Область техники, к которой относится изобретение
Настоящее изобретение относится к способу управления и системе управления для производственных установок для управления многочисленными однотипными производственными установками, расположенными на многочисленных производственных участках.
Область техники, к которой относится изобретение
В обрабатывающей промышленности, где для производства продукции требуется большое количество крупномасштабных производственных установок, объединение производственных установок в одном месте потребует огромного участка и повлечет за собой риск полной остановки работы в случае крупной аварии, такой как как землетрясение, поэтому производственные участки часто распределены по стране и иногда и за границей. В этом случае на каждом производственном участке составляется производственный план, и производственная установка эксплуатируется в соответствии с производственным планом.
В черной металлургии сталелитейные заводы часто располагаются в нескольких местах. Среди сталеплавильных заводов, в объединенных сталелитейных заводах, в которых производственные установки объединены применительно к процессам выше по ходу технологического потока и процессам ниже по ходу технологического потока, производственные установки, такие как доменная печь для производства источника железа, конвертер для регулировки компонентов расплавленного чугуна, производимого в доменной печи, установка для непрерывной разливки для затвердевания расплавленного чугуна в слябы в виде плит и установка для горячей прокатки для вытягивания слябов в более тонкие листы часто устанавливаются совместно на сталелитейных заводах. До сих пор определение анормальности в работе этих производственных установок выполнялось для каждой производственной установки на каждом производственном участке, и на каждой производственной установке анормальность устранялась в индивидуальном порядке.
Как правило, производственная установка эксплуатируется операторами по эксплуатации, проверяющими рабочие данные. Когда определяется, что работа является анормальной, условия работы изменяются для того, чтобы предотвратить развитие анормальности, тем самым стабилизируя работу установки. Технология обнаружения анормальности в работе доменных печей описана, например, в патентной литературе 1. В частности, значение статистики Q, которая представляет собой вторую и последующие компоненты, полученные путем проведения анализа главных компонентов данных от манометров, установленных в шахте корпуса доменной печи, увеличивается при изменении давления в шахте при нарушении вентиляции доменной печи. Согласно технологии, описанной в патентной литературе 1, устанавливается пороговое значение для статистики Q в нормальных условиях, собранной заранее, и когда статистика Q превышает пороговое значение, определяется, что в доменной печи возникла эксплуатационная анормальность.
Перечень цитируемой литературы
Патентная литература
Патентная литература 1: Выложенная заявка на японский патент № 2017-128805
Сущность изобретения
Техническая задача
В последние годы количество операторов по эксплуатации сокращалось на фоне сокращения рабочей силы из-за оптимизации бизнеса и сокращения местного работающего населения. Фактически, при возникновении анормальности в работе необходимо временно прекратить работу, и затем незамедлительно предпринять необходимые действия для устранения неисправности. Однако при меньшем количестве операторов по эксплуатации большая часть работы, связанной с эксплуатацией, приходится на долю нескольких операторах по эксплуатации. В дополнение к этому, при такой работе с меньшим количеством операторов по эксплуатации оперативная экспертиза в случае возникновения анормальностей не передается гладко, и продолжение работы без осведомленности о нештатной ситуации на производственных установках может привести к еще большим неприятностям, влекущим за собой длительные простои и большие затраты на восстановление. Более того, такая ситуация затрудняет производство продукции и приводит к снижению реализации продукции. В свете вышеизложенного для различных процессов разрабатываются технологии обнаружения анормальности, которые были описаны выше. Однако важно, чтобы эти технологии обнаружения отклонений в работе работали надежно и отражались в работе с тем, чтобы предотвратить серьезные проблемы с установкой.
Настоящее изобретение выполнено с учетом вышеуказанной проблемы, и задача настоящего изобретения состоит в том, чтобы предоставить способ управления и систему управления для производственных установок, которые точно обнаруживают эксплуатационные анормальности производственных установок, не требуя большого количества рабочей силы и позволяя оперативно реагировать на эксплуатационные анормальности.
Решение задачи
Способ управления согласно настоящему изобретению для производственных установок, предназначенный для управления многочисленными однотипными производственными установками, расположенными на многочисленных производственных участках, включает в себя: этап подготовки информационных данных для агрегирования рабочих данных каждой из производственных установок для каждого из производственных участков; этап накопления данных для накопления рабочих данных, агрегированных на этапе подготовки информационных данных, в компьютере, расположенном на участке накопления данных; этап анализа данных для анализа условий эксплуатации каждой из производственных установок с использованием рабочих данных, накопленных на этапе накопления данных; этап отображения данных для отображения информации об условиях эксплуатации каждой из производственных установок, проанализированной на этапе анализа данных, на блоке отображения, расположенном на каждом из производственных участков; и этап управления установкой для обращения к информации, отображаемой на этапе отображения данных, и управления производственной установкой, расположенной на втором производственном участке, с первого производственного участка.
Этап отображения данных может включать в себя этап отображения информации об текущих условиях эксплуатации каждой из производственных установок на устройстве отображения, расположенном на участке управления, отличном от производственных участков, и этап управления установкой может включать в себя этап управления производственной установкой, расположенной на втором производственном участке, с участка управления, а не с первого производственного участка.
Способ управления производственной установкой может включать в себя, вместо этапа управления производственной установкой, этап представления информации, предназначенный для представления, с первого производственного участка или участка управления, оператору по эксплуатации на производственном установке, расположенной на втором производственном участке, информации управления эксплуатацией производственной установки.
Способ управления производственной установкой может включать в себя этап определения условий управления для определения то, является ли работа анормальной на каждой из производственных установок, на основе результатов анализа на этапе анализа данных, и этап управления производственной установкой или этап представления информации может выполняться тогда, когда определяется то, что по меньшей мере одна из производственных установок имеет эксплуатационную анормальность.
Этап определения условий эксплуатации может включать в себя этап определения того, является ли работа анормальной, с использованием показателя работы, рабочих данных и по меньшей мере одной части метаданных рабочих условий, преобразованных в одну и ту же шкалу.
Система управления согласно настоящему изобретению для производственных установок, предназначенная для управления многочисленными однотипными производственными установками, расположенными на многочисленных производственных участках, включает в себя: блок подготовки информационных данных, выполненный с возможностью агрегирования рабочих данных каждой из производственных установок для каждого из производственных участков; блок накопления данных, выполненный с возможностью накопления рабочих данных, агрегированных блоком подготовки информационных данных; блок анализа данных, выполненный с возможностью анализа условий эксплуатации каждой из производственных установок с использованием рабочих данных, накопленных блоком накопления данных; блок отображения, расположенный на каждом из производственных участков и выполненный с возможностью отображения информации об условиях эксплуатации каждой из производственных установок, анализируемых блоком анализа данных; и блок управления установкой, выполненный с возможностью обращения к информации, отображаемой на блоке отображения, и управления производственной установкой, расположенной на втором производственном участке, с первого производственного участка.
Полезные эффекты изобретения
Способ управления и система управления для производственных установок согласно настоящему изобретению позволяют точно обнаруживать эксплуатационные анормальности производственных установок, не требуя большого количества рабочей силы и позволяя быстро реагировать на эксплуатационные анормальности.
Краткое описание чертежей
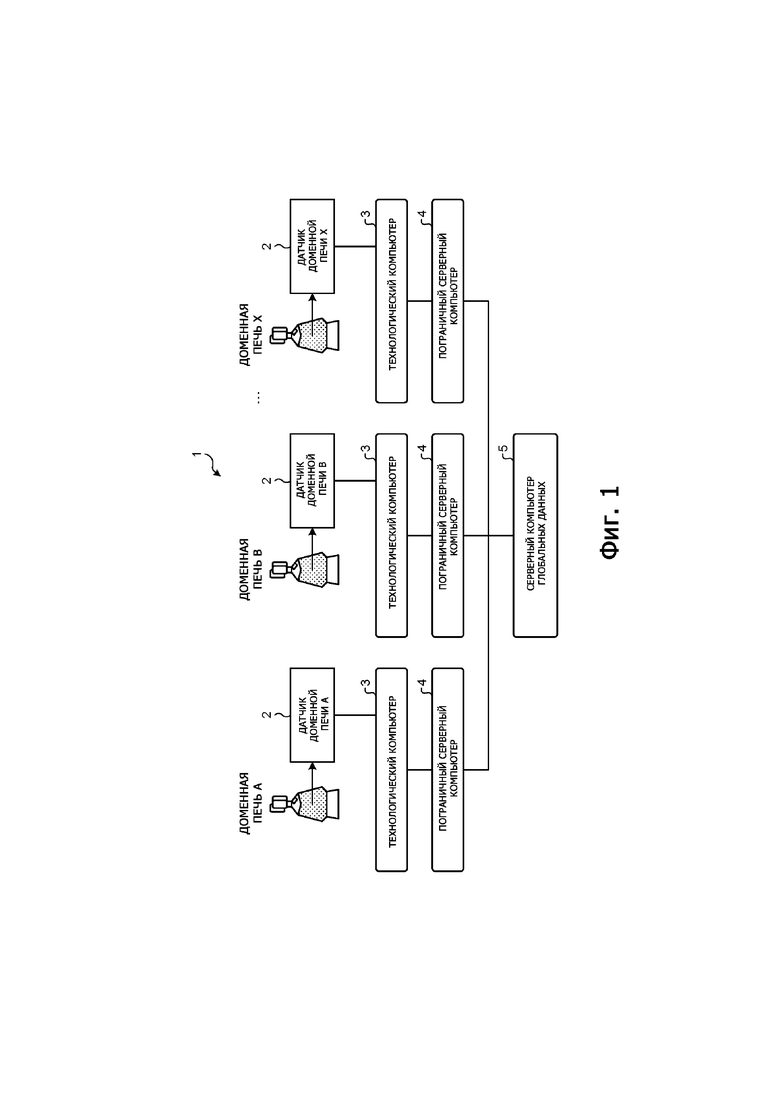
Фиг. 1 – блок-схема, иллюстрирующая конфигурацию системы управления для производственных установок согласно варианту осуществления настоящего изобретения.
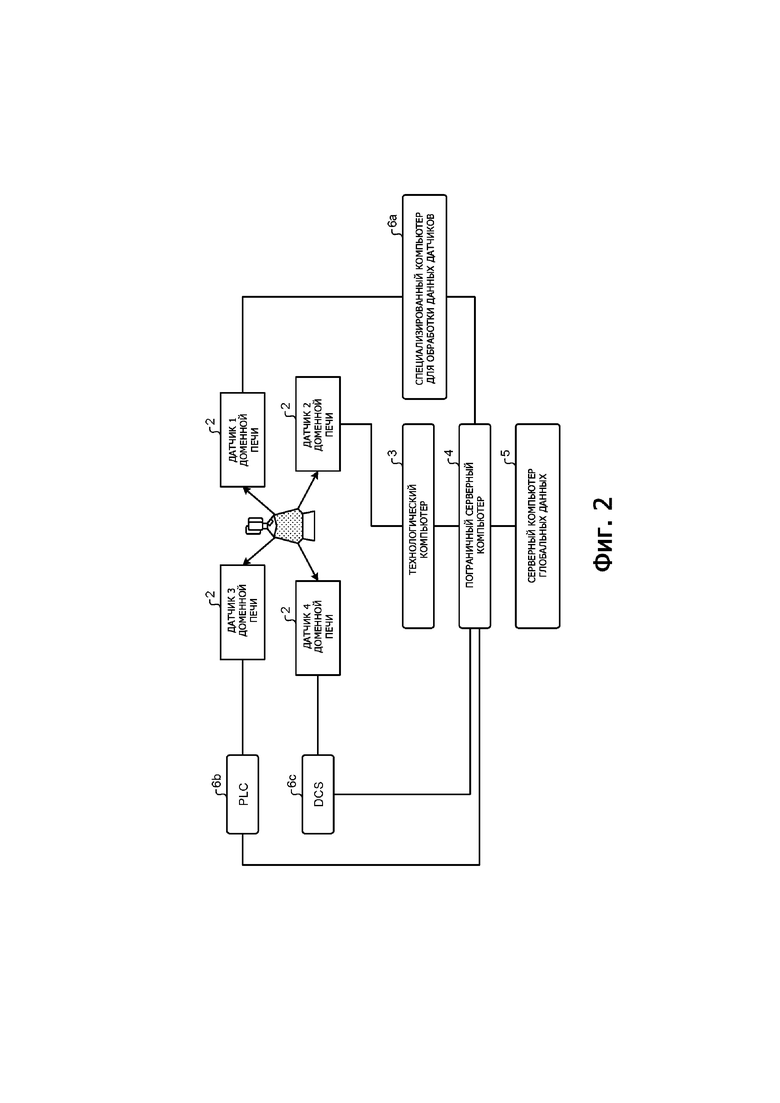
Фиг. 2 – блок-схема, иллюстрирующая конфигурацию модификации системы управления для производственных установок, показанной на фиг. 1.
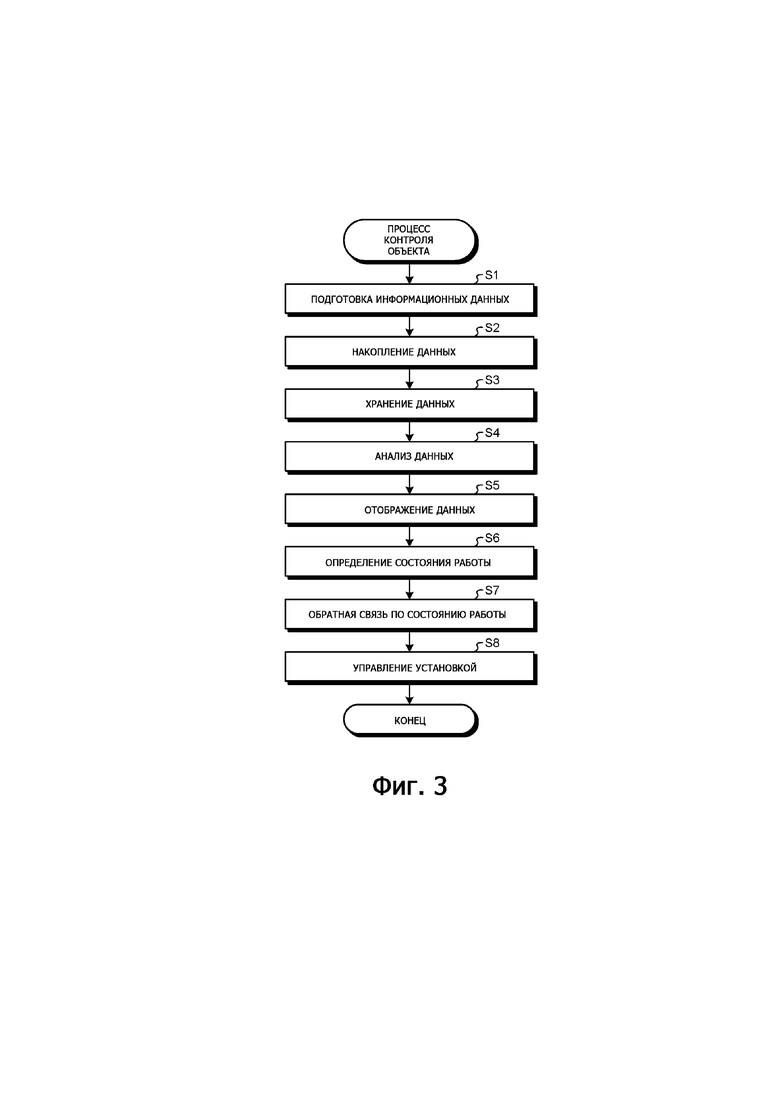
Фиг. 3 – блок-схема, иллюстрирующая процесс контроля установки согласно варианту осуществления настоящего изобретения.
Подробное описание изобретения
Сталелитейные заводы в основном включают в себя расположенные выше по ходу технологические установки, которые производят слябы, служащие исходным материалом для продукции, расположенные ниже по ходу технологические установки, которые производят конечную продукцию, и энергетические установки, обеспечивающие подачу электроэнергии, топливного газа, воды и т.п. Расположенные выше по ходу технологические установки включают в себя производственные установки, такие как склад сырья для хранения железорудного сырья и других материалов, коксовая печь для производства кокса из угля, агломерационная установка для агломерации мелкодисперсной железной руды, доменная печь для производства жидкого чугуна путем сжигания этих сырьевых материалов при высоких температурах, чугуновоз для перевозки жидкого чугуна и железнодорожное средство для перевозки чугуновоза, установка предварительной подготовки для регулировки компонентов жидкого чугуна, конвертер для получения жидкой стали путем регулировки количества углерода в расплавленном чугуне, печь для вторичного рафинирования и установка для непрерывного литья для затвердевания расплавленной стали в готовые слябы.
Расположенные ниже по ходу технологические установки включают в себя производственные установки, такие как установка для горячей прокатки для производства тонких стальных полос путем нагревания слябов, установка для холодной прокатки для производства тонких удлиненных стальных листов с заданной прочностью путем многократного нагрева и охлаждения стальных полос, установка для нанесения покрытия на стальные листы, полученные в процессе холодной прокатки, установка для производства труб путем гибки стальных листов, полученных в процессе горячей прокатки, и сварки концов листов вместе, и установка для формовки для производства линейки продукции, называемой формами для строительных материалов.
Энергетические установки включают в себя производственные установки, такие как установка для очистки газа, полученного из доменной печи и кокса, установка для выработки электроэнергии с использованием очищенного газа, газопроводы для транспортировки газа на установку для выработки электроэнергии и водопроводные трубы для транспортировки воды для охлаждения различных печей и нагретых изделий.
Так как существует очень много производственных установок, и для каждого из них требуется большой участок для установки, объединенные сталелитейные заводы, включающие расположенные выше по ходу технологические установки и расположенные ниже по ходу технологические установки, требуют участки большой площади. Объем производства металлопродукции на одном сталелитейном заводе не удовлетворяет спрос, поэтому необходимо производить металлопродукцию на нескольких сталелитейных заводах. В таком случае сталелитейные заводы иногда располагаются поблизости от потребителей, которым требуется большой объем стальной продукции, чтобы облегчить поставку продукции потребителям стальной продукции, или стальная продукция производятся на сталелитейных заводах, расположенных на многочисленных производственных участках во избежание остановок из-за крупномасштабных аварий.
Каждый производственная установка на сталелитейном заводе оборудована рядом датчиков, которые измеряют текущие параметры производственной установки, и датчиками, которые измеряют состояние производимой стальной продукции. В повседневной работе операторы по эксплуатации задают необходимые условия производства стальной продукции на основе данных, измеренных этими датчиками, и выполняют работу. Последующее описание представляет собой пример работы доменной печи и расположенных выше по ходу технологических установок.
Как правило, при работе доменной печи степень открытия верхнего бункера регулируется таким образом, чтобы сырьевые материалы, такие как железная руда, агломерированная руда и кокс, загружались сверху печи с соответствующей скоростью загрузки, и наклон и скорость вращения загрузочного устройства задаются для достижения предполагаемого распределения нагрузки. Сырьевые материалы, временно хранящееся в верхнем бункере в верхней части печи, последовательно взвешивают, чтобы контролировать объем загрузки. Профиль поверхности загружаемых сырьевых материалов измеряют микроволновым профилометром, и определяют правильность распределения загружаемых сырьевых материалов. Горячий воздух вдувают в доменную печь из множества фурм, расположенных по окружности в днище печи. Нагнетаемый горячий воздух поступает в верхнюю часть печи, при этом обмениваясь теплом с опускающимися сырьевыми материалами. Когда загружаемые сырьевые материалы распределяются по назначению, данные от множества манометров, установленных в корпусе печи, указывают на практически аналогичное поведение. Температура и компоненты газа, достигающего верхней части печи, измеряются зондом, установленным в верхней части печи, чтобы подтвердить, что поток газа в печи соответствует назначению, и сырьевые материалы вступают в химическую реакцию с образованием расплавленного чугуна.
Устанавливается скорость потока, температура, влажность, содержание обогащенного кислорода и т.п. горячего воздуха, нагнетаемого из фурм, и измеряется давление нагнетания. Кроме того, из копья, установленного в фурме, вдувается угольная пыль, и устанавливается количество вдувания угольной пыли. На фурмах установлены камеры наблюдения за состоянием в печи для последовательного захвата изображений в фурмах. Измеряется также температура фурм. Кроме того, ряд термометров для контроля температуры корпуса печи прикреплены для последовательного измерения температуры. В дополнение к этому, измеряется количество и температура охлаждающей воды, подаваемой на охлаждающую панель для охлаждения корпуса печи, а также температура охлаждающей панели. Полученный жидкий чугун выпускается наружу через летку в нижней части печи вместе со шлаком, образующимся в то же самое время в печи. Регистрируется также время начала выпуска из летки и время окончания выпуска. Выходящий из летки жидкий чугун и шлак разделяются в металлическом желобе по разнице удельного веса, и жидкий чугун выливается в чугуновоз.
Шлак поступает в установку для обработки шлака, охлаждается водой или воздухом и помещается в место для хранения. Сразу же после выгрузки расплавленного чугуна из доменной печи измеряется температура, а также измеряется количество кремния, содержащегося в расплавленном чугуне. Кроме того, вес расплавленного чугуна, поступающего в чугуновоз, измеряется тензодатчиком. Измеряются также основность шлака и расход шлака. В случае установок для производства конечного продукта, производственные условия, такие как рабочая скорость каждой производственной линии, температура печи, время нагрева продукта и масса затвердевающего покрытия, дефекты продукта и форма, полученные с помощью датчиков, и любые другие данные оценки характеристик продукта считаются частью набора рабочих данных. Продукт в доменной печи можно рассматривать как расплавленный чугун или шлак.
Эти рабочие условия, данные датчика и информация о продукте агрегируются в управляющем компьютере (называемом технологическим компьютером), который может контролироваться оператором по эксплуатации, и записываются с одной отметкой времени (с информацией о времени). В технологическом компьютере доменной печи такие коэффициент, как коэффициент проницаемости и коэффициент использования газа, которые указывают на состояние доменной печи, рассчитываются на основе записанных данных и регистрируются вместе с данными датчиков, ассоциированных с каждой установкой, данными измерений расплавленного чугуна и шлака и условиями работы. Доменные печи в отдаленных районах работают по существу таким же образом, и получаются аналогичные наборы рабочих данных.
Далее, со ссылкой на чертежи, будет описана система управления для производственных установок согласно варианту осуществления настоящего изобретения, в котором настоящее изобретение применяется к процессу управления множеством доменных печей, расположенных в множестве производственных участков. В настоящем варианте осуществления настоящее изобретение применяется к процессу управления множеством доменных печей, расположенных на многочисленных производственных участках. Однако диапазон применения настоящего изобретения не ограничивается настоящим вариантом осуществления, и настоящее изобретение применяться в широком диапазоне общих процессов управления и эксплуатации многочисленных однотипных производственных установок, расположенных на многочисленных производственных участках.
Конфигурация
Во-первых, со ссылкой на фиг. 1 и фиг. 2 будет описана конфигурация системы управления для производственных установок согласно варианту осуществления настоящего изобретения. На фиг. 1 показана блок-схема, иллюстрирующая конфигурацию системы управления для производственных установок согласно варианту осуществления настоящего изобретения. На фиг. 2 показана блок-схема, иллюстрирующая конфигурацию модификации системы управления для производственных установок, показанной на фиг. 1.
Как показано на фиг. 1, система 1 управления для производственных установок в качестве варианта осуществления настоящего изобретения представляет собой систему для управления множеством доменных печей (от доменной печи A до доменной печи X), расположенных на многочисленных производственных участках. Система включает в себя датчики 2 доменной печи (от датчика доменной печи A до датчика доменной печи X), установленные на отдельных доменных печах, и данные измерений каждого из которых указывают на состояние доменной печи и жидкого чугуна, произведенного в доменной печи, технологические компьютеры 3 для отдельных доменных печей производственных участков, каждый из которых электрически подключен к соответствующему датчику 2 доменной печи, пограничные серверные компьютеры 4 для отдельных производственных участков, каждый из которых электрически подключен к соответствующему технологическому компьютеру 3, и серверный компьютер 5 глобальных данных, подключенный к пограничным серверным компьютерам 4 через телекоммуникационную сеть.
В данном документе технологические компьютеры 3, пограничные серверные компьютеры 4 и серверный компьютер 5 глобальных данных сконфигурированы с хорошо известными устройствами обработки информации. Серверный компьютер 5 глобальных данных расположен на любом производственном участке или в месте, отличном от производственных участков. Однако местоположение серверного компьютера 5 глобальных данных (участок накопления данных) физически не ограничено одним местоположением и может быть разделено на несколько местоположений. Как показано на фиг. 2, такие устройства, как специализированный компьютер 6а для обработки данных датчиков, программируемый логический контроллер (PLC) 6b и распределенная система 6с управления (DCS), могут быть подключены к датчикам 2 доменной печи, и датчики 2 доменной печи могут быть электрически подключены к пограничному серверному компьютеру 4 через эти устройства.
Система 1 управления для производственных установок в этой конфигурации выполняет описанный ниже процесс контроля установки и, таким образом, точно обнаруживает эксплуатационные анормальности доменных печей, не требуя большого количества рабочей силы, и обеспечивает возможность оперативного реагирования на эксплуатационные анормальности доменных печей. Работа системы 1 управления для производственных установок при выполнении процесса контроля установки будет описана ниже со ссылкой на блок-схему, показанную на фиг. 3.
Процесс контроля установки
На фиг. 3 показана блок-схема, иллюстрирующая процесс контроля установки согласно варианту осуществления настоящего изобретения. Процесс контроля установки, показанный на фиг. 3, начинается в момент времени, когда запускается работа доменной печи, и процесс контроля установки переходит к этапу S1.
В процессе на этапе S1 технологический компьютер 3 агрегирует наборы рабочих данных и передает агрегированные наборы данных на пограничный серверный компьютер 4. Пограничный серверный компьютер 4 сохраняет наборы рабочих данных, переданные из технологического компьютера 3, в запоминающем устройстве, таком как жесткий диск, оптический диск или USB-накопитель. Используемый в данном документе термин «набор рабочих данных» относится к рабочим данным доменной печи и метаданным, полученным в одно и то же время. Рабочие данные означают данные, измеренные датчиком 2 доменной печи, и/или различные коэффициенты, рассчитанные на основе данных, измеренных датчиком 2 доменной печи. Метаданные означают данные об условиях эксплуатации доменной печи на момент получения рабочих данных, значений настроек, условий эксплуатации и рабочих данных, отличных от рабочих данных, представляющих интерес. Предпочтительно, чтобы количество элементов, названия элементов и единицы рабочих данных и метаданных были стандартизированы с тем, чтобы они были идентичными для множества производственных участков.
Технологический компьютер 3 сильно загружен, так как он выполняет модельные расчеты, управляет различными устройствами, а также производит сбор данных и обрабатывает их. В дополнение к этому, если наборы рабочих данных передаются на серверный компьютер 5 глобальных данных через телекоммуникационную сеть, может возникнуть время ожидания в зависимости от состояния перегрузки телекоммуникационной сети, что может повлиять на работу доменной печи. Таким образом, в настоящем варианте осуществления пограничный серверный компьютер 4 установлен на близком расстоянии в телекоммуникационной сети, и технологический компьютер 3 подключен к пограничному серверному компьютеру 4 через телекоммуникационную сеть. Наборы рабочих данных временно хранятся на компьютере 4 пограничного сервера, и серверный компьютер 5 глобальных данных накапливает наборы рабочих данных, хранящиеся на пограничном серверном компьютере 4, через телекоммуникационную сеть, как описано ниже. Когда система 1 управления для производственных установок сконфигурирована таким образом, как показано на фиг. 2, пограничный серверный компьютер 4 также хранит данные, переданные из устройств, таких как специализированный компьютер 6а для обработки данных датчиков, PLC 6b и DCS 6с. Затем процесс на этапе S1 завершается, и процесс контроля установки переходит к процессу на этапе S2.
В процессе на этапе S2 серверный компьютер 5 глобальных данных считывает электронный файл, содержащий наборы рабочих данных, хранящиеся на каждом пограничном серверном компьютере 4, через телекоммуникационную сеть через заданные интервалы времени (например, через каждую минуту, когда отслеживаются изменения в каждом датчике в доменной печи). Пограничный серверный компьютер 4 может передавать электронный файл, содержащий наборы рабочих данных, на серверный компьютер 5 глобальных данных через заданные интервалы времени. Затем процесс на этапе S2 завершается, и процесс контроля установки переходит к процессу на этапе S3.
В процессе на этапе S3 серверный компьютер 5 глобальных данных сохраняет наборы рабочих данных каждой доменной печи, считанные в процессе на этапе S2, в устройстве записи накопленных данных, таком как жесткий диск, оптический диск или USB-память. В этом случае серверный компьютер 5 глобальных данных синхронизирует по времени наборы рабочих данных каждой доменной печи с тем, чтобы наборы рабочих данных каждой доменной печи можно было одновременно сравнивать друг с другом. Когда названия и единицы измерения элементов данных в наборах рабочих данных различаются, серверный компьютер 5 глобальных данных преобразует их в предварительно определенные названия и единицы для стандартизации названий и единиц. Затем процесс на этапе S3 завершается, и процесс контроля установки переходит к процессу на этапе S4.
В процессе на этапе S4 серверный компьютер 5 глобальных данных анализирует рабочее состояние доменной печи путем анализа наборов рабочих данных доменной печи, хранящихся в устройстве записи накопленных данных. В частности, рабочее состояние каждой доменной печи можно узнать из коэффициента проницаемости, рассчитанного на основе данных давления, статистики Q, рассчитанной на основе данных давления, коэффициента использования газа, рассчитанного на основе данных анализа газа, и дисперсии в направлении по периметру печи статистики Q, рассчитанной по яркости данных изображения в множестве фурм в доменной печи. Рабочее состояние доменной печи также можно определить по проницаемости, полученной путем деления разницы между давлением в шахте и давлением в верхней части печи на объем печи. Коэффициент использования газа, указывающий соотношение компонентов СО и СО2, полученное путем анализа компонентов газа, полученных из верхней части печи, является еще одним показателем рабочего состояния доменной печи. Ориентируясь на нижнюю часть доменной печи, можно рассчитать тепловой коэффициент печи, отражающий тепловое состояние в доменной печи на основе расчета теплового баланса в нижней части доменной печи, и использовать его для определения состояния реакций в доменной печи до достижения температуры жидкого чугуна. Наборы рабочих данных включают в себя другие различные данные, из которых можно узнать условия эксплуатации доменной печи, и условия эксплуатации доменной печи можно определить также по скользящему среднему значению таких данных, рассматриваемых как данные временного ряда, переходу стандартного отклонения от среднего значения, рассчитанного заранее, и сложению и вычитанию нескольких данных.
Серверный компьютер 5 глобальных данных вычисляет коэффициент, указывающий условия эксплуатации каждой доменной печи, путем выполнения описанного выше анализа наборов рабочих данных каждой доменной печи. Предпочтительно, чтобы после завершения анализа серверный компьютер 5 глобальных данных сохранял коэффициент, указывающий условия эксплуатации каждой доменной печи, вместе с наборами рабочих данных в устройстве записи накопленных данных. Этот процесс на этапе S4 может выполняться пограничным серверным компьютером 4, и пограничный серверный компьютер 4 может включать коэффициент, указывающий условия эксплуатации доменной печи, в наборы рабочих данных. Затем процесс на этапе S4 завершается, и процесс контроля установки переходит к процессу на этапе S5.
В процессе на этапе S5 серверный компьютер 5 глобальных данных отображает коэффициент, указывающий условия эксплуатации каждой доменной печи, и наборы рабочих данных на блоке отображения данных, таком как жидкокристаллическое устройство отображения, расположенное в каждой доменной печи, например с тем, чтобы можно было наблюдать за временными изменениями. Предпочтительно, чтобы серверный компьютер 5 глобальных данных одновременно отображал коэффициент, указывающий условия эксплуатации каждой доменной печи, и наборы рабочих данных, чтобы можно было сравнивать коэффициент, указывающий условия эксплуатации каждой доменной печи, и наборы рабочих данных. В дополнение к этому, период для отображения данных может быть установлен по желанию, чтобы можно было ссылаться на долгосрочную тенденцию и краткосрочную тенденцию, тем самым облегчая понимание изменения условий эксплуатации каждой доменной печи. Этот процесс упрощает определение того, являются ли условия эксплуатации доменной печи удовлетворительными, а также облегчает оценку того, как изменятся условия эксплуатации доменной печи в будущем. Затем процесс на этапе S5 завершается, и процесс контроля установки переходит к процессу на этапе S6.
В процессе на этапе S6 серверный компьютер 5 глобальных данных определяет, являются ли условия эксплуатации каждой доменной печи удовлетворительными, например, на основе коэффициента, указывающего условия эксплуатации каждой доменной печи. При этом серверный компьютер 5 глобальных данных может также определить, где в доменной печи и какой тип анормальности имеет место. В частности, в доменной печи высокая проницаемость в печи важна для непрерывной стабильной работы. Однако, когда поток газа в печи по какой-либо причине нарушается, могут возникнуть анормальности, такие как зависание, проскальзывание и канализация газа. «Зависание» представляет собой явление, при котором сырьевые материалы не опускается нормально и опускание прекращается. При устранении «зависания» происходит проскальзывание, или горячий газ, вдуваемый из фурм в нижней части печи, внезапно по какой-либо причине канализируется в верхней части печи. В корпусе доменной печи установлен ряд шахтных манометров. Статистика Q, полученная путем анализа основных компонентов данных от шахтных манометров, является показателем степени отклонения от распределения, которое могут иметь данные давления при нормальных условиях эксплуатации. Таким образом, эксплуатационную анормальность можно определить путем установки порогового значения для статистики Q. Когда определяется то, что работа является анормальной, направление, в котором произошло возмущение давления, можно узнать, обратившись ко всем данным давления в шахте. В данном документе при анализе основных компонентов, который служит предпосылкой для расчета статистики Q, данные моделируются на основе данных, нормализованных по среднему значению и стандартному отклонению данных. Таким образом, определение статистики Q не является уникальным для каждой установки, и определение анормальности можно выполнить по шкале, общей для установок.
Коэффициент проницаемости является показателем для определения состояния вентиляции в доменной печи. Коэффициент проницаемости рассчитывается путем деления разницы между давлением нагнетания горячего воздуха в фурмы и давлением в верхней части печи на объем печи. Пороговое значение также устанавливается для коэффициента проницаемости, чтобы можно было определить эксплуатационные анормальности. Кроме того, вместо давления впрыска на фурмах значения измерений датчиков давления в верхней части печи, промежуточной части и нижней части шахты могут использоваться для анализа различных областей, включая верхнюю часть, промежуточную часть. часть и нижнюю часть, по которой можно определить, в какой части имела место анормальность вентиляции.
Однако производственные установки на других производственных участках часто имеют другие характеристики. В таком случае, если условия эксплуатации оцениваются с использованием одного и того же коэффициента, возможно, будет трудно мгновенно определить то, имеет ли место анормальность. Таким образом, коэффициенты, полученные от производственных установок одного типа с разными характеристиками, оцениваются по одной и той же шкале, благодаря чему может быть уменьшена возможность ошибочного определения. В случае доменных печей доменные печи различаются по объему и форме, поэтому датчики давления и термометры также различаются по месту установки и количеству. Таким образом, результирующий коэффициент и диапазон колебаний могут варьироваться в зависимости от производственной установки.
Коэффициент, полученный из рабочих данных для определения условий эксплуатации установки, определяется как первый коэффициент, и вычисляется среднее значение первого коэффициента, полученного за период, в котором установка предположительно находилась в нормальном производственном состоянии в прошлом. Первый коэффициент, полученный последовательно, делится на это среднее значение, чтобы получить второй коэффициент, с помощью которого можно легко сравнивать состояния установок различных производственных установок одного типа и мгновенно определять анормальности. Период данных, используемых для расчета среднего значения, может составлять от месяца до нескольких месяцев, в зависимости от типа производственных установок. Если температура атмосферы имеет некоторое влияние, учитывая факторы сезонных колебаний, можно рассчитать среднее значение первого коэффициента примерно за год. Такое преобразование в одну и ту же шкалу может быть выполнено путем статистической нормализации, то есть путем деления значения, полученного путем вычитания среднего значения из рабочих данных, на стандартное отклонение. В настоящем описании такой процесс называется преобразованием показателей и/или рабочих данных в одну и ту же шкалу. Коэффициент проницаемости и величины, контролируемые датчиками давления и другими датчиками, могут быть преобразованы в одну и ту же шкалу.
Предпочтительно, чтобы температура расплавленного чугуна, выходящего из доменной печи, была постоянной, но если во время работы имеет место анормальность, температура расплавленного чугуна может чрезмерно упасть, тем самым препятствуя выгрузке расплавленного чугуна и шлака из летки. Эта проблема называется аварией с охлаждением печи, восстановление которой занимает много времени и вызывает задержку производства, что приводит к значительному спаду производства. Для того, чтобы предотвратить такие аварии, эксплуатационные анормальности можно определить по коэффициенту, называемому тепловым коэффициентом TQ печи. Тепловой коэффициент TQ печи можно рассчитать по приведенному ниже уравнению (1). Затем устанавливается пороговое значение для теплового коэффициента TQ печи таким же образом, как и для коэффициента проницаемости, и, когда тепловой коэффициент TQ печи падает ниже порогового значения, определяется, что работа является анормальной.
TQ = (Q1 + Q2) – (Q3 + Q4 + Q5 + Q6) + (Q7 – Q8 – Q9) ... (1)
В данном документе Q1 – явная теплота воздушного потока, Q2 – теплота сгорания углерода на фурме, Q3 – теплота разложения влаги воздушного потока, Q4 – теплота реакции растворения, Q5 – тепловые потери, Q6 – теплота при распаде пылевидного угля (PC), Q7– теплота, переносимая коксом и расплавленным продуктом, Q8 – теплота, переносимая полученным газом, и Q9 – теплота, переносимая коксом. Так как на тепловой коэффициент печи также влияют конструктивные различия корпуса печи доменной печи, можно использовать тепловой коэффициент печи, преобразованный в одну и ту же шкалу, чтобы можно было сравнивать общий для установок тепловой коэффициент печи таким же образом, как и коэффициент проницаемости.
Серверный компьютер 5 глобальных данных подготавливает множество таких алгоритмов определения отклонений и последовательно оценивает наборы рабочих данных, полученные от одной и той же доменной печи. Серверный компьютер 5 глобальных данных может извлечь период, в течение которого условия эксплуатации претерпевали изменения в прошлом, аналогичные изменениям в течение определенного периода времени при текущих условиях эксплуатации, путем сравнения метаданных, полученных в ходе текущей работы, с прошлыми метаданными, включая метаданные, полученные на других производственных участках, и может определить то, является ли работа производственной установки анормальной, на основе условий эксплуатации производственной установки в извлеченный период. Примеры метаданных включают в себя условия эксплуатации, в том числе распределение шихты, расход воздуха, содержание обогащенного кислорода, расход пылевидного угля, долю кокса, содержание влаги в потоке воздуха, температуру потока воздуха и давление потока воздуха, а также условия манипуляции. Среди этих фрагментов метаданных, те, которые имеют разные шкалы для разных учреждений, хранятся вместе с данными, преобразованными в одну и ту же шкалу, чтобы их можно было использовать для диагностики анормальностей даже для разных установок.
Определение условий эксплуатации может включать в себя вмешательство человека. В таком случае устройство ввода подготовлено для того, чтобы позволить людям вводить информацию об эксплуатационной анормальности тогда, когда определено, что работа является анормальной. Таким образом, когда определяется то, что работа является анормальной, метка, указывающая анормальность, может быть записана вместе с отметкой времени при синхронизации с данными временного ряда. В этом случае для записи различных анормальных состояний могут использоваться разные метки. Когда нагрузка на серверный компьютер 5 глобальных данных в процессе определения анормальности является большой, компьютер определения анормальности, непосредственно подключенный к компьютеру 5 сервера глобальных данных, может быть подготовлен так, чтобы компьютер определения анормальности мог выполнять процесс определения анормальности. В дополнение к этому, серверный компьютер 5 глобальных данных может построить модель обучения, обученную с использованием в качестве обучающих данных наборов рабочих данных, полученных тогда, когда условия эксплуатации доменной печи являются нормальными в процессе на этапе S6, где набор рабочих данных является входным значением, и значение определения условий эксплуатации доменной печи является выходным значением. Серверный компьютер 5 глобальных данных может определять условия эксплуатации доменной печи на основе значения определения условий эксплуатации доменной печи, выдаваемого моделью обучения для ввода текущего набора рабочих данных.
Модель машинного обучения для диагностики анормальностей может быть построена с использованием метки анормальности, введенной человеком, и данных, полученных путем преобразования показателя работы (коэффициента проницаемости, теплового коэффициента печи и т.д.), рабочих данных и по меньшей мере одного фрагмента метаданных условий эксплуатации на каждой установке в одном масштабе, и может использоваться для определения условий эксплуатации доменной печи. Рабочие данные, уникальные для каждого отдельной установки, стандартизируются по коэффициенту, указывающему работу, и затем преобразуются в одну и ту же шкалу, благодаря чему модель может быть сформирована с огромным объемом данных, используя данные по всем установкам. Таким образом, модель машинного обучения для определения анормальности может быть сформирована со всеми данными, даже если частота возникновения анормальностей является низкой на каждой отдельной установке. Затем процесс на этапе S6 завершается, и процесс контроля установки переходит к процессу на этапе S7.
В процессе на этапе S7 серверный компьютер 5 глобальных данных предоставляет оператору по эксплуатации каждой доменной печи информацию о доменной печи с эксплуатационной анормальностью, типе возникшей анормальности и местоположение анормальности. Например, анормальности, определяемые по статистике Q и проницаемости, предположительно связаны со свойствами сырьевых материалов, и анормальности, обнаруживаемые по тепловому коэффициенту печи, предположительно вызваны нарушением дренажа шлака. В качестве примера средства сообщения об анормальности оператору по эксплуатации может быть подготовлен экран, показывающий информацию об анормальности, на специализированном персональном компьютере, планшетном терминале или т.п., подключенном к одной то анормальности может отображаться на экране. В качестве альтернативы, может быть отправлено по электронной почте уведомление на мобильный телефон или смартфон, принадлежащий оператору по эксплуатации. Серверный компьютер 5 глобальных данных может уведомлять оператора по эксплуатации каждой доменной печи об определении того, поддерживаются ли условия эксплуатации на должном уровне или ухудшается. Затем процесс на этапе S7 завершается, и процесс контроля установки переходит к процессу на этапе S8.
В процессе на этапе S8 оператор по эксплуатации доменной печи, в которой не выявлена эксплуатационная анормальность, связывается с оператором по эксплуатации доменной печи, в которой обнаружена эксплуатационная анормальность, и оператор по эксплуатации доменной печи, у которой выявлена эксплуатационная анормальность, передает право на управление доменной печью оператору по эксплуатации доменной печи, которая не имеет эксплуатационной анормальности. Когда доменные печи эксплуатируются на нескольких производственных участках, на некоторых производственных участках, вероятно, работают высококвалифицированные операторы по эксплуатации. Высококвалифицированный оператор по эксплуатации оценивает ситуацию на основе различной информации и связывается с оператором по эксплуатации доменной печи, у которой выявлена эксплуатационная анормальность. Если уровень срочности является низким, оператор по эксплуатации доменной печи, у которой обнаружена эксплуатационная анормальность, следует совету высококвалифицированного оператора по управления для эксплуатации доменной печи. С другой стороны, если уровень срочности является высоким, право на управление доменной печью на производственном участке с анормальностью передается высококвалифицированному оператору по эксплуатации, и высококвалифицированный оператор по эксплуатации управляет доменной печью и принимает меры по устранению анормальности.
В приведенном выше пояснении предполагается, что высококвалифицированный оператор по эксплуатации присутствует на другом производственном участке. Однако центр управления и контроля (например, центральный офис сталелитейного завода) может быть создан отдельно от производственных участков, имеющих доменные печи, и в центре управления и контроля может отображаться различная информация о доменных печах. Затем высококвалифицированный оператор по эксплуатации, находящийся в центре управления и контроля, может устранить анормальности таким способом, который описан выше. При просмотре отображаемой информации и определении того, что необходимо предпринять некоторое действие, высококвалифицированному оператору по эксплуатации не нужно ждать определения того, что в доменной печи возникла эксплуатационная анормальность, и он может связаться с оператором по эксплуатации, чтобы предпринять действия, включающие в себя процесс предотвращения анормальности. Затем процесс завершается на этапе S8, и завершается процесс контроля установки.
Хотя выше был описан вариант осуществления, к которому применяется изобретение, выполненное авторами изобретения, настоящее изобретение не предназначено для ограничения описанием и чертежами, которые составляют часть раскрытия согласно настоящему варианту осуществления. Другими словами, все другие варианты осуществления, примеры и способы управления, выполненные специалистами в данной области техники на основе настоящего варианта осуществления, входят в объем настоящего изобретения.
Промышленная применимость
В настоящем изобретении предложены способ управления и система управления для производственных установок, которые точно обнаруживают эксплуатационные анормальности производственных установок, не требуя большого количества рабочей силы и позволяя быстро реагировать на эксплуатационные анормальности.
Перечень ссылочных позиций
1 – система управления для производственных установок
2 – датчик доменной печи
3 – технологический компьютер
4 – пограничный сервер
5 – сервер глобальных данных.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ПРОИЗВОДСТВЕННЫХ СРЕДСТВ, УСТРОЙСТВО КОНТРОЛЯ ПРОИЗВОДСТВЕННЫХ СРЕДСТВ И СПОСОБ ЭКСПЛУАТАЦИИ ПРОИЗВОДСТВЕННЫХ СРЕДСТВ | 2020 |
|
RU2800300C1 |
| Способ и система для контроля состояния группы установок | 2013 |
|
RU2636095C2 |
| СИСТЕМА КОНТРОЛЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ДЛЯ ЛАЗЕРОВ, ИСПОЛЬЗУЕМЫХ В ЛИТОГРАФИИ | 2001 |
|
RU2258253C2 |
| ТРЕНАЖЕР ОПЕРАТОРОВ СИСТЕМ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ | 1990 |
|
RU2047909C1 |
| СПОСОБ УПРАВЛЕНИЯ ЭНЕРГОТЕХНОЛОГИЧЕСКИМ АГРЕГАТОМ - ДОМЕННОЙ ПЕЧЬЮ | 2001 |
|
RU2209837C2 |
| ВСТАВНОЙ ВИДЕОКОМПЛЕКС ДЛЯ ПРОМЫШЛЕННЫХ ПЕЧЕЙ И СИСТЕМА ОБРАБОТКИ ИЗОБРАЖЕНИЙ | 2003 |
|
RU2297726C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ УПРАВЛЕНИЯ И КОНТРОЛЯ УСТРОЙСТВ БЫТОВОЙ ТЕХНИКИ | 2007 |
|
RU2463636C2 |
| Способ и система для контроля в реальном времени горения без впрыска воды с низким уровнем выбросов оксидов азота и диффузионного горения | 2013 |
|
RU2613548C2 |
| СИСТЕМА ОПТИМИЗАТОРА ДЛЯ ТРУБОПРОВОДОВ | 2006 |
|
RU2403493C2 |
| Тренажер оператора систем управления технологическими процессами | 1983 |
|
SU1208571A1 |
Группа изобретений относится к способу управления и системе управления многочисленными производственными установками одного типа. Способ управления производственными установками, расположенными на многочисленных производственных участках, содержит этап подготовки информационных данных для агрегирования рабочих данных каждой из производственных установок для каждого из производственных участков, этап накопления рабочих данных, этап анализа условий эксплуатации каждой из производственных установок, этап отображения информации о текущих условиях эксплуатации каждой из производственных установок на устройстве отображения, расположенном на участке управления, отличном от производственных участков, этап управления производственной установкой. Изобретение позволяет точно обнаруживать эксплуатационные анормальности производственных установок, без использования большого количества рабочей силы, и оперативно реагировать на эксплуатационные анормальности. 2 н. и 2 з.п. ф-лы, 3 ил.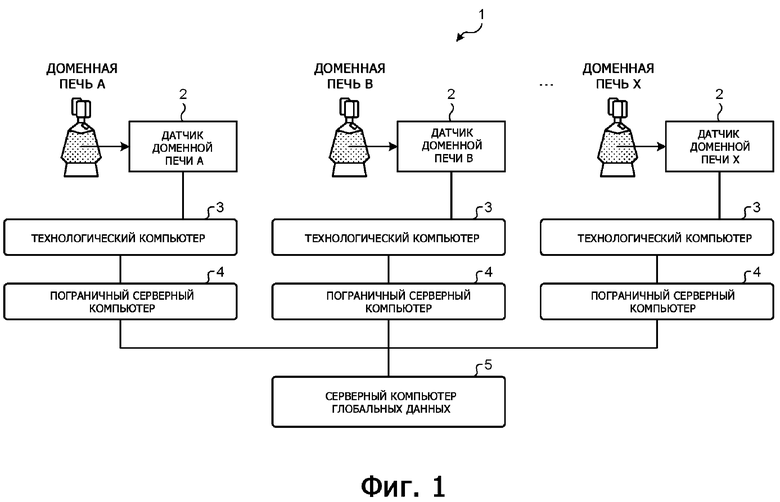
1. Способ управления производственными установками, предназначенный для управления многочисленными однотипными производственными установками, расположенными на многочисленных производственных участках, содержащий:
этап подготовки информационных данных для агрегирования рабочих данных каждой из производственных установок для каждого из производственных участков;
этап накопления данных для накопления рабочих данных, агрегированных на этапе подготовки информационных данных, в компьютере, расположенном на участке накопления данных;
этап анализа данных для анализа условий эксплуатации каждой из производственных установок с использованием рабочих данных, накопленных на этапе накопления данных;
этап отображения данных для отображения информации об условиях эксплуатации каждой из производственных установок, проанализированной на этапе анализа данных, на блоке отображения, расположенном на каждом из производственных участков, при этом этап отображения данных включает в себя этап отображения информации о текущих условиях эксплуатации каждой из производственных установок на устройстве отображения, расположенном на участке управления, отличном от производственных участков; и
этап управления производственной установкой для обращения к информации, отображаемой на этапе отображения данных и управления производственной установкой, расположенной на втором производственном участке, с первого производственного участка, в котором,
когда этап отображения данных включает в себя этап отображения информации,
этап управления производственной установкой включает в себя этап управления производственной установкой, расположенной на втором производственном участке, с участка управления, а не с первого производственного участка, или
способ управления содержит вместо этапа управления производственной установкой этап представления с первого производственного участка или участка управления оператору управления производственной установкой, расположенной на втором производственном участке, информации руководства по управлению производственной установкой.
2. Способ управления производственными установками по п. 1, дополнительно содержащий этап определения условий эксплуатации для определения того, является ли работа анормальной на каждой из производственных установок, на основе результата анализа на этапе анализа данных, при этом
этап управления производственной установкой или этап представления информации выполняется тогда, когда определяется то, что по меньшей мере одна из производственных установок имеет эксплуатационную анормальность.
3. Способ управления производственными установками по п. 2, в котором этап определения условий эксплуатации включает в себя этап определения того, является ли работа анормальной, с использованием показателя работы, рабочих данных и по меньшей мере одной части метаданных рабочих условий, преобразованных в одном том же масштабе.
4. Система управления производственными установками, предназначенная для управления многочисленными однотипными производственными установками, расположенными на многочисленных производственных участках, содержащая:
блок подготовки информационных данных, выполненный с возможностью агрегирования рабочих данных каждой из производственных установок для каждого из производственных участков;
блок накопления данных, выполненный с возможностью накопления рабочих данных, агрегированных блоком подготовки информационных данных;
блок анализа данных, выполненный с возможностью анализа условий эксплуатации каждой из производственных установок с использованием рабочих данных, накопленных блоком накопления данных;
блок отображения, расположенный на каждом из производственных участков и выполненный с возможностью отображения информации об условиях эксплуатации каждой из производственных установок, проанализированной блоком анализа данных; и
блок управления установкой, выполненный с возможностью обращения к информации, отображаемой на блоке отображения, и управления производственной установкой, расположенной на втором производственном участке, с первого производственного участка.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| JP 2005018282 A, 20.01.2005 | |||
| Автоматический затвор для двухстворчатых шахтных дверей подъемников | 1931 |
|
SU23264A1 |
| Способ и система для контроля состояния группы установок | 2013 |
|
RU2636095C2 |
