Область техники
Изобретение относится к строительной области, а именно к печатающей головке строительного 3D принтера, выполняющей роль смесителя-экструдера, а также к строительной трехмерной печати изделий по аддитивной технологии из многокомпонентных смесей с целью изготовления строительных конструкций и может быть использовано, в частности, для строительства жилых домов, зданий и сооружений различного назначения, изготовления частей и элементов зданий, деталей строительных конструкций из бетона или иных строительных смесей.
Уровень техники
Из уровня техники известна печатающая головка 3D принтера (см. [1] патент РФ на полезную модель №179153, МПК E04G 21/16, B41J 2/335, опубл. 28.04.2018), состоящая из сопла и соединенного с ним смесителя-экструдера, включающего в себя корпус, шнек, содержащий цилиндрическую и коническую части, клапана для подачи отдельных компонентов смеси и привод шнека.
Из уровня техники известен экструдер строительного 3D принтера (см. [2] патент РФ на полезную модель №185166, МПК E04G 21/04, B41J 2/335, В29С 47/10, опубл. 23.11.2018), содержащий печатающую головку, соединенную с помощью привода механизма подачи смеси с двигателем привода механизма подачи смеси и шнеком, на печатающей головке установлено устройство формирования поверхности, на приводе механизма подачи смеси установлен механизм крепления, соединяющий подсоединенную к нему неподвижную трубку подачи смеси и герметичное соединение, к которому подсоединена находящаяся внутри привода механизма подачи и вращающаяся вместе с ним и шнеком трубка подачи смеси, на которой установлены форсунки подачи смеси.
Также из уровня техники известен экструдер строительных смесей для 3D принтера (см. [2] патент РФ на изобретение №2724163, МПК В29С 64/209, опубл. 22.06.2020), состоящий из емкости с устройством крепления, позволяющим закрепить экструдер на исполнительных механизмах принтера, отверстия для загрузки строительного материала, сопла с выходным отверстием для экструдирования строительного материала, при этом в нижнюю часть емкости интегрирован дозатор строительных смесей, позволяющий регулировать количество строительной смеси при формировании печатаемого слоя, при этом экструдер содержит подмешивающее устройство, выполненное в виде подмешивающей рамки с приводом, который одновременно является приводом для дозатора строительных смесей. Дозатор строительных смесей может быть выполнен в виде шнека или героторной пары.
Наиболее близким аналогом, взятым за прототип, является смеситель компании ConcreteFlow, имеющий в своей конструкции 2 экструдера. Недостатком прототипа является то, что два эктсрудера ускоряют процесс печати одинаковых объектов, но не решают задачу печати многослойной стены. Экструдеры в головке не имеют возможности смещения и, соответственно, с помощью данного смесителя невозможно напечатать устойчивую конструкцию хотя бы из двух слоев достаточной высоты. Такой смеситель подходит только для печати малых объектов в цеховых условиях и не подходит для печати стен всего здания на месте строительства. Кроме того, не решается задача печати среднего теплоизолирующего слоя.
Недостатком всех известных аналогов является то, что печатающая головка способна экструдировать в один проход только один вид смеси и только в один слой. Для формирования объекта, состоящего из нескольких разных слоев, уложенных на одной плоскости и примыкающих друг к другу боковыми поверхностями, необходимо совершать новый проход головки для каждого слоя. Таким образом процесс создания, например, многослойной стены значительно замедляется за счет необходимости возврата головки в один и тот же контур для печати нового параллельного слоя.
Сущность изобретения Задачей заявляемого изобретения является устранение недостатков аналогов и прототипа, а также создание возможности печати стен зданий, состоящих из трех слоев, каждый из которых может иметь отличающиеся от других характеристики, в один проход.
Техническим результатом заявленного изобретения является повышение скорости печати стен здания, улучшение теплотехнических свойств и улучшение прочностных характеристик напечатанных стен.
Указанный технический результат достигается за счет того, что печатающая головка содержит корпус, в котором установлено три бункера-накопителя, в каждом из которых установлен вал перемешивания и подачи бетонной смеси. При этом подающая часть каждого вала выполнена в виде ротора героторной пары, а каждый вал имеет собственный привод, причем бункеры-накопители выполнены с возможностью перемещения в одной плоскости друг относительно друга, а на каждый статор каждой героторной пары каждого бункера устанавливаются сменные насадки.
Каждый вал выполнен в виде двух отдельных валов - перемешивания и подачи бетонной смеси с собственным приводом,
Средний бункер с валом выполнен с возможностью перемещения за счет собственного привода.
Сменные насадки выполнены с возможностью вращения за счет собственного привода,
В сменных насадках выполнены органы формования слоя при экструзии.
Краткое описание чертежей
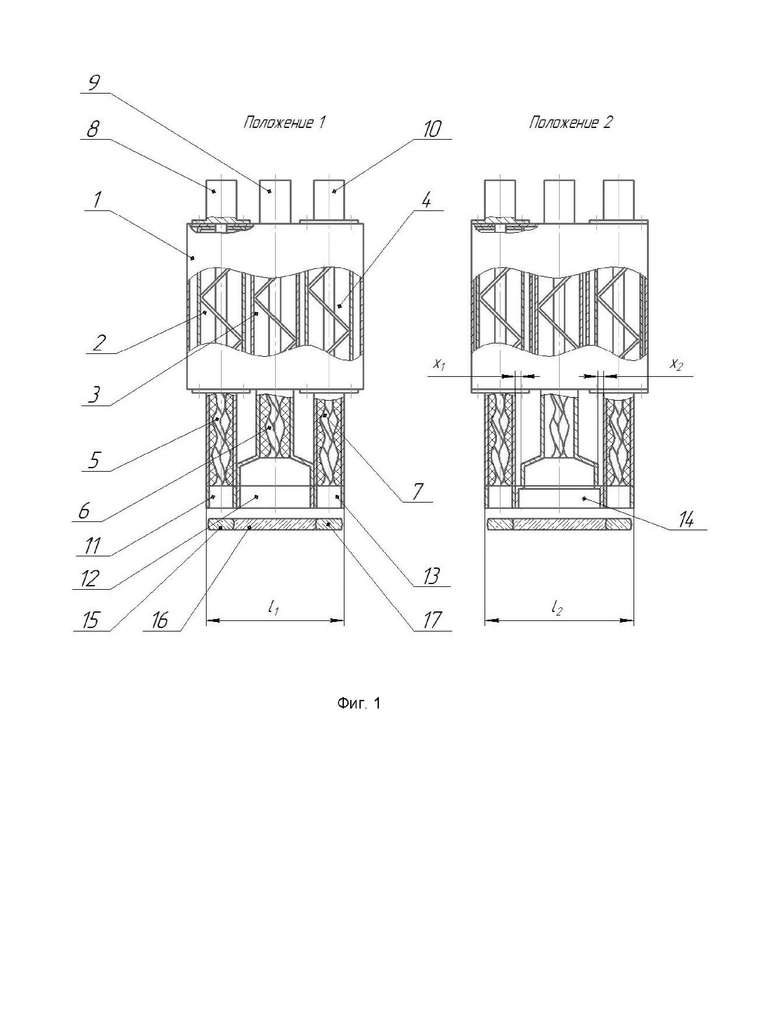
Фиг. 1 - схематичное изображение печатающей головки.
На фигуре обозначены следующие позиции: 1 - корпус; 2, 3, 4 - бункеры-накопители; 5, 6, 7 - валы смешения и подачи; 8, 9, 10 - приводы валов; 11, 12, 13, 14 - сменные насадки; 15, 16, 17 - формируемые слои.
Осуществление изобретения
Печатающая головка содержит корпус, в котором установлено три бункера-накопителя (2), (3), (4), в каждом из которых установлен вал (5), (6), (7) перемешивания и подачи бетонной смеси. При этом подающая часть каждого вала выполнена в виде ротора героторной пары, а каждый вал (5), (6), (7) имеет собственный привод (8), (9), (10), соответственно. Бункеры-накопители (2), (3), (4) выполнены с возможностью перемещения в одной плоскости друг относительно друга, а на каждый статор каждой героторной пары каждого бункера (2), (3), (4) устанавливаются сменные насадки (11), (12), (13), (14), соответственно.
Каждый вал (5), (6), (7) выполнен в виде двух отдельных валов - перемешивания и подачи с собственным приводом,
Средний бункер (3) с валом (6) выполнен с возможностью перемещения за счет собственного привода.
Сменные насадки выполнены с возможностью вращения за счет собственного привода,
В сменных насадках выполнены органы формования слоя при экструзии. Пример реализации изобретения.
Бункеры (2), (3), и (4) устанавливаются таким образом, что относительно исходной ширины h печатаемого тройного слоя в положении 1, ширина в положении 2 нового слоя l2=l1+x1+x2, где x1 и x2 - расстояния на которые переставили бункеры (2) и (4), соответственно. На статор ротора вала бункера (3) устанавливается новая насадка (14). В бункеры (2) и (4) подается смесь из прочного бетона, задача которого образовать прочный внутренний и внешний слои будущей печатаемой стены. В бункер (3) подается пенобетон, задача которого создать утепляющий слой внутри стены. Валы (5), (6), (7) приводятся во вращение с нужной частотой приводами (8), (9), (10) соответственно. Перемешивающая часть валов подмешивает бетонную смесь, а подающая часть выталкивает смесь через соответствующие насадки (11), (12), (13), (14). На выходе образуются три примыкающих друг к другу слоя, образующих сечение печатаемой трехслойной стены.
Типичная стена здания, напечатанная на 3D-принтере обычно имеет три слоя: наружный и внутренний из прочного бетона, подходящего для печати на принтере, и внутренний из, например, пенобетона или любого другого наполнителя, задачей которого является обеспечение необходимых теплотехнических свойств стены. При этом, преимуществом пенобетона по сравнению с другими наполнителями является то, что он в результате адгезии с внешними слоями стены создает единую структуру, которая лучше воспринимает нагрузки от перекрытий здания. Однако, полость между внешними слоями прочного бетона заполняется пенобетоном уже после печати этих слоев на ту высоту, которая гарантирует, что залитый столб пенобетона не создаст такое давление на внешние стенки, что разрушит либо деформирует их. Это создает необходимость технологических перерывов в процессе печати стены для того, чтобы все слои схватились и набрали достаточную прочность, что замедляет процесс строительства. Кроме того, печать только наружных, обычно достаточно тонких слоев, на некоторую высоту требует печати также перемычек между этими слоями для создания устойчивой конструкции. Но эти перемычки являются впоследствии мостиками холода и ухудшают теплотехнические характеристики стены. Поэтому наиболее целесообразным является печать в один проход сразу всех трех слоев стены. Это гарантирует хорошую адгезию между ними, экономит время на проходах головки, а также устраняет проблему необходимости остановок печати для заливки пенобетона или любого другого бетона в полость между наружными слоями, так как все три слоя одновременно набирают прочность и избыточного давления на тонкие наружные стенки жидким наполнителем не оказывается.
Данную проблему решает заявленное устройство, т.к. за счет изменения положения валов за счет собственных приводов и смены соответствующих насадок возможно в один проход печатать трехслойную стену различной толщины и состоящую из различных по характеристикам бетонных слоев, что позволяет повысить скорость печати стен здания, улучшит теплотехнические свойства и прочностные характеристики напечатанных стен.
Вращение сменных насадок печатных головок позволяет конфигурировать поверхность слоев.
Наличие у среднего бункера с валом отдельного привода позволяет печатать средний слой в виде перемычек между крайними слоями, следовательно, уменьшается количество проходов печатной головки при печати стены.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ПОДГОТОВКИ И ПОДАЧИ МАТЕРИАЛА СТРОИТЕЛЬНОГО 3D ПРИНТЕРА | 2021 |
|
RU2767464C1 |
| Комплекс строительной 3D-печати | 2022 |
|
RU2794010C1 |
| Экструдер-смеситель строительного 3D-принтера | 2023 |
|
RU2824511C1 |
| ЭКСТРУДЕР СТРОИТЕЛЬНЫХ СМЕСЕЙ ДЛЯ 3D ПРИНТЕРА | 2019 |
|
RU2724163C1 |
| Способ возведения утепленной бетонной стены с предчистовой обработкой поверхностей на 3D строительном принтере и устройство для его осуществления | 2020 |
|
RU2744829C1 |
| Строительный 3D принтер | 2020 |
|
RU2753324C1 |
| МОБИЛЬНЫЙ СТРОИТЕЛЬНЫЙ 3D-ПРИНТЕР ДЛЯ ПЕЧАТИ ВРЕМЕННЫХ И КАПИТАЛЬНЫХ ЗДАНИЙ | 2022 |
|
RU2828327C2 |
| УСТРОЙСТВО ДЛЯ ТРЕХМЕРНОЙ ПЕЧАТИ ЗДАНИЙ И АРХИТЕКТУРНО-СТРОИТЕЛЬНЫХ МОДУЛЕЙ | 2019 |
|
RU2711637C1 |
| МОБИЛЬНЫЙ СТРОИТЕЛЬНЫЙ 3D-ПРИНТЕР | 2016 |
|
RU2636980C1 |
| Способ возведения стен здания печатающим 3D принтером дискретной печатью | 2017 |
|
RU2703574C2 |
Изобретение относится к строительной области, а именно к печатающей головке строительного 3D принтера, выполняющей роль смесителя-экструдера, а также к строительной трехмерной печати изделий по аддитивной технологии из многокомпонентных смесей с целью изготовления строительных конструкций и может быть использовано, в частности, для строительства жилых домов, зданий и сооружений различного назначения, изготовления частей и элементов зданий, деталей строительных конструкций из бетона или иных строительных смесей. Техническим результатом является повышение скорости печати стен здания, улучшение теплотехнических свойств и улучшение прочностных характеристик напечатанных стен. Печатающая головка содержит корпус, в котором установлено три бункера-накопителя, в каждом из которых установлен вал перемешивания и подачи бетонной смеси. При этом подающая часть каждого вала выполнена в виде ротора героторной пары, а каждый вал имеет собственный привод, соответственно. Бункеры-накопители выполнены с возможностью перемещения в одной плоскости относительно друг друга, а на каждый статор каждой героторной пары каждого бункера устанавливаются сменные насадки, соответственно. 4 з.п. ф-лы, 1 ил.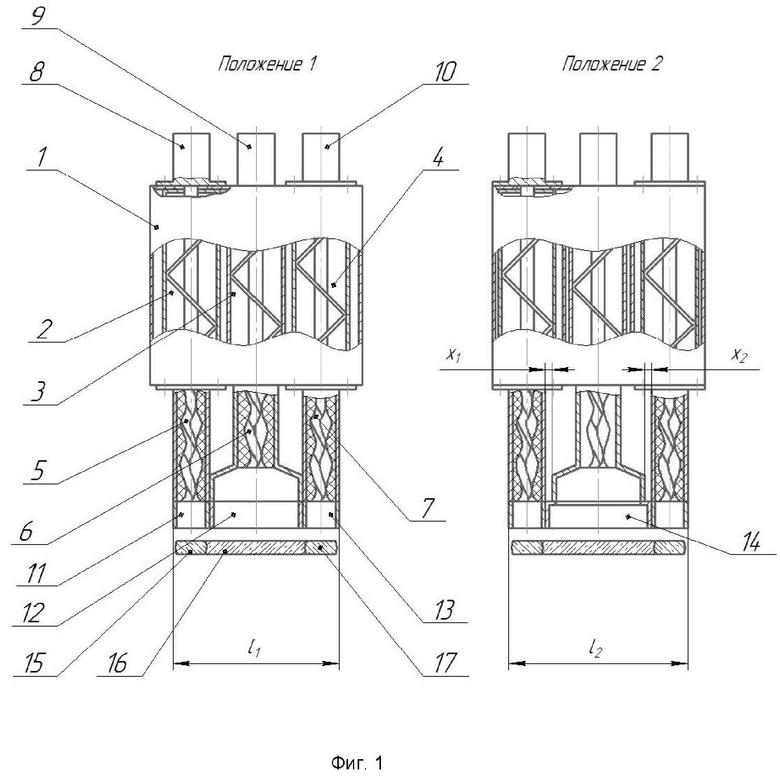
1. Печатающая головка, содержащая корпус, в котором установлено три бункера-накопителя (2), (3), (4), в каждом из которых установлен вал (5), (6), (7) перемешивания и подачи бетонной смеси, при этом подающая часть каждого вала выполнена в виде ротора героторной пары, а каждый вал (5), (6), (7) имеет собственный привод (8), (9), (10), соответственно, причем бункеры-накопители (2), (3), (4) выполнены с возможностью перемещения в одной плоскости относительно друг друга, при этом на каждый статор каждой героторной пары каждого бункера (2), (3), (4) устанавливаются сменные насадки (11), (12), (13), (14), соответственно.
2. Система по п.1, отличающаяся тем, что каждый вал (5), (6), (7) выполнен в виде двух отдельных валов – перемешивания и подачи с собственным приводом.
3. Система по п.1, отличающаяся тем, что средний бункер (3) с валом (6) выполнен с возможностью перемещения за счет собственного привода.
4. Система по п.1, отличающаяся тем, что сменные насадки выполнены с возможностью вращения за счет собственного привода.
5. Система по п.1, отличающаяся тем, что в сменных насадках выполнены органы формования слоя при экструзии.
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ | 0 |
|
SU185166A1 |
| УБИРАЮЩЕЕСЯ ШАССИ САМОЛЕТА | 0 |
|
SU205716A1 |
| CN 207059235 U, 02.03.2018 | |||
| Фильтр вибрационный для жидкостей | 1973 |
|
SU512776A1 |
