Предлагаемое изобретение относится к области машиностроения, а именно, к инструментам для обработки резанием на токарных станках.
В настоящее время резцы, аналогичные предлагаемому, известны. Они включают в себя головку с закрепленным на ней режущим элементом и соединенную с ней державку (см., например, «Справочник технолога-машиностроителя. В 2-х т. Т.2/Под ред. А. Г. Косиловой и Р. К. Мещерякова. - 4-е изд. перераб. и доп. - М.: Машиностроение, 1986. с. 119-122»). Такие резцы просты по конструкции и недороги. Вместе с тем при их эксплуатации не исключено возникновение значительных вибраций, которые так же значительно ухудшают качество обработанной поверхности (увеличивают ее шероховатость) и снижают износостойкость режущих элементов головки.
Для снижения уровня вибраций проходные резцы снабжают специальным виброгасителем, устанавливаемым на верхней или нижней поверхности державки (см. «Д. И. Рыжков. Опыт устранения вибраций резцов при скоростном точении металла/Исследование колебаний металлорежущих станков при резании металлов - М.: Машгиз, 1958. с. 154-157»). В ряде случаев виброгасители встраивают в державку резцов (известны, в частности, резцы со встроенными виброгасителями, хотя и не проходные, а отрезные, но все же именно с такими виброгасителями. См. статью «Л.К. Кучма. Устранение вибраций при обработке металлов резанием». В упомянутой книге на с. 160-161).
Виброгасители, применяемые описанным образом, снижают уровень вибраций резцов, однако, как правило, направленных только либо по касательной к обрабатываемой поверхности (в направлении действия силы РZ), либо в радиальном направлении (в направлении действия силы Рy).
Резцы с ними обычно вибрируют меньше, но зачастую все же весьма существенно. Причина этого в том, что силы резания в процессе токарной обработки проходными резцами направлены не только по касательной (Рz) или радиально (Рy), но и в направлении подачи инструмента (Рх).
В соответствии с этим не всегда достаточное снижение вибраций проходного резца при его работе является проблемой, которую и призвано разрешить предлагаемое изобретение.
Технически указанная проблема разрешается за счет того, что проходной резец характеризуется тем, что он состоит из головки с закрепленной на ней режущим элементом и соединенной с ней державки со встроенным в нее регулируемым виброгасителем цилиндрической формы, ось которого расположена вдоль державки параллельно основной плоскости резца, содержит два дополнительных регулируемых виброгасителя цилиндрической формы, закрепленных на поверхности державки, причем их оси расположены перпендикулярно друг другу и оси встроенного виброгасителя, при этом ось одного из дополнительных виброгасителей расположена параллельно основной плоскости резца.
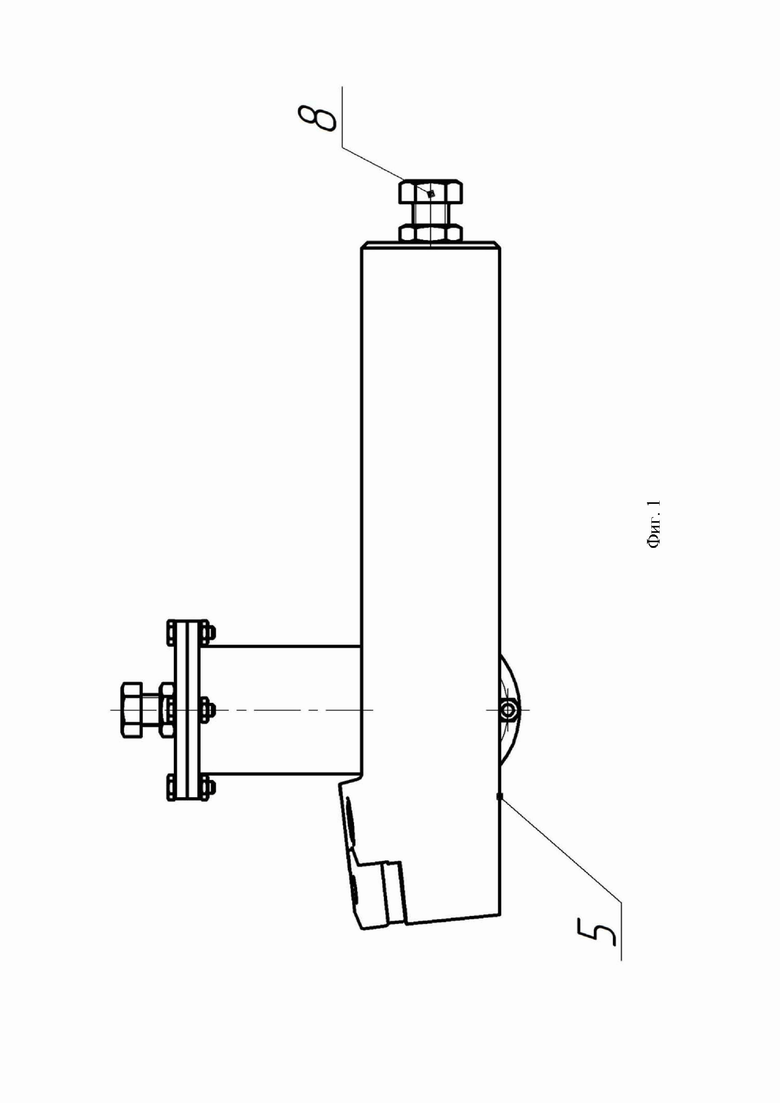
Конструктивная схема предлагаемого проходного резца показана на фиг. 1 (главный вид) и фиг.2 (вид сверху).
Он состоит из головки 1 с закрепленной на ней режущим элементом 2 и соединенной с ней державки 3 со встроенным в нее регулируемым виброгасителем 4 цилиндрической формы, ось которого расположена вдоль державки 3 параллельно основной плоскости резца 5, он также содержит два дополнительных регулируемых виброгасителя 6 и 7 цилиндрической формы, закрепленных на поверхности державки 3, причем их оси расположены перпендикулярно друг другу и оси встроенного виброгасителя 4, при этом ось виброгасителя 7 расположена параллельно основной плоскости 5 резца. Все виброгасители (4, 6 и 7) снабжены регулировочными элементами, соответственно, 8, 9 и 10, позволяющими изменить характеристики виброгасителя, влияющие на частоты собственных колебаний их вибропоглощающих элементов (это, в частности, регулировочные винты, такие как, например, у виброгасителя, защищенного патентом на полезную модель №203372).
При использовании резца его устанавливают в резцедержателе станка так, чтобы его державка 3 была примерно перпендикулярна оси обрабатываемой на станке заготовки. Начав обработку (включив привод вращения заготовки на станке и привод подачи инструмента), замеряют силы резания Pz, Py и Px по координатам станка. Если в процессе обработки наблюдается вибрация, то выражается она в колебаниях Pz, Py и Px с некоторыми амплитудами Аz, Аy и Аx и общей для всех этих сил частотой ωВ. И все это в процессе замера Pz, Py и Px определяют. Под действием колебаний сил Pz, Py и Px начинает колебаться резец и вибропоглощающие элементы виброгасителей 4, 6 и 7 (в зависимости от того, какого типа виброгасители применены в резце, вибропоглощающие элементы в них могут быть разные: в пружинных - это массы m, закрепленные на пружине, в гидравлических - тоже массы m, но перекрывающие проход жидкости через дроссель и т.п.). В любом случае, вибропоглощающие элементы виброгасителя под действием колебаний сил Pz, Py и Px тоже будут колебаться. Амплитуды колебаний Bz, By и Bx вибропоглощающих элементов, вызванные колебаниями возмущающих сил Pz, Py и Px будут соответственно равны

где  ,
,  ,
,  - частоты собственных колебаний вибропоглощающих элементов виброгасителей, установленных на резце, соответственно, в направлениях действия сил Pz, Py и Px, а
- частоты собственных колебаний вибропоглощающих элементов виброгасителей, установленных на резце, соответственно, в направлениях действия сил Pz, Py и Px, а  ,
,  ,
,  - это соответствующие коэффициенты затухания колебаний вибропоглощающих элементов.
- это соответствующие коэффициенты затухания колебаний вибропоглощающих элементов.
Поскольку виброгасители, примененные в резце, регулируемые (имеют регулировочные элементы 8, 9 и 10), то далее производят настройку частот собственных колебаний , и с помощью этих элементов. Это осуществляется путем вращения элементов 8, 9, 10 посредством изменения жесткости закрепления вибропоглощающего элемента виброгасителя (в пружинных виброгасителях) или изменением коэффициентов затухания , , путем изменения начальной площади проходного сечения дросселя (в жидкостных виброгасителях) и т.п. в соответствии со следующими из теории колебаний соотношениями

где  ,
,  ,
,  - жесткости закрепления вибропоглощающих элементов виброгасителей;
- жесткости закрепления вибропоглощающих элементов виброгасителей;  ,
,  ,
,  - соответствующие значения упоминавшейся выше массы m. Настройка производится до получения значений , , , близких к
- соответствующие значения упоминавшейся выше массы m. Настройка производится до получения значений , , , близких к  , обеспечивающих допустимое требуемым качеством обработки значения
, обеспечивающих допустимое требуемым качеством обработки значения  ,
,  ,
,  . Последние на частотах, близких к резонансным, влекут за собой большое рассеивание энергии вынужденных колебаний резца во всех трех направлениях действия сил, возникающих в процессе резания, что существенно снижает уровень таких колебаний и, как следствие, шероховатость обработанной поверхности, а также повышает износостойкость инструмента.
. Последние на частотах, близких к резонансным, влекут за собой большое рассеивание энергии вынужденных колебаний резца во всех трех направлениях действия сил, возникающих в процессе резания, что существенно снижает уровень таких колебаний и, как следствие, шероховатость обработанной поверхности, а также повышает износостойкость инструмента.
Таким образом, техническим результатом, создаваемым предлагаемым резцом, является снижение вибраций в процессе его применения до максимально допустимого уровня, снижение шероховатости обрабатываемой поверхности и повышение износостойкости инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Отрезной резец для токарной обработки | 2022 |
|
RU2795895C1 |
| Отрезной резец | 2022 |
|
RU2797230C1 |
| ТОКАРНЫЙ РЕЗЕЦ | 2023 |
|
RU2803707C1 |
| Токарный демпфирующий резец | 1989 |
|
SU1726147A1 |
| ВИБРОРЕЗЕЦ | 2011 |
|
RU2455122C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЖАВКИ РЕЖУЩЕГО ИНСТРУМЕНТА | 2018 |
|
RU2690875C1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ МИРЗАКАНДОВА А.Р. | 1991 |
|
RU2012441C1 |
| Регулируемый виброгаситель | 2022 |
|
RU2785427C1 |
| ТОКАРНЫЙ РЕЗЕЦ | 2017 |
|
RU2684012C1 |

Изобретение относится к области машиностроения и может быть использовано в процессе обработки тел вращения на токарных станках. Проходной резец состоит из головки с закрепленным на ней режущим элементом и соединенной с ней державкой с встроенным в нее регулируемым виброгасителем цилиндрической формы. Ось виброгасителя расположена вдоль державки параллельно основной плоскости резца. Проходной резец содержит два дополнительных регулируемых виброгасителя цилиндрической формы, закрепленных на поверхности державки. Оси регулируемых дополнительных виброгасителей расположены перпендикулярно друг другу. Ось одного из дополнительных виброгасителей расположена параллельно основной плоскости резца. Обеспечивается снижение вибрации при обработке точением в направлении касательной к поверхности обрабатываемой заготовки, в радиальном направлении и в направлении продольной подачи, снижение шероховатости обработанной поверхности и повышение износостойкости инструмента. 2 ил.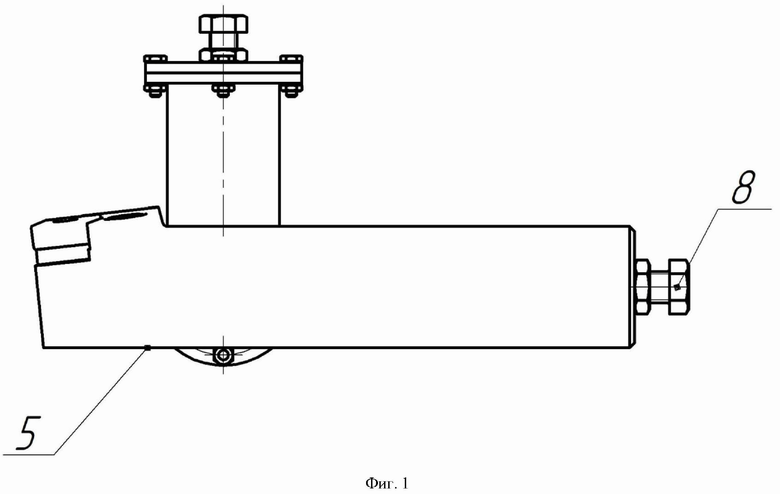
Проходной резец, характеризующийся тем, что он состоит из головки с закрепленным на ней режущим элементом и соединенной с ней державкой с встроенным в нее регулируемым виброгасителем цилиндрической формы, ось которого расположена вдоль державки параллельно основной плоскости резца, содержит два дополнительных регулируемых виброгасителя цилиндрической формы, закрепленных на поверхности державки, причем их оси расположены перпендикулярно друг другу и оси встроенного виброгасителя, при этом ось одного из дополнительных виброгасителей расположена параллельно основной плоскости резца.
| РЕЗЕЦ | 1991 |
|
RU2009768C1 |
| УСТРОЙСТВО ДЛЯ ДЕМПФИРОВАНИЯ ПРОДОЛЬНЫХ И КРУТИЛЬНЫХ КОЛЕБАНИЙ | 2013 |
|
RU2515822C2 |
| Токарный демпфирующий резец | 1989 |
|
SU1726147A1 |
| JP 6031509 A, 08.02.1994 | |||
| JP 7080702 A, 28.03.1995. | |||

