Настоящее изобретение относится к способу распределения клея на трубчатых картонных сердечниках в перемоточных машинах, в частности для изготовления рулонов или «логов» бумажного материала.
Как известно, процесс изготовления логов бумаги, из которых получают, например, рулоны туалетной бумаги или рулоны бумажных кухонных полотенец, включает в себя подачу бумажного полотна, состоящего из одного или больше наложенных друг на друга слоев бумаги, по заданному пути, вдоль которого выполняются несколько операций, прежде чем приступить к формированию логов, включающих в себя поперечное предварительное резание полотна для образования линий предварительного надреза, которые разделяют полотно на отделяемые листы. Формирование логов предполагает использование картонных трубок, обычно называемых «сердечники», на поверхности которых распределяют предварительно заданное количество клея для обеспечения возможности присоединения бумажной ленты к сердечникам, последовательно вводимым в машину для изготовления логов, обычно называемую «перемоточная машина». Формирование логов, кроме того, предполагает использование намоточных роликов ниже по потоку от секции распределения клея, которые заставляют каждый сердечник вращаться вокруг его продольной оси, тем самым определяя намотку полотна на сердечник. Процесс заканчивается, когда заданное количество листов будет намотано на сердечник, приклеиванием края последнего листа на нижележащий лист формируемого рулона (так называемая «операция запечатывания по краю»). На этой стадии лог выгружается из перемоточной машины.
EP1519886 раскрывает перемоточную машину, которая работает согласно описанной выше схеме. US7469856 и EP1679274 раскрывают системы проклеивания для изготовления логов, в которых клей наносится на сердечники снизу, и избыток клея падает обратно в тот же резервуар, содержащий клей, что ведет к возможному загрязнению клея частицами бумажного материала и тем самым – к ухудшению качества этапа проклеивания. US2003/0047639 раскрывает перемоточную машину, имеющую устройство, содержащее ряд сопел, расположенных над путем, по которому следуют трубчатые сердечники, введенные в перемоточную машину. Эти сопла распыляют клей на сердечники, которые проходят по этому пути. Так как клей распыляется на поверхность сердечников, проклеивание будет неточным. Этот же документ описывает возможность использования роликов для проклеивания, погружаемых в резервуар, содержащий клей, однако это предполагает загрязнение клея, как было упомянуто выше, или, в более общем смысле, возможность использования подушек, предположительно предназначенных вступать в контакт с сердечниками, которые в результате будут замедляться и принимать избыточное количество клея.
EP1541245 раскрывает устройство для нанесения клея на сердечники или на край лога бумаги с помощью средства для нанесения клея, которое сформировано посредством проволоки, намотанной с образованием замкнутого контура на по меньшей мере два шкива, и которое возвращает в резервуар клей, не впитанный бумагой, и тем самым предполагает загрязнение клея в резервуаре, так как он является переносчиком пыли, выделяемой бумагой полотна и картоном сердечников.
EP2045201 раскрывает перемоточную машину для изготовления логов бумаги с устройством для проклеивания, содержащим распылитель клея для распыления клея на сердечники в положении ожидания выше по потоку от люльки, над которой обеспечены намоточные ролики. Так как клей распыляется на поверхность сердечников, проклеивание будет неточным.
По-прежнему существует сильная потребность в исключении загрязнения клея бумагой или картоном, на которые этот клей наносится. В то же время, имеется потребность в обеспечении быстрого потока сердечников на входе перемоточных машин и в максимально возможном уменьшении потребления клея, без ухудшения при этом качества и точности проклеивания.
Целью настоящего изобретения является устранение упомянутых выше недостатков и создание системы проклеивания, которая удовлетворяет современным потребностям производства, и которая при этом не ведет к конструктивным или функциональным сложностям или более высоким затратам, связанным с изготовлением этой системы или изготовлением логов бумаги.
Эта цель достигнута согласно настоящему изобретению созданием способа работы, имеющего признаки, указанные в п.1 формулы изобретения. Дополнительные признаки настоящего изобретения описываются в зависимых пунктах настоящего изобретения. Благодаря настоящему изобретению, возможно придать клею, распределяемому на трубчатые сердечники, предварительно заданную общую форму, избегая недостатков известных машин, что позволяет изготавливать логи высокого качества. Кроме того, устройство согласно настоящему изобретению является конструктивно и функционально простым, и тем самым очень экономичным в отношении предлагаемых преимуществ. Дополнительно, устройство согласно настоящему изобретению позволяет управлять количеством клея, выдаваемого с достаточной точностью. Система проклеивания согласно настоящему изобретению также дает возможность избежать загрязнения клея картоном, на который наносится этот клей. В то же время, система проклеивания согласно настоящему изобретению дает возможность обеспечить быстрый поток сердечников на входе перемоточных машин и максимально возможно уменьшить потребление клея, без ухудшения качества проклеивания. Эти и другие преимущества и признаки настоящего изобретения будут лучше всего поняты специалистом в данной области техники после прочтения нижеследующего описания вместе с прилагаемыми чертежами, которые представлены в качестве примера, и которые не следует рассматривать в ограничительном смысле.
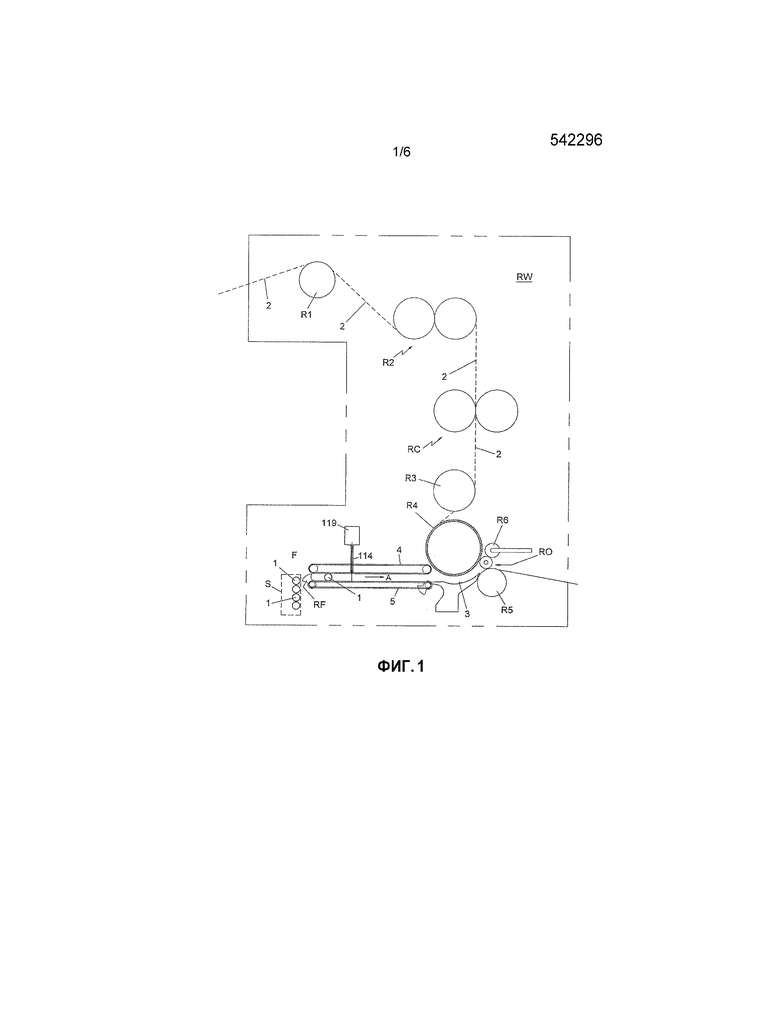
Фиг.1 - схематический вид сбоку перемоточной машины, имеющей устройство для осуществления способа согласно настоящему изобретению.
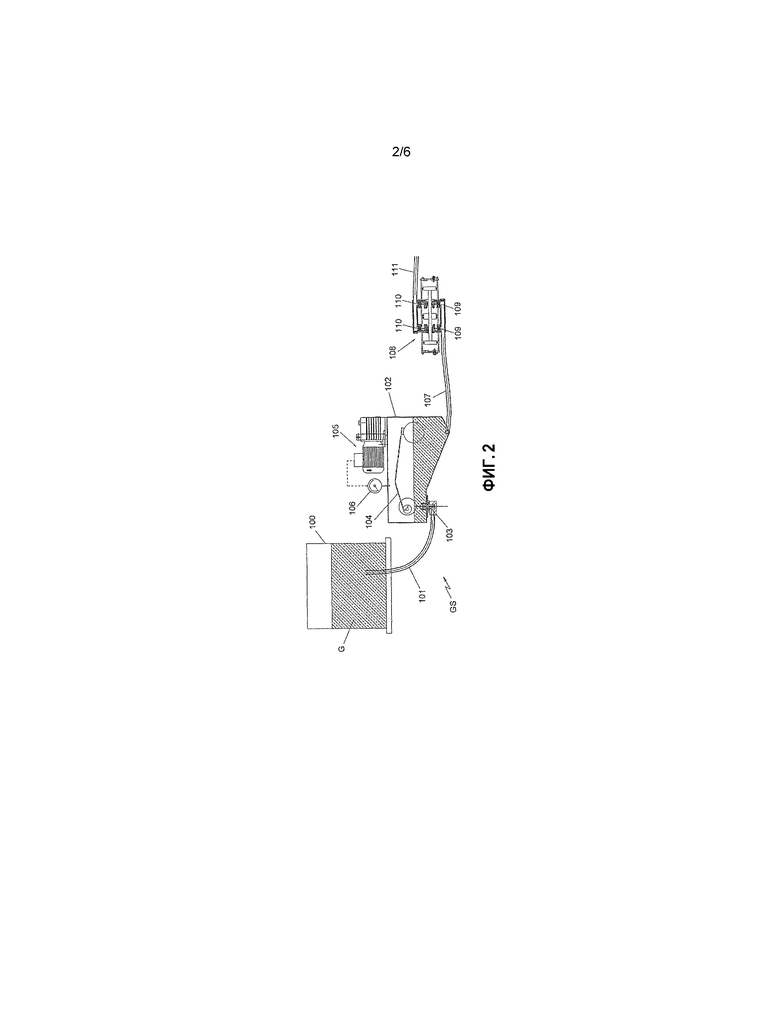
Фиг.2 - упрощенное схематическое изображение узла подачи клея.
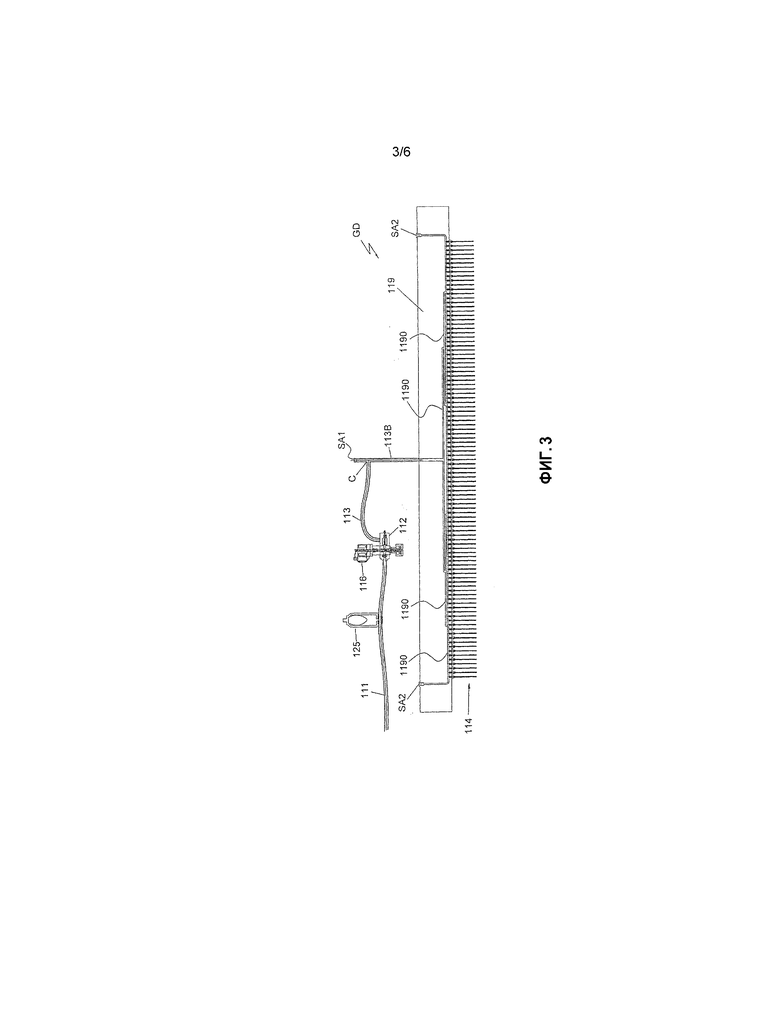
Фиг.3 - схематическое изображение узла распределения клея.
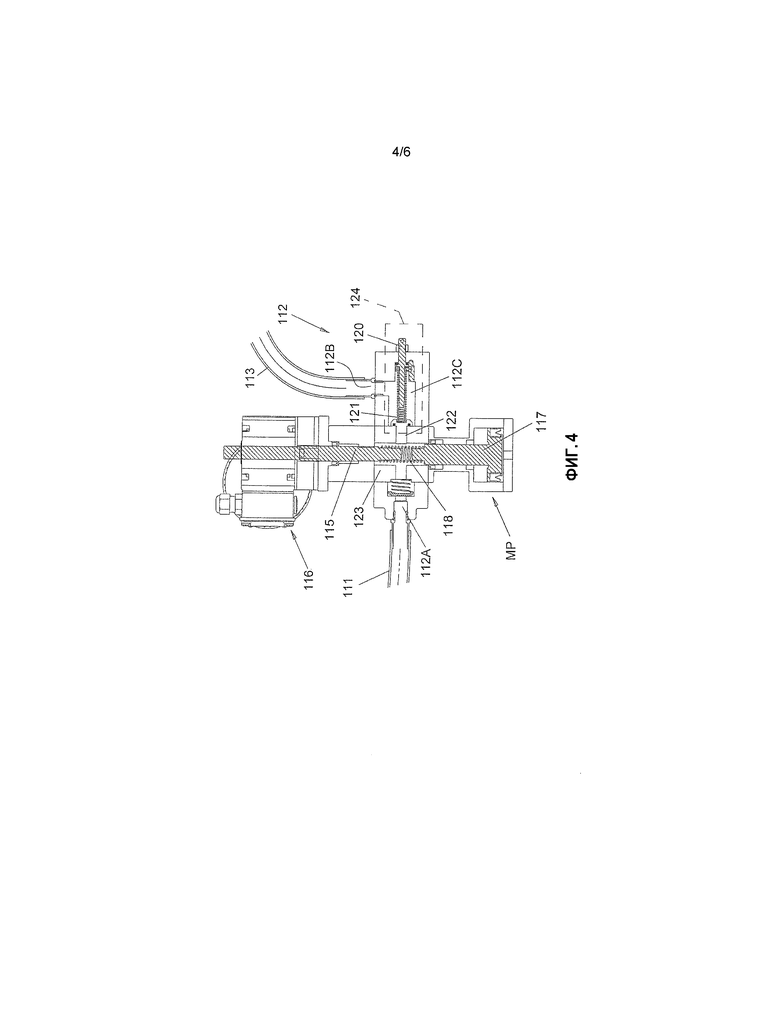
Фиг.4 - увеличенный фрагмент фиг.3.
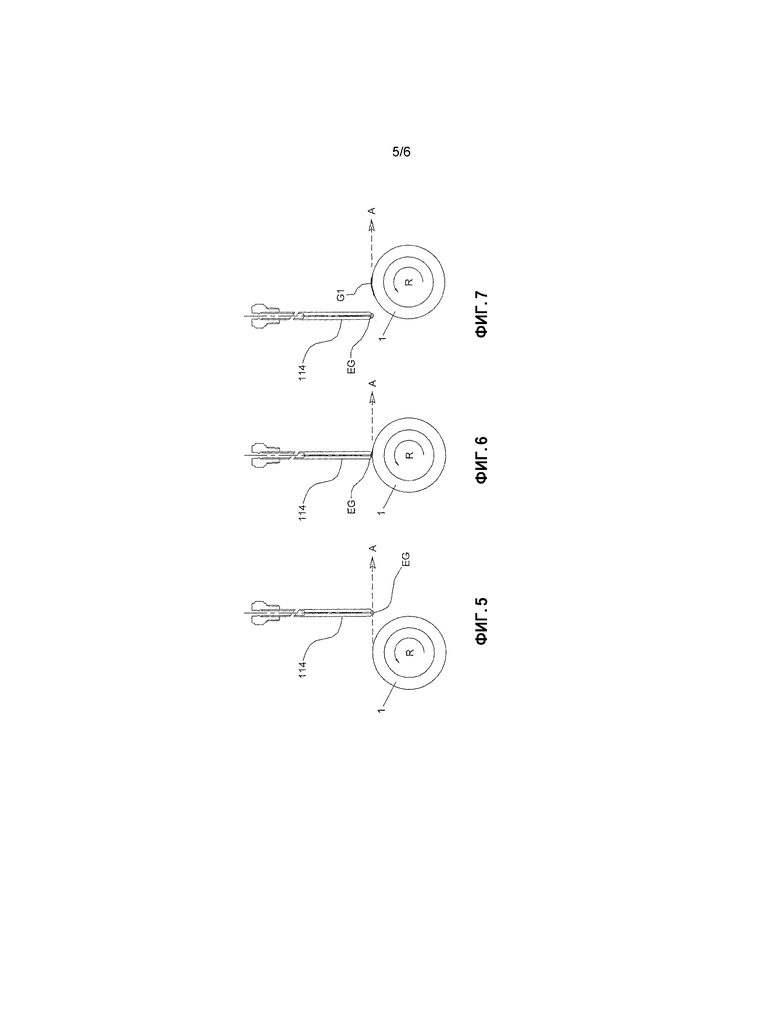
Фиг.5-7 схематично показывают положения трубчатого сердечника, который проходит под выдачным средством устройства согласно настоящему изобретению.
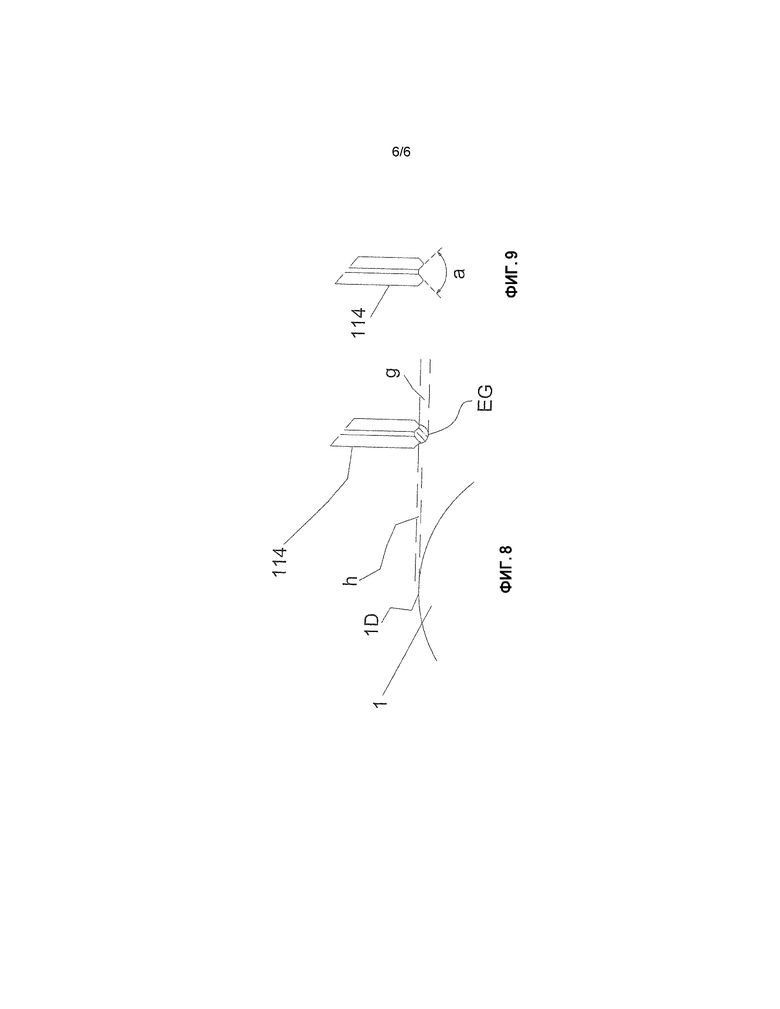
Фиг.8 - увеличенный фрагмент фиг.5.
Фиг.9 - показывает фрагмент фиг.8.
Устройство для осуществления способа согласно настоящему изобретению может использоваться, например, в перемоточной машине (RW), содержащей:
- секцию (F) для подачи сердечников (1) из накопителя (S), в которой располагается и действует вращающееся подающее средство (RF), которое захватывает один сердечник (1) за один раз и вводит его в устройство (GD) для проклеивания, описываемое ниже;
- средства для подачи и поперечного предварительного резания бумажного полотна (2), образованного одним или больше наложенными друг на друга слоями, имеющие ряд направляющих роликов (R1, R2, R3) и ролики (RC) предварительного резания, расположенные вдоль пути подачи и предварительного резания для бумажного полотна (2);
- средства для намотки бумажного полотна (2) на трубчатый картонный сердечник (1) в намоточной станции, имеющие первый намоточный ролик (R4), расположенный ниже по потоку от упомянутых роликов (R1, R2, R3, RC) подачи и предварительного резания, и имеющие два других намоточных ролика (R5, R6), которые выровнены вертикально, и располагаются и действуют вблизи первого намоточного ролика (R4), причем второй и третий намоточные ролики (R5, R6) располагаются над изогнутой направляющей (3), которая совместно с первым намоточным роликом (R4) образует канал (CH) ниже по потоку от устройства (GD) для проклеивания, причем канал (CH) последовательно пересекается трубчатыми картонными сердечниками (1), выходящими из устройства (GD) для проклеивания.
Первый намоточный ролик (R4) также выполняет функцию направления бумажного полотна (2), поступающего от роликов подачи и предварительного резания.
Упомянутый выше канал (CH) образует последний участок пути, по которому следуют бумажное полотно (2), а также сердечники (1), выходящие из устройства (GD) для проклеивания.
На сердечники (1) наносится заданное количество клея, который служит для приклеивания бумажной ленты (2) к этим сердечникам согласно способам, известным специалистам в данной области техники, причем этот сердечник (1) перемещается вдоль заданного направления (А), чтобы достигнуть канал (CH). Например, подача сердечников (1) выполняется с помощью взаимно противоположных ремней (4, 5), снабженных приводом, которые зацепляют сердечники (1), поступающие из секции подачи и заставляют их перемещаться вдоль заданного пути выше по потоку от канала (CH). Ремни (4, 5) могут заставлять сердечники (1) перемещаться поступательно, если они приводятся в движение с одинаковой скоростью, или также перемещаться вращательно-поступательно, если они работают с разными скоростями. На фиг.5-7 сердечники (1) вращаются и перемещаются поступательно (поступательное перемещение происходит вдоль направления (А), вращение указано стрелкой (К)). Устройство для проклеивания содержит узел (GS) подачи клея и узел (GD) распределения клея.
Узел (GS) подачи подает клей к узлу (GD) распределения, который затем распределяет клей сверху на сердечники (1).
Более конкретно, узел (GS) подачи содержит первый резервуар (100), в котором хранится клей (G) и который соединен посредством трубы (101) со вторым резервуаром (102), имеющим клапан (103), который управляется поплавком (104), чтобы поддерживать постоянный уровень клея внутри этого резервуара. Клапан (103) и поплавок (104) известны сами по себе. Предпочтительно, второй резервуар (102) имеет пониженное давление, чтобы способствовать дегазации клея (G). Для этого на второй резервуар (102) действует вакуумный насос (105), управляемый реле (106) давления, которое обнаруживает давление во втором резервуаре (102).
Второй резервуар (102) имеет выпуск, соединенный, через соответствующий трубопровод (107), с насосом (108), имеющим впускной и выпускной клапаны (109, 110). Насос (108) является насосом известного типа. В частности, он представляет собой двухцилиндровый пневматический насос.
Выпуск насоса (108) соединен, через другой трубопровод (111), с узлом (GD) распределения клея.
Более конкретно, трубопровод (111) соединяет насос (108) с впуском регулировочного клапана (112), который в свою очередь соединен, на его выходе, с распределительным средством (119), на котором установлены несколько сопел (114), из которых выходит клей для нанесения на трубчатые сердечники (1) для перемоточной машины, которые перемещаются под этими соплами (114).
Регулировочный клапан (112) служит для регулировки давления, и, отдельно, потока клея, который поступает в сопла (114), и для этого имеет независимые средства для регулировки давления и скорости потока клея.
Обращаясь к примеру, показанному на чертежах, клапан (112) имеет впуск (112А), в который вставлен выпуск трубопровода (111), выпуск (112В), в который вставлен впуск трубопровода (113), и внутреннюю камеру (112С), которая соединяет впуск (112А) с выпуском (112В), и через которую проходит клей, поступающий из трубопровода (111) или из насоса (108). Скорость потока клея регулируется с использованием винта (115), приводимого в действие с помощью соответствующего электрического исполнительного элемента (116), который может управляться оператором с помощью клавиатуры (не показана на чертежах) или программно в зависимости от заданных значений. Таким образом, можно регулировать количество клея, выдаваемого через сопла (114) в течение периода времени. Винт (115) действует во внутренней камере (112С) клапана (112). На противоположной стороне относительно винта (115) для регулировки потока применяется пневматический мультипликатор давления (MP), шток (117) которого действует в камере (112С), управляемый противодействующей пружиной (118). Таким образом, также возможно регулировать давление клея на выходе из клапана (112) и, в частности, можно вводить клей в трубопровод (113), имеющий давление, превышающее давление в трубопроводе (111). На противоположной стороне относительно впуска (112А) на клапане (112) установлен обратный клапан (124), конструкция и функционирование которого известны сами по себе, с регулировочным винтом (120) и обратной пружиной (121), размещенной на винте (120), который воздействует его передним концом на закрывающий элемент (122), вставленный на выпуске камеры (123) клапана (124), где винт (115) и мультипликатор (116) давления оказывают свое действие. Тем самым, в выпускной части (112В) клапана (112) клей подается с отдельно регулируемыми давлением и скоростью потока.
Трубопровод (113) питает сопла (114), подсоединенные на распределительном средстве (119), принимая клей из клапана (112). Более конкретно, трубопровод (113) соединен с распределительным средством (119) с помощью вертикальной жесткой трубы (113В), которая выше относительной точки (С) подсоединения имеет вентиляционное средство (SA1). Внизу труба (113В) соединена с впускной частью распределительного средства (119), который имеет внутренние каналы (1190), соединяющие впускную часть с каждым из сопел (114). Каналы (1190) располагаются внутри распределительного средства (119) и соединены с двумя вентиляционными средствами (SA2), или с вентиляционным средством (SA2) на каждой стороне, справа и слева, распределительного средства (119). Очевидно, что количество вентиляционных средств (SA2) может отличаться от показанного на чертежах. Сопла (114), подсоединенные к трубе (119), выровнены вдоль одного и того же прямолинейного направления, ортогонального направлению (А), вдоль которого продвигаются сердечники (1).
Узел распределения клея также может содержать два распределительных средства (119) с соответствующими соплами, (114) таким образом, чтобы образовать две батареи сопел (114), разнесенные друг от друга на заданное расстояние вдоль направления (А), и таким образом, чтобы выдавать клей на сердечники (1), в зависимости от конкретной выполняемой обработки, как через первую, так и через вторую батареи сопел. На чертеже на фиг.3 показан гидравлический аккумулятор (125), присоединенный между насосом (108) и клапаном (112), который может служить для обеспечения постоянного или по существу постоянного давления текучей среды, вводимой в клапан (112).
Предпочтительно, сопла (114) представляют собой капиллярные трубки, на выходе которых образуется капля (EG) со скоростью, которая может изменяться как функция геометрических признаков этих сопел.
Кроме того, предпочтительно, сопла (114) установлены съемным образом на распределительном средстве (119), чтобы обеспечить возможность изменять, если требуется, капиллярный эффект, то есть скорость образования капли клея, путем простой замены сопел, имеющих определенные геометрические особенности (в частности, длину и внутренний диаметр) на другие, имеющие другие геометрические особенности. Предпочтительно, количество клея, выдаваемого каждым соплом (114), то есть объем капель (EG), является таким, чтобы избежать падения капель в промежуток времени между прохождением под соплами (114) сердечника (1) и следующего сердечника. Этому способствует вогнутая форма (с обращенной вниз вогнутостью) оконечной части сопел (114). Например, обращаясь к фиг.9, оконечная часть сопел (114) является конической, с углом (а) раскрытия, например, в диапазоне между 45° и 100°, и предпочтительно равным 90°.
На фиг.5-7, на которых сопла (114) и сердечники (1) показаны не в масштабе, чтобы лучше выделить некоторые подробности, клей, вытекающий из сопел (114), указан ссылочной позицией (EG). На фиг.5 сердечник (1) располагается выше по потоку от сопла (114). На фиг.6 сердечник (1) располагается под соплом (114). На фиг.7 сердечник (1) прошел через сопло (114). Направление продвижения сердечника (1) указано стрелкой (А). На фиг.7 клей, в итоге нанесенный на сердечник (1), указан ссылочной позицией (G). На фиг.8 можно увидеть, что сопла (114) располагаются подходящим образом так, что расстояние (h) между нижним основанием этих сопел и верхней стороной (1D) сердечников, которые продвигаются под ними, обеспечивает возможность сердечникам (1) перемещаться свободно, при этом перехватывая клей (EG). Предпочтительно, обращаясь к фиг.8, ссылочной позицией (h) указано расстояние между верхней стороной (1D) сердечников (1), проходящих под соплами (114), и выпуском сопел (114), и ссылочной позицией (g) указана высота капли (EG), формируемой любым из сопел (114), причем (g) и (h) имеют одинаковый порядок величины. Например, (h) имеет величину в диапазоне между 0 и 1 мм, и (g) имеет величину в диапазоне между 2 и 3 мм.
Путь, по которому следуют сердечники (1) является таким, что верхняя сторона этих сердечников (1), при их продвижении под соплами (114), перехватывает клей (EG), поступающий из сопел. На этой фазе клей (EG) передается соплами (114) к сердечникам (1) без использования каких-либо промежуточных элементов, то есть напрямую, и без распыления. Другими словами, в каждый момент фазы проклеивания клей (EG) находится на поверхности сердечников (1) и на выпуске сопел (114). Другими словами, клей (EG), доставляемый соплами (114), смачивает наружную поверхность сердечников (1) без какого-либо контакта между соплами и сердечниками, но, в отличие от распыления, поверхность сердечников (1), смачиваемая клеем (EG), будет более определенной. Продолжительность фазы проклеивания зависит от скорости сердечников (1).
Описанный выше способ проклеивания позволяет достигнуть упомянутые ранее цели. В частности, очевидно, что описанная выше система не предполагает какого-либо загрязнения клея, который фактически не возвращается в резервуар для клея. В то же время обеспечивается возможность быстрого потока сердечников (1) в перемоточной машине, так как сердечники на фазе проклеивания не вступают в контакт с промежуточными элементами и могут продвигаться под соплами (114) без остановки. Кроме того, потребление клея может быть уменьшено, без ухудшения качества проклеивания, так как поток клея можно регулировать. Также следует отметить, что, так как в течение периода времени, когда клей (EG) подхватывается сердечниками (1), клей находится и на соплах (114) и на этих сердечниках, нанесение клея является очень точным. Дополнительно, количество клея, выдаваемого каждым соплом (114), может регулироваться, в частности, с помощью регулировочного устройства, которое, если смотреть сверху, с конструктивной точки зрения является относительно простым.
В зависимости от того, какой тип проклеивания должен выполняться, несколько батарей сопел (114) могут быть расположены одна после другой, с заданным интервалом вдоль направления (А), по которому следуют сердечники (1).
Клей, используемый для осуществления этого способа работы, представляет собой клей, обычно используемый для изготовления логов из бумажного материала.
Цепь выдачи клея предпочтительно образована из жестких элементов, то есть по существу недеформируемых элементов по отношению к рабочим давлениям, чтобы обеспечить возможность регулярного потока клея из сопел (114), избегая неоднородностей подачи клея.
На практике, объем клея, содержащийся в подающих трубопроводах, является по существу постоянным.
Таким образом, способ работы согласно настоящему изобретению включает в себя следующие этапы:
- последовательная подача трубчатых сердечников (1) вдоль заданного направления (А) подачи;
- нанесение сверху, на каждый из упомянутых трубчатых сердечников (1), заданного количества клея (EG), при этом упомянутые сердечники (1) продвигаются вдоль упомянутого направления (А), причем клей доставляется посредством множества сопел (114), расположенных поперечно относительно направления (А), вдоль которого подаются сердечники (1);
- при их продвижении вдоль упомянутого направления (А) сердечники (1) в течение заданного периода времени подхватывают клей (EG), доставляемый посредством сопел (114);
- во время упомянутого периода времени клей (EG) находится как на соплах (114), так и на сердечниках (1) благодаря отсутствию элементов, расположенных между соплами и сердечниками.
Тем самым, на практике, сопла (114) действуют в качестве средств для нанесения клея на сердечники (1).
На практике, все конструктивные элементы могут быть изменены любым эквивалентным образом в отношении отдельных описываемых и иллюстрируемых элементов, не выходя при этом за объем принятой идеи изобретения, и тем самым оставаясь в пределах защиты, предоставляемой настоящим патентом.
Изобретение относится к области изготовления логов бумажного материала. Способ нанесения клея на трубчатые сердечники включает этап последовательной подачи множества трубчатых сердечников вдоль предварительно заданного направления продвижения и этап нанесения на каждый из упомянутых сердечников предварительно заданного количества клея. Клей наносят на трубчатые сердечники сверху при продвижении сердечников вдоль упомянутого направления и без прерывания их движения. Трубчатые сердечники в течение предварительно заданного периода времени подхватывают выдаваемый посредством предварительно заданного количества сопел клей. Во время упомянутого периода времени клей находится и на соплах и на трубчатых сердечниках. Обеспечивается высокая скорость потока сердечников и низкое потребление клея без ухудшения качества проклеивания. 16 з.п. ф-лы, 9 ил.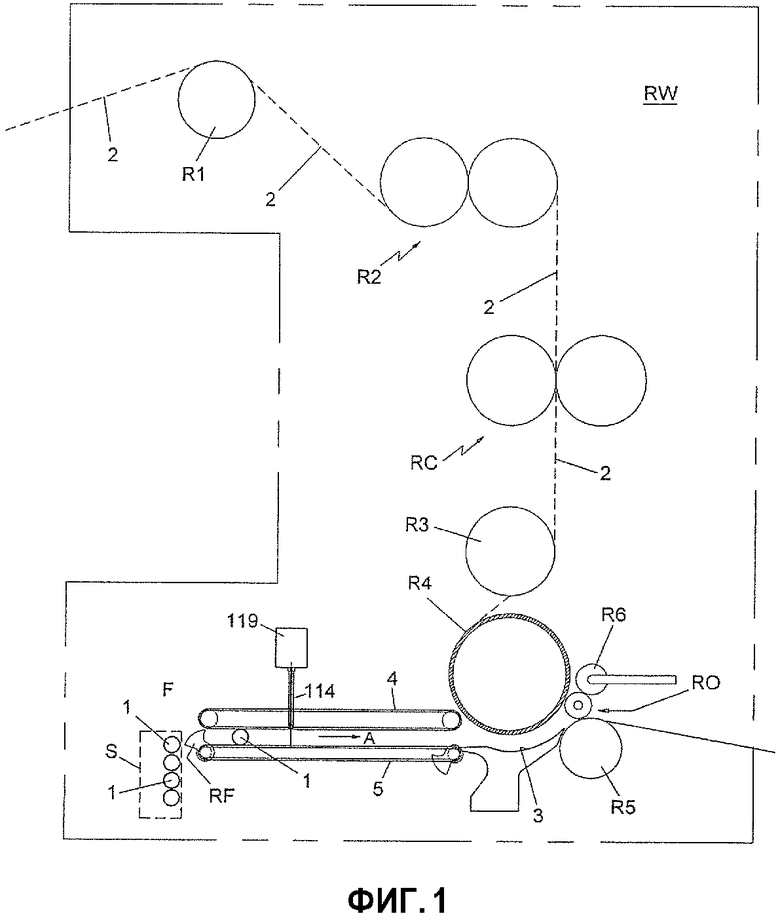
1. Способ нанесения клея на трубчатые сердечники для изготовления логов бумажного материала, включающий в себя этап последовательной подачи множества трубчатых сердечников (1) вдоль заданного направления (А) продвижения и этап нанесения на каждый из упомянутых сердечников (1) заданного количества клея, при этом клей наносят на трубчатые сердечники (1) сверху, отличающийся тем, что, при продвижении вдоль упомянутого направления (А) и без прерывания их движения трубчатые сердечники (1) в течение заданного периода времени подхватывают клей (EG), выдаваемый посредством заданного количества сопел (114), и во время упомянутого периода времени клей (EG) находится как на соплах (114), так и на трубчатых сердечниках (1) благодаря отсутствию какого-либо элемента, расположенного между соплами и трубчатыми сердечниками.
2. Способ по п.1, отличающийся тем, что он включает в себя предварительный этап регулировки количества и/или давления клея, наносимого на упомянутые сердечники (1).
3. Способ по п.1, отличающийся тем, что упомянутые средства проклеивания содержат по меньшей мере одну батарею сопел (114), питаемых посредством узла (GD) распределения клея, который содержит регулировочные средства (112), выполненные с возможностью регулировки количества и/или давления клея.
4. Способ по п.3, отличающийся тем, что упомянутый узел (GD) распределения клея принимает клей от узла (GS) подачи, содержащего насос (108), который питает узел (GD) распределения клея.
5. Способ по п.4, отличающийся тем, что упомянутый насос (108) принимает клей от резервуара (102) с пониженным давлением.
6. Способ по п.3 или 4, отличающийся тем, что упомянутые регулировочные средства содержат регулировочный клапан (112), расположенный ниже по потоку от упомянутого насоса (108).
7. Способ по п.3 или 4, отличающийся тем, что между упомянутым насосом (108) и упомянутыми регулировочными средствами (112) располагается и действует гидравлический аккумулятор (125).
8. Способ по п.1, отличающийся тем, что количество клея, выдаваемого соплами (114), является постоянным во времени.
9. Способ по одному из предшествующих пунктов, отличающийся тем, что упомянутые сопла (114) образованы капиллярными трубками.
10. Способ по одному из предшествующих пунктов, отличающийся тем, что клей (EG), выдаваемый каждым соплом (114), остается на выпуске этого сопла, без падения, в промежуток времени между прохождением одного сердечника (1) и прохождением следующего сердечника вдоль упомянутого направления (А) продвижения.
11. Способ по одному из предшествующих пунктов, отличающийся тем, что клей доставляется в форме капель клея посредством упомянутых сопел (114), при этом расстояние (h) между наружной поверхностью (1D) сердечников (1), проходящих под соплами (114), и выпуском сопел (114), и высота (g) капель клея (EG), формируемых любым из сопел (114), имеют один порядок величины.
12. Способ по одному из предшествующих пунктов, отличающийся тем, что упомянутые сопла (114) размещаются съемным образом на опоре (119).
13. Способ по одному из предшествующих пунктов, отличающийся тем, что упомянутые сопла (114) питаются посредством гидравлической цепи, имеющей вентиляционные средства (SA1; SA2).
14. Способ по одному из предшествующих пунктов, отличающийся тем, что упомянутые сопла (114) питаются посредством гидравлической цепи, имеющей трубопроводы, объем которых является постоянным во времени.
15. Способ по одному из предшествующих пунктов, отличающийся тем, что каждое сопло (114) выдает одинаковое количество клея.
16. Способ по одному из предшествующих пунктов, отличающийся тем, что концевая часть упомянутых сопел (114) является вогнутой, причем вогнутость обращена вниз.
17. Способ по одному из предшествующих пунктов, отличающийся тем, что клей доставляется в форме капель клея посредством упомянутых сопел (114).
| СПОСОБ ПОЛУЧЕНИЯ СЕНАЖА | 1992 |
|
RU2045201C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРИКЛЕИВАНИЯ ЗАДНЕГО КОНЦА МАТЕРИАЛА К НАМОТАННОМУ РУЛОНУ С ИСПОЛЬЗОВАНИЕМ ВАКУУМНОЙ СИСТЕМЫ ДЛЯ ОТВОДА КОНЦА МАТЕРИАЛА ОТ РУЛОНА | 1994 |
|
RU2119885C1 |
| СПОСОБ КАМВОЛЬНОГО ПРЯДЕНИЯ ХЛОПКА В СМЕСИ С ШЕРСТЬЮ | 1940 |
|
SU60463A1 |
| Устройство для нанесения полимерных жидкостей на внутренние поверхности деталей типа труб | 1983 |
|
SU1162501A1 |
| Форсунка Дегтярева для распыления жидкости | 1991 |
|
SU1811904A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |

