ОБЛАСТЬ ТЕХНИКИ
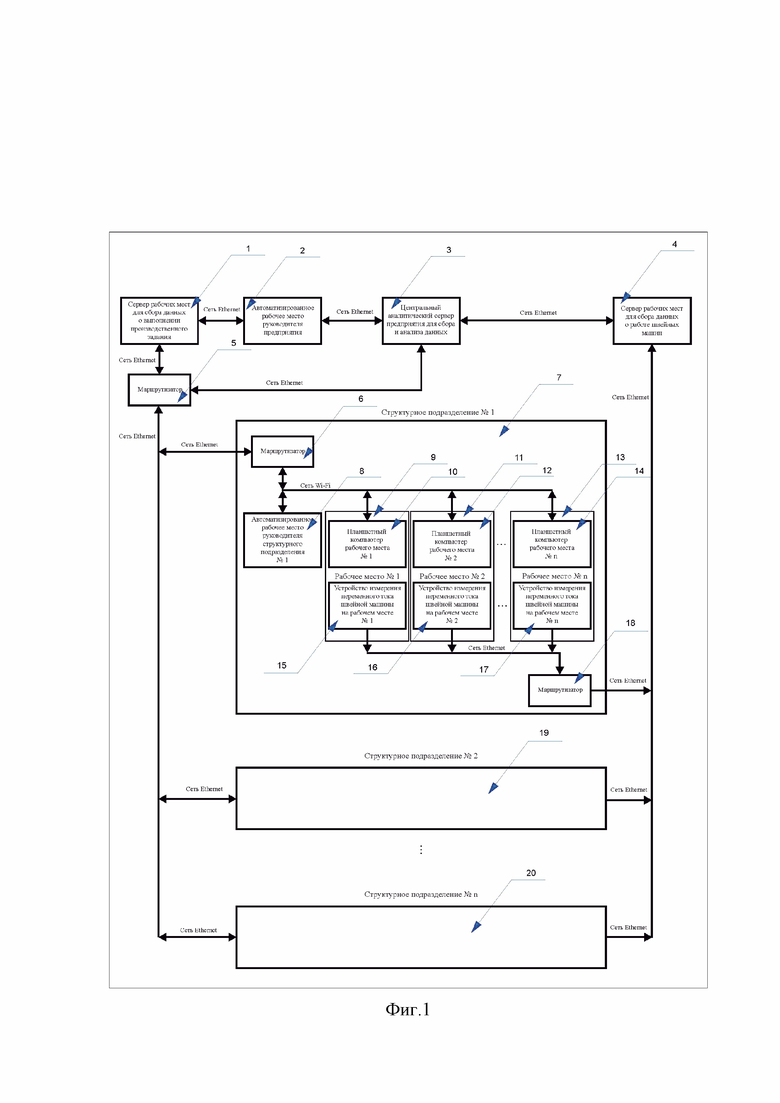
Комплекс программно-аппаратных средств относится к системам автоматики и вычислительной техники. Техническим результатом является возможность сбора и последующей обработки данных о выпускаемых предприятием швейной промышленности изделиях как в автоматизированном, так и в автоматическом режиме. Комплекс программно-аппаратных средств содержит в своем составе: сервер рабочих мест для сбора данных о выполнении производственного задания (1); автоматизированное рабочее место руководителя (2); центральный аналитический сервер предприятия для сбора и анализа данных (3); сервер рабочих мест для сбора данных о работе швейных машин (4); маршрутизатор (5) для передачи данных на сервер рабочих мест для сбора данных о выполнении производственного задания и на центральный аналитический сервер предприятия для сбора и анализа данных.
Составными частями комплекса являются аппаратные устройства и программное обеспечение, входящие в состав подсистем комплекса программно-аппаратных средств, расположенных в структурных подразделениях предприятия (7), а именно: маршрутизаторы (6, 18) для передачи данных в информационную сеть предприятия; автоматизированное рабочее место руководителя структурного подразделения (8); автоматизированные рабочие места работников предприятия (9, 11, 13).
В состав автоматизированных рабочих мест работников предприятия входят: планшетный компьютер рабочего места (10, 12, 14); устройство измерения переменного тока, потребляемого швейной машиной на рабочем месте (15, 16, 17).
УРОВЕНЬ ТЕХНИКИ
Известен комплекс программно-аппаратных средств автоматизации контроля и управления, содержащий общую шину данных и, по меньшей мере, один контроллер, содержащий модули ввода/вывода для ввода и обработки сигналов от датчиков и вывода сигналов управления исполнительными механизмами, и процессорные модули для управления модулями ввода/вывода и исполнительными механизмам посредством модулей ввода/вывода, при этом модули ввода/вывода и процессорные модули подключены к общей шине данных, совмещающей в себе функции системных шин контроллеров, полевых шин и локальной сети, с возможностью образования единой сети устройств и формирования ими запросов к любому из указанных устройств и ответов на адресованные им запросы. Изобретение относится к автоматике и вычислительной технике и может быть использовано в системах автоматизированного контроля и управления сложным технологическим объектом, и/или зданием, и/или группой территориально разделенных объектов с использованием средств автоматического управления (патент РФ №2349949, МПК G05B 19/418. Опубл.20.03.2009 г., Бюл. №27).
Данный комплекс предназначен для управления сложным технологическим оборудованием. Для швейного предприятия рассматриваемый комплекс обладает излишней аппаратной избыточностью, что выражается в наличии в составе комплекса отдельного контроллера для каждого технологического участка, причем в составе контроллера должно быть, по меньшей мере, два крейта с установленными в них резервированными процессорными модулями и модулями ввода/вывода, а также набора дополнительных, вынесенных ближе к технологическому оборудованию модулей ввода/вывода и комбинированных модулей.
Известна также виртуальная система управления процессом выпуска однородной продукции предприятия, содержащая вычислительный комплекс с базой данных; подсистему получения информации и управления; магистраль интерфейсов; радиочастотные идентификаторы изделий выпускаемой продукции; считыватели идентификационных данных об изготовляемых изделиях; устройства связи; производственный и виртуально-компьютерный комплекс; программный блок; три масштабирующих контроллера; устройство для хранения готовых изделий; блок поставки готовых изделий (патент РФ №2571598, МПК G05B 15/00. G05B 19/418, G06F 17/50. Опубл. 20.12.2015 г., Бюл. №35).
Недостатком данного комплекса является необходимость применения радиочастотных идентификаторов и считывателей их данных.
Задачей разработанного изобретения является создание комплекса программно-аппаратных средств автоматизации процессов швейного производства, позволяющего собирать, анализировать и представлять в качественном виде информацию о производственных и технологических процессах на предприятии швейной промышленности для осуществления контроля и управления производством, прогнозирования сроков и планирования производственных затрат при подготовке производства новых видов швейной продукции, а также для осуществления контроля за отклонениями при реализации технологических процессов и оценки влияния этих отклонений на функционирование производственной и технологической системы предприятия в целом. В составе разработанного комплекса программно-аппаратных средств автоматизации процессов швейного производства может быть произвольное количество автоматизированных рабочих мест и структурных подразделений предприятия.
Технический результат данного изобретения заключается в возможности собирать и обрабатывать данные о работе швейного оборудования на сервере рабочих мест для сбора данных о работе швейных машин в режиме реального времени, и по значениям переменного тока промышленной частоты, потребляемого швейным оборудованием, выполнять оценку степени загрузки оборудования, определять, какую технологическую операцию в данный момент выполняет работник и отслеживать выполнение производственного задания каждым конкретным работником. Кроме того, после выполнения определенного количества технологических операций и израсходования партии деталей одежды, выданной работнику, работник должен отсканировать штрихкод данной партии при помощи планшетного компьютера со встроенным сканером штрихкода и, таким образом, передать на сервер рабочих мест для сбора данных о выполнении производственного задания сведения о выполнении ряда технологических операций с конкретной партией деталей одежды.
Объединение и учет данных, полученных с сервера рабочих мест для сбора данных о работе швейных машин и сервера рабочих мест для сбора данных о выполнении производственного задания позволяет выполнять контроль за деятельностью каждого работника в режиме реального времени, оценивать степень загрузки оборудования и представлять информацию о работе предприятия в качественном виде для принятия обоснованных управленческих решений. Накопление и обработка данной информации в дальнейшем позволит выполнять прогнозирование сроков и планирование производственных затрат при подготовке производства новых видов швейной продукции.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Базовым элементом разработанного комплекса программно-аппаратных средств автоматизации процессов швейного производства является рабочее место швеи (9, 11, 13), оборудованное планшетным компьютером со встроенным сканером штрих-кода (10, 12, 14) и устройством измерения переменного тока (15, 16, 17), потребляемого швейной машиной на рабочем месте. Получив партию деталей элементов одежды, швея на своем рабочем месте выполняет с этими деталями все необходимые технологические операции, предусмотренные технологической документацией и паспортом изделия.
Устройство измерения переменного тока выполняет сбор информации о режимах работы швейного оборудования, количестве и длительности интервалов работы и простоя, уровнях потребляемого тока и отправляет собранную информацию на сервер рабочих мест для сбора данных о работе швейных машин (4). Выполнив все необходимые технологические операции, швея регистрирует штрих-код данной партии деталей элементов одежды в автоматизированной системе при помощи планшетного компьютера, оборудованного сканером штрих-кода. Данная информация с рабочих мест накапливается на планшетном компьютере, которым оборудовано автоматизированное рабочее место руководителя структурного подразделения (8), после чего, с определенной периодичностью, отправляется на сервер рабочих мест для сбора данных о выполнении производственного задания (1), а также на центральный аналитический сервер предприятия (3).
Каждое устройство измерения переменного тока является структурным элементом рабочего места работника предприятия и составляет с конкретной швейной машиной комплекс стационарных устройств. Передача данных с устройств измерения переменного тока на сервер рабочих мест для сбора данных о работе швейных машин выполняется по сети Ethernet. Для чего все устройства измерения переменного тока конкретного структурного подразделения (цеха) (7) подключены к маршрутизатору данного структурного подразделения (18). Данные предаются только в одну сторону - от устройств измерения переменного тока к серверу.
Каждый планшетный компьютер рабочего места также является структурным элементом рабочего места, однако имеется возможность перемещения планшетного компьютера с одного рабочего места на другое. Свойство мобильности планшетных компьютеров дает возможность более гибко реагировать на изменения в структурном подразделении, как кадрового состава, так и состава оборудования. Передача данных с планшетных компьютеров автоматизированных рабочих мест на планшетный компьютер автоматизированного рабочего места руководителя структурного подразделения осуществляется по сети Wi-Fi. Планшетный компьютер автоматизированного рабочего места руководителя структурного подразделения передает данные на маршрутизатор структурного подразделения также по сети Wi-Fi.
Передача данных с маршрутизатора структурного подразделения (6) на сервер рабочих мест для сбора данных о выполнении производственного задания выполняется по сети Ethernet и является двунаправленной, то есть данные передаются как с планшетных компьютеров автоматизированных рабочих мест руководителей структурных подразделений и с планшетных компьютеров автоматизированных рабочих мест на сервер рабочих мест для сбора данных о выполнении производственного задания, так и в обратную сторону. В случае необходимости, имеется возможность корректировки данных, их передачи и отображения на планшетном компьютере автоматизированного рабочего места руководителя структурного подразделения или на планшетном компьютере автоматизированного рабочего места.
Для распределения данных между сервером рабочих мест для сбора данных о выполнении производственного задания и центральным аналитическим сервером предприятия для сбора и анализа данных предназначен соответствующий маршрутизатор (5).
Центральный аналитический сервер предприятия для сбора и анализа данных выполняет аккумулирование и обработку всех собранных данных. Здесь осуществляется анализ данных обо всех выполненных технологических операциях, сопоставление данных, введенных в систему работниками на рабочих местах, с объективными данными о работе оборудования, полученными с устройств измерения переменного тока. Определяется количество изготовленной за смену продукции, тип этой продукции, а также интенсивность труда каждого работника. Обработанные данные представляются на рабочее место руководителя предприятия, как в количественном, так и в качественном виде - в виде графиков, диаграмм и т.п.
Располагая достоверной информацией о работе предприятия, руководство может принимать обоснованные управленческие решения и управлять производственными процессами в режиме реального времени. Кроме того, наличие полного комплекса сведений о работе предприятия и о характере производства того или иного вида продукции, позволяет выполнять прогнозирование сроков и необходимых производственных затрат при планировании производства новых видов продукции.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг. 1 приведена структурная схема комплекса программно-аппаратных средств автоматизации процессов швейного производства:
- сервер рабочих мест для сбора данных о выполнении производственного задания (1);
- автоматизированное рабочее место руководителя (2);
- центральный аналитический сервер предприятия для сбора и анализа данных (3);
- сервер рабочих мест для сбора данных о работе швейных машин (4);
- маршрутизатор (5) для передачи данных на сервер рабочих мест для сбора данных о выполнении производственного задания и на центральный аналитический сервер предприятия для сбора и анализа данных;
- маршрутизатор (6) для передачи данных в информационную сеть предприятия;
- структурное подразделение №1 предприятия (7);
- автоматизированное рабочее место руководителя структурного подразделения (8);
- автоматизированное рабочее место №1 работника предприятия (9);
- планшетный компьютер рабочего места №1 (10);
- автоматизированное рабочее место №2 работника предприятия (11);
- планшетный компьютер рабочего места №2(12);
- автоматизированное рабочее место №n работника предприятия (13);
- планшетный компьютер рабочего места №n (14);
- устройство измерения переменного тока, потребляемого швейной машинкой на рабочем месте №1 (15);
- устройство измерения переменного тока, потребляемого швейной машинкой на рабочем месте №2 (16);
- устройство измерения переменного тока, потребляемого швейной машинкой на рабочем месте №n (17);
- маршрутизатор (18) для передачи данных в информационную сеть предприятия;
- структурное подразделение №2 предприятия (19);
- структурное подразделение №n предприятия (20).
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплекс программно-аппаратных средств автоматизации процессов швейного производства | 2024 |
|
RU2836160C1 |
| ЦИФРОВОЙ АМПЕРМЕТР | 2020 |
|
RU2757710C1 |
| Способ учета и контроля рабочего времени на основе применения энергосберегающего режима электрического паяльного оборудования | 2018 |
|
RU2699825C1 |
| СПОСОБ КОНТРОЛЯ ЗА РАБОТОЙ ПЕРСОНАЛА И ДЕМОНСТРАЦИЕЙ ТОВАРА И СИСТЕМА ДЛЯ ОСУЩЕСТВЛЕНИЯ ДАННОГО СПОСОБА | 2018 |
|
RU2698917C1 |
| СИСТЕМА ДЛЯ ПРОАКТИВНОГО КОНТРОЛЯ ЗА ДЕЯТЕЛЬНОСТЬЮ ПРЕДПРИЯТИЯ | 2014 |
|
RU2584453C2 |
| Система и способ автоматизированного учета производственных операций работников | 2020 |
|
RU2743136C1 |
| СИСТЕМА ОБЕСПЕЧЕНИЯ БЕЗОПАСНОСТИ МОБИЛЬНЫХ КОНТРОЛИРУЕМЫХ ОБЪЕКТОВ | 2019 |
|
RU2721370C1 |
| ЕДИНАЯ ИНФОРМАЦИОННО-АНАЛИТИЧЕСКАЯ СИСТЕМА БЕЗОПАСНОСТИ ПОЛЕТОВ ГОСУДАРСТВЕННОЙ АВИАЦИИ | 2019 |
|
RU2728958C1 |
| Программно-аппаратный комплекс | 2019 |
|
RU2720342C1 |
| Система оптимизации проектных работ | 2020 |
|
RU2756199C1 |
Изобретение относится к области автоматики и вычислительной техники. Техническим результатом являются сбор и обработка данных о работе швейных машин в режиме реального времени, оценка степени загрузки оборудования. Комплекс содержит сервер рабочих мест для сбора данных о выполнении производственного задания, автоматизированное рабочее место руководителя, центральный аналитический сервер предприятия для сбора и анализа данных, сервер рабочих мест для сбора данных о работе швейных машин, маршрутизатор для передачи данных на сервер рабочих мест для сбора данных о выполнении производственного задания и на центральный аналитический сервер предприятия для сбора и анализа данных, структурные подразделения предприятия, содержащие маршрутизаторы для передачи данных в информационную сеть предприятия, автоматизированное рабочее место руководителя структурного подразделения, автоматизированные рабочие места работников предприятия, в состав которых входят планшетный компьютер рабочего места и устройство измерения переменного тока, потребляемого швейной машиной на рабочем месте. 1 ил.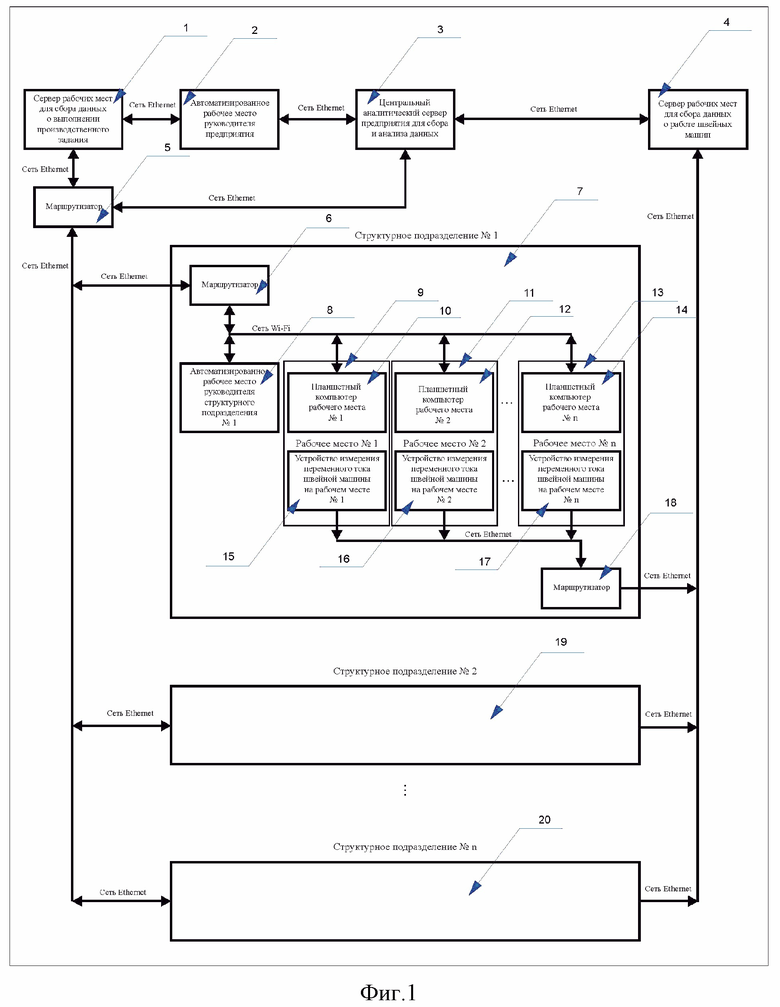
Комплекс программно-аппаратных средств автоматизации процессов швейного производства, содержащий в своем составе: сервер рабочих мест для сбора данных о выполнении производственного задания; автоматизированное рабочее место руководителя; центральный аналитический сервер предприятия для сбора и анализа данных; сервер рабочих мест для сбора данных о работе швейных машин; маршрутизатор для передачи данных на сервер рабочих мест для сбора данных о выполнении производственного задания и на центральный аналитический сервер предприятия для сбора и анализа данных, аппаратные устройства и программное обеспечение, входящие в состав подсистем комплекса программно-аппаратных средств, расположенных в структурных подразделениях предприятия; маршрутизаторы для передачи данных в информационную сеть предприятия; автоматизированные рабочие места руководителей структурных подразделений; автоматизированные рабочие места работников предприятия, отличающийся тем, что в состав автоматизированных рабочих мест работников предприятия входят: планшетный компьютер автоматизированного рабочего места работника предприятия со встроенным сканером штрихкода и устройство измерения переменного тока, потребляемого швейной машиной на рабочем месте, которое является структурным элементом рабочего места работника предприятия и составляет с конкретной швейной машиной комплекс стационарных устройств, причем передача данных от устройств измерения переменного тока к серверу рабочих мест для сбора данных о работе швейных машин выполняется только в одну сторону - от устройств измерения переменного тока к серверу, а передача данных между планшетным компьютером рабочего места работника предприятия, планшетным компьютером автоматизированного рабочего места руководителя структурного подразделения и сервером рабочих мест для сбора данных о выполнении производственного задания является двунаправленной.
| ВИРТУАЛЬНАЯ СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ ВЫПУСКА ОДНОРОДНОЙ ПРОДУКЦИИ ПРЕДПРИЯТИЯ | 2014 |
|
RU2571598C1 |
| КОМПЛЕКС ПРОГРАММНО-АППАРАТНЫХ СРЕДСТВ АВТОМАТИЗАЦИИ КОНТРОЛЯ И УПРАВЛЕНИЯ | 2007 |
|
RU2349949C2 |
| УСТРОЙСТВО ИЗМЕРЕНИЯ ПАРАМЕТРОВ ПЕРЕМЕННОГО ТОКА ПРОМЫШЛЕННОЙ ЧАСТОТЫ | 2008 |
|
RU2368910C1 |
| ОХЛАЖДАЮЩЕЕ УСТРОЙСТВО | 2019 |
|
RU2783185C1 |
| CN 104281880 A, 14.01.2015. | |||
