Область техники, к которой относится изобретение
Настоящее изобретение относится к способу контроля производственных средств для контроля рабочего состояния множества производственных средств одного и того же вида, расположенных на множестве производственных участков, к устройству контроля производственных средств и способу эксплуатации производственных средств.
Уровень техники
В обрабатывающей промышленности, которая требует большого количества крупноразмерных производственных средств для производства изделий, объединение производственных средств в одном месте может потребовать огромной производственной площадки и включает в себя риск полной остановки производства в случае серьезного бедствия, такого как землетрясение, поэтому производственные участки часто распределяются по всей стране или иногда за границей. В этом случае производственный план составляется для в каждого производственного участка, и производственные средства эксплуатируют в соответствии с производственным планом.
В черной металлургии металлургические заводы часто располагаются во множестве мест. На интегрированных металлургических заводах, на которых производственные средства, начиная с входных процессов и до выходных процессов, интегрируются, производственные средства, такие как доменная печь для производства чугуна, конвертер для регулирования компонентов расплавленного чугуна, произведенного в доменной печи, средства непрерывной разливки для отверждения расплавленного чугуна в слябы и средства горячей прокатки для вальцовки плит в более тонкие пластины на металлургических заводах часто устанавливаются вместе. До сегодняшнего времени определение нарушений при работе этих производственных средств выполнялось для каждого производственного средства на каждом производственном участке и каждое производственное оборудование обращалось с нарушениями индивидуально.
Как правило, производственные средства управляются операционными операторами, проверяющими эксплуатационные данные. Когда определено, что операция проходит с нарушениями, рабочие условия изменяются, чтобы препятствовать распространению нарушения, таким образом, стабилизируя работу производственных средств. Технология обнаружения нарушений в доменных печах описана, например, в патентной литературе 1. Конкретно, значение статистической величины Q, которая представляет второй и последующие компоненты, полученные, выполняя основной анализ данных компонентов от манометров, установленных в шахте корпуса доменной печи, увеличивается, по мере того, как давление в шахте флюктуирует за счет причиняющей ущерб вентиляции доменной печи. В соответствии с технологией, описанной в патентной литературе 1, порог статистического значения Q устанавливается в нормальных условиях, полученных заранее, и когда статистическое значение Q превышает пороговое значение, принимается решение, что в доменной печи произошло эксплуатационное нарушение.
Литература
Патентная литература
Патентная литература 1: японская выложенная патентная заявка №2017-128805
Раскрытие сущности изобретения
Техническая проблема
В последние годы количество операционных операторов уменьшилось на фоне сокращения рабочей силы за счет упрощения бизнеса и снижения внутренней популяции рабочей силы. По существу, когда возникает операционное нарушение, необходимо временно остановить операцию и затем быстро предпринять необходимые меры, чтобы устранить неисправность. Однако, в связи с сокращением количества операционных операторов, большой объем работы, связанной с операцией, выполняется небольшим количеством операционных операторов. Кроме того, в такой операции, выполняемой меньшим количеством операторов, эксплуатационный опыт в случае нарушений не передается без проблем и продолжение операции без понимания аномальной ситуации в производственных средствах может привести к еще большим затруднениям, вызывая длительные простои и большие затраты на восстановление. Кроме того, эта ситуация затрудняет производство изделий и приводит к сокращению продажи изделий. В свете такого уровня техники, для различных процессов развиваются технологии обнаружения неисправностей, как описано выше. Однако, важно, чтобы эти технологии обнаружения неисправностей выполнялись достоверно и отражались в работе по предотвращению серьезных неисправностей производственных средств.
Настоящее изобретение сделано с точки зрения представленной выше проблемы, и задача настоящего изобретения состоит в обеспечении способа контроля производственных средств, устройства контроля производственных средств и способа эксплуатации производственных средств, которые точно обнаруживают эксплуатационные неисправности в производственных средствах, не требуя большого объема трудовых ресурсов и позволяя немедленное действие по устранению эксплуатационных неисправностей.
Решение проблемы
Способ контроля производственных средств по настоящему изобретению для контроля рабочего состояния множества производственных средств одного и того же вида, расположенных на множестве производственных участков, содержит: этап подготовки информацию для передачи данных, на котором собирают эксплуатационные данные каждого из производственных средств для каждого из производственных участков; этап накопления данных, на котором накапливают эксплуатационные данные, собранные на этапе подготовки информации для передачи данных, в компьютере, расположенном в месте накопления данных; этап анализа данных, на котором анализируют текущее рабочее состояние на каждом из производственных средств с использованием текущих эксплуатационных данные и прошлых эксплуатационных данных, накопленных на этапе накопления данных; и этап определения рабочего состояния, на котором определяют, является ли аномальной операция на каждом из производственных средств, на основе результата анализа на этапе анализа данных.
Количество позиций, названия позиций и единицы измерений эксплуатационных данных могут быть общими для производственных средств.
Этап определения рабочего состояния может содержать этап определения, является операция аномальной на каждом из производственных средств, на основе индекса, полученного из эксплуатационных данных на этапе анализа данных.
Этап подготовки информации для передачи данных может содержать этап объединения метаданных, содержащих по меньшей мере данные об условиях эксплуатации каждого из производственных средств в то время, когда получают эксплуатационные данные, этап накопления данных может содержать этап накопления метаданных, собранных на этапе подготовки информации для передачи данных в компьютер, этап анализа данных может содержать этап извлечения периода, в котором в прошлом условиях эксплуатации претерпевали изменение, подобное изменению в заданном периоде времени при текущих условиях эксплуатации, путем сравнения метаданных, полученных из текущей операции, с прошлыми метаданными, включающими в себя метаданные, полученные на других производственных средствах, и этап определения рабочего состояния может содержать этап определения, является ли операция на каждом из производственных средств аномальной, путем сравнения текущих эксплуатационных данных в периоде, извлеченном на этапе анализа данных, с прошлыми эксплуатационными данными.
Этап определения рабочего состояния может содержать этап определения, является ли операция аномальной, c использованием эксплуатационного индикатора, эксплуатационных данных и по меньшей мере одного элемента метаданных условий эксплуатации, преобразованных к одной и той же шкале.
Способ контроля производственных средств может содержать этап отображения собранных эксплуатационных данных и результата анализа эксплуатационных данных.
Устройство контроля производственных средств по настоящему изобретению, контролирует рабочее состояние множества производственных средств одного и того же вида, расположенных на множестве производственных участков, и содержит: блок подготовки информации для передачи данных, выполненный с возможностью сбора эксплуатационных данных по каждому из производственных средств для каждого из производственных участков; блок накопления данных, выполненный с возможностью накопления эксплуатационных данных, собираемых блоком подготовки информации для передачи данных; блок анализа данных, выполненный с возможностью анализа текущего рабочего состояния на каждом из производственных средств с использованием текущих эксплуатационных данных и прошлых эксплуатационных данных, накопленных блоком накопления данных; и блок определения рабочего состояния, выполненный с возможностью определения, является ли аномальной операция на каждом из производственных средств, на основе результата анализа блоком анализа данных.
Способ эксплуатации производственных средств по настоящему изобретению, использует способ контроля производственных средств, соответствующий настоящему изобретению, и содержит этап эксплуатации производственных средств на основе результата определения на этапе определения рабочего состояния.
Полезные результаты изобретения
Способ контроля производственных средств, устройство контроля производственных средств и способ эксплуатации производственных средств в соответствии с настоящим изобретением могут точно обнаруживать эксплуатационные неисправности в производственных средствах, не требуя большого количества трудовых ресурсов и позволяя немедленное действие для устранения эксплуатационной неисправности.
Краткое описание чертежей
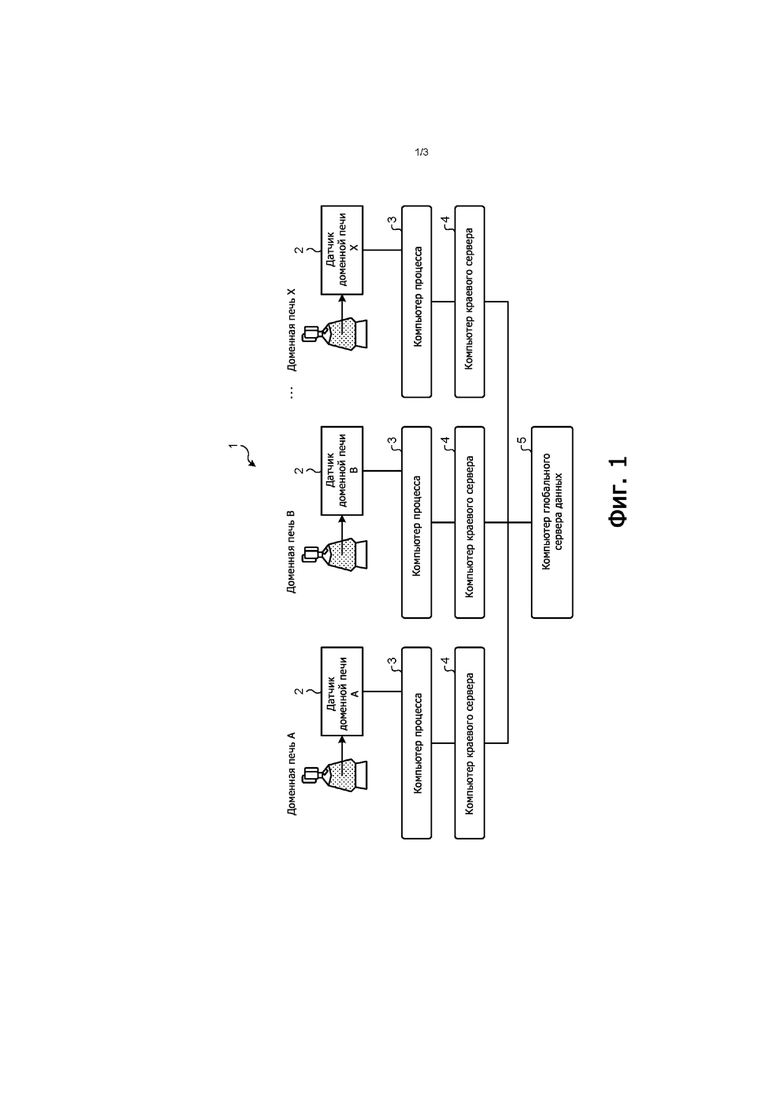
Фиг.1 - блок-схема конфигурации системы контроля производственных средств, соответствующей варианту осуществления настоящего изобретения.
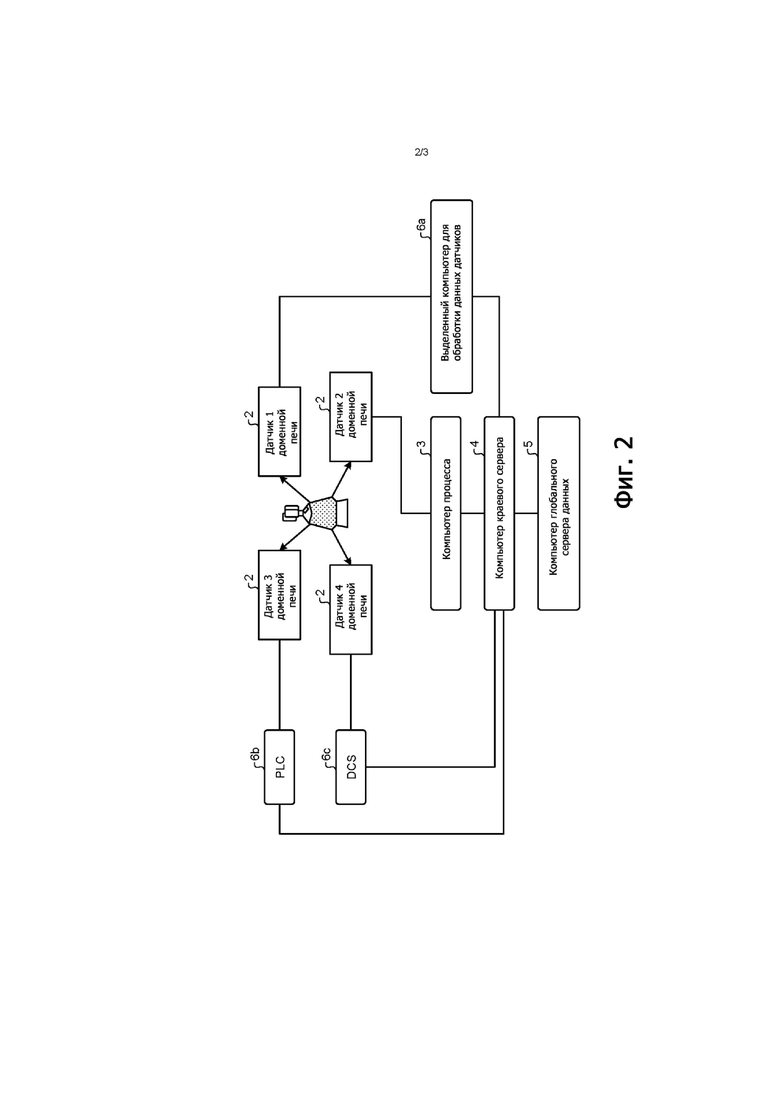
Фиг.2 - блок-схема конфигурации модификации системы контроля производственных средств, показанной на фиг.1.
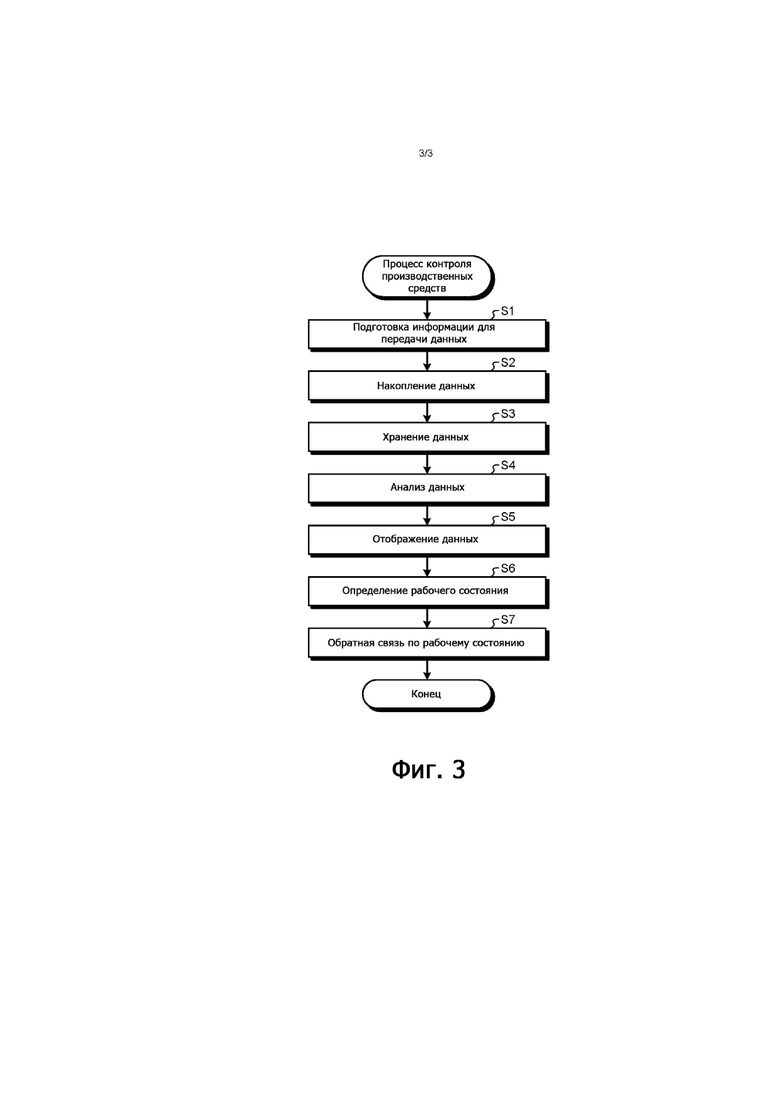
Фиг.3 - блок-схема последовательности выполнения операций процесса контроля производственного средства, соответствующего варианту осуществления настоящего изобретения.
Осуществление изобретения
Металлургические заводы, главным образом, содержат входящие производственные средства, которые производят слябы, служащие источником изделий, выходные производственные средства, которые производят конечные изделия, и энергетические производственные средства, которые распределяют электричество, топливный газ, воду и т.п. Входящие производственные средства содержат такие производственные средства, как склад сырья для хранения необработанной железной руды и других материалов, коксовальная печь для производства кокса из угля, агломеризирующая установка для спекания порошкообразной железной руды, доменная печь для производства расплавленного чугуна путем сжигания этих сырьевых материалов при высоких температурах, сигарообразный ковш для транспортирования расплавленного чугуна и железнодорожные средства для транспортирования сигарообразного ковша, средство предварительной обработки для регулирования компонентов расплавленного чугуна, конвертер для производства расплавленной стали путем регулирования количество углерода в расплавленном чугуне, печь вторичной очистки и средство непрерывной разливки для отверждения расплавленной стали в готовые слябы.
Выходные производственные средства содержат такие производственные средства, как средство горячей прокатки для производства тонких стальных лент путем нагревания слябов, средство холодной прокатки для производства тонкие вальцованных стальных листов с определенной прочностью, неоднократно нагревая и охлаждая стальные ленты, средство металлизации для гальванического покрытия стальных листов, полученных в ходе холодной прокатки, средство изготовления труб для производства труб путем изгибания стальных листов, полученных в процессе горячей прокатки, и сварки концов листов вместе, и средство создания форм для производства модельного ряда, называемого формами для строительных материалов.
Энергетические средства содержат производственные средства, такие как средство очистки газа, получаемого из доменной печи и кокса, средство выработки электроэнергии для производства электроэнергии, используя очищенный газ, газовые трубы для транспортирования газа к средству выработки электроэнергии и водопроводные трубы для транспортирования воды, охлаждающей различные печи и нагретые изделия.
Поскольку существует множество производственных средств и каждое требует большой площади для установки, интегрированные металлургические заводы, содержащие входные производственные средства и выходные производственные средства, требуют больших рабочих площадей. Объем производства стальных продуктов на одиночном металлургическом заводе не удовлетворяет требованиям, поэтому стальные изделия необходимо производить на множестве металлургических заводов. В таком случае металлургические заводы иногда располагаются вблизи от пользователей, которым требуется большой объем стальных изделий, чтобы облегчить подачу пользователям изделий металлургических заводов, или стальные изделия производятся на металлургических заводах, расположенных на множестве производственных участков, чтобы избежать аварийных отключений при крупномасштабных бедствиях.
Каждое производственное средство на металлургических заводах оборудовано множеством датчиков, которые измеряют состояние производственного оборудования, и датчиков, которые измеряют состояние изготовленных стальных изделий. При ежедневных операциях операционные операторы устанавливают необходимые производственные условия для стальных продуктов, основываясь на данных, измеряемых этими датчиками, и выполняют операцию. Последующее описание является примером работы доменной печи на входных производственных средствах.
Как правило, при работе доменной печи степенью открывания верхнего бункера управляют так, чтобы сырье, такое как железная руда, агломерат и кокс, загружались сверху печи с соответствующей скоростью загрузки и наклон и скорость вращения устройства загрузки устанавливают так, чтобы достигнуть намеченного распределения сырья. Сырье, временно хранящееся в верхнем бункере наверху печи, последовательно взвешивается, так чтобы управлять объемом загрузки. Поверхностный профиль загружаемого сырья измеряется микроволновым профилометром и определяется, правильно ли распределяется загружаемое сырье. В доменной печи горячий воздух инжектируется из множества фурм, расположенных по кругу в расширении печи. Инжектированный горячий воздух течет к вершине печи, обмениваясь теплотой с нисходящим сырьем. Когда загруженное сырье распределено как полагается, данные от множества манометров, установленных в корпусе печи, указывают, по существу, схожее поведение. Температура и компоненты газа, достигающего вершины печи, измеряются зондом, установленным наверху печи, чтобы подтвердить, что поток газа в печи является таким, как полагается и сырье химически реагирует нормально, чтобы получить расплавленный чугун.
Скорость потока, температура, влажность, содержание обогащения кислородом и т.п. горячего воздуха, инжектируемого из фурм, устанавливаются и инжекционное давление измеряется. Кроме того, распыленный уголь инжектируется из копья, установленного в фурме, и объем инжекции распыленного угля устанавливается. Камеры контроля состояния внутри печи устанавливаются в фурмах, чтобы последовательно получать изображения в фурмах. Температура фурм также измеряется. Дополнительно, для последовательного измерения температуры подключаются множество термометров для контроля температуры в корпусе печи. Кроме того, количество и температура охлаждающей воды, подаваемой к охлаждающей панели, чтобы охладить корпус печи, а также температуру охлаждающей панели измеряются. Производимый расплавленный чугун выпускается наружу печи через выпускное отверстие в нижней части печи вместе со шлаком, одновременно получающимся в печи. Время начала выпуска из выпускного отверстия и время окончания выпуска также регистрируются. Расплавленный чугун и шлак, выпускаемые из выпускного отверстия, разделяются металлической направляющей по разнице в удельном весе, и расплавленный чугун заливают в сигарообразный ковш.
Шлак утекает в средство обработки шлака, охлаждается водой или воздухом и сохраняется. Сразу после того, как расплавленный чугун выпускается из доменной печи, температура измеряется и количество кремния, содержащегося в расплавленном чугуне, также измеряется. Кроме того, вес расплавленного чугуна, текущего в сигарообразный ковш, измеряется датчиком силы. Валентность и скорость выпуска шлака также измеряются. В случае производственных средств, производящих конечный продукт, эксплуатационные условия, такие как полученные от датчиков рабочая скорость каждой производственной линии, температура печи, время нагревания изделия и установочный вес покрытия, дефекты изделия и форма и любые другие данные оценки характеристики изделия рассматриваются как часть набора рабочих данных. Изделие в доменной печи может рассматриваться как расплавленный чугун или шлак.
Эти рабочие условия, данные датчиков и информация об изделии объединяются в управляющем компьютере (называемом компьютером процесса), который может контролироваться операционным оператором, и регистрируются одиночной временной отметкой (временная информация). В компьютере процесса в доменной печи индексы, такие как индекс проницаемости и отношение использования газа, которые указывают на состояние доменной печи, вычисляются, основываясь на зарегистрированных данных, и регистрируются вместе с данными датчиков, связанных с каждым производственным средством, данными измерений расплавленного чугуна и шлака и рабочими условиями. Доменные печи в отдаленных районах работают, по существу, таким же образом и получают подобные наборы рабочих данных.
Здесь далее, со ссылкой на чертежи, будет описана система контроля производственных средств, соответствующая варианту осуществления настоящего изобретения, в котором настоящее изобретение применяется к процессу контроля рабочего состояния множества доменных печей, расположенных на множестве производственных участков. В представленном варианте осуществления настоящее изобретение применяется к процессу контроля рабочего состояния множества доменных печей, расположенных на множестве производственных участков. Однако, диапазон применения настоящего изобретения не ограничивается настоящим вариантом осуществления и настоящее изобретение может быть применено к широкому диапазону общих процессов контроля рабочего состояния множества производственных средств одного и того же вида, расположенных на множестве производственных участков.
Конфигурация
Сначала, обращаясь к фиг.1 и фиг.2, будет описана конфигурация системы контроля производственных средств, соответствующей варианту осуществления настоящего изобретения. На фиг.1 представлена блок-схема, показывающая конфигурацию системы контроля производственных средств, соответствующей варианту осуществления настоящего изобретения. На фиг.2 представлена блок-схема конфигурации модификации системы контроля производственных средств, показанной на фиг.1.
Как показано на фиг.1, система 1 контроля производственных средств, как вариант осуществления настоящего изобретения, является системой контроля рабочего состояния множества доменных печей (доменная печь А - доменная печь X), расположенных на множестве производственных участков. Система содержит датчики 2 доменной печи (датчик доменной печи А - датчик доменной печи X), установленные в индивидуальных доменных печах, и каждые измеренные данные, указывающие состояние доменной печи и расплавленного чугуна, произведенного в доменной печи, компьютеры 3 процесса для индивидуальных производственных участков, каждый из которых электрически соединяется с соответствующим датчиком 2 доменной печи, компьютеры 4 краевого сервера для индивидуальных производственных участков, каждый из которых электрически соединяется с соответствующим компьютером 3 процесса, и компьютер 5 глобального сервера данных, соединенный с компьютерами 4 краевого сервера через телекоммуникационную сеть.
Здесь компьютеры 3 процесса, компьютеры 4 краевого сервера и компьютер 5 глобального сервера данных конфигурированы с помощью хорошо известных устройства обработки информации. Компьютер 5 глобального сервера данных располагается на любом производственном участке или в месте, отличном от производственных участков. Однако, местоположение компьютера 5 глобального сервера данных (место накопления данных) физически не ограничивается единым местом и может быть разделено по многочисленным местам. Как показано на фиг.2, такие устройства, как специализированный компьютер 6a для обработки данных датчиков, программируемый логический контроллер (programmable logic controller, PLC) 6b и распределенная система управления (distributed control system, DCS) 6c могут быть связаны с датчиками доменной печи 2 и датчики 2 доменной печи могут быть электрически соединены с компьютером 4 краевого сервера через эти устройства.
Система 1 контроля производственных средств с такой конфигурацией выполняет процесс контроля производственных средств, описанный ниже, и, таким образом, точно обнаруживает эксплуатационные неисправности в доменных печах, не требуя большого количества трудовых ресурсов и позволяя немедленную реакцию на эксплуатационные неисправности в доменных печах. Работа системы 1 контроля производственных средств по выполнению процесса контроля производственных средств будет описана ниже со ссылкой на блок-схему, показанную на фиг.3.
Процесс контроля производственных средств
На фиг.3 представлена блок-схема последовательности выполнения операций процесса контроля производственных средств, соответствующая варианту осуществления настоящего изобретения. Процесс контроля производственных средств, показанный на фиг.3, начинается в момент времени, когда начинается работа доменной печи и процесс контроля производственных средств переходит к этапу S1.
На этапе S1 компьютер 3 процесса собирает наборы операционных данных и передает собранные наборы данных компьютеру 4 краевого сервера. Компьютер 4 краевого сервера сохраняет наборы рабочих данных, переданные компьютером 3 процесса устройству хранения данных, такому как жесткий диск, оптический диск или USB-память. Как используется здесь, набор рабочих данных относится к рабочим данным доменной печи и метаданным, полученным в то же самое время. Рабочие данные означают данные, измеренные датчиком 2 доменной печи, и/или различные индексы, вычисленные, основываясь на данных, измеренных датчиком 2 доменной печи. Метаданные означают данные о рабочем режиме доменной печи в то время, когда были получены рабочие данные, установочные значения, рабочее состояние и рабочие данные, отличные от интересующих рабочих данных. Предпочтительно, количество позиций, названия позиций и единицы измерения рабочих данных и метаданных стандартизируются, чтобы быть идентичными на множестве производственных участков.
Компьютер 3 процесса в большой степени загружен, потому что он выполняет вычисления модели, управляет различными устройствами и собирает и обрабатывает данные. Кроме того, если наборы рабочих данных передаются компьютеру 5 глобального сервера данных через телекоммуникационную сеть, может возникать время выжидания, зависящее от состояния занятости телекоммуникационной сети, что может влиять на работу доменной печи. В настоящем варианте осуществления, поэтому компьютер 4 краевого сервера устанавливается на близком расстоянии в телекоммуникационной сети и компьютер 3 процесса соединяется с компьютером 4 краевого сервера через телекоммуникационную сеть. Наборы рабочих данных временно сохраняются в компьютере 4 краевого сервера, и компьютер 5 глобального сервера данных накапливает наборы рабочих данных, хранящиеся в компьютере 4 краевого сервера, через телекоммуникационную сеть, как описано ниже. Когда система 1 контроля производственных средств конфигурирована, как показано на фиг.2, компьютер 4 краевого сервера также хранит данные, передаваемые от таких устройств, как специализированный компьютер 6a для обработки данных датчиков, PLC 6b и DCS 6c. Процесс на этапе S1 на этом заканчивается и процесс контроля производственных средства переходит к процессу на этапе S2.
В процессе на этапе S2 компьютер 5 глобального сервера данных считывает электронный файл, содержащий наборы рабочих данных, хранящиеся в каждом компьютере 4 краевого сервера, через телекоммуникационную сеть с заданными временными интервалами (например, каждую минуту, когда отслеживаются изменения в каждом датчике доменной печи). Компьютер 4 краевого сервера может передавать электронный файл, содержащий наборы рабочих данных, компьютеру 5 глобального сервера данных с заданными временными интервалами. Процесс на этапе S2 на этом завершается, и процесс контроля производственных средств переходит к процессу на этапе S3.
В процессе на этапе S3 компьютер 5 глобального сервера данных сохраняет наборы рабочих данных каждой доменной печи, считанные в процессе на этапе S2, в устройстве записи накопленных данных, таком как жесткий диск, оптический диск или USB-память. В этом случае компьютер 5 глобального сервера данных синхронизирует времена сбора наборов рабочих данных каждой доменной печи так, чтобы наборы рабочих данных по каждой доменной печи, полученные в одно и то же время, могли сравниваться друг с другом. Когда названия и единицы измерений позиций данных в наборах рабочих данных меняются, компьютер 5 глобального сервера данных преобразует их в заданные названия и единицы измерений, чтобы стандартизировать названия и единицы измерений. Процесс на этапе S3 на этом заканчивается, и процесс контроля производственных средств переходит к этапу S4.
В процессе на этапе S4 компьютер 5 глобального сервера данных анализирует рабочее состояние доменной печи, анализируя наборы рабочих данных доменной печи, хранящиеся в устройстве записи накопленных данных. Конкретно, рабочее состояние каждой доменной печи может быть изучено по индексу проницаемости, вычисляемому на основе данных давления, статистического значения Q, вычисляемого на основе данных давления, отношения использования газов, вычисленного из значений анализа газа, и дисперсии статистического значения Q в направлении по окружности печи, вычисленной, исходя из данных яркости изображения во множестве фурм в доменной печи. Рабочее состояние доменной печи может также обнаруживаться, исходя из проницаемости, полученной делением разности между давлением в шахте и давлением наверху печи на объем печи. Отношение использования газов, указывающее отношение компонентов CO и CO2, полученное, анализируя компоненты газа, полученные из вершины печи, является другим индикатором рабочего состояния доменной печи. Сосредотачиваясь на нижней части доменной печи, тепловой индекс печи, который отражает тепловое состояние доменной печи, основываясь на вычислении теплового баланса в нижней части доменной печи, может быть вычислен и использоваться, чтобы определить состояние реакций в доменной печи раньше, чем температуры расплавленного чугуна. Наборы рабочих данных содержат и другие различные данные, из которых можно узнать рабочее состояние доменной печи, и рабочее состояние доменной печи может быть определено также из скользящего среднего значения таких данных, обрабатываемых как данные временной последовательности, отклонения стандартной девиации от среднего значения, вычисленного заранее, и добавления и вычитания многочисленных данных.
Компьютер 5 глобального сервера данных вычисляет индекс, указывающий рабочее состояние каждой доменной печи, выполняя анализ, описанный выше, на наборах рабочих данных каждой доменной печи. Предпочтительно, чтобы после завершения анализа, компьютер 5 глобального сервера данных сохранял индекс, указывающий рабочее состояние каждой доменной печи, вместе с наборами рабочих данных в устройстве записи накопленных данных. Этот процесс на этапе S4 может выполняться компьютером 4 краевого сервера и компьютер 4 краевого сервера может содержать индекс, указывающий рабочее состояние доменной печи в наборах рабочих данных. Процесс этапа S4 на этом завершается, и процесс контроля производственных средств переходит к процессу на этапе S5.
В процессе на этапе S5 компьютер 5 глобального сервера данных отображает индекс, указывающий рабочее состояние каждой доменной печи и наборы рабочих данных, на устройстве отображения данных, таком как устройство жидкокристаллического дисплея, таким образом, что на нем могут быть видны временные изменения. Предпочтительно, чтобы компьютер 5 глобального сервера данных отображал индекс, указывающий рабочее состояние каждой доменной печи, и наборы рабочих данных одновременно, так чтобы индекс, указывающий рабочее состояние каждой доменной печи, и наборы рабочих данных можно было сравнивать. Кроме того, период отображения данных может устанавливаться по желанию таким, чтобы рассматривать долговременную тенденцию и кратковременную тенденцию, облегчая, таким образом, понимание изменения рабочего состояния каждой доменной печи. Этот процесс облегчает определение, является ли рабочее состояние доменной печи удовлетворительным, а также облегчает оценку того, как рабочее состояние доменной печи изменится в будущем. Процесс на этапе S5 на этом завершается, и процесс контроля производственных средств переходит к процессу на этапе S6.
В процессе на этапе S6 компьютер 5 глобального сервера данных определяет, является ли рабочее состояние каждой доменной печи удовлетворительным, основываясь, например, на индексе, указывающем рабочее состояние каждой доменной печи. При этом компьютер 5 глобального сервера данных может также определить, в какой доменной печи и какая неисправность происходит.Конкретно, в доменной печи, высокая проницаемость в печи важна для непрерывной устойчивой работы. Однако, когда поток газа в печи по какой-то причине нарушается, могут возникать такие аномалии, как зависание, проскальзывание и образование каналов газа. "Зависание" является явлением, при котором сырье обычно не опускается и спуск сырья останавливается. Когда "зависание" устраняется, происходит проскальзывание или горячий газ, инжектируемый из фурм в нижней части печи, по некоторым причинам внезапно брызгает в верхнюю часть печи. В корпусе доменной печи устанавливается множество шахтных манометров. Статистическая величина Q, получаемая посредством анализа данных основных компонент, является индикатором степени отклонения от распределения данных давления, которые они могут иметь в состоянии нормального функционирования. Эксплуатационная неисправность поэтому может определяться, устанавливая порог статистического значения Q. Когда определено, что операция аномальна, направление, в котором произошло нарушение давления, может быть изучено, обращаясь ко всем данным давления в шахте. Здесь при основном анализе компонент, служащем предпосылкой вычисления статистического значения Q, данные моделируются, основываясь на данных, нормализованных посредством среднего значения и стандартной девиации данных. Определение статистического значения Q поэтому не является уникальным для каждого производственного средства и определение неисправности может выполняться в общих масштабах производственных средств.
Индекс проницаемости является индикатором определения состояния вентиляции в доменной печи. Индекс проницаемости вычисляется делением разности между инжекционным давлением горячего воздуха в фурмах и давлением наверху печи на объем печи. Для индекса проницаемости также устанавливается пороговое значение, поэтому эксплуатационные неисправности могут быть определены. Дополнительно, вместо инжекционного давления в фурмах, могут использоваться измеренные значения датчиков давления в верхней части печи, промежуточной части и нижней части шахты, чтобы проанализировать различные области, включая верхнюю часть, промежуточную часть и нижнюю часть, посредством чего можно найти ту часть, в которой произошла неисправность вентиляции. Однако, производственные средства на других производственных участках часто имеют другие характеристики. В таком случае, если рабочее состояние оценивается с помощью одного и того же индекса, может быть трудно мгновенно определить, имеет ли место неисправность. Индексы, полученные от производственных средств одного и того же вида с различными характеристиками поэтому оцениваются с помощью одной и той же шкалы, за счет чего вероятность ошибочного определения может быть уменьшена. В случае доменных печей, доменные печи варьируются по объему и форме, и датчики давления и термометры также меняются по положению их установки и количеству. Результирующий индекс и диапазон флюктуаций, следовательно, могут меняться для различных производственных средств.
Индекс, полученный из рабочих данных, чтобы определить рабочее состояние производственного средства, определяется как первый индекс и вычисляется среднее значение первого индекса, полученное в период, в котором производственное средство, по-видимому, в прошлом находилось в нормальном производственном состоянии. Первый индекс, полученный далее, делится на это среднее значение, чтобы получить второй индекс, посредством которого состояния различных производственных средств одного и того же вида могут легко сравниваться и неисправность может быть определена мгновенно. Период данных, используемый для вычисления среднего значения, может быть от месяца до нескольких месяцев, в зависимости от вида производственных средств. Если температура атмосферы имеет некоторое влияние, учитывая факторы сезонных изменений, может быть вычислено среднее значение первого индекса приблизительно за год. Такое преобразование в одну и ту же шкалу может быть выполнено путем статистической нормализации, то есть, деля значение, полученное вычитанием среднего значения рабочих данных, на стандартную девиацию. В настоящем описании такой процесс относится к преобразованию индикаторов и/или рабочих данных в одну и ту же шкалу. Индекс проницаемости и количества, контролируемые датчиками давления и другими датчиками, могут быть преобразованы в одну и ту же шкалу.
Предпочтительно, чтобы температура расплавленного чугуна, выходящего из доменной печи, была постоянной, но если неисправность возникает во время операции, температура расплавленного чугуна может быть резко сброшена, чтобы воспрепятствовать выпуску расплавленного чугуна и шлака из выпускного отверстия. Такая авария называется охлаждением печи, занимает много времени для восстановления и создает производственную задержку, приводящую к существенному снижению производства. Чтобы предотвратить такие аварии, эксплуатационная неисправность может определяться по индексу, называемому тепловым индексом TQ печи. Тепловой индекс TQ печи может быть вычислен согласно приведенному ниже уравнению (1). Затем для теплового индекса TQ печи устанавливается пороговое значение таким же способом, как для индекса проницаемости, и когда тепловой индекс TQ печи падает ниже порогового значения, принимается решение, что операция аномальна.

Здесь, Q1 - теплосодержание воздушного потока, Q2 - теплота сгорания углерода в фурме, Q3 - теплота разложения влажности воздушного потока, Q4 - теплота реакции потерь на растворение, Q5 - потеря тепла, Q6 - теплота разложения PC (распыленного угля), Q7 - теплосодержание, переносимое коксом и расплавленным продуктом, Q8 - теплосодержание, переносимое произведенным газом, и Q9 - теплосодержание, переносимое коксом. Поскольку на тепловой индекс печи также влияют конструктивные различия корпуса доменной печи, тепловой индекс печи преобразованный к той же самой шкале, может использоваться так, чтобы тепловой индекс печи, общий для производственных средств, мог сравниваться таким же образом, как индекс проницаемости.
Компьютер 5 глобального сервера данных подготавливает множество таких алгоритмов определения неисправностей и последовательно оценивает наборы рабочих данных, полученные от одной и той же доменной печи. Компьютер 5 глобального сервера данных может извлечь период, в котором прошлый эксплуатационный режим претерпел изменение, подобное изменению в течение определенного периода времени в текущем эксплуатационном режиме, сравнивая метаданные, полученные из текущей операции с прошлыми метаданными, включая метаданные, полученные на других производственных участках, и может определить, является ли аномальной операция на производственном средстве, основываясь на рабочем состоянии производственных средств в извлеченном периоде. Примеры метаданных содержат рабочие условия, включая распределение нагрузки, скорость воздушного потока, содержание обогащения кислородом, скорость потока распыленного угля, коксовое отношение, содержание влаги в воздушном потоке, температура воздушного потока и давление воздушного потока, а также условия манипуляции. Среди этих фрагментов метаданных те, которые имеют шкалы, различающиеся между производственными средствами, хранятся вместе с данными, преобразованными в одну и ту же шкалу, так чтобы они могли использоваться для диагностики аномалий даже для различных производственных средств.
Определение рабочего состояния может включать в себя человеческое вмешательство. В таком случае устройство ввода подготавливается, чтобы позволить людям вводить эксплуатационную аномалию, когда определено, что операция аномальна. Таким образом, когда определено, что операция аномальна, отметка, указывающая аномальность, может быть записана вместе с временной отметкой в синхронизации с последовательными во времени данными. В этом случае, для записи различных аномальных условий могут использоваться различные отметки. Когда нагрузка процесса определения аномалий на компьютер 5 глобального сервера данных большая, компьютер определения аномальности, напрямую соединенный с компьютером 5 глобального сервера данных, может быть подготовлен так, чтобы компьютер определения аномальности мог выполнять процесс определения аномальности. Кроме того, компьютер 5 глобального сервера данных может построить модель изучения, обучаемую как учебными данными наборами рабочих данных, полученными, когда рабочее состояние доменной печи нормально в процессе на этапе S6, где набор рабочих данных является входным значением, а значение определения рабочего состояния доменной печи является выходным значением. Компьютер 5 глобального сервера данных может определять рабочее состояние доменной печи, основываясь на значении определения рабочего состояния доменной печи, полученном посредством модели изучения для ввода текущего набора рабочих данных.
Модель машинного обучения для диагностики аномальности может быть построена, используя метку аномальности, введенную людьми, и данные, полученные путем преобразования эксплуатационного индикатора (индекс проницаемости, тепловой индекс печи и т.д.), рабочих данных и по меньшей мере одного фрагмента метаданных рабочих условий на каждом производственном средстве в одну и ту же шкалу, могут использоваться, чтобы определить рабочее состояние доменной печи. Рабочие данные, уникальные для каждого индивидуального производственного средства, стандартизируются посредством индекса, указывающего операцию, и затем преобразуются в одну и ту же шкалу, посредством чего модель может быть сформирована с огромным объемом данных, используя данные на всех производственных средствах. Таким образом, модель машинного обучения для определения аномальности может быть сформирована с помощью всех данных, даже если частота появления низкая на каждом индивидуальном производственном средстве. Процесс в этапе S6 на этом завершается, и процесс контроля производственных средств переходит к процессу на этапе S7.
В процессе на этапе S7 компьютер 5 глобального сервера данных дает информацию о виде аномальности, которая произошла, и местоположении аномальности, операционному оператору на доменной печи, которая была определена как имеющая эксплуатационную аномальность. Например, аномальность, определенная статистическим значением Q и проницаемостью, как подозревают, является относящейся к свойствам сырья, а аномальность, определенная тепловым индексом печи, как подозревают, вызывается неисправностью при дренаже шлака. При уведомлении об аномальности в рабочем состоянии доменной печи операционный оператор немедленно переходит к действиям по восстановлению. В качестве примера средства сообщения об аномальности операционному оператору, экран, указывающий информацию об аномальности, может быть подготовлен на специализированном персональном компьютере, на терминале планшета и т.п., связанных с той же самой телекоммуникационной сетью, и информация об аномальности может быть обнаружена на экране. Альтернативно, можно послать уведомление по электронной почте на мобильный телефон или на смартфон, принадлежавший операционному оператору.
Компьютер 5 глобального сервера данных может уведомить операционного оператора на каждой доменной печи об определении в отношении того, сохраняется ли рабочее состояние в хорошем состоянии или ухудшается. Операционный оператор на производственном участке, отличающемся от производственного участка с неисправностью, может принять меры, чтобы справиться с неисправностью на производственном участке, имеющем неисправность. Кроме того, действия и объем манипуляций для доменной печи в случае неисправностей могут быть установлены заранее, так чтобы действия могли выполняться автоматически.
Если имеет место неисправность, тот же самый вид неисправности может возникать на других производственных участках, имеющих те же самые производственные средства. Когда на разных производственных участках используется одно и то же сырье, схожая неисправность может происходить на множестве производственных участков. Поэтому предпочтительно, чтобы информация о неисправности давалась не только по производственному участку с неисправностью, но, в качестве предостережения, также и операционным операторам на других производственных участках. Такой процесс позволяет операционным операторам или лицам, ответственным за производственные средства на других производственных участках заранее определять, произойдет ли у них подобная неисправность, и предпринимать некоторые меры, прежде чем возникнет серьезная авария. Процесс на этапе S7 на этом завершается и процесса контроля производственных средств заканчивается.
Хотя выше был описан вариант осуществления, к которому применяется изобретение, сделанное изобретателями, настоящее изобретение не предназначено ограничиваться описанием и чертежами, которые являются частью раскрытия в соответствии с настоящим вариантом осуществления. Другими словами, все другие варианты осуществления, примеры и технологии работы, выполняемые специалистами в данной области техники, основываясь на настоящем варианте осуществления, охватываются объемом защиты настоящего изобретения.
Промышленная применяемость
Настоящее изобретение обеспечивает способ контроля производственных средств, устройство контроля производственных средств и способ эксплуатации производственных средств, которые точно обнаруживают эксплуатационные неисправности в производственных средствах, не требуя большого количества трудовых ресурсов и позволяя немедленное действие по устранению эксплуатационной аномальности.
Перечень ссылочных позиций
1 - Система контроля производственных средств
2 - Датчик доменной печи
3 - Компьютер процесса
4 - Компьютер краевого сервера
5 - Компьютер глобального сервера данных.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ И СИСТЕМА УПРАВЛЕНИЯ ДЛЯ ПРОИЗВОДСТВЕННЫХ УСТАНОВОК | 2020 |
|
RU2801735C1 |
| СИСТЕМА И СПОСОБ УПРАВЛЕНИЯ БАЗАМИ ДАННЫХ (СУБД) | 2018 |
|
RU2704873C1 |
| Способ и система для контроля состояния группы установок | 2013 |
|
RU2636095C2 |
| СПОСОБ И СИСТЕМА ДЛЯ ДИАГНОСТИРОВАНИЯ ПРОМЫШЛЕННОГО ОБЪЕКТА | 2018 |
|
RU2707423C2 |
| СРЕДСТВО ЦВЕТОВОЙ ИДЕНТИФИКАЦИИ СОСТОЯНИЯ СИСТЕМЫ | 2023 |
|
RU2824435C1 |
| СПОСОБ ДИСТАНЦИОННОГО КОНТРОЛЯ ПРОМЫШЛЕННОЙ БЕЗОПАСНОСТИ ОПАСНОГО ПРОИЗВОДСТВЕННОГО ОБЪЕКТА | 2019 |
|
RU2748282C1 |
| Система и способ для контроля технического состояния производственных объектов | 2023 |
|
RU2833832C1 |
| СИСТЕМЫ И СПОСОБЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ С УЧАСТИЕМ УДАЛЕННОГО СПЕЦИАЛИСТА | 2016 |
|
RU2724466C2 |
| ИНТЕЛЛЕКТУАЛЬНАЯ СЕТЬ | 2011 |
|
RU2546320C2 |
| Способ и система для правил диагностики мощных газовых турбин | 2013 |
|
RU2613637C2 |
Группа изобретений относится к способу и устройству для контроля производственных средств для контроля рабочего состояния множества производственных средств одного и того же вида, расположенных на множестве производственных участков. Осуществляют этап подготовки информации для передачи данных по каждому из производственных средств для каждого из производственных участков, этап накопления данных, в компьютере, расположенном в месте накопления данных, этап анализа текущего рабочего состояния на каждом из производственных средств и этап определения рабочего состояния. При этом на этапе определения рабочего состояния определяют, является ли аномальной операция, на каждом из производственных средств на основе эксплуатационных индикаторов, полученных из эксплуатационных данных на этапе анализа данных, причем эксплуатационные индикаторы были преобразованы к одной и той же шкале для обеспечения сравнения рабочих состояний производственных средств одного и того же вида с различными характеристиками. Обеспечивается достоверное обнаружение неисправностей, не требуя большого объема трудовых ресурсов, и немедленное действие по их устранению. 2 н. и 5 з.п. ф-лы, 3 ил.
1. Способ контроля производственных средств для контроля рабочего состояния множества производственных средств одного и того же вида, расположенных на множестве производственных участков, причем способ контроля производственных средств содержит:
этап подготовки информации для передачи данных, на котором собирают эксплуатационные данные по каждому из производственных средств для каждого из производственных участков;
этап накопления данных, на котором накапливают эксплуатационные данные, собранные на этапе подготовки информации для передачи данных, в компьютере, расположенном в месте накопления данных;
этап анализа данных, на котором анализируют текущее рабочее состояние на каждом из производственных средств с использованием текущих эксплуатационных данных и прошлых эксплуатационных данных, накопленных на этапе накопления данных; и
этап определения рабочего состояния, на котором определяют, является ли операция аномальной, на каждом из производственных средств на основе результата анализа на этапе анализа данных,
при этом на этапе определения рабочего состояния определяют, является ли аномальной операция, на каждом из производственных средств на основе эксплуатационных индикаторов, полученных из эксплуатационных данных на этапе анализа данных, причем эксплуатационные индикаторы были преобразованы к одной и той же шкале для обеспечения сравнения рабочих состояний производственных средств одного и того же вида с различными характеристиками.
2. Способ контроля производственных средств по п. 1, в котором на этапе определения рабочего состояния преобразуют эксплуатационные индикаторы к одной и той же шкале с использованием эксплуатационных индикаторов, полученных в период, когда производственное средство находилась предположительно в нормальном производственном состоянии в прошлом.
3. Способ контроля производственных средств по п. 1 или 2, в котором количество позиций, названия позиций и единицы измерений эксплуатационных данных являются общими для всех производственных средств.
4. Способ контроля производственных средств по любому из пп. 1-3, в котором:
на этапе подготовки информации для передачи данных собирают метаданные, включающие в себя по меньшей мере данные условий эксплуатации каждого из производственных средств во время получения эксплуатационных данных,
на этапе накопления данных накапливают метаданные, собранные на этапе подготовки информации для передачи данных, в компьютере,
на этапе анализа данных извлекают период, в котором прошлые условия эксплуатации претерпевают изменение, подобное изменению в течение заданного периода времени при текущих условиях эксплуатации, путем сравнения метаданных, полученных из текущей операции, с прошлыми метаданными, содержащими метаданные, полученные на других производственных средствах, и
на этапе определения рабочего состояния определяют, является ли операция на каждом из производственных средств аномальной, путем сравнения текущих эксплуатационных данных в периоде, извлеченном на этапе анализа данных, с прошлыми эксплуатационными данными.
5. Способ контроля производственных средств по любому из пп. 1-4, в котором на этапе определения рабочего состояния определяют, является ли операция аномальной, с использованием эксплуатационного индикатора, эксплуатационных данных и по меньшей мере одного элемента метаданных условий эксплуатации, преобразованных к одной и той же шкале.
6. Способ контроля производственных средств по любому из пп. 1-5, дополнительно содержащий этап, на котором отображают собранные эксплуатационные данные и результаты анализа эксплуатационных данных.
7. Устройство контроля производственных средств для контроля рабочего состояния множества производственных средств одного и того же вида, расположенных на множестве производственных участков, причем устройство контроля производственных средств содержит:
блок подготовки информации для передачи данных, выполненный с возможностью сбора эксплуатационных данных каждого из производственных средств для каждого из производственных участков;
блок накопления данных, выполненный с возможностью накопления эксплуатационных данных, собранных блоком подготовки информации для передачи данных;
блок анализа данных, выполненный с возможностью анализа текущего рабочего состояния на каждом из производственных средств с использованием текущих эксплуатационных данных и прошлых эксплуатационных данных, накопленных блоком накопления данных; и
блок определения рабочего состояния, выполненный с возможностью определения, является ли операция аномальной, на каждом из производственных средств на основе результата анализа блоком анализа данных,
при этом блок определения рабочего состояния выполнен с возможностью определения, является ли операция аномальной, на каждом из производственных средств на основе эксплуатационных индикаторов, полученных из эксплуатационных данных на этапе анализа данных, причем эксплуатационные индикаторы были преобразованы к одной и той же шкале для обеспечения сравнения рабочих состояний производственных средств одного и того же вида с различными характеристиками.
| JP 2004334492 A, 25.11.2004 | |||
| JP 2016189166 A, 04.11.2016 | |||
| JP 2015170055 A, 28.09.2015 | |||
| JP 2018132786 A, 23.08.2018 | |||
| СИСТЕМА КОНТРОЛЯ РАБОТЫ РАСПРЕДЕЛИТЕЛЯ ШИХТЫ ДОМЕННОЙ ПЕЧИ | 1998 |
|
RU2126056C1 |

