Изобретение относиться к способу изготовления металлорежущего инструмента, в частности резцов, применяемых при чистовой и тонкой обработке на высоких скоростных режимах резания при малой жесткости заготовок, переменной, непрерывной или прерывистой поверхности обработки, когда предъявляются повышенные требования к геометрической точности обрабатываемого профиля детали и шероховатости поверхности.
Известен способ изготовления державки резца для чистовой обработки (патент RU №2393066, опубл. 27.06.2010 г.), при котором, для повышения точности и качества обработанной поверхности, резец снабжается электрическим разъемом, соединенным электропроводящим кабелем с опорной пластиной, которая выполнена в виде вибратора ультразвуковых колебаний, причем электропроводящий кабель установлен в канале, выполненном в державке.
Недостатком способа является снижение надежности конструкции державки в следствие наличия канала в теле державки. Генератор ультразвуковых колебаний, установленный в рабочей части резца, нуждается в постоянном источнике питания, следовательно, от резца выходят провода, препятствующие свободному перемещению резца как на станке, так и вне его. Таким образом, значительно снижается универсальность данного инструмента.
Известен способ изготовления резца с демпфирующим слоем (патент DE №102007044662, опубл. 26.03.2009 г.), при котором производят наплавку на режущей части из материала более высокой твердости на основном корпусе, выполненном из чугуна. Свариваются несколько сварных швов рядом друг с другом, образуя на поверхности основного тела буферный слой. Первые и вторые сварочные швы буферного слоя расположены в граничной области, ограничивающей поверхность основного корпуса.
Недостатком способа является его низкий показатель виброустойчивости в следствие малого объема буферного слоя наплавки.
Известен способ изготовления режущего инструмента (патент JP №2004202649, опубл. 22.07.2004 г.), при котором режущий инструмент оснащают виброгасящей вставкой из специального сплава, установленной в державке с целью минимизации вибрации и обеспечить высокое скалывание стружки.
Недостатком способа является то, что виброгасящая вставка подкладывается под резец, и во время обработки резец не жестко связан со вставкой, из-за чего вибрации просто переходят от инструмента к пластине, что характеризуется низким показателем виброустойчивости системы.
Известен способ изготовления державок режущих инструментов (авторское свидетельство SU №1510984, опубл. 30.09.1989 г.), при котором державку режущего инструмента изготавливают из пакета склеенных между собой по плоскостям, параллельным опорной поверхности державки, пластин, вырезанных из листового проката с продольной, поперечной и вертикальной ориентировкой их плоскости относительно направления прокатки и собранных в пакет с углом разориентировки текстуры деформации в соседних пластинах. Причем направление прокатки в пластине с опорной поверхностью ориентировано параллельно тангенциальной составляющей силы резания, а в пластине с закрепленным режущим клином направление прокатки ориентировано параллельно радиальной составляющей силы резания.
Недостатком способа является то, что, в следствие склеивания и механического скрепления пластин между собой, снижается жесткость державки, и, как следствие, надежность резца в целом. Предложенный способ скрепления слоев не позволяет добиться высокого показателя виброустойчивости и получить наибольший эффект демпфирования от анизотропии.
Известен способ изготовления металлического компонента газовой турбины посредством аддитивного лазерного изготовления (патент RU №2574536, опубл. 10.02.2016 г.), принятый за прототип, при котором деталь последовательно выращивают из металлического базового материала с помощью процесса аддитивного изготовления путем сканирования энергетическим лучом. Создают контролируемую ориентацию зерен по первичному и вторичному направлению детали. Вторичная ориентация зерен достигается применением конкретной картины сканирования энергетическим лучом в последовательных слоях попеременно параллельно и перпендикулярно направлению, соответствующему наименьшему значению модуля Юнга.
Недостатком способа является то, что вторичная ориентация зерен в структуре материала ограничена в одной плоскости в следствии попеременной смены направления в каждом мельчайшем печатном слое, а также предпочтительное согласование ориентации зерен в плоскости X-Y детали применяют лишь в предназначенных для этого локальных объемах, при этом анизотропия и эффект демпфирования, в таком случае, не велики.
Техническим результатом изобретения является повышение виброустойчивости режущего инструмента на основе анизотропии державки.
Технический результат достигается тем, что при формировании слоев в среде защитного газа аргона, слои создают путем контроля вектора сканирования параллельно между несколькими последовательными слоями макрослой с регулируемой ориентацией зерен в каждом слое в одном направлении, при этом смену траектории сканирования осуществляют через определенное количество слоев, создавая по толщине державки не менее трех макрослоев с различной внутренней ориентировкой зерен в каждом макрослое, регулируя первичную ориентацию зерен параллельно тангенциальной составляющей силы резания, а вторичную ориентацию в локальных объемах в плоскости х-у в опорном макрослое державки в направлении осевой составляющей силы резания, а в верхнем макрослое, на котором крепится режущий элемент, по направлению радиальной силы резания, макрослой в средней части державки формируют с периодическим углом траекторией лазерного сканирования в наращиваемых слоях в форме произвольной структуры. Макрослой в средней части державки формируют в форме пористой структуры. Макрослой в средней части державки формируют в форме сотовой структуры. В качестве защитного газа используется азот.
Способ изготовления виброустойчивого резца поясняется следующими чертежами:
фиг. 1 - схема многослойного резца;
фиг. 2 - схема тактики сканирования лазерным лучом в опорном макрослое;
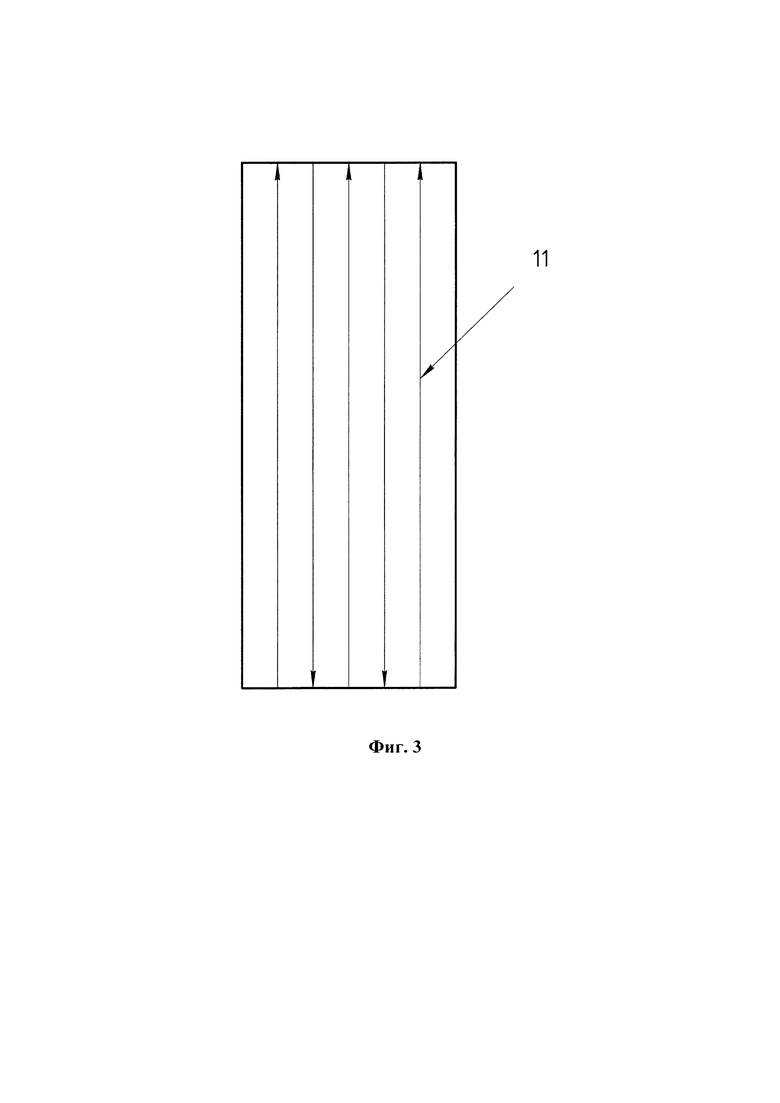
фиг. 3 - схема тактики сканирования лазерным лучом в верхнем макрослое;
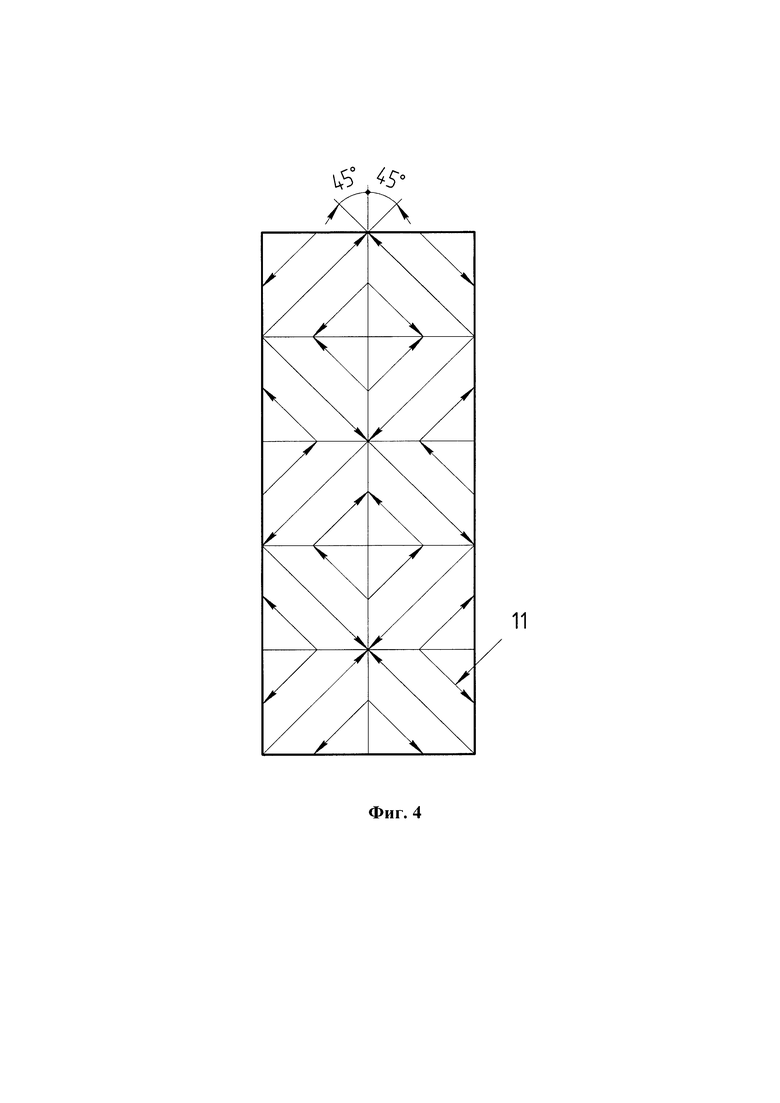
фиг. 4 - схема тактики сканирования лазерным лучом в промежуточном макрослое для четного слоя;
фиг. 5 - схема тактики сканирования лазерным лучом в промежуточном макрослое для нечетного слоя;
фиг. 6 - схема тактики сканирования лазерным лучом в промежуточном макрослое с пористой структурой;
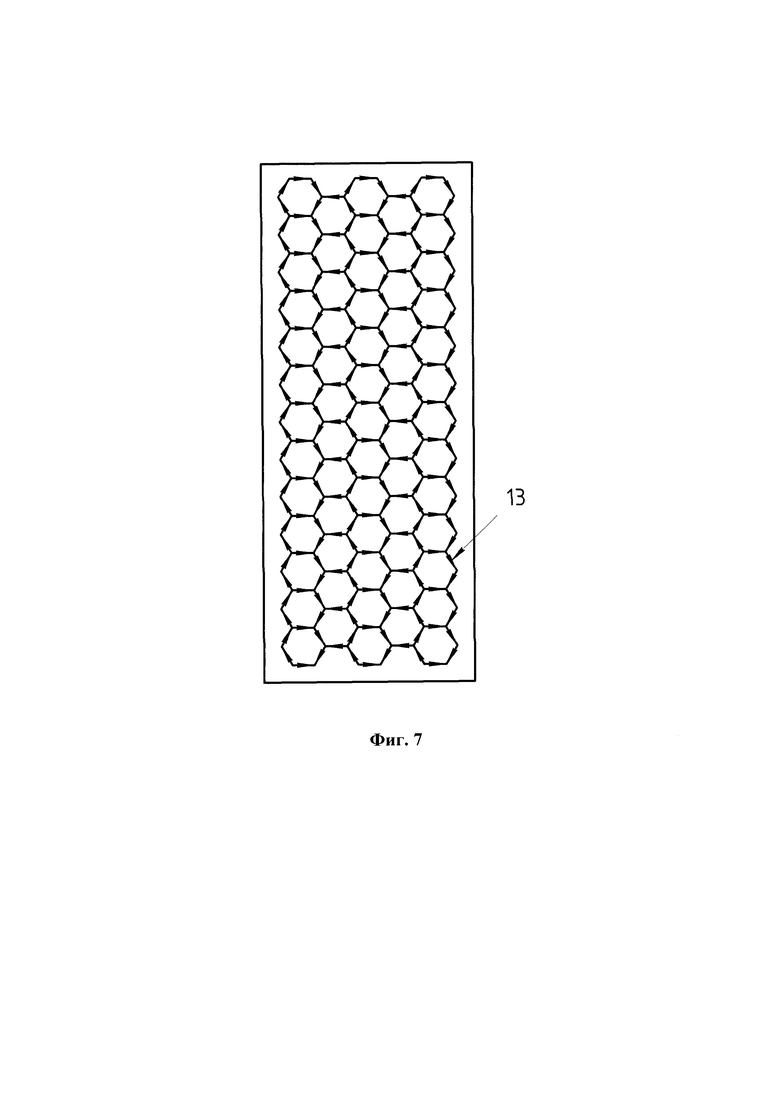
фиг. 7 - схема тактики сканирования лазерным лучом в промежуточном макрослое с сотовой структурой;
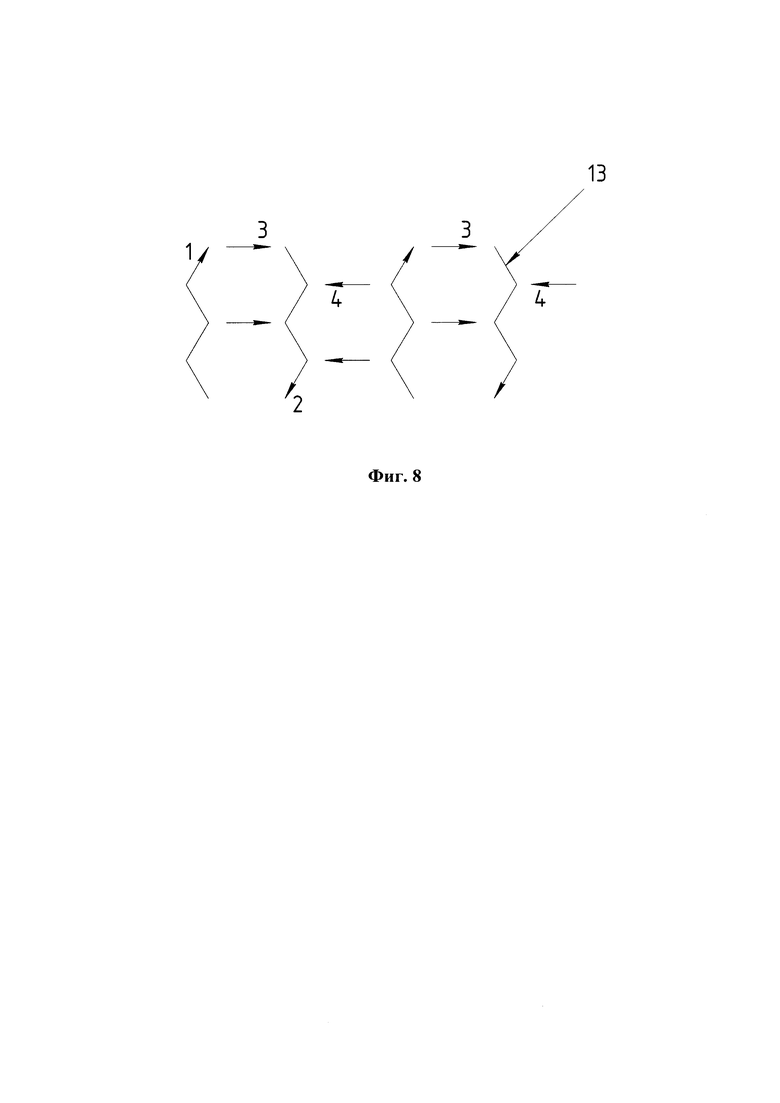
фиг. 8 - порядок векторов сканирования для тактики сканирования лазерным лучом в промежуточном макрослое с сотовой структурой, где:
1 - верхний макрослой;
2 - промежуточный макрослой;
3 - опорный макрослой;
4 - режущий элемент;
5 - осевая составляющая силы резания Рх;
6 - радиальная составляющая силы резания Ру;
7 - тангенциальная составляющая силы резания Pz;
8 - результирующая сила резания R;
9 - растягивающие напряжения σр в верхнем слое;
10 - сжимающие напряжения σсж в опорном слое;
11 - векторы сканирования;
12 - векторы сканирования пористой структуры;
13 - векторы сканирования сотовой структуры.
Способ осуществляется следующим образом.
Технологический процесс лазерного аддитивного изготовления предлагаемого технического решения выполняется поэтапно.
На этапе подготовки, в качестве исходного материала выбирается металлический порошок из конструкционной стали, обычно используемый для изготовления державок - сталь 45 или 40Х. Печатный слой равен 30 мкм, поэтому фракция порошка должна быть от 20 до 40 мкм.
Технология аддитивного изготовления, по которой будет изготавливаться инструмент, определяется на основе выбранного оборудования для трехмерной печати. Например, 3D принтер Farsoon FS271M работает по технологии селективного лазерного спекания (SLS); ее подвидом является технология селективного лазерного плавления (SLM), по которой работает, к примеру, 3D принтер SLM 280 HL. Оборудование на базе трех - или более координатных станков с ЧПУ, оснащенное печатающей лазерной головкой, например, готовое решение - 3D принтер Beam Modulo, работает по технологии лазерного нанесения металла (LMD). Для изготовления предлагаемого технического решения одинаково подходят все вышеперечисленные технологии и оборудование.
С помощью систем автоматизированного проектирования подготавливается управляющая программа для станка с ЧПУ (3D принтера), по которой будет произведена обработка в соответствии с предложенной тактикой сканирования (фиг. 2-8).
Обработка происходит в среде защитного газа, поэтому перед изготовлением необходимо подготовить газ аргон или азот.
На этапе изготовления, к станку подключается подача защитного газа, в бункер станка засыпается строительный материал - металлический порошок, в камере станка устанавливается базовая плита, загружается управляющая программа в память станка и запускается процесс обработки.
Лазерный луч перемещается над строительным порошковым материалом и спекает его согласно выбранной тактики сканирования, обеспечивая контролируемую ориентацию зерен. Вектор сканирования между несколькими последовательными слоями остается параллельным, создавая макрослой с регулируемой ориентацией зерен в каждом слое в одном направлении. Смена траектории сканирования осуществляется через определенное количество слоев, создавая по толщине державки не менее трех макрослоев с различной внутренней ориентировкой зерен в каждом макрослое.
Регулирование ориентации зерен в каждом макрослое осуществляется в соответствии с направлениями составляющих силы резания. Первичная ориентация зерен осуществляется параллельно тангенциальной составляющей силы резания Pz 8. Вторичная ориентация зерен осуществляется в локальных объемах в плоскости х-у за счет применения определенной тактики сканирования. Первым изготавливается опорный макрослой 3 в направлении осевой составляющей силы резания Рх 5, поскольку в нем действуют наибольшие сжимающие напряжения σсж 10 (фиг. 1, 2). Поверх опорного наращивается промежуточный макрослой 2 с периодическим углом траекторией лазерного сканирования в наращиваемых слоях в форме произвольной структуры (фиг. 1, 4, 5). Структура промежуточного макрослоя может быть выполнена пористой (фиг. 6) или сотовой (фиг. 7, 8). Заключительный верхний макрослой 1, на котором крепится режущий элемент 4, выполняется по направлению радиальной составляющей силы резания Ру 6, потому что в нем действуют наибольшие растягивающие напряжения σр9 (фиг. 1, 3).
В итоге получается готовый резец с виброустойчивой державкой, который остается отделить от базовой плиты, например, с помощью электроэрозионной обработки.
Способ поясняется следующими примерами. Для оценки виброустойчивости предлагаемого способа провели сравнительный анализ трех токарных проходных резцов с одинаковым сечением 25×25 мм длиной 145 мм. Первый резец стандартный с обычной цельной державкой. Второй резец из прототипа выполнен с державкой из текстурированных пластин, ориентированных и склеенных между собой. Третий резец выполнен по предлагаемому способу с помощью аддитивных технологий. Все резцы были снабжены неперетачиваемыми трехгранными (форма 01111-160404) сменными пластинами TNUN 160404 (ГОСТ 25003-81) из оксидно-карбидной минералокерамики марки ВОК-63.
Испытания проводились на токарном станке СТХ 510 ecoline DMG Mori. Для проведения сравнения была выполнена обработка валов диаметром ∅60 мм из конструкционной стали 40Х.
Обработку производили поочередно каждым резцом. К державкам прикрепляли датчики виброметра сверху для измерения колебаний в направлении тангенциальной составляющей силы резания Pz 7, сбоку для измерения колебаний в направлении осевой составляющей силы резания Рх 5 и с торца державки закрепляли датчик для измерения колебаний в направлении радиальной составляющей силы резания Ру 6. Обработку выполняли поэтапно, замеряя через заданные промежутки времени износ по задней поверхности режущей пластины с помощью микроскопа, с целью выявить зависимость виброустойчивости и стойкости режущего инструмента. Параллельно замеряли шероховатость обработанной поверхности для оценки влияния виброустойчивости на качество обработки.
Режимы обработки были заданы чистовые, зависящие от выбранного материала заготовки и режущего инструмента, и соответствуют рекомендованным табличным значениям. Скорость резания v=188,4 м/мин, глубина резания t=0,5 мм, подача s=0,07 мм/об. Такие параметры позволили произвести обработку в автоколебательном режиме.
Проанализировав собранные данные, было выявлено, что амплитуда колебаний в 1,3…1,5 раза меньше, чем на державке, изготовленной по известному способу. При этом стойкость режущей пластины при заданных режимах в 1,4…1,5 раз выше; шероховатость обработанной поверхности по параметру Ra в 1,2…1,4 раз ниже.
Предлагаемый способ изготовления отличается тем, что, благодаря спеканию каждого слоя с предыдущим, державка имеет свойства цельной конструкции, усиливается сцепление материала в плоскости перехода между слоями, вследствие чего повышается коэффициент поглощения и демпфирования колебаний за счет большей диссипативной силы сопротивления материала державки. Таким образом, повышается стойкость инструмента, точность и качество обработанных с его помощью деталей.
Использование виброустойчивых свойств державок, изготовленных по предлагаемому способу, наиболее приемлемо при чистовой и тонкой обработке на высоких скоростных режимах резания при малой жесткости заготовок, переменной, непрерывной или прерывистой поверхности обработки, когда предъявляются повышенные требования к геометрической точности обрабатываемого профиля детали и шероховатости поверхности. Новое техническое решение позволяет повысить виброустойчивые свойства режущего инструмента, увеличить его стойкость, улучшить качество обрабатываемой поверхности и повысить геометрическую точность деталей. Универсальность конструкции позволяет использовать виброустойчивый инструмент вместо стандартных резцов с тем же оборудованием.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления державок режущих инструментов | 1987 |
|
SU1510984A1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Резец | 1988 |
|
SU1792809A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| ТОКАРНЫЙ РЕЗЕЦ | 2023 |
|
RU2803707C1 |
| РЕЗЦОВАЯ ДЕРЖАВКА | 1991 |
|
RU2043878C1 |
| РЕЗЕЦ | 1992 |
|
RU2053046C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| Проходной упорный резец | 1986 |
|
SU1495006A1 |
| Ротационный резец | 1979 |
|
SU863194A1 |




Способ включает выполнение державки из по меньшей мере трех слоев: опорного, промежуточного и верхнего, предназначенного для закрепления режущего инструмента, имеющих различную ориентацию по отношению к составляющим силы резания по осям X, Y и Z. Упомянутые слои выполняют в виде макрослоев, которые получают в процессе аддитивной технологии в среде защитного газа путем последовательного наращивания слоев металлического порошка с контролируемой ориентацией зерен сканированием энергетическим лучом. При создании слоев осуществляют контроль вектора сканирования параллельно между последовательными слоями макрослоя с регулируемой ориентацией зерен в каждом слое в одном направлении путем смены траектории сканирования через определенное количество слоев по толщине державки с обеспечением различной внутренней ориентировки зерен в каждом макрослое. При этом первичную ориентацию зерен регулируют параллельно тангенциальной составляющей силы резания, вторичную ориентацию регулируют в локальных объемах в плоскости X-Y в опорном макрослое державки в направлении осевой составляющей силы резания, а в верхнем макрослое - по направлению радиальной силы резания, макрослой в средней части державки формируют с периодически изменяемым углом траектории лазерного сканирования в наращиваемых слоях в форме пористой или сотовой структуры. В качестве защитного газа может быть использован аргон или азот. Достигается усиление эффекта демпфирования и диссипации энергии при переходе вектора колебаний между слоями державки. 2 з.п. ф-лы, 8 ил.
1. Способ изготовления державки режущего инструмента, включающий выполнение державки из по меньшей мере трех слоев: опорного, промежуточного и верхнего, предназначенного для закрепления режущего инструмента, имеющих различную ориентацию по отношению к составляющим силы резания по осям X, Y и Z, отличающийся тем, что упомянутые слои выполняют в виде макрослоев, которые получают в процессе аддитивной технологии в среде защитного газа путем последовательного наращивания слоев металлического порошка с контролируемой ориентацией зерен сканированием энергетическим лучом, при создании слоев осуществляют контроль вектора сканирования параллельно между последовательными слоями макрослоя с регулируемой ориентацией зерен в каждом слое в одном направлении путем смены траектории сканирования через определенное количество слоев по толщине державки с обеспечением различной внутренней ориентировки зерен в каждом макрослое, при этом первичную ориентацию зерен регулируют параллельно тангенциальной составляющей силы резания, вторичную ориентацию регулируют в локальных объемах в плоскости X-Y в опорном макрослое державки в направлении осевой составляющей силы резания, а в верхнем макрослое - по направлению радиальной силы резания, макрослой в средней части державки формируют с периодически изменяемым углом траектории лазерного сканирования в наращиваемых слоях в форме пористой или сотовой структуры.
2. Способ по п. 1, отличающийся тем, что в качестве защитного газа используют аргон или азот.
3. Способ по п. 1, отличающийся тем, что осуществляют изготовление державки режущего инструмента в виде державки резца.
| Способ изготовления державок режущих инструментов | 1987 |
|
SU1510984A1 |
| СПОСОБ СПЕКАНИЯ ДЕТАЛЕЙ ЛАЗЕРНЫМ ПОСЛОЙНЫМ СИНТЕЗОМ | 2010 |
|
RU2450891C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО КОМПОНЕНТА ПОСРЕДСТВОМ АДДИТИВНОГО ЛАЗЕРНОГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2574536C2 |
| US 20170066052 A1, 09.03.2017. | |||

