполнения клапан 12 управления потоком объединен с одиночным соплом 6, выполненным для управления сообщением между трубкой 22 для подачи пищевого материала и соплом 6.
Указанный клапан 22 выполнен для работы с изменяемой проточной частью S.
В различных предпочтительных вариантах выполнения, как в показанном варианте, этот клапан имеет коническое клапанное гнездо 22А и плунжер 22В с концом соответствующей формы, перемещаемый вдоль оси Y указанного клапана и взаимодействующий с указанным гнездом 22А для открывания и закрывания канала через клапанное гнездо, что обеспечивает сообщение трубки 22 с соплом 6.
Указанным плунжером 22В управляет линейный привод 24 для принятия плунжером различных положений вдоль оси Y для ограничения вместе с клапанным гнездом 22А проточных частей S изменяемой ширины, в соответствии с положением, занятым им вдоль этой оси.
Далее обращаясь к примеру применения, показанному на Фиг. 1, 1А и 1В, для вложения пищевого материала в формующую полость формы M1 указанный привод 24 перемещает указанный плунжер 22В от клапанного гнезда 22А для открывания канала через указанное клапанное гнездо 22А и моментально изменяет его положение для ограничения проточной части S, способной генерировать предусмотренную интенсивность потока материала для относительного положения, принятого указанным соплом 6 вдоль формующей полости, например, согласно кривой по Фиг. 2А.
Тот же способ управления может использоваться для вложения пищевого материала в полость указанной формы М2.
Далее со ссылкой на Фиг. 4 представлен второй вариант выполнения указанной системы для управления потоком, выдаваемым соплами 6.
По этому варианту выполнения каждое сопло 6 соединено с соответствующей камерой 42, содержащей пищевой материал, отделенной от соответствующих камер других сопел и имеющей функцию подачи указанного материала в объединенное с ним сопло.
Управляющий клапан 44 расположен после указанной камеры 42, между ней и соплом, для открывания и закрывания канала к указанному соплу 6.
До указанной камеры 42 устройство 46 регуляции давления соединяет указанную камеру с подачей материала и выполнено для изменения давления в указанной камере 42, в зависимости от интенсивности потока материала, выдаваемого через указанное сопло 6.
Со ссылкой на указанную операцию, для выдачи указанного материала в формующую полость указанной формы M1, даже перед тем, как указанный клапан 44 открывает канал к соплу 6, указанную камеру 42 проносят через устройство 46 при заданном давлении для получения предусмотренной интенсивности потока для начала выдачи в формующую полость, как только она возникает под указанным соплом 6.
Когда указанный клапан 44 начинает вкладывать материал в указанную полость, давление в камере 42 регулируется устройством 46, так что в тот же момент давление в камере 42 может генерировать интенсивность потока, предусмотренную для относительного положения, принятого указанным соплом 6 вдоль полости, согласно графику по Фиг. 2А.
Тот же способ управления может использоваться для выдачи пищевого материала в формующую полость указанной формы М2.
Далее со ссылкой на Фиг. 5 показан вариант описанной здесь выдачной системы, в которой указанная выдачная машина 4 расположена с несколькими рядами сопел, расположенными последовательно по направлению X продвижения.
Согласно важному свойству этого варианта, указанные сопла имеют выводную часть, увеличивающуюся от одного ряда к следующему в направлении продвижения, так что указанная интенсивность потока материала, выдаваемого соплом следующего ряда, пропорционально выше, чем соплом предыдущего ряда.
В показанном примере три ряда сопел, расположенных последовательно, обеспечены в направлении X, соответствующие сопла которых обозначены позициями 61, 62, 63. Сопла 61 первого ряда по направлению продвижения являются самыми мелкими, в то время как сопла 63 третьего ряда - самыми крупными.
Широко известным способом указанные сопла 61, 62, 63 индивидуальных рядов объединены с соответствующими непоказанными клапанами управления потоком, выполненными для управления выдачей потока материала через них.
Группа сопел по рассматриваемому варианту позволяет изменять количество выданного материала, что получают с помощью выборочной активации сопел из разных рядов, в соответствии с количеством, предусмотренным для различных областей формующей полости.
Это означает, что, в зависимости от рассматриваемой области, она, получает материал из сопел одного ряда, а не другого, или может получать материал из сопел из нескольких рядов.
Выбор сопел, подходящих для выдачи материала в заданную область полости, зависит от ее глубины, согласно тем же критериям, обозначенным выше.
В этом отношении путем примера на Фиг. 6 показан график активации сопел показанных трех рядов для выдачи пищевого материала в формующую полость указанной формы М2.
Сходно с показанным выше, сопел, выполняющих выдачу материала в полость формы М2, три в каждом ряду. В любом случае, для ясности, далее упоминается одно сопло на каждый ряд.
Понятно, что способ вложения пищевого материала - тот же, что и описанный выше, впрочем, он предусматривает обеспечение большего количество материала там, где полость глубже, и обеспечение меньшего количества там, где указанная полость имеет меньшую глубину.
Согласно рассматриваемому варианту выполнения, этот способ выдачи получают путем, в первую очередь, активации только самого мелкого сопла 61 для выдачи материала в периферическую область указанной полости, имеющую меньшую глубину, а затем - активации также более крупных сопел 62 и 63 для выдачи постепенно увеличивающегося количества материала к более глубокой центральной области указанной полости.
Следует отметить, что в данном случае регуляция выдаваемого количества заключается как в том, что потоки трех сопел имеют увеличивающуюся интенсивность потока от одного сопла к другому, так и в том, что указанные потоки сопел накладываются друг на друга в заданное время.
В этом отношении на Фиг. 7А показано распределение в формующей полости формы М2 материала, выданного тремя соплами 61, 62, 63.
Как понятно по этому чертежу, начиная с края полости, общее количество вложенного материала изначально задано количеством, выданным единственным соплом 61, а затем, по мере увеличения глубины указанной полости, суммой количеств выданного материала из сопел 61 и 62, и, наконец, в более глубокой центральной области, суммой количеств, выданных всеми тремя соплами 61, 62, 63.
Возвращаясь к способу выдачи, когда полость формы, наоборот, достигает относительного положения относительно сопел, так что ее глубина начинает сокращаться, указанные сопла, соответственно, деактивируют друг за другом, начиная с самого крупного сопла 63 и заканчивая самым мелким соплом 61.
Как видно на показанном примере, изменение интенсивности потока достигается путем суммирования потоков сопел 61, 62, 63 различных рядов. В любом случае, также возможно обеспечить режимы работы, в которых изменение интенсивности потока, наоборот, основано на выборочной и поочередной активации рядов сопел. Например, увеличение интенсивности потока может быть получено просто путем активации ряда с более крупными соплами вместо, но не в дополнение, ряда с меньшими соплами.
После этапа выдачи материала в полость формы М2 ее затем подвергают вибрации для равномерного распределения материала по всей поверхности указанной полости. На Фиг. 7В в этом отношении показано, как в конце этого этапа выглядит материал, вложенный в полость.
Для образования полого продукта, например, шоколадной формочки, указанную форму в конце переворачивают для высвобождения оставшегося шоколада.
Далее возвращаясь к группе сопел по варианту по Фиг. 5, в предпочтительных вариантах выполнения принцип увеличения проточной части сопел по мере последовательности рядов предусматривает, что она удваивается от одного ряда к следующему для обеспечения существенного увеличения интенсивности выданного потока уже в пространстве двух смежных рядов.
Однако также возможно предусмотреть другой принцип изменения, в зависимости от потребностей определенных применений. Помимо прочего, понятно, что эти сопла могут быть также расположены в обратном порядке по направлению X продвижения, то есть, таким образом, что они демонстрируют сокращение (не увеличение) участков по этому направлению.
Безусловно, без предубеждения к принципу изобретения, элементы конструкции и варианты выполнения могут варьироваться, даже значительным образом, относительно показанного здесь исключительно путем неограничивающего примера, без отхода от объема изобретения, определенного сопровождающей формулой.
Группа изобретений относится к способу выдачи текучего пищевого материала в формующую полость и к системе выдачи текучего пищевого материала в формующую полость формы, при этом способ включает: этап продвижения множества форм (M1, М2) на конвейерной линии (2) по направлению (X) продвижения, при этом каждая форма содержит по меньшей мере одну формующую полость; этап обеспечения выдачной машины (4) вдоль конвейерной линии (2), снабженной группой сопел (6), содержащей по меньшей мере одну линию сопел, расположенных по направлению (К), перпендикулярному направлению (X) продвижения; этап переноса указанного множества форм (M1, М2) друг за другом с помощью конвейерной линии (2) к группе сопел (6) и выдачи количества указанного материала через одно или более сопел в указанную по меньшей мере одну формующую полость формы, достигнувшую указанной группы сопел, при этом этап выдачи выполняют, в то время как форма продолжает продвигаться под группой сопел по направлению (X) продвижения, указанная по меньшей мере одна формующая полость формы имеет глубину, изменяющуюся по направлению (X) продвижения; этап выдачи включает изменение количества материала, выданного в указанную по меньшей мере одну формующую полость, в зависимости от положения формы в направлении (X) продвижения таким образом, что выданное количество зависит от изменения глубины указанной по меньшей мере одной формующей полости, так что меньшее количество выдается там, где полость имеет меньшую глубину, а большее количество выдается там, где полость глубже. Технический результат группы изобретений - требуемое распределение шоколада в индивидуальной полости формы. 2 н. и 17 з.п. ф-лы, 11 ил.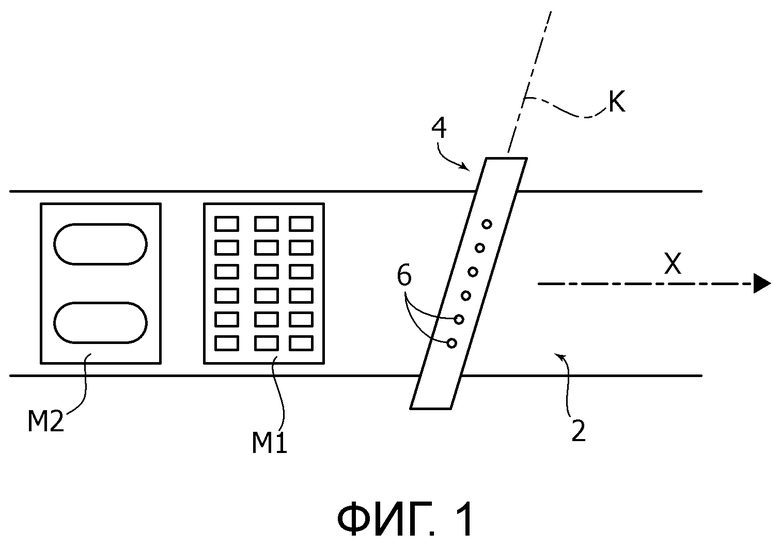
1. Способ выдачи текучего пищевого материала в формующую полость формы, включающий этапы:
- продвижения множества форм (M1, М2) на конвейерной линии (2) по направлению (X) продвижения, при этом каждая форма содержит по меньшей мере одну формующую полость;
- обеспечения выдачной машины (4) вдоль конвейерной линии (2), снабженной группой сопел (6; 61, 62, 63), содержащей по меньшей мере одну линию сопел, расположенных по направлению (К), перпендикулярному направлению (X) продвижения;
- переноса указанного множества форм (M1, М2) друг за другом с помощью конвейерной линии (2) к группе сопел (6; 61, 62, 63) и
- выдачи количества указанного материала через одно или более сопел в указанную по меньшей мере одну формующую полость формы, достигнувшую указанной группы сопел, отличающийся тем, что:
- этап выдачи выполняют, в то время как форма продолжает продвигаться под группой сопел (6; 61, 62, 63) по направлению (X) продвижения,
- указанная по меньшей мере одна формующая полость формы имеет глубину, изменяющуюся по направлению (X) продвижения;
- этап выдачи включает изменение количества материала, выданного в указанную по меньшей мере одну формующую полость, в зависимости от положения формы в направлении (X) продвижения таким образом, что выданное количество зависит от изменения глубины указанной по меньшей мере одной формующей полости, так что меньшее количество выдается там, где полость имеет меньшую глубину, а большее количество выдается там, где полость глубже.
2. Способ по п. 1, отличающийся тем, что этап выдачи включает выдачу пищевого материала через одиночное сопло указанной группы сопел в участок указанной по меньшей мере одной формующей полости, продолжающийся в направлении продвижения;
причем указанный участок указанной по меньшей мере одной формующей полости имеют глубину, изменяющуюся по направлению (X) продвижения;
при этом этап выдачи включает изменение интенсивности потока материала, выдаваемого одиночным соплом в зависимости от изменения глубины указанного участка.
3. Способ по п. 1 или 2, отличающийся тем, что указанное множество форм (M1, М2) продвигают в направлении (X) продвижения при постоянной скорости.
4. Способ по любому из предыдущих пунктов, отличающийся тем, что этап выдачи включает выдачу указанного материала через последовательность сопел группы сопел вдоль участков указанной по меньшей мере одной формующей полости, продолжающихся по направлению продвижения,
при этом указанные участки указанной по меньшей мере одной формующей полости имеют глубину, изменяющуюся по направлению (X) продвижения,
причем этап выдачи включает изменение интенсивности потока, выдаваемого через сопла независимо среди указанных сопел, и, для каждого сопла, в зависимости от изменения глубины участка указанной по меньшей мере одной формующей полости.
5. Способ по любому из предыдущих пунктов, отличающийся тем, что количество сопел группы сопел зависит от максимального объема, подлежащего выдаче, за единицу времени.
6. Способ по п. 4, отличающийся тем, что каждое сопло выдает общее количество, которое, с точки зрения объема, равно площади указанного участка указанной по меньшей мере одной формующей полости, умноженной на диаметр указанного сопла, так что общий объем, выданный указанной последовательностью сопел, соответствует общему объему указанной по меньшей мере одной формующей полости.
7. Способ по п. 1, отличающийся тем, что группа сопел содержит множество рядов сопел (61, 62, 63), каждый из которых продолжается в направлении (К), перпендикулярном направлению (X) продвижения, при этом сопла (61, 62, 63) в каждом ряду равны друг другу, в то время как сопла в указанном множестве рядов имеют размеры для выдачи различной интенсивности потока материала,
при этом этап выдачи включает выборочную активацию различных рядов из множества рядов сопел, в зависимости от положения формы в направлении (X) продвижения, для выдачи количества материала в указанную по меньшей мере одну формующую полость, изменяющегося в направлении (X) продвижения, в зависимости от указанного изменения глубины указанной по меньшей мере одной формующей полости.
8. Способ по п. 7, отличающийся тем, что сопла рядов имеют поперечные сечения проточного канала, увеличивающиеся от одного ряда к другому.
9. Способ по п. 8, отличающийся тем, что площадь поперечного сечения удваивается от одного ряда к другому.
10. Способ по п. 7, отличающийся тем, что этап выдачи включает выдачу материала через одно или более сопел последовательности рядов указанного множества рядов сопел вдоль участка указанной по меньшей мере одной формующей полости, продолжающегося в направлении продвижения,
причем указанный участок указанной по меньшей мере одной формующей полости имеет глубину, изменяющуюся в направлении (X) продвижения;
при этом этап выдачи включает выборочную активацию указанного одного или более сопел различных рядов, в зависимости от положения формы в направлении (X) продвижения, для выдачи количества материала в указанный участок указанной по меньшей мере одной формующей полости, изменяемого по направлению продвижения в зависимости от указанного изменения глубины указанного участка.
11. Способ по любому из предыдущих пунктов, отличающийся тем, что включает применение вибрации к формам после этапа выдачи.
12. Способ по п. 1, отличающийся тем, что этап продвижения включает продвижение первой формы (M1), снабженной по меньшей мере одной первой формующей полостью, с последующим продвижением второй формы (М2), снабженной по меньшей мере одной второй формующей полостью,
при этом указанный этап выдачи включает управление - по первому режиму регулирования - количеством указанного материала, выданного в указанную первую полость указанной первой формы (M1), когда указанная первая форма достигает первой группы сопел (6; 61, 62, 63) и продвигается под указанной группой сопел по указанному направлению (X) продвижения, и включает управление - по второму режиму регулирования - количеством указанного материала, выданного в указанную вторую полость указанной второй формы (М2), когда указанная вторая форма достигает указанной группы сопел (6; 61, 62, 63) и продвигается под указанной группой сопел по указанному направлению (X) продвижения.
13. Система выдачи текучего пищевого материала в формующую полость формы, содержащая:
- конвейерную линию (2), выполненную с возможностью перемещения по направлению (X) продвижения множества форм (M1, М2), каждая из которых содержит по меньшей мере одну формующую полость;
- машину (4) для выдачи материала, содержащую группу сопел (6; 61, 62, 63) для выдачи материала, при этом указанная группа содержит по меньшей мере один ряд сопел, расположенных по направлению (К), перпендикулярному направлению (X) продвижения, и систему для управления потоком материала, выдаваемого через сопла;
- по меньшей мере один узел управления, выполненный с возможностью управления конвейерной линией (2), и систему управления выдачной машины (4), отличающаяся тем, что:
указанный по меньшей мере один узел управления выполнен для продвижения указанного множества форм (M1, М2) во время выдачи материала в формующие полости с помощью сопел (6; 61, 62, 63) выдачной машины (4),
указанная по меньшей мере одна формующая полость форм имеет глубину, изменяющуюся по направлению (X) продвижения,
указанный по меньшей мере один узел управления выполнен с возможностью управления системой управления для изменения количества материала, выданного в указанную по меньшей мере одну формующую полость, в зависимости от положения формы в направлении (X) продвижения, таким образом, что выданное количество зависит от изменения глубины в указанной по меньшей мере одной формующей полости, так что меньшее количество выдается там, где полость имеет меньшую глубину, а большее количество выдается там, где полость глубже.
14. Система по п. 13, отличающаяся тем, что указанная система управления содержит множество камер (42), содержащих указанный пищевой материал, отделенных друг от друга, при этом каждая выполнена для снабжения сопла (6),
причем каждая из указанных камер соединена для подачи указанного материала путем внедрения устройства (46) регулирования давления, выполненного для регулирования давления в камере,
при этом узел управления выполнен с возможностью управления регулирующим устройством (46), в зависимости от сигнала, указывающего на интенсивность потока материала для выдачи через сопло (6).
15. Система по п. 13, отличающаяся тем, что система управления содержит объединенный с каждым соплом клапан (12) управления потоком, выполненный для управления потоком материала, подаваемым в сопло,
причем клапаном (12) можно управлять с изменением поперечного сечения (S) проточного канала, при этом узел управления выполнен с возможностью управления клапаном в зависимости от сигнала, указывающего на интенсивность потока для выдачи через сопло (6).
16. Система по п. 13, отличающаяся тем, что группа сопел содержит множество рядов сопел (61, 62, 63), каждый из которых продолжается в направлении (К), перпендикулярном направлению (X) продвижения, при этом сопла (61, 62, 63) каждого ряда равны друг другу, в то время как сопла указанного множества рядов имеют размеры для выдачи различной интенсивности потока материала,
причем система управления содержит множество клапанов, каждый из которых выполнен для управления выдачей указанного материала с помощью сопла или ряда указанных сопел,
при этом узел управления выполнен с возможностью выборочного приведения в действие управляющих клапанов в зависимости от сигнала, указывающего на количество материала для выдачи через группу сопел.
17. Система по п. 16, отличающаяся тем, что сопла рядов имеют поперечные сечения проточного канала, возрастающие от одного ряда к другому
18. Система по п. 17, отличающаяся тем, что площадь поперечного сечения удваивается от одного ряда к другому.
19. Система по любому из пп. 13-18, отличающаяся тем, что она выполнена с возможностью реализации способа по любому из пп. 1-12.
| US 5534283 A1, 09.07.1996 | |||
| WO 2016010435 A1, 21.01.2016 | |||
| US 20070172565 A1, 26.07.2007 | |||
| US 4950145 A1, 21.08.1990 | |||
| Устройство для отливки шоколада в формы | 1984 |
|
SU1535367A3 |
