Изобретение относится к области обеспечения предприятий прогнозной информацией о выпуске значительного количества продукции одной разновидности - либо сборок микроэлектронных приборов, либо мини-электродвигателей, либо навигационных приборов одного типа, либо медицинских приборов. Число их должно быть достаточно большим, чтобы динамика части предприятия, выпускающего эту продукцию, с хорошей точностью описывалась непрерывными математическими моделями.
Известна виртуальная управляющая станция (заявка на патент РФ №2010123264, 07.06.2010 г., МПК G05B 15/00, авторы Эдварде Ричард и др. (US)), содержащая дисплейную систему, выполненную с возможностью надевания ее на голову оператора, систему захвата движения, пользовательские устройства ввода, кресло с устройствами ввода, процессор с дисплейной системой, предназначенные для облегчения принятия решения оператором по управлению объектом при обнаружении им внешнего подвижного объекта.
Однако система является техническим интеллектуальным устройством и не может быть использована как автоматизированная система управления производством однородной продукции предприятия.
Известен аппаратно-программный комплекс автоматизации, управления и мониторинга технологических процессов (патент РФ №90588, МПК G05B 15/00, опубл. 10.01.2010, авторы Самарцев Е.С. и Дмитриев Е.А.), представляющий собой объединенные через локальную вычислительную сеть автоматизированные рабочие места и серверы, а также объединенные через систему передачи данных устройство и функциональные модули, предназначенные для обеспечения управления технологическими процессами, снятия показаний с датчиков контроля технологических процессов и передачи информации о состоянии входов/выходов устройств управления, а также снабженный программным блоком для осуществления визуализации технологических процессов.
Недостатком комплекса по полезной модели является то, что он не позволяет прогнозировать выпуск продукции.
Известна автоматизированная система управления процессами и ресурсами технического обслуживания и ремонта (патент РФ №2450304, МПК G05B 15/00 от 10.05.2012 г., авторы Страхов А.Ф. и Калик Н.А.) представляет собой систему управления ремонтом сложных технических систем, содержащую центральный компьютер с размещенной в его памяти информацией о составных частях (СЧ) технической (производственной) системы (СТС), состоящей из автоматизированных рабочих мест (АРМ), все АРМ через интерфейсную магистраль соединены прямыми и обратными связями с центральным компьютером, причем в нее введены радиочастотные идентификаторы, размещаемые на каждой СЧ обслуживаемой СТС с введенными в них идентификационными данными соответствующих СЧ обслуживаемой СТС, считыватели идентификационных данных из радиочастотных идентификаторов СТС. Кроме того, в нее введены радиочастотные идентификаторы, установленные на элементах вспомогательного комплекса, состоящего из запасных частей, упаковок расходных материалов и из оборудования, находящихся на хранении в выделенных помещениях стационарных ремонтных центров (СРЦ), а в проходах между помещениями СРЦ дополнительно установлены стационарные считыватели радиочастотных идентификационных данных, подключенные к центральному процессору СРЦ и обеспечивающие контроль перемещений объектов ремонта, оборудования, запасных частей и расходных материалов.
Недостатком данной системы является то, что она является информационной только по ремонту технических средств, т.е. не предназначена для выпуска новой продукции как в материальном, так и в денежном эквивалентах.
Наиболее близкой к заявляемому техническому решению является автоматизированная система управления предприятия (патент РФ №44840, МПК G05B 15/00, G11B 5/00, авторы Лисицын Н.В., Кузичкин Н.В., 2004 г.), состоящая из вычислительного комплекса с базой данных, связанная каналами связи с производственными и вспомогательными модулями, подсистемы получения информации и управления, отличающаяся тем, что вычислительный комплекс состоит из центральной ЭВМ и автоматизированных рабочих мест (АРМ), расположенных в производственных модулях, а подсистема получения информации и управления процессами в производственных модулях состоит из вышеупомянутых АРМ, контроллера, системы контрольных датчиков и запорно-регулирующей аппаратуры, причем контроллер связан каналами связи с центральной ЭВМ, контрольными датчиками и запорно-регулирующей аппаратурой, а автоматизированные рабочие места связаны каналами связи непосредственно с центральной ЭВМ.
Недостатком данной системы является то, что она не позволяет определять общий выпуск готовой продукции, а также прогнозировать процессы ее текущего выпуска, и получения выручки и прибыли.
Задачей изобретения является обеспечение за счет дополнительных устройств определения динамики предприятия и прогноза выпуска продукции, выработки управления и численной оценки параметров, характеризующих повышение рентабельности предприятия.
Технический результат заключается в создании виртуальной системы управления выпуском однородной продукции, в которую дополнительно введены радиочастотные идентификаторы и считыватели их данных для контроля, мониторинга, отслеживания состояния готовности на всех стадиях изготовления всех изделий. Кроме того, в заявляемую систему введен виртуально-компьютерный комплекс, который является аналогом реального производственного комплекса, разделенного на два модуля. Один модуль производственного комплекса - с повышенным, другой - с пониженным на такую же величину планом производства изделий. Виртуальный комплекс по данным реального комплекса определяет математическую модель работы предприятия, по которой центральный компьютер вычисляет прогнозируемые объем, выручку и прибыль предприятия. Разделение комплекса на два модуля позволяет определить, без нарушения плана выпуска продукции, математическую модель ее линейность и динамику предприятия.
Сравнение результатов реального и виртуально-компьютерного (вырабатывающего в текущем времени эталонный - виртуальный выпуск продукции) комплексов, позволяет определить «узкие места» производства и принимать меры к их устранению. Так как моделирование может быть выполнено в «быстром масштабе» времени, то можно составить прогноз работы предприятия до конца планируемого срока. Указанных свойств выявления «узких мест» производства и прогноза выпуска продукции предприятия, дающих возможность оперативно влиять на ход производства, в аналогах нет. Заявляемая виртуальная система позволяет, в отличие от аналогов, принимать обоснованные решения по управлению предприятием.
Поставленная задача решается тем, что виртуальная система управления процессом выпуска однородной продукции предприятия, состоящая из вычислительного комплекса с базой данных, включающего в свой состав центральный компьютер и автоматизированные рабочие места (АРМ), объединенную каналами связи с производственным и вспомогательным модулями, подсистемы получения информации и управления, АРМ расположены в производственных модулях, подсистема получения информации и управления процессами в производственных модулях состоит из вышеупомянутых АРМ, контроллера и системы контрольных датчиков, причем контроллер связан каналом связи с центральным компьютером, согласно заявляемому техническому решению дополнительно содержит магистраль интерфейсов, радиочастотные идентификаторы изделий выпускаемой продукции, считыватели идентификационных данных об изготовляемых изделиях, подключенные к центральному компьютеру, устройства связи, производственный и виртуально-компьютерный комплексы, программный блок, три масштабирующих контроллера, устройство для хранения готовых изделий, блок поставки готовых изделий, при этом производственный комплекс образован из двух производственных модуля: одного - с повышенным, а другого - с пониженным на эту же величину планом выпуска изделий, каждый из модулей состоит из последовательно соединенных программного, динамического и накопительного блоков, счетчика и устройства хранения готовых изделий, снабженных радиочастотными идентификаторами, зафиксированными через считыватель в центральном компьютере, в том числе и перепрограммируемыми в блоке поставки готовых изделий, при этом два одинаковых виртуально-компьютерных модуля соединены параллельно производственному комплексу, причем один из двух одинаковых модулей имеет повышенный, а другой на такую же величину пониженный планы выпуска изделий идентично производственному комплексу, каждый из модулей состоит из последовательно соединенных компьютерных программного, динамического, а также интегрирующего блоков, причем реальные программные и динамические блоки через три масштабирующих контроллера, выходы которых имеют размерности денежных единиц, соединены с соответствующими компьютерными динамическими блоками, выходы интегрирующих блоков соединены с входами сумматора произведенных виртуальных изделий, входящего в состав центрального компьютера, в котором выполнены порты выхода по изготовленным и поставленным реальным изделиям, а также по прогнозируемым и реальным выручкам и прибылям предприятия.
Изобретение поясняется чертежом, где представлена функциональная схема виртуальной системы управления, на котором приняты следующие обозначения позиций: 1 - программно-плановый блок, 2, 3 - элементы разветвления, 4 - реальный программный сектор производства, 5 и 6 - реальные динамические блоки производства, 7 и 8 - накопительные блоки, 9 - счетчик, 10 - устройство для хранения готовых изделий, 11 - блок поставок готовых изделий, 12 - магистраль интерфейсов, 13 - центральный компьютер, 14 и 15 - программные блоки, 16 и 17 - виртуальные динамические блоки, 18 и 19 - интеграторы, 20 - радиоприемник, 21 - считыватель информации, 22 - процессор вычисления реальных выручки и прибыли, 23 - процессор вычисления виртуальных выручки и прибыли; 24, 25 и 26 - масштабирующие контроллеры, 27 - блок идентификаторов готовых изделий, 28 - блок идентификаторов отгруженных изделий, δ - относительное изменение плана, задаваемое в пределах δ=0,1…0,2. Виртуальная система управления процессом выпуска однородной продукции предприятия состоит из трех комплексов: вычислительного, реального производственного и вспомогательного, названного в данной заявке виртуальным компьютерным. Вычислительный комплекс содержит базу данных, он выполнен в виде программно-планового блока 1, включающий плановое подразделение предприятия и выполненный с возможностью выработки плана производства изделий в единицу времени 
Реальный производственный комплекс содержит реальные динамические блоки 5, 6 реального производства: в них входят станки, оборудование, установки, изготовляемые изделия и их элементы, они снабжены контроллерами и идентификаторами АРМ. АРМ - это установка для изготовления изделия, или его части, с датчиками и контроллером. В программно-плановый блок 1 входит центральный компьютер 13. Реальный производственный модуль разделен на два равных по производительности модуля. Первый модуль имеет повышенный, а второй - пониженный на эту же величину план выпуска изделий в единицу времени. Первый из модулей состоит из последовательно соединенных программно-планового блока 1, элемента разветвления 2, реального динамического блока 5, накопительного блока 7, а второй - из аналогично соединенных программно-планового блока 1, элемента разветвления 3, реального динамического блока 6, накопительного блока 8, где 5 и 6 - это реальные аналоги запорно-регулирующей аппаратуре в прототипе. Выходные переменные реальных динамических блоков 5 и 6 m1 и m2 описываются математическими моделями - операторами L1(t) и L2(t).
Виртуальный компьютерный комплекс состоит из двух параллельных модулей, каждый из которых состоит из 14, 16, 18 и 15, 17, 19 подобно реальному производственному комплексу.
Выходные переменные виртуальных динамических блоков 16 и 17 описываются операторами  и
и  . Накопительные блоки 7 и 8 производства с весовыми коэффициентами a1 и а2 (коэффициентами передачи) на выходах имеют продукцию в виде денежных эквивалентов изделий M1 и М2. Выходы накопительных блоков 7 и 8 подключены к счетчику 9, материально размещенному в устройстве для хранения готовых изделий 10. Таким образом, сумма произведенной одноименной продукции есть М=М1+М2. Устройство для хранения готовых изделий 10 содержит изготовленные изделия, снабженные при сборке и регулировке датчиком, например радиочастотным идентификатором (в составе радиочастотного чипа и антенны), называемым еще RFTD - меткой или транспондером; для малых расстояний могут применяться также магнитные датчики. Указанные радиочастотные идентификаторы (RFID - метки), содержащие о каждом из готовых изделий необходимую информацию, составляют блок 27 идентификаторов D1, D2, … готовых изделий. Радиочастотные идентификаторы поставляемых (отгружаемых) изделий образуют блок 28 радиочастотных идентификаторов d1, d2, …, dm отгруженных изделий (RFID - меток). Блоки идентификаторов 27 и 28 образуют систему контрольных датчиков. Устройство хранения 10 также связано с блоком поставок 11. Магистраль интерфейсов 12 выполнена с возможностью осуществлять связь сигналов RFID - меток с центральным компьютером 13 или контроллерами через радиоприемник 20 и радиочастотные считыватели информации 21. В состав центрального компьютера 13 входят программные блоки 14 и 15, а также виртуальные динамические блоки 16 и 17 - аналоги реальных динамических блоков 5, 6. Виртуальные динамические блоки 16 и 17 являются одновременно блоками идентификации заложенных в работу устройства математических моделей. Они сформированы на основе центрального компьютера 13.
. Накопительные блоки 7 и 8 производства с весовыми коэффициентами a1 и а2 (коэффициентами передачи) на выходах имеют продукцию в виде денежных эквивалентов изделий M1 и М2. Выходы накопительных блоков 7 и 8 подключены к счетчику 9, материально размещенному в устройстве для хранения готовых изделий 10. Таким образом, сумма произведенной одноименной продукции есть М=М1+М2. Устройство для хранения готовых изделий 10 содержит изготовленные изделия, снабженные при сборке и регулировке датчиком, например радиочастотным идентификатором (в составе радиочастотного чипа и антенны), называемым еще RFTD - меткой или транспондером; для малых расстояний могут применяться также магнитные датчики. Указанные радиочастотные идентификаторы (RFID - метки), содержащие о каждом из готовых изделий необходимую информацию, составляют блок 27 идентификаторов D1, D2, … готовых изделий. Радиочастотные идентификаторы поставляемых (отгружаемых) изделий образуют блок 28 радиочастотных идентификаторов d1, d2, …, dm отгруженных изделий (RFID - меток). Блоки идентификаторов 27 и 28 образуют систему контрольных датчиков. Устройство хранения 10 также связано с блоком поставок 11. Магистраль интерфейсов 12 выполнена с возможностью осуществлять связь сигналов RFID - меток с центральным компьютером 13 или контроллерами через радиоприемник 20 и радиочастотные считыватели информации 21. В состав центрального компьютера 13 входят программные блоки 14 и 15, а также виртуальные динамические блоки 16 и 17 - аналоги реальных динамических блоков 5, 6. Виртуальные динамические блоки 16 и 17 являются одновременно блоками идентификации заложенных в работу устройства математических моделей. Они сформированы на основе центрального компьютера 13.
Вышеупомянутые АРМ, система контрольных датчиков идентификаторов 27 и 28 вместе с контроллером образуют подсистему получения информации и управления.
Интеграторы 18 и 19 являются виртуальными аналогами реальных накопительных блоков 7 и 8. Выходы интеграторов 18 и 19 соединены с соответствующими входами сумматора центрального компьютера 13. Входы интеграторов 18 и 19 подключены к выходам виртуальных динамических блоков 16 и 17 соответственно. Радиоприемник 20 (П) является составной частью считывателя информации 21 (r). Они входят в состав магистрали интерфейсов 12 и подключены к процессору вычисления виртуальных выручки и прибыли 22, в состав которого дополнительно входит процессор вычисления реальных выручки Мц и прибыли  23. Масштабирующие контроллеры 24-26 выполнены с возможностью установки соответствия физическим изделиям денежных эквивалентов (т.к. виртуальный модуль оперирует с денежными единицами) и подключены следующим образом: контроллер 26 связывает выход программно-планового блока 1 со входами программных блоков 14 и 15, контроллер 24 связывает выход реального динамического блока производства 6 с входом виртуального динамического блока 17, а контроллер 25 связывает выход реального динамического блока производства 7 с входом виртуального динамического блока 16.
23. Масштабирующие контроллеры 24-26 выполнены с возможностью установки соответствия физическим изделиям денежных эквивалентов (т.к. виртуальный модуль оперирует с денежными единицами) и подключены следующим образом: контроллер 26 связывает выход программно-планового блока 1 со входами программных блоков 14 и 15, контроллер 24 связывает выход реального динамического блока производства 6 с входом виртуального динамического блока 17, а контроллер 25 связывает выход реального динамического блока производства 7 с входом виртуального динамического блока 16.
Выходом процессоров 22 и 23, т.е. выходом заявляемой системы, являются порты выхода по изготовленным и поставленным реальным изделиям, а также по прогнозируемым и реальным выручкам и прибылям предприятия.
Реализация схемного решения заявляемой системы может быть осуществлена на основе общеизвестной элементной базы. Элементы 1-3 могут быть реализованы на контроллерах. Компьютер 13 может быть применен из серии Pentium или другой, элементы 2, 3, 4, блоки 11, 12 и другие - например, базируются на контроллерах РСМ-3370. Радиочастотные идентификаторы D1, …, Dn и др. могут быть выполнены на основе чипов RFID V2 (Fairchild Semiconductor & Philips) или других. Для вывода информации могут использоваться дисплеи или цифровая печать и т.д.
Рассмотрим работу системы. Идентификация математических моделей производится с помощью центрального компьютера 13 путем обработки информации от блоков 5 и 6 с помощью известных методов в программно-плановом блоке 1 по построенным переходным процессам, по корреляционным функциям и т.д. (Смотрите, например, книгу Н.Т. Кузовкова. «Модальное управление и наблюдающие устройства», М.: Машиностроение, 1976 г., 184 с.).
Программно-плановый блок 1 вырабатывает с помощью центрального компьютера 13 и других блоков и задает план (программу) производства изделий предприятия

На складе, обозначенном счетчиком 9 и устройством хранения изделий 10, готовая продукция естественным путем суммируется. Каждое изделие в блоке 5 (в цехе сборки или регулировки) снабжают RFID-меткой D1, D2, … (блок идентификаторов 27), в которой с помощью специального контроллера (не показан) записана информация о параметрах и номере изделия. Через магистраль интерфейсов 12 эту информацию помещают в память центрального компьютера 13. На основе записанной реальной информации m1(s) и m2(s) с помощью центрального компьютера 13 с использованием, например, программы MathLab (Microsoft) производят идентификацию математических моделей вида и . При необходимости этот процесс происходит под контролем квалифицированных специалистов. После выполнения условий (1) и получения оценок операторов и , их присваивают блокам 16 и 17, и модуль переходит в режим виртуального управления. Для определения степени линейности характеристики реального канала производства при необходимости проводят одно-два ступенчатых изменения значений δ, в т.ч. δ=0. В базу данных центрального компьютера 13 вводят также информацию о стоимости и цене изделий.
В реальных блоках 7 и 8 суммируют, а в их виртуальных аналогах 18, 19 накапливают информацию о выпускаемой продукции. Изделия, поступающие с устройства хранения 10 в блок поставок 11, идентифицируют с помощью контроллера и учитывают в центральном компьютере 13 (на основе сигналов считывателя информации 21, например, марки PHL-2700, воспринявших сигналы датчиков d1, …, dm блока идентификаторов 28 поставляемых изделий от антенны радиоприемника 20). По этой информации в центральном компьютере 13 в процессоре 22 определяют выходную продукцию в виде реальных выручки Мц и прибыли. Параллельно процессор 23 определяет виртуальные выручку и прибыль.
Задаваемый в виртуальный модуль сигнал с программным (плановым) значением производства изделий через масштабирующий контроллер 26 поступает в виртуальный модуль через программные блоки 14 и 15 соответственно на виртуальные динамические блоки 16 и 17, а от них - в интеграторы 18 и 19. Масштабирующие контроллеры 24 и 25 передают информацию в виртуальные динамические блоки 16 и 17. После этого оценки виртуальной денежной продукции заводят на соответствующие входы центрального компьютера 13, в котором эту информацию суммируют, с учетом базы данных о себестоимости изделия и о числе поставляемых изделий, и определяют виртуальные выручку и прибыль.
В результате сравнения виртуальных и реальных показателей технико-экономической деятельности предприятия определяется ритмичность работы, возможные сбои в выполнении плана по времени и по идентификационному номеру изделия. При необходимости получения более раннего прогноза может быть изменен масштаб времени, а именно введено так называемое «быстрое время». В этом случае виртуальный модуль быстрее реального времени предскажет прогнозируемый выпуск продукции. Сравнивая полученные прогнозируемые значения с плановыми и обнаруживая возможность невыполнения плана, руководство предприятия может предусмотреть и осуществить меры управления по недопущению невыполнения плана.
Система дает возможность осуществлять гибкое управление предприятием, в чем и состоит польза и эффект предлагаемого изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИРТУАЛЬНАЯ СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ ВЫПУСКА ОДНОРОДНОЙ ПРОДУКЦИИ ПРЕДПРИЯТИЯ С ЕГО РЕГУЛИРОВАНИЕМ | 2016 |
|
RU2649114C1 |
| ВИРТУАЛЬНАЯ СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ ВЫПУСКА ОДНОРОДНОЙ ПРОДУКЦИИ ПРЕДПРИЯТИЯ С ЕГО РЕГУЛИРОВАНИЕМ | 2017 |
|
RU2659364C1 |
| Комплекс программно-аппаратных средств автоматизации процессов швейного производства | 2021 |
|
RU2801155C2 |
| Комплекс программно-аппаратных средств автоматизации процессов швейного производства | 2024 |
|
RU2836160C1 |
| Программно-аппаратный управленческий комплекс, интегрированный в производство керамических изделий | 2018 |
|
RU2699330C1 |
| СИСТЕМА МОНИТОРИНГА БЕЗОПАСНОСТИ КОМПЬЮТЕРОВ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ | 2016 |
|
RU2628458C1 |
| СИСТЕМА ДЛЯ ПРОАКТИВНОГО КОНТРОЛЯ ЗА ДЕЯТЕЛЬНОСТЬЮ ПРЕДПРИЯТИЯ | 2014 |
|
RU2584453C2 |
| СПОСОБ РЕМОНТА СЛОЖНЫХ ТЕХНИЧЕСКИХ ИЗДЕЛИЙ, ВКЛЮЧАЯ СИСТЕМЫ ВООРУЖЕНИЯ И ВОЕННОЙ ТЕХНИКИ | 2012 |
|
RU2492076C1 |
| СТАЦИОНАРНЫЙ РЕМОНТНЫЙ ЦЕНТР | 2012 |
|
RU2491186C1 |
| СПОСОБ УПРАВЛЕНИЯ РЕМОНТНЫМИ ВОЗДЕЙСТВИЯМИ НА УЗЛЫ И АГРЕГАТЫ АВТОТРАКТОРНОЙ ТЕХНИКИ | 2014 |
|
RU2582519C2 |
Изобретение относится к области обеспечения предприятий прогнозной информацией о выпуске значительного количества продукции одной разновидности. Технический результат - создание виртуальной системы управления выпуском однородной продукции предприятия, позволяющей повысить достоверность прогноза количества выпускаемой продукции и, таким образом, улучшить эффективность управления производством. Виртуальная система состоит из вычислительного комплекса с базой данных; подсистемы получения информации и управления; магистрали интерфейсов; радиочастотных идентификаторов изделий выпускаемой продукции; считывателей идентификационных данных об изготовляемых изделиях; устройств связи; производственного и виртуально-компьютерного комплекса; программного блока; трех масштабирующих контроллеров; устройства для хранения готовых изделий; блока поставки готовых изделий. Производственный комплекс образован из двух производственных модулей: одного - с повышенным, а другого - с пониженным на эту же величину планом выпуска изделий, каждый из которых состоит из последовательно соединенных программного, динамического и накопительного блоков, счетчика и устройства хранения готовых изделий, снабженных радиочастотными идентификаторами, зафиксированными через считыватель в центральном компьютере. 1 ил.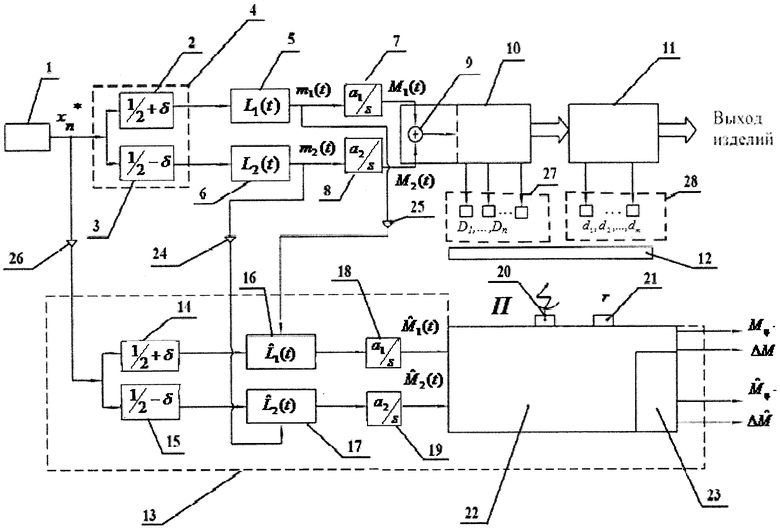
Виртуальная система управления процессом выпуска однородной продукции предприятия, состоящая из вычислительного комплекса с базой данных, включающего в свой состав центральный компьютер и автоматизированные рабочие места (АРМ), объединенные с производственным и вспомогательным комплексами, подсистемы получения информации и управления, АРМ расположены в производственных модулях, подсистема получения информации и управления процессами в производственных модулях состоит из вышеупомянутых АРМ, контроллера и системы контрольных датчиков, причем контроллер связан с центральным компьютером, отличающаяся тем, что дополнительно содержит магистраль интерфейсов, блоки идентификаторов готовых изделий и отгруженных изделий, подключенные к центральному компьютеру, три масштабирующих контроллера, последовательно подключенные программный блок, устройство для хранения готовых изделий и блок поставки готовых изделий, при этом производственный комплекс образован из двух параллельных производственных модулей: одного - с повышенным, а другого - с пониженным на эту же величину планом выпуска изделий, каждый из модулей состоит из последовательно соединенных программного, динамического и накопительного блоков, при этом выходы модулей подключены к счетчику, который, в свою очередь, связан с устройством хранения готовых изделий, снабженных радиочастотными идентификаторами, зафиксированными через считыватель в центральном компьютере, в том числе и перепрограммируемыми в блоке поставки готовых изделий, при этом введен виртуальный компьютерный комплекс, он подключен параллельно производственному комплексу, причем один из двух одинаковых параллельно включенных модулей виртуального компьютерного комплекса имеет повышенный, а другой на такую же величину пониженный планы выпуска изделий идентично производственному комплексу, каждый из модулей состоит из последовательно соединенных компьютерных программного, динамического блоков, а также интегратора, причем реальные программные и динамические блоки через масштабирующие контроллеры, выходы которых имеют размерности денежных единиц, соединены с соответствующими компьютерными динамическими блоками, выходы интегрирующих блоков соединены с входами счетчика произведенных виртуальных изделий, входящего в состав центрального компьютера, в котором выполнены порты выхода по изготовленным и поставленным реальным изделиям, а также по прогнозируемым и реальным выручкам и прибылям предприятия.
| Приспособление к круглому ткацкому станку для равномерного распределения нитей основы в ткани | 1935 |
|
SU44840A1 |
| Регулируемый электропривод | 1960 |
|
SU132297A1 |
| Видоизменение строкоуказателя | 1929 |
|
SU18782A1 |
| ПРОТИВОПОЖАРНАЯ ПРЕГРАДА (ВАРИАНТЫ) | 2006 |
|
RU2339418C2 |
| US 8825534 B2, 02.09.2014. | |||

