Изобретение относится к области цветной металлургии, а именно к интерметаллидным титановым сплавам на основе соединения Ti2AlNb (Орто-сплавы), которые предназначены для изготовления деталей газотурбинного двигателя (лопаткам, дискам, корпусам и др.), работающих при повышенных температурах.
Известно, что литые интерметаллидные титановые сплавы на основе соединения Ti2AlNb обладают при температуре 20°С низкими пластическими свойствами - пределом прочности σВ20 ~ 700 МПа и относительным удлинением δ20 ~ 1%. Такой уровень механических свойств Орто-сплавов затрудняет производство деформированных полуфабрикатов - поковок, штамповок, прутков, листов и пр.
Для получения полуфабрикатов из интерметаллидных Орто-сплавов используют технологические схемы, включающие многократные осадки -вытяжки - осадки литых заготовок при температурах полиморфного превращения (Тпп) равных Тпп + (20-30)°С с последующим снижением температуры до значений Тпп - (50-150)°С. Использование таких технологических схем приводит к повышенному окислению и дополнительным операциям - травлению для удаления газонасыщенных поверхностных слоев и механической обработке - точению, строжке, и фрезерованию, что приводит к снижению коэффициента использования металла (КИМ) и увеличению стоимости готовых полуфабрикатов.
Для облегчения процессов пластической деформации интерметаллидных титановых Орто-сплавов предложено вводить в Орто-сплавы водород [Хаджиева О.Г., Гриб С.В., Малевич Ю.А., Илларионов А.Г. Влияние водорода на превращения в сплаве на основе интерметаллида Ti2AlNb // Сборник тезисов докладов VIII Всероссийская школа-конференция молодых ученых "КоМУ-2010" - Ижевск: ФТИ УрО РАН, УдГУ, ИжГТУ, 2010. с. 108-109] который, являясь временным легирующим элементом, увеличивает количество пластичной β-фазы, облегчает процессы пластической деформации при температурах Тпп - (100-150)°С и уменьшает газонасыщение поверхности полуфабрикатов. В представленном источнике не используются режимы термической обработки, поскольку введение водорода применяется для повышения технологической пластичности при горячей обработке давлением.
Исследование [Zhang L.T., Ito K., Vasudevan V.K., Yamaguchi М. Beneficial effects of O-phase on the hydrogen absorption of Ti-Al-Nb //Journal of Intermetallics, 2001, v. 9, pp. 1045-1052] показало, что интерметаллид Ti2AlNb может содержать при температуре 50°С остаточный водород от 1 до 1,2 (мас. %), который присутствует в структуре в виде твердых растворов и гидридов с формулами (TiNb)XHY где Х=2 или 1, a Y=1. Присутствие водорода в таких сплавах приводит к тому, что при механическом воздействии на твердые растворы, на межфазных границах выделяются гидриды, которые приводят к малопластичному или хрупкому разрушению. Для удаления водорода из твердых растворов и гидридов необходимо использовать вакуумную термическую обработку (ВакТО).
Известен способ [SU 1506916 А1, Способ термической обработки α-титановых сплавов (МПК C22F 1/18, опубл.- 27.03.1995)], в соответствие с которым наводороженные α-сплавы (марки ВТ5Л и ВТ5-1) нагревают до температур Тпп - (20-50)°С, выдерживают 1 ч, охлаждают со скоростью от 0,03 до 10 С⋅с-1 до температуры от 200 до 400°С выше конца эвтектоидного превращения и старение при этой температуре в течение от 1 до 10 ч. Затем проводят вакуумный отжиг при температурах от 600 до 650°С и выдержкой, необходимой для полной дегазации изделия. Данный способ имеет существенные недостатки:
- способ применяется для α-сплавов (т.е. сплавам с α-стабилизирующими элементами - Al и Sn) и не может применяться для высоко легированных сплавов системы Ti-Al-Nb;
- в способе не указаны начальное и конечное содержание водорода после термической обработки;
- вакуумный отжиг проводится при температурах от 600 до 650°С, при которых не происходит эффективного удаления растворенного в сплавах водорода.
Известен способ [RU 2081201 О, Способ обработки изделий из титановых деформированных сплавов (МПК C22F 1/18, опубл. - 06.10.1997)], в соответствие с которым изделия из технического титана (сплавы марок ВТ1-00, ВТ 1-0) и двухфазные титановые сплавы (сплавы марок ВТ6, ВТ6С) подвергаются чистовой механической обработке и последующему вакуумному отжигу при температурах (0,8-0,9) Тпл (от 1336 до 1530°С) в вакууме от 0,0133 до 0,00133 Па (от 10-4 до 10-5 мм. рт.ст.) в течение от 15 до 30 мин с регламентированными скоростями нагрева от 350 до 800°С⋅ч-1 (от 5,8 до 13,3°С мин-1) и охлаждения от 10 до 200°С мин-1. Приведенный способ ВакТО имеет существенные недостатки:
- ВакТО при таких высоких температурах (от 1336 до 1530°С) предназначена для снятия остаточных напряжений в титановых деталях и приводит к получению материала с крупнокристаллической структурой, которая обеспечивает невысокую прочность и повышенную пластичность и применяется в качестве конструкционного материала в ювелирной промышленности;
- ВакТО при указанных температурах приводит к вакуумному растраву (изменению шероховатости поверхности) и ее активизации, которая необходима для нанесения различных покрытий с требуемыми эксплуатационными свойствами.
Наиболее близким аналогом, взятым за прототип, является способ ВакТО, предложенный в работе [Борисова Е.А., Шашенкова И.И., Глебова Р.Д., о вакуумном отжиге титановых сплавов // Металловедение и термическая обработка металлов, 1972, №5, с. 10-13]. Согласно этому способу ВакТО проводилась на серийных (α+β) титановых сплавах марок ВТ6С и ВТ20 при температурах от 650 до 800°С, вакууме 0,0133 Па (10-4 мм.рт.ст.) и времени выдержки от 1 до 2 ч. Исследование показало, что оптимальными режимами ВакТО для этих сплавов являются - температура 650°С, выдержка 2 ч или температура 800°С, выдержка 1 ч. Эти режимы ВакТО приводили к удалению водорода до значений не выше 0,005(мас. %). Изученные режимы ВакТО мало влияли на прочностные механические свойства (σВ, δ0,2, δ, ψ), но снижали циклическую и малоцикловую прочности от 10 до 15% при температуре 20°С, что было вызвано ухудшением качества поверхности термически обработанных образцов за счет растрава поверхности и образования концентраторов напряжений.
Использование указанного в прототипе способа (Борисова Е.А., Шашенкова И.И., Глебова Р.Д., О вакуумном отжиге титановых сплавов // Металловедение и термическая обработка металлов, 1972, №5, с. 10-13) для Орто-сплавов не представляется возможным, поскольку растворимость водорода в этих сплавах составляет от 1 до 1,2 (мас. %) (при температуре 50°С) и образующиеся гидриды имеют большую стойкость к нагреву. Для разрушения в Орто-сплавах гидридов титана и ниобия и удаления образующегося водорода необходимо использовать температуры выше 800°С и вакуум лучший, чем 0,0133 Па.
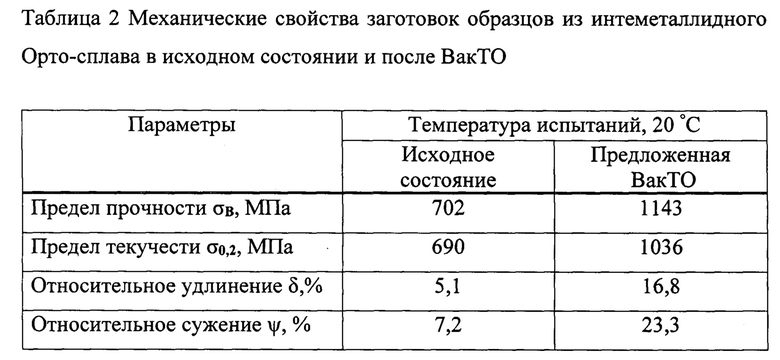
Технической задачей и техническим результатом заявленного изобретения является разработка режимов ВакТО водородсодержащего Орто-сплава, обеспечивающего эффективное удаление водорода с содержанием от 0,1 до 0,2(мас. %) до значений 0,004(мас. %), повышения уровня механических свойств таких, как предел прочности на 38%, предела текучести на 33% и относительного удлинения и сужения в 3,2 раза.
Для достижения поставленного технического результата предложен способ вакуумной термической обработки заготовок из интерметаллидных титановых орто-сплавов, включающий загрузку заготовок в садку, нагрев садки с заготовками до температуры термической обработки, выдержку и охлаждение, отличающийся тем, что нагрев садки с заготовками проводят ступенчато в вакууме с величиной вакуума не более 0,0093 Па: сначала осуществляют нагрев до температуры 500°С со скоростью от 10 до 12°С мин" 1 с выдержкой не менее 3 ч, далее осуществляют нагрев до температур от 900 до 940°С со скоростью от 5 до 8°С мин'1 с выдержкой не менее 3 ч, после чего садку с заготовками охлаждают с печью в вакууме 0,0093 Па до температуры 250°С и далее на воздухе до температуры 20°С.
Предпочтительно, термическую обработку проводят в вакуумной термической печи, имеющей натекание не более 130 Па за время не менее 15 мин.
Предпочтительно, садку с заготовками охлаждают инертными газами высокой чистоты - аргоном и/или гелием с точкой росы не менее минус 60°С.
Эксперименты показали, что ВакТО при температуре 800°С, вакууме 0,0133 Па и времени 2 ч обеспечивают частичное удаление водорода с содержания 0,2 (мас.%) до значений 0,12 (мас. %) (т.е. в 1,8 раза) и такое содержание водорода не может обеспечить надежную эксплуатацию Орто-сплавов. ВакТО образцов сплава при температуре 880°С снизило содержание водорода до 0,012 (мас.%) (т.е. в 18 раз), что также недостаточно для конструкционного использования Орто-сплавов. ВакТО при температурах от 900 до 920°С снижает содержание водорода до значений 0,005 (мас. %), причем дальнейшее повышение температуры ВакТО до 940°С и выше, приводит к снижению содержания водорода в сплаве до уровня 0,004 (мас. %). Использование ВакТО при температуре 960°С не приводит к снижению содержания водорода, но вызывает заметные изменения в шероховатости поверхности (образуется т.н. «вакуумный растрав»), что требует дополнительную механическую обработку поверхности. Следует отметить, что высокие температуры ВакТО увеличивают продолжительности цикла термической обработки, что приводит к снижению производительности оборудования на 25% за счет большего времени охлаждения заготовок.
Уменьшение времени охлаждения образцов после ВакТО достигается ускоренным охлаждением инертными газами - аргоном и/или гелием, обеспечивающих повышенную производительность ВакТО.
ВакТО заготовок из интерметаллидного титанового Орто-сплава в интервале температур от 900 до 940°С, вакууме не хуже 0,0093 Па (7⋅10-5 мм.рт.ст.) и времени не менее 3 ч показали, что заготовки, содержащие 0,2 (мас. %) водорода и обработанные по приведенному режиму, имели низкое содержание водорода на уровне 0,004 (мас. %), что превышало содержания водорода в серийных титановых сплавах.
Пониженное содержание водорода в заготовках интерметаллидного титанового Орто-сплава привело к стабилизации фазового состава и образованию дисперсных выделений упрочняющих фаз, которые привели к повышению прочностных и пластических характеристик материала.
Примеры осуществления
Слиток интерметаллидного титанового сплава состава Ti-21Al-23Nb-Zr-Mo-Ta-W-Si(ат. %) изготавливался по технологии производства серийных титановых сплавов. Технология, включала подготовку шихтовых материалов, изготовление расходуемого электрода методом непрерывного прессования и выплавку слитков многократным вакуумно-дуговым переплавом.
Механически обработанная литая заготовка подвергалась всесторонним ковкам, ковке на промежуточный размер, механической очистке поверхности заготовок и наводораживанию. Наводороженные заготовки подвергались прокатке при температурах нагрева (Тпп - 80)°С и суммарной степени деформации ~ 90%.
Прутки подвергались резке на заготовки под образцы для определения исходного содержания водорода и испытаний механических свойств при температуре 20°С.
Заготовки образцов после горячей деформации имели большие внутренние напряжения, которые при последующем быстром нагреве вызывали образование микротрещин и приводили к разрушению образцов при механических испытаниях. Для устранения этих явлений был использован ступенчатый нагрев заготовок образцов до температуры 500°С со скоростью от 10 до 12°С⋅мин-1 и далее до температур от 900 до 940°С со скоростью от 5 до 8°С⋅мин-1. Эти режимы нагрева приводили к снятию деформационных и термических напряжений и стабилизации фазового состава сплава.
Заготовки подвергались ВакТО и использовались для определения содержания остаточного водорода и испытаний механических свойств при температуре 20°С.
ВакТО проводилась при температурах 880, 900, 920, 940 и 960°С, вакууме 0,0093 Па (7 10-5 мм. рт.ст.) в течение не менее 3 ч, охлаждения с печью до температуры 200°С и далее на воздухе до температуры 20°С.Для сравнения использовался режим ВакТО прототипа - нагрев 800°С, выдержка 2 ч., вакуум 0,0133 Па (10-4 мм.рт.ст.), охлаждение с печью до 200°С и далее на воздухе. Результаты определения содержания водорода в образцах после таких обработок представлены в таблице 1.
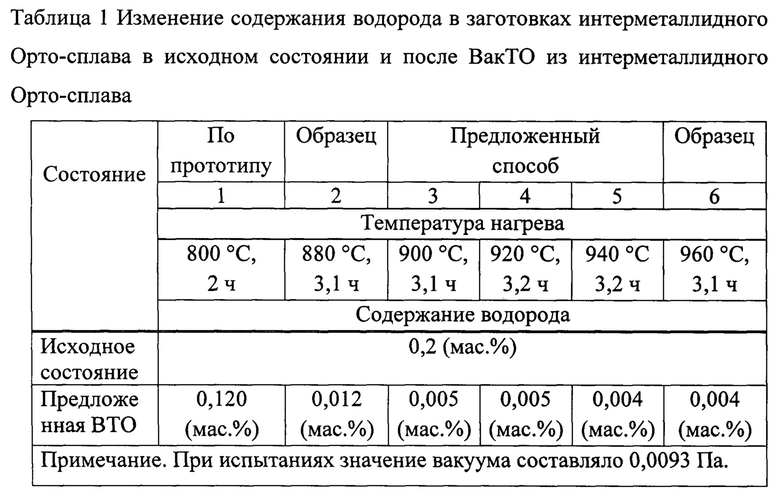
Результаты испытаний вариантов ВакТО показали, что нагрев по прототипу и нагрев при температуре 880°С (опыт 2) не обеспечивает эффективное удаление водорода, которое уменьшается только в 1,8 раза (для прототипа) и по предложенному способу от 40 до 50 раз.
Эффективность ВТО по проведенным режимам (образцы 3 -5) от 900 до 940°С и давлении вакуума 0,0093 Па (7⋅10-5 мм.рт.ст.) в течение не менее 3 ч привело к снижению содержания водорода до уровня 0,004 (мас. %). Повышение температуры до 960°С не обеспечивает дальнейшее снижение в содержании водорода в заготовках.
ВакТО по предложенному способу позволила повысить механические свойства заготовок. Результаты механических испытаний прутковых заготовок в исходном состоянии и после ВакТО по предложенному режиму при температуре 20°С представлены в таблице 2.
Таким образом, предложенный режим ВакТО позволяет удалить в заготовках остаточный водород до уровня 0,004(мас. %), повысить механические свойства заготовок - предел прочности сплава на 38%, предел текучести на 33%, относительное удлинение и сужение в ~ 3,2 раза.
Использование предлагаемого способа ВакТО для деформированных полуфабрикатов в виде прутков из интерметаллидного титанового Орто-сплава обеспечивает:
- эффективное разрушение гидридов и удаление остаточного водорода;
- получение в заготовках сплава низкого содержания водорода и повышенный уровень механических свойств.
Предложенный способ ВакТО полуфабрикатов в виде прутковых заготовок из интерметаллидных титановых Орто-сплавов может использоваться для изготовления деталей газотурбинного двигателя, что позволит обеспечить надежную работу конструкции и требуемый технический ресурс изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления прутковых заготовок из сплавов на основе интерметаллида титана с орто-фазой | 2015 |
|
RU2644830C2 |
| СПОСОБ ОБРАБОТКИ ПРУТКОВ ИЗ ОРТО-СПЛАВОВ ТИТАНА ДЛЯ ПОЛУЧЕНИЯ ЛОПАТОК КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2021 |
|
RU2761398C1 |
| Способ изготовления лопаток газотурбинных двигателей из сплава на основе алюминида Ti2AlNb | 2022 |
|
RU2801383C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВЫХ ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДА ТИТАНА С ОРТО-ФАЗОЙ | 2022 |
|
RU2807232C1 |
| Способ изготовления тонколистового проката из сплава Ti - 10, 0-15, 0 Al - 17, 0-25, 0 Nb - 2, 0-4, 0 V - 1, 0-3, 0 Mo - 0, 1-1, 0 Fe - 1, 0-2, 0 Zr - 0,3-0,6 Si | 2015 |
|
RU2615761C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ С ИНТЕРМЕТАЛЛИДНЫМ УПРОЧНЕНИЕМ | 2000 |
|
RU2184011C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ ИНТЕРМЕТАЛЛИДНЫХ ОРТОСПЛАВОВ НА ОСНОВЕ ТИТАНА | 2011 |
|
RU2465973C1 |
| Способ получения плотного материала из порошка титана | 2023 |
|
RU2822495C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ДИСКОВ ИЗ СПЛАВА АЛЮМИНИЯ ТИТАНА НА ОСНОВЕ ОРТО-ФАЗЫ | 2013 |
|
RU2520924C1 |
| ЛЕГКИЙ КЛАПАН ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ ИЗ КОМПОЗИЦИОННОГО ЖАРОПРОЧНОГО МАТЕРИАЛА НА ОСНОВЕ ТИТАНА И ЕГО ИНТЕРМЕТАЛЛИДОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2437948C1 |
Изобретение относится к металлургии, а именно к интерметаллидным титановым сплавам на основе соединения Ti2AlNb, которые могут быть использованы для изготовления деталей газотурбинного двигателя, работающих при повышенных температурах. Способ вакуумной термической обработки заготовок из интерметаллидных титановых орто-сплавов включает загрузку заготовок в садку, нагрев садки с заготовками до температуры термической обработки, выдержку и охлаждение. Нагрев садки с заготовками проводят ступенчато в вакууме с величиной вакуума не более 0,0093 Па: сначала осуществляют нагрев до температуры 500°С со скоростью от 10 до 12°С⋅мин-1 с выдержкой не менее 3 ч, далее осуществляют нагрев до температур от 900 до 940°С со скоростью от 5 до 8°С⋅мин-1 с выдержкой не менее 3 ч, после чего садку с заготовками охлаждают с печью в вакууме 0,0093 Па до температуры 250°С и далее на воздухе до температуры 20°С. Обеспечивается эффективное удаление водорода, повышение механических свойств заготовок. 2 з.п. ф-лы, 2 табл.
1. Способ вакуумной термической обработки заготовок из интерметаллидных титановых орто-сплавов, включающий загрузку заготовок в садку, нагрев садки с заготовками до температуры термической обработки, выдержку и охлаждение, отличающийся тем, что нагрев садки с заготовками проводят ступенчато в вакууме с величиной вакуума не более 0,0093 Па: сначала осуществляют нагрев до температуры 500°С со скоростью от 10 до 12°С⋅мин-1 с выдержкой не менее 3 ч, далее осуществляют нагрев до температур от 900 до 940°С со скоростью от 5 до 8°С⋅мин-1 с выдержкой не менее 3 ч, после чего садку с заготовками охлаждают с печью в вакууме 0,0093 Па до температуры 250°С и далее на воздухе до температуры 20°С.
2. Способ по п. 1, отличающий тем, что термическую обработку проводят в вакуумной термической печи, имеющей натекание не более 130 Па за время не менее 15 мин.
3. Способ по п. 1, отличающий тем, что садку с заготовками охлаждают инертными газами высокой чистоты - аргоном и/или гелием с точкой росы не менее минус 60°С.
| Борисова Е.А | |||
| и др | |||
| Выбор режимов вакуумной термической обработки для титановых сплавов | |||
| Журнал Металловедение и термическая обработка металлов, 1974, N5 | |||
| Способ изготовления прутковых заготовок из сплавов на основе интерметаллида титана с орто-фазой | 2015 |
|
RU2644830C2 |
| МЕТАЛЛИЧЕСКИЙ НАНОСТРУКТУРНЫЙ СПЛАВ НА ОСНОВЕ ТИТАНА И СПОСОБ ЕГО ОБРАБОТКИ | 2011 |
|
RU2485197C1 |
| CN 106319236 B, 17.08.2018 | |||
| EP 924308 B1, 02.05.2002. | |||

