Изобретение относится к обработке металлов давлением, а именно к изготовлению поковок лопаток компрессора газотурбинного двигателя и может быть использовано в авиадвигателестроении и энергетическом машиностроении.
Известен способ изготовления промежуточной заготовки из α или α+β титановых сплавов, включающий ковку слитка в пруток за несколько переходов при температуре β и (α+β) - области, механическую обработку заготовки и окончательное прессование в (α+β) - области, при этом величина укова на последних переходах ковки составляет 1,36-2,5, а нагрев заготовки перед прессованием осуществляют в два этапа, причем на первом этапе заготовку нагревают до температуры поверхности в диапазоне от температуры на 250°С ниже температуры полиморфного превращения до температуры на 100°С выше температуры полиморфного превращения со скоростью 0,3-2,5°С/с, а на втором этапе заготовку охлаждают или нагревают до температуры на 40°-250°С ниже температуры полиморфного превращения (Патент РФ 2314362, МПК C22F 1/18, B21J 1/04. Опубликовано: 10.01.2008 Бюл. №1).
Недостатком данного способа является его неприменимость к орто-сплавам титана, в виду того, что при любых режимах деформации в двухфазной области у таких сплавов наблюдается образование как внутренних, так и поверхностных трещин, приводящих к разрушению заготовки.
Известен способ получения прутков из титанового сплава, включающий получение заготовки, ее горячую прокатку на пруток, при этом заготовку получают из слитка и осуществляют травление полученного в результате горячей прокатки прутка, его вакуумный отжиг, волочение, отжиг прошедшего волочение прутка и его механическую обработку на конечный размер, затем проводят воздушный отжиг прошедшего волочение прутка в две стадии: сначала при температуре 650-750°С в течение 15-60 минут с охлаждением на воздухе до комнатной температуры, затем при температуре 180-280°С в течение 4-12 часов с охлаждением на воздухе до комнатной температуры (Патент РФ 2311248, МПК В21С 37/04, C22F 1/18/. Опубликовано: 27.11.2007 Бюл. №33).
Указанный способ также не применим к обработке орто-сплавов титана, так как при волочении прутка растягивающее напряжения в очаге деформации инициирует появление внутренних трещин и, в конечном итоге - разрушение заготовки.
Известен способ изготовления прутков из титановых сплавов, включающий горячую ковку исходной заготовки и последующую горячую деформацию, при этом, горячую ковку слитка ведут после нагрева до температуры в интервале от (Тпп+20) до (Тпп+150)°С со сдвиговыми деформациями в продольном направлении и коэффициентом вытяжки k=1.2-2.5, после чего без охлаждения осуществляют горячую прокатку поковки в интервале температур (Тпп+20)÷(Тпп+150)°С со сменой направления сдвиговых деформаций на поперечное и коэффициентом вытяжки до 7,0, а последующую горячую деформацию осуществляют при нагреве деформированных заготовок в интервале температур от (Тпп+20) до (Тпп+150)°С (Патент РФ 2644714, МПК В21С 37/04, C22F1/18. Опубликовано: 07.12.2017 Бюл. №34).
Прокатка со сдвигом не применима к деформации орто-сплавов титана, так как в данном случае при прокатке в очаге деформации действуют два напряжения растяжения. Они и приводят к разрушению заготовок при их горячей обработке.
Известен способ изготовления прутковых заготовок из сплавов на основе интерметаллида титана с орто-фазой, включающий нагрев и предварительную деформацию слитка с получением заготовки, промежуточную и окончательную деформацию заготовки и заключительную термообработку, при этом промежуточную деформацию заготовки осуществляют осадкой со степенью 25-40% проведением от 2 до 5 деформаций, совмещенных с прессованием со степенью 55-70%, нагрев заготовки перед первой из промежуточных деформаций проводят ступенчато до температуры Тпп+(100-200)°С с выдержкой 2-3 часа, а каждую последующую из промежуточных деформаций проводят при температуре на 50-100°С ниже предыдущей с выдержкой на 0,5-1 час меньше, чем на предыдущей, а последнюю из промежуточных деформаций проводят при температуре Тпп-(20-50)°С, причем окончательную деформацию заготовки осуществляют ковкой с сумммарной степенью не более 30% при температуре Тпп-(80-100)°С (Патент РФ 2644830, МПК C22F 1/18, B21K 1/32. Опубликовано: 26.06.2017 Бюл. №5).
Недостатком данного способа является большая вероятность образования внутренних трещин в заготовках прутков при ковке в двухфазной области при температуре Тпп-(20-50)°С и при окончательной деформации с суммарной степенью не более 30% при температуре Тпп-(80-100)°С.Так как при ковке в двухфазной области у этих сплавов появляются внутренние горячие трещины, а деформация со степенью «не более 30% при температуре Тпп-(80-100)°С» приводит к появлению дополнительного растягивающего напряжения в очаге деформации и еще большему снижению технологической пластичности сплава.
Наиболее близким к предлагаемому изобретению является способ обработки прутков из жаропрочных сплавов для получения лопаток компрессора газотурбинного двигателя, включающий нагрев прутка сплава и его деформацию за несколько переходов, при этом, по меньшей мере, один переход осуществляют при температуре, превышающей температуру начала растворения упрочняющей интерметаллидной фазы сплава, после чего осуществляют штамповку в интервале температур от температуры начала рекристаллизации до температуры конца рекристаллизации (Патент РФ 2255136 МПК C22F 1/18. Опубликовано: 27.06.2005 Бюл. №18).
Недостатком известного способа является то, что в нем отсутствуют механические режимы обработки прутка с учетом напряженно-деформированного состояния в очаге деформации по переходам. Кроме того, осуществление штамповки при температуре конца рекристаллизации орто-сплава может привести к образованию микротрещин по границам зерен.
Техническим результатом, на достижение которого направлено изобретение, является устранение трещин в металле прутка с одновременным уплотнением металла, а также повышение качества и достижение максимума в механических и усталостных характеристиках сплава в изделиях (лопатках), получаемых из прутка.
Указанный технический результат достигается тем, что в способе обработки прутков из орто-сплавов титана для получения лопаток компрессора газотурбинного двигателя, включающем нагрев прутка сплава и его деформацию за несколько переходов, осуществляемых при температуре, превышающей температуру начала растворения упрочняющей интерметаллидной орто-фазы (Ti2AlNb) сплава, обработку прутка во всех переходах деформации осуществляют в условиях напряженного состояния всестороннего неравномерного сжатия и температуре окончания деформации не ниже нижней температуры интервала сверхпластичности сплава.
Кроме того, деформацию прутка перед штамповкой поковок лопаток осуществляют выдавливанием со степенью относительной деформации не менее 0,5.
Также, выдавливание прутка и штамповку поковок лопаток заканчивают при температуре не ниже 1000°С.
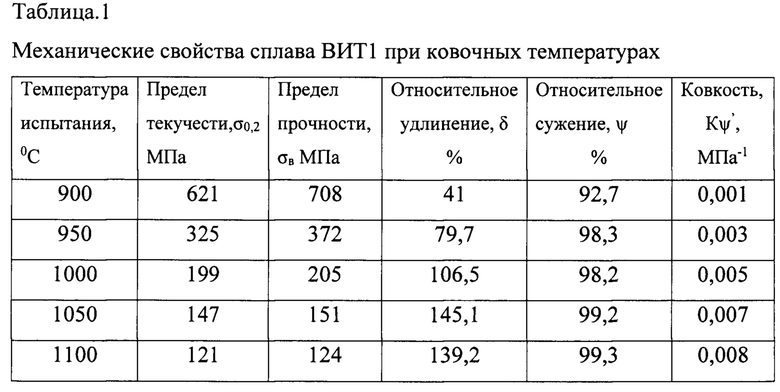
Фиг. 1 - Образец прутка после испытаний на растяжение при температуре 950°С:
а. Макроструктура образца прутка
б. Микроструктура образца прутка с трещинами по границам зерен
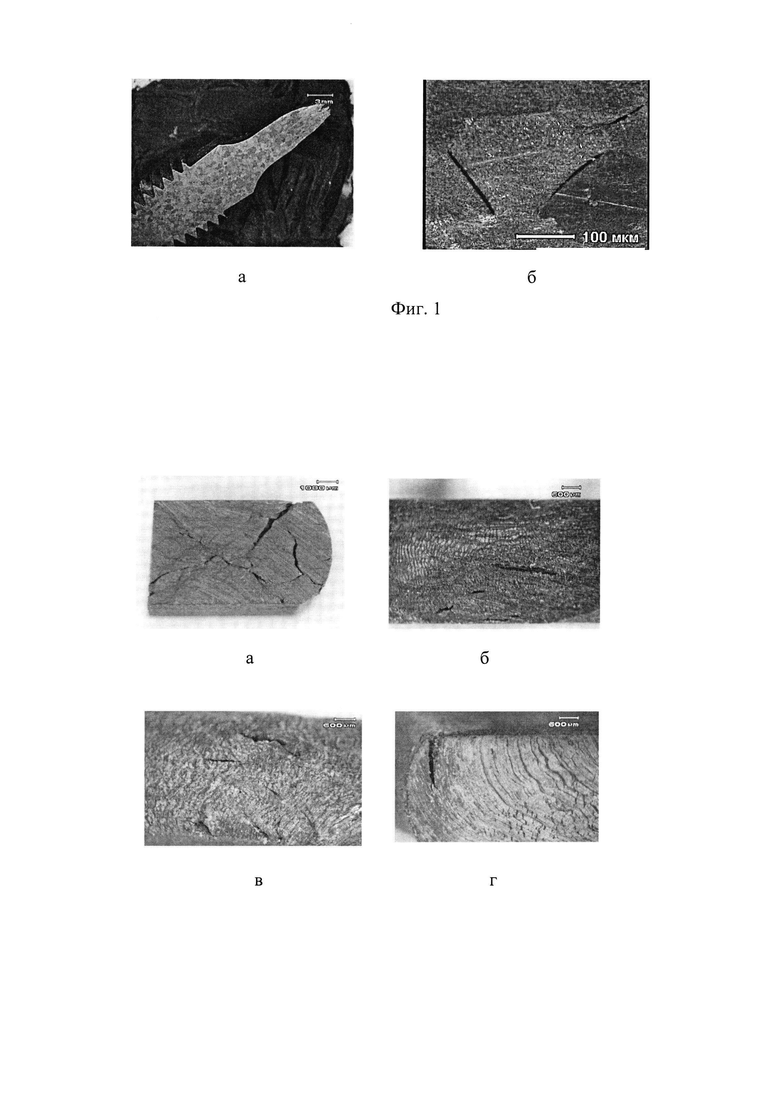
Фиг. 2 - Образец прутка с трещинами после поперечной осадки при ковочных температурах:
а. Температура ковки 900°С
б. Температура ковки 950°С
в. Температура ковки 1000°С
г. Температура ковки 1050°С
д. Температура ковки 1100°С.
Фиг. 3 - Образец пера лопатки после выдавливания:
а. Макроструктура образца пера лопатки
б. Микроструктура образца пера лопатки с трещинами по границам зерен в 100 кратном увеличении
в. Микроструктура образца пера лопатки с трещинами по границам зерен в 500 кратном увеличении.
Нагрев и выдержка прутка под деформацию до температуры, превышающей температуру начала растворения упрочняющей интерметаллидной орто-фазы (Ti2AlNb) сплава обеспечивает однородность твердого раствора при деформации и его хорошую ковкость.
Необходимость обработки прутка во всех переходах деформации в условиях напряженного состояния всестороннего неравномерного сжатия -(σ1>σ2>σ3 и σ1<0, σ2<0, σ3<0) обусловлена тем, что при наличии в очаге деформации хотя бы одного напряжения растяжения, им инициируется выделение упрочняющей орто-фазы сплава по границам зерен и образование внутренних микротрещин в прутке при всех температурах горячей деформации показанных на фиг. 1 и фиг. 2. Соотношение (σ1>σ2>σ3 и σ1<0, σ2<0, σ3<0) говорит о том, что все сжимающие напряжения σ отрицательные и разной величины. Они обеспечивают сдвиг и заварку трещин в металле прутка с одновременным уплотнением металла. При наличии в очаге деформации хотя бы одного напряжения растяжения, им инициируется выделение упрочняющей орто-фазы сплава по границам зерен и образование внутренних микротрещин в прутке при всех температурах горячей деформации показанных на фиг. 1 и фиг. 2. Тогда возникает необходимость обработки прутка во всех переходах деформации в условиях напряженного состояния всестороннего неравномерного сжатия - (σ1>σ2>σ3 и σ1<0, σ2<0, σ3<0). Соотношение (σ1>σ2>σ3 и σ1<0, σ2<0, σ3<0) говорит о том, что все сжимающие напряжения σ отрицательные и разной величины. Они обеспечивают сдвиг и заварку трещин в металле прутка с одновременным уплотнением металла.
Деформация прутка перед штамповкой поковок лопаток выдавливанием со степенью относительной деформации не менее 0,5 (уков - 4) позволяет получить в лопатке структуру с текстурой, ориентированной вдоль ее пера. Что обеспечивает максимальный уровень механических и усталостных свойств в указанном направлении, повышает выносливость лопаток при эксплуатации.
Окончание деформации во всех переходах при температуре сверхпластичности сплава позволяет снизить силу деформации при горячей обработке и обеспечить достижение однородности структуры во всем объеме поковки.
Температура 1000°С является нижней температурой сверхпластичности этих сплавов и окончание деформации при температуре ниже 1000°С приводит к существенной разнозернистости структуры приведенной в таблице 1. Сверхпластичность возникает, когда δ выше 100% и температура от 1000°С и выше.
В качестве примера использования и эффективности предлагаемого способа изготавливали поковку лопатки компрессора современного газотурбинного двигателя из прутка ∅18 мм орто-сплава ВИТ1 (Ti-10Al-40Nb).
Полученный с металлургического завода катаный пруток 025 мм проточили токарной обработкой до ∅18 мм и провели разрезку на мерные заготовки ∅18х 39 мм (заготовка на одну лопатку). Далее проводится визуальный контроль поверхности заготовок и передача их на пресс 200 тс.
На прессе, после нагрева заготовок до температуры 1100±10°С, провели их поперечную осадку - «плющение» на толщину 12 мм. Затем нагреваем второй раз, и после повторного нагрева выдавливаем заготовку в закрытом штампе с формированием поковки с замком и пером лопатки. После травления и контроля полученные поковки передали на штамповочный пресс, на котором также после их нагрева до температуры 1100±10°С провели сначала черновую, а затем точную штамповку поковок лопаток.
После термической обработки (низкого отжига) на поковках лопаток были получены следующие свойства при температуре 20°С: предел прочности σв=1230 МПа; относительное удлинение δ=20,5% и относительное сужение ψ=46,3%.
По данным разработчика данных сплавов ФГУП «ВИАМ», при пределе прочности σв=1250 МПа, максимальное относительное удлинение не превышает 6%. А по данным, приведенным в патенте РФ 2644830, при пределе прочности σв=1110 МПа, относительные удлинение и сужение, соответственно, составляют только 7,0 и 7,5%. Макро- и микроструктурный анализ, показанный на фиг. 3, пера лопатки подтвердил, что применение выдавливания позволяет сформировать в перьевой части лопатки направленную текстуру, ориентированную вдоль пера и обеспечивающую максимальный комплекс свойств орто-сплавов титана в заданном направлении.
Таким образом, данные исследования механических свойств и структуры орто-сплава ВИТ1 лопаток компрессора подтверждают эффективность предлагаемого способа при горячей обработке прутков указанных перспективных интерметаллидных сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВЫХ ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДА ТИТАНА С ОРТО-ФАЗОЙ | 2022 |
|
RU2807232C1 |
| Способ изготовления лопаток газотурбинных двигателей из сплава на основе алюминида Ti2AlNb | 2022 |
|
RU2801383C1 |
| Способ термической обработки интерметаллидных титановых Орто-сплавов | 2022 |
|
RU2800089C1 |
| Способ изготовления лопаток газотурбинных двигателей из интерметаллидного сплава на основе орторомбического алюминида титана | 2022 |
|
RU2800270C1 |
| Способ изготовления прутковых заготовок из сплавов на основе интерметаллида титана с орто-фазой | 2015 |
|
RU2644830C2 |
| Способ изготовления лопаток газотурбинных двигателей из деформированных заготовок сплава на основе орторомбического алюминида титана | 2022 |
|
RU2790711C1 |
| Способ изготовления лопаток газотурбинных двигателей из деформированных заготовок сплава на основе орторомбического алюминида титана | 2022 |
|
RU2790704C1 |
| Интерметаллидный сплав на основе титана и изделие из него | 2016 |
|
RU2627304C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ДИСКОВ ИЗ СПЛАВА АЛЮМИНИЯ ТИТАНА НА ОСНОВЕ ОРТО-ФАЗЫ | 2013 |
|
RU2520924C1 |
| СПОСОБ ОБРАБОТКИ ПРУТКОВ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ ДЛЯ ПОЛУЧЕНИЯ ЛОПАТОК КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2003 |
|
RU2255136C1 |

Изобретение относится к обработке металлов давлением, а именно к изготовлению поковок лопаток компрессора газотурбинного двигателя и может быть использовано в авиадвигателестроении и энергетическом машиностроении. Способ изготовления поковок лопаток газотурбинного двигателя из орто-титанового сплава включает нагрев прутка из орто-титанового сплава и его деформацию за несколько переходов, осуществляемых при температуре, превышающей температуру начала растворения упрочняющей интерметаллидной орто-фазы (Ti2AlNb) сплава, и последующее проведение штамповки. Деформацию прутка проводят выдавливанием с относительной деформацией не менее 0,5, причем во всех переходах деформацию выдавливанием осуществляют в условиях напряженного состояния всестороннего неравномерного сжатия, деформацию выдавливанием и последующую штамповку заканчивают при температуре не ниже 1000°С. Обеспечивается устранение трещин в металле прутка с одновременным уплотнением металла, а также достижением максимума механических и усталостных характеристик сплава в лопатках, получаемых из прутка. 3 ил., 1 табл.
Способ изготовления поковок лопаток газотурбинного двигателя из орто-титанового сплава, включающий нагрев прутка из орто-титанового сплава и его деформацию за несколько переходов, осуществляемых при температуре, превышающей температуру начала растворения упрочняющей интерметаллидной орто-фазы (Ti2AlNb) сплава, и последующее проведение штамповки, отличающийся тем, что деформацию прутка проводят выдавливанием с относительной деформацией не менее 0,5, причем во всех переходах деформацию выдавливанием осуществляют в условиях напряженного состояния всестороннего неравномерного сжатия, деформацию выдавливанием и последующую штамповку заканчивают при температуре не ниже 1000°С.
| СПОСОБ ОБРАБОТКИ ПРУТКОВ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ ДЛЯ ПОЛУЧЕНИЯ ЛОПАТОК КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2003 |
|
RU2255136C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТИТАНА ИЛИ СПЛАВА ТИТАНА | 2011 |
|
RU2581331C2 |
| Способ изготовления прутковых заготовок из сплавов на основе интерметаллида титана с орто-фазой | 2015 |
|
RU2644830C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ДИСКОВ ИЗ СПЛАВА АЛЮМИНИЯ ТИТАНА НА ОСНОВЕ ОРТО-ФАЗЫ | 2013 |
|
RU2520924C1 |
| JP 2011052239 A, 17.03.2011. | |||

