Область техники, к которой относится изобретение
Изобретение относится к устройству предоставления аэрозоля и к способу формирования индукционной катушки для этого устройства.
Уровень техники
В курительных изделиях, таких как сигареты, сигары и т.п., во время их использования сжигается табак для получения табачного дыма. Были предприняты попытки предложить альтернативы изделиям, сжигающим табак, путем создания изделий, которые высвобождают соединения без горения. Примерами таких изделий являются нагревательные устройства, которые выделяют соединения путем нагревания, но не сжигания материала. Материал может представлять собой, например, табак или другие нетабачные продукты, которые могут содержать, а могут и не содержать никотин.
Раскрытие изобретения
Первым объектом изобретения является способ формирования индукционной катушки устройства предоставления аэрозоля, включающий в себя этапы, на которых берут литцендрат, содержащий множество проводников, каждый из которых имеет покрытие из связующего вещества; формируют из литцендрата индукционную катушку заданной формы на опорном элементе; активируют связующее вещество покрытия так, чтобы индукционная катушка по существу сохраняла заданную форму; и снимают индукционную катушку с опорного элемента.
Вторым объектом изобретения индукционная катушка устройства предоставления аэрозоля, сформированная из литцендрата, содержащего множество проводников, каждый из которых имеет покрытие из связующего вещества, которое активировано так, что индукционная катушка по существу сохраняет свою форму при отсутствии опорного элемента.
Другие особенности и преимущества настоящего изобретения станут более ясными из дальнейшего описания предпочтительных вариантов его осуществления со ссылками на чертежи.
Краткое описание чертежей
На фиг. 1 показано устройство предоставления аэрозоля, вид спереди;
на фиг. 2 - то же, но с удаленной внешней крышкой;
на фиг. 3 - устройство подачи аэрозоля, показанное на фиг. 1, вид в разрезе;
на фиг. 4 - устройство подачи аэрозоля, показанное на фиг. 2, вид в перспективе с пространственным разделением деталей;
на фиг. 5A - пример выполнения нагревателя в устройстве предоставления аэрозоля, вид в продольном разрезе;
на фиг. 5B - часть нагревателя, показанного на фиг. 5A, вид в увеличенном масштабе;
на фиг. 6 - первая и вторая индукционные катушки, проходящие вокруг изоляционного элемента, вид в перспективе;
на фиг. 7 - блок-схема варианта реализации способа формирования индукционной катушки;
на фиг. 8 - производственное оборудование, используемое для формирования индукционной катушки, вид в перспективе;
на фиг. 9 - первая и вторая индукционные катушки, соединенные с печатной платой, вид в перспективе;
на фиг. 10 - индукционная катушка, вид сверху.
Осуществление изобретения
В настоящем описании выражение «аэрозольобразующий материал» обозначает вещества, которые выделяют летучие компоненты при нагревании, обычно в виде аэрозоля. Аэрозольобразующий материал включает в себя любые табакосодержащие вещества и может, например, включать в себя одно или несколько следующих веществ: табак, производные табака, молотый табак, восстановленный табак или заменители табака. Аэрозольобразующий материал также может включать в себя другие, не табачные продукты, которые в зависимости от продукта могут содержать, а могут и не содержать никотин. Аэрозольобразующий материал может находиться в твердом виде, в жидком виде, в виде геля или воска. Аэрозольобразующий материал также может представлять собой сочетание или смесь веществ. Аэрозольобразующий материал также может быть известен как «курительный материал».
Известны устройства, которые нагревает аэрозольобразующий материал, чтобы испарить по меньшей мере один компонент этого материала, обычно для образования аэрозоля, который можно вдохнуть, не сжигая или не воспламеняя аэрозольобразующий материал. Такие устройства иногда называются «устройствами выработки аэрозоля», «устройствами предоставления аэрозоля», «устройствами для нагревания без сжигания», «устройствами нагревания табачного продукта» или «устройствами нагрева табака» и т.п. Аналогично, также имеются так называемые электронные сигареты, которые обычно испаряют аэрозольобразующий материал в жидком виде, который может содержать, а может и не содержать никотин. Аэрозольобразующий материал может быть выполнен в виде стержня, картриджа или кассеты, или подобного элемента, который может быть вставлен в устройство. Нагреватель для нагревания и испарения аэрозольобразующего материала может быть выполнен в виде «постоянной» части устройства.
Устройство предоставления аэрозоля может принимать изделие, содержащее аэрозольобразующий материал для его нагрева. «Изделие» в данном контексте - это компонент, который включает в себя или содержит используемый аэрозольобразующий материал, который нагревают для его испарения и, как вариант, испарения других используемых компонентов. Пользователь может вставлять изделие в устройство предоставления аэрозоля, чтобы получить аэрозоль, который затем вдыхает пользователь. Изделие может быть предварительно заданного или специфического размера, то есть выполнено с возможностью размещения в нагревательной камере устройства, которая имеет такой размер, чтобы принять изделие.
Согласно первому объекту изобретения способ формирования индукционной катушки для использования в устройстве предоставления аэрозоля начинается с использования высокочастотного многожильного обмоточного провода - литцендрата. Литцендрат - это провод, содержащий множество проводников, используемый для передачи переменного тока. Литцендрат используется для уменьшения обусловленных скин-эффектом потерь в проводнике, он содержит множество изолированных проводников, скрученных или сплетенных вместе. Результатом такого скручивания является выравнивание доли общей длины, на которой каждая нить находится снаружи провода. Этим обеспечивается равномерное распределение переменного тока по проводникам литцендрата и уменьшение его общего сопротивления. В некоторых случаях литцендрат содержит несколько жгутов проводников, причем проводники в каждом жгуте скручены друг с другом. Сами жгуты также скручены/переплетены друг с другом аналогичным образом.
Согласно настоящему изобретению, на каждый из множества проводников нанесено покрытие из связующего вещества. Такое покрытие, окружающее каждый проводник, может быть активировано (например, путем нагрева), так что проводники в каждом литцендрате приклеиваются к одному или нескольким соседним проводникам. Наличие покрытия из связующего вещества позволяет сформировать литцендрат в виде индукционной катушки на опорном элементе, и после активации этого покрытия индукционная катушка сохранит свою форму. Таким образом, покрытие из связующего вещества «фиксирует» форму индукционной катушки. В некоторых случаях покрытие из связующего вещества представляет собой электроизолирующий слой, окружающий токопроводящую жилу. Однако покрытие из связующего вещества и изоляция могут быть отдельными слоями, и в этом случае покрытие из связующего вещества окружает изолирующий слой. В возможном варианте выполнения токопроводящая жила литцендрата содержит медь.
Литцендрат (теперь уже в форме индукционной катушки) можно снять с опорного элемента без потери его формы. Опорный элемент - это элемент, используемый для придания литцентрату заданной формы (т.е. формы индукционной катушки). Таким образом, во время активации покрытия из связующего вещества опорный элемент удерживает литцендрат в заданной форме.
Такой способ обеспечивает возможность создания индукционной катушки, которая с большей вероятностью сохранит свою форму с течением времени. Таким образом, после сборки устройства желательный нагревательный эффект может сохраняться в течение более длительного времени, что увеличивает срок службы устройства и обеспечивает наиболее эффективную работу индукционной катушки. Именно в этом и заключается отличие от устройств с индукционными катушками, которые со временем могут деформироваться или коробиться. Способ согласно изобретению обеспечивает также большую гибкость при изготовлении устройства. Например, индукционные катушки могут быть произведены заранее, до процесса сборки, а не во время сборки устройства.
Вышеупомянутый способ может быть использован при формировании индукционных катушек для использования в устройствах предоставления аэрозоля. В некоторых вариантах выполнения устройство может содержать две или более индукционных катушек. Каждая индукционная катушка выполнена с возможностью генерирования переменного магнитного поля, проходящего через токоприемник. Как будет более подробно описано ниже, токоприемник представляет собой электропроводящий объект, который может нагреваться при прохождении сквозь него изменяющегося магнитного поля. Изделие, содержащее аэрозольобразующий материал, выполнено с возможностью введения в токоприемник, или с возможностью расположения рядом с токоприемником, или с возможностью введения в контакт с токоприемником. После нагревания токоприемник передает тепло аэрозольобразующему материалу, который выделяет аэрозоль.
В конкретном варианте выполнения формирование индукционной катушки включает в себя намотку литцендрата на опорный элемент для формирования спиральной индукционной катушки. Таким образом, индукционная катушка может иметь спиралевидную форму. Например, опорный элемент может иметь трубчатую или цилиндрическую форму, и литцендрат может наматываться на опорный элемент, образуя заданную спиралевидную форму. Таким образом, внешняя форма опорного элемента определяет заданную форму. Например, опорный элемент может иметь первую внешнюю форму поперечного сечения, а спиральная катушка может иметь вторую внутреннюю форму поперечного сечения, причем первая внешняя форма поперечного сечения и вторая внутренняя форма поперечного сечения являются, по существу, одинаковыми. Первое и второе поперечные сечения могут иметь, например, круглую форму. Путем намотки литцендрата на опорный элемент с перемещением по длине опорного элемента можно сформировать спиральную индукционную катушку.
Способ может дополнительно включать в себя после снятия индукционной катушки с опорного элемента установку индукционной катушки на изоляционный элемент/основание. Изоляционный элемент может быть, например, элементом, расположенным внутри устройства предоставления аэрозоля. Изоляционный элемент может иметь третью внешнюю форму поперечного сечения, по существу, такую же, как и первая внешняя форма поперечного сечения.
В других вариантах выполнения индукционная катушка может иметь плоскую форму, криволинейную форму или форму гиперболического параболоида.
Заданная форма индукционной катушки может включать в себя соединительную часть на одном или более концах индукционной катушки для ее соединения с источником электроэнергии. Иными словами, по меньшей мере один конец индукционной катушки и литцендрат могут образовывать соединительную часть. Соединительные части могут быть выполнены на каждом конце индукционной катушки. Соединительная часть (части) может (могут) быть соединена (соединены) со схемой, например, такой как печатная плата. Способ может включать в себя погружение соединительной части в припой на определенный период времени. Расплавленный припой плавит или иным образом удаляет изоляцию с множества проводников литцендрата, образуя, таким образом, хороший электрический контакт между каждым из проводников и компонентом, с которым соединяется индукционная катушка. Таким образом, в соединительной части каждый проводник (или большинство проводников) электрически соединены друг с другом припоем, который соединяется с индукционной обмоткой. Соединительная часть (например, конца катушки) является частью индукционной катушки, которая соединяется с источником электроэнергии.
Период времени, на которое соединительную часть погружают в припой, может составлять приблизительно от 2 до 6 секунд или, например, приблизительно от 3 до 5 секунд. Было обнаружено, что такой период времени погружения в припой обеспечивает оптимальное выполнение требований как по удалению изоляции (и покрытия из связующего вещества) с проводников и образованию хорошего электрического соединения, так и по предотвращению возможного повреждения токопроводящих жил проводников. Предпочтительная продолжительность периода погружения в припой составляет приблизительно от 4 до 5 секунд. Это обеспечивает оптимальное выполнение вышеупомянутых требований.
Температура припоя, в который погружают соединительную часть, может составлять приблизительно от 400 до 500°C или от 400 до 450°C. Было обнаружено, что припой с такой температурой обеспечивает хорошее удаление изоляции (и покрытия из связующего вещества) без повреждения токопроводящих жил проводников. Предпочтительная температура припоя может составлять приблизительно 450°C.
Активация покрытия из связующего вещества может включать в себя нагревание этого покрытия. Например, после того, как индукционная катушка была сформирована на опорном элементе, может быть произведен нагрев литцендрата, чтобы обеспечить «склеивание» покрытия из связующего вещества на каждом из проводников, обеспечивая термическое формирование индукционной катушки. В конкретном варианте выполнения нагрев покрытия из связующего вещества производится до температуры склеивания приблизительно от 180 до 200°C.
В другом возможном варианте выполнения активация покрытия из связующего вещества может производиться с помощью растворителя.
Далее, после активации покрытия из связующего вещества, индукционную катушку охлаждают. В результате покрытие из связующего вещества охлаждается, чем обеспечивается сохранение формы индукционной катушки. Охлаждение индукционной катушки может производиться путем обдува ее воздухом. Обдув воздухом индукционной катушки может производиться, например, с помощью пневмопушки или вентилятора. Использование пневмопушки или вентилятора может ускорить процесс охлаждения.
Как указано выше, индукционная катушка может содержать две соединительные части, по одной на каждом ее конце. В возможном варианте выполнения заданная форма индукционной катушки содержит две соединительные части, лежащие, по существу, в одной плоскости, причем процесс формирования включает в себя отгибание по меньшей мере одной из соединительных частей таким образом, чтобы она лежала в одной плоскости с остальными соединительными частями. Например, два конца индукционной катушки могут лежать на оси, параллельной оси индукционных обмоток (параллельной продольной оси токоприемника в собранном устройстве предоставления аэрозоля). Эта плоскость может проходить по касательной к индукционной обмотке.
Отгибание по меньшей мере одной из соединительных частей может производиться приблизительно на 90°. В конкретном варианте выполнения первая соединительная часть проходит по касательной к индукционной обмотке спиралевидной формы, а вторую соединительную часть отгибают приблизительно на 90°, чтобы она лежала в одной плоскости с первой соединительной частью. Вторая часть в исходном положении перед отгибанием может отходить от индукционной катушки по касательной.
Литцендрат вокруг опорного элемента обматывают приблизительно 5-9 раз. Таким образом, может быть создана индукционная катушка, содержащая приблизительно 5-9 витков. В возможном варианте выполнения формируется первая индукционная катушка, содержащая приблизительно 6-7 витков, например, приблизительно 6,75 витков. Соответственно, литцендрат обматывают вокруг опорного элемента 6-7 раз, например, приблизительно 6,75 раз. В другом возможном варианте выполнения формируется вторая индукционная катушка, содержащая приблизительно 8-9 витков, например, приблизительно 8,75 витков. Соответственно, литцендрат обматывают вокруг опорного элемента 8-9 раз, например, приблизительно 8,75 раз. Одним витком считается одно полное обматывание вокруг оси.
Литцендрат может иметь направление укладки, и формирование катушки может производиться путем наматывания литцендрата в том же направлении, что и направление его укладки. Такой способ намотки, когда направление наматывания соответствует направлению укладки, предотвращает раскручивание проводников.
Покрытие из связующего вещества может содержать эмаль.
В возможном варианте выполнения в качестве проводников используются провода Thermobond STP18 компании Elektrisola Inc., Нью-Гемпшир. Было обнаружено, что эти провода обладают хорошей стабильностью для использования в устройстве предоставления аэрозоля. Эти провода имеют относительно высокую температуру склеивания, так что нагрев токоприемника в устройстве не приводит к повторному размягчению покрытия из связующего вещества.
Согласно второму объекту изобретения индукционная катушка устройства предоставления аэрозоля сформирована из литцендрата, содержащего множество проводников, каждый из которых содержит покрытие из связующего вещества, которое активируется таким образом, чтобы индукционная катушка по существу сохраняла свою форму при отсутствии опорного элемента.
Индукционная катушка может иметь соединительную часть на одном конце, и эта соединительная часть покрывается припоем для образования электрического контакта с по существу всеми проводниками литцендрата.
Вышеописанный способ может быть повторно использован при формировании второй индукционной катушки для устройства предоставления аэрозоля. В возможном варианте выполнения формируются первая и вторая индукционные катушки, причем длина первой индукционной катушки меньше длины второй индукционной катушки. В конкретном варианте выполнения производится формирование первой индукционной катушки путем наматывания первого литцендрата на опорный элемент на первую длину для образования первой спиралевидной индукционной катушки, и формирование второй индукционной катушки путем наматывания второго литцендрата на опорный элемент на вторую длину для формирования второй спиралевидной индукционной катушки, причем указанная первая длина меньше указанной второй длины.
Первая длина (длина первой индукционной катушки) может составлять приблизительно от 15 до 20 мм, а вторая длина (длина второй индукционной катушки) может составлять приблизительно от 25 до 30 мм. В частности, первая длина может составлять 19±1 мм, а вторая длина может составлять 28±1 мм. Было обнаружено, что вышеуказанные длины достаточны для обеспечения быстрого нагрева токоприемника, в то же время позволяя избежать так называемой «горячей затяжки».
Первая индукционная катушка может содержать первый литцендрат, длина которого составляет приблизительно от 250 до 300 мм, а вторая индукционная катушка может содержать второй литцендрат, длина которого составляет приблизительно от 400 до 450 мм. Длина литцендрата в каждой обмотке является его длиной в размотанном состоянии. Например, длина первого литцендрата может составлять приблизительно от 280 до 290 мм, а длина второго литцендрата может составлять приблизительно от 415 до 425 мм. В конкретном варианте выполнения длина первого литцендрата составляет около 285 мм, а длина второго литцендрата - около 420 мм. Было обнаружено, что вышеуказанные длины достаточны для обеспечения быстрого нагрева токоприемника, в то же время позволяя избежать так называемой «горячей затяжки».
Первая индукционная катушка может иметь зазоры между соседними витками, и величина каждого зазора может составлять приблизительно 0,9 мм. Вторая индукционная катушка тоже может иметь зазоры между соседними витками, и величина каждого зазора может составлять приблизительно 1 мм. Это означает, что указанные индукционные катушки будут обеспечивать различные эффекты нагревания токоприемника. В более общем случае, зазоры между соседними витками могут быть различными для каждой из индукционных обмоток. Величина зазора замеряется в направлении, параллельном продольной оси устройства/токоприемника. Зазором считается участок, на котором не имеется провода катушки, т.е. пространство между соседними витками.
Масса первой индукционной катушки может составлять приблизительно от 2 до 3 г, а масса второй индукционной катушки может составлять приблизительно от 3 до 4 г. Например, первая масса может составлять менее приблизительно 3 г или менее приблизительно 2,5 г, а вторая масса может составлять более приблизительно 3 г или более приблизительно 3,5 г. В конкретном варианте выполнения масса первой индукционной катушки составляет около 2,4 г, а масса второй индукционной катушки - около 3,5 г.
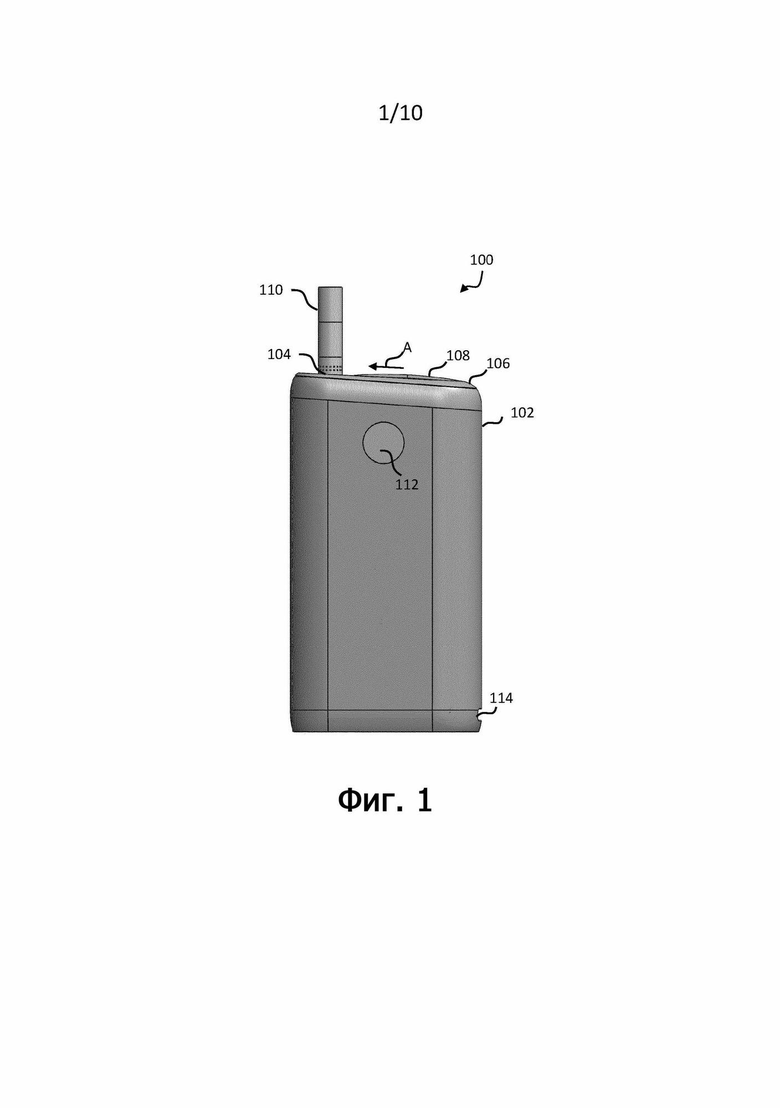
На фиг. 1 показан пример выполнения устройства 100 предоставления аэрозоля для выработки аэрозоля из аэрозольобразующего материала. В общих чертах, устройство 100 можно использовать для нагрева сменного изделия 110, содержащего аэрозольобразующую среду для получения аэрозоля или другой вдыхаемой среды, которую вдыхает пользователь устройства 100.
Устройство 100 содержит корпус 102 (в виде внешней крышки), который окружает и вмещает в себя различные компоненты устройства 100. Устройство 100 имеет отверстие 104 на одном конце, через которое изделие 110 может быть вставлено для нагревания нагревательным узлом. При использовании изделие 110 может быть полностью или частично вставлено в нагревательный узел, где оно может быть нагрето одним или несколькими компонентами нагревательного узла.
Устройство 100 в этом примере содержит первый концевой элемент 106, который содержит крышку 108, которая может перемещаться относительно первого концевого элемента 106, чтобы закрывать отверстие 104, когда изделие 110 отсутствует. На фиг. 1 крышка 108 показана в открытой конфигурации, однако она может перейти в закрытую конфигурацию. Например, пользователь может сдвинуть крышку 108 в направлении стрелки «А».
Устройство 100 также может включать в себя управляемый пользователем элемент 112 управления, такой как кнопка или переключатель, при нажатии на который устройство 100 приводится в действие. Например, пользователь может включить устройство 100 с помощью переключателя 112.
Устройство 100 также может содержать электрический компонент, такой как гнездо или порт 114, который может принимать кабель для зарядки батареи устройства 100. Например, гнездо 114 может представлять собой порт зарядки, например USB-порт.
На фиг. 2 показанное устройство 100 по фиг. 1 со снятой внешней крышкой 102 и без изделия 110. Устройство 100 определяет продольную ось 134.
Как показано на фиг. 2, на одном конце устройства 100 расположен первый концевой элемент 106, а на противоположном конце устройства 100 расположен второй концевой элемент 116. Первый и второй концевые элементы 106, 116 вместе по меньшей мере частично ограничивают торцевые поверхности устройства 100. Например, нижняя поверхность второго концевого элемента 116 по меньшей мере частично ограничивает нижнюю поверхность устройства 100. Края внешней крышки 102 также могут ограничивать часть торцевых поверхностей. В этом примере крышка 108 также ограничивает часть верхней поверхности устройства 100.
Конец устройства, ближайший к отверстию 104 (или ближайший ко рту), может быть назван ближним концом устройства 100, потому что при использовании он находится ближе всего ко рту пользователя. При использовании пользователь вставляет изделие 110 в отверстие 104, воздействует на пользовательский элемент 112 управления, чтобы начать нагревание аэрозольобразующего материала, и втягивает образующийся в устройстве аэрозоль. Это заставляет аэрозоль проходить через устройство 100 по пути потока к ближнему концу устройства 100.
Другой конец устройства, наиболее удаленный от отверстия 104, может быть назван дальним концом устройства 100, поскольку при использовании он наиболее удален от рта пользователя. Когда пользователь втягивает образующийся в устройстве аэрозоль, аэрозоль проходит от дальнего конца устройства 100.
Устройство 100 также содержит источник 118 питания. Источник 118 питания может представлять собой, например, батарею, такую как перезаряжаемая батарея или неперезаряжаемая батарея. Примеры подходящих батарей включают в себя, например, литиевую батарею (например, литий-ионную батарею), никелевую батарею (такую как никель-кадмиевая батарея) и щелочную батарею. Батарея электрически соединяется с нагревательным узлом для подачи электроэнергии, когда это необходимо, и под управлением контроллера (не показан) для нагревания аэрозольобразующего материала. В этом примере батарея соединена с центральной опорой 120, которая удерживает батарею 118.
Устройство также содержит по меньшей мере один электронный модуль 122, который может содержать, например, печатную плату. Печатная плата 122 может содержать по меньшей мере один контроллер, такой как процессор и память. Печатная плата 122 также может содержать одну или несколько электрических дорожек для электрического соединения между собой различных электронных компонентов устройства 100. Например, клеммы батареи могут быть электрически подключены к печатной плате 122, так что мощность может быть распределена по всему устройству 100. Гнездо 114 также может быть электрически соединено с батареей посредством проводящих дорожек.
В примере выполнения устройства 100 нагревательный узел представляет собой узел индукционного нагрева и содержит различные компоненты для нагревания аэрозольобразующего материала изделия 110 посредством индукционного нагрева. Индукционный нагрев - это процесс нагрева электропроводящего объекта (например, токоприемника) с помощью электромагнитной индукции. Индукционный нагревательный узел может содержать индуктор, например, в виде одной или нескольких индукционных катушек, и устройство для пропускания изменяющегося электрического тока, например переменного, через индукционный элемент. Изменяющийся электрический ток в индукционном элементе создает изменяющееся магнитное поле. Переменное магнитное поле проникает через токоприемник, расположенный соответствующим образом относительно индуктивного элемента, создавая вихревые токи внутри токоприемника. Токоприемник обладает электрическим сопротивлением вихревым токам, следовательно, поток вихревых токов вызывает джоулев нагрев токоприемника. Если токоприемник содержит ферромагнитный материал, такой как железо, никель или кобальт, тепло может также генерироваться потерями в токоприемнике на магнитный гистерезис, вследствие изменяющейся ориентацией магнитных диполей в магнитном материале в результате их совмещения с изменяющимся магнитным полем. При индукционном нагреве, по сравнению, например, с нагревом посредством теплопередачи, внутри токоприемника вырабатывается тепло, что обеспечивает быстрый нагрев. Кроме того, нет необходимости в каком-либо физическом контакте между индукционным нагревателем и токоприемником, что обеспечивает большую свободу в конструкции и применении.
Узел индукционного нагрева устройства 100 содержит токоприемную конструкцию 132 (называемую «токоприемником»), первую индукционную катушку 124 и вторую индукционную катушку 126. Первая и вторая индукционные катушки 204, 206 выполнены из электропроводного материала. В этом примере первая и вторая индукционные катушки 124, 126 выполнены из литцендрата, намотанного по спирали для образования спиральных индукционных катушек 124, 126. Литцендрат состоит из множества отдельных проводов, которые изолированы по отдельности и скручены друг с другом, образуя единый провод. Литцендраты предназначены для уменьшения потерь на скин-эффект в проводнике. В устройства 100 первая и вторая индукционные катушки 124, 126 изготовлены из медного литцендрата, имеющего прямоугольное поперечное сечение. В других примерах литцендрат может иметь поперечное сечение другой формы, например круглой.
Первая индукционная катушка 124 выполнена с возможностью генерирования первого переменного магнитного поля для нагревания первого участка токоприемника 132, а вторая индукционная катушка 126 выполнена с возможностью генерирования второго переменного магнитного поля для нагревания второго участка токоприемника 132. В этом примере первая индукционная катушка 124 примыкает ко второй индукционной катушке 126 в направлении вдоль продольной оси 134 устройства 100 (то есть первая и вторая индукционные катушки 124, 126 не перекрываются). Токоприемная конструкция 132 может содержать один, или два, или несколько отдельных токоприемников. Концы 130 первой и второй индукционных катушек 124, 126 могут быть подключены к печатной плате 122.
Понятно, что по меньшей мере одна характеристика первой и второй индукционных катушек 124, 126 в некоторых примерах может отличающуюся одна от другой. Например, первая индукционная катушка 124 может иметь, по меньшей мере, одну характеристику, отличную от характеристики второй индукционной катушки 126. В частности, в одном примере первая индукционная катушка 124 может иметь индуктивность, отличную от индуктивности второй индукционной катушки 126. На фиг. 2 первая и вторая индукционные катушки 124, 126 имеют разные длины, так что первая индукционная катушка 124 намотана на меньшую секцию токоприемника 132 по сравнению со второй индукционной катушкой 126. Таким образом, первая индукционная катушка 124 может содержать другое число витков, чем вторая индукционная катушка 126 (при условии, что расстояние между отдельными витками по существу одинаковое). В еще одном примере первая индукционная катушка 124 может быть изготовлена из материала, отличного от материала второй индукционной катушки 126. В некоторых примерах первая и вторая индукционные катушки 124, 126 могут быть по существу идентичными.
В этом примере первая индукционная катушка 124 и вторая индукционная катушка 126 намотаны в противоположных направлениях. Это может быть полезно, если индукционные катушки включаются в разное время. Например, сначала может работать первая индукционная катушка 124, чтобы нагревать первую секцию/часть изделия 110, а позднее может работать вторая индукционная катушка 126, чтобы нагревать вторую секцию/часть изделия 110. Намотка катушек в противоположных направлениях помогает уменьшить ток, наведенный в неактивной катушке, при использовании в сочетании с определенным типом схемы управления. Показанная на фиг. 2 первая индукционная катушка 124 представляет собой правую спираль, а вторая индукционная катушка 126 представляет собой левую спираль. Однако в другом варианте выполнения индукционные катушки 124, 126 могут быть намотаны в одном направлении, или первая индукционная катушка 124 может представлять собой левую спираль, а вторая индукционная катушка 126 может представлять собой правую спираль.
Токоприемник 132 в этом примере является полым и, следовательно, ограничивает емкость, в которую помещают аэрозольобразующий материал. Например, изделие 110 может быть вставлено в токоприемник 132. В этом примере токоприемник 132 является трубчатым с круглым поперечным сечением.
Устройство 100 по фиг. 2 также содержит изолирующий элемент 128, который может быть в целом трубчатым и по меньшей мере частично окружать токоприемник 132. Изолирующий элемент 128 может быть изготовлен из любого изоляционного материала, например из пластика. В этом конкретном примере изолирующий элемент изготовлен из полиэфирэфиркетона (PEEK). Изолирующий элемент 128 помогает изолировать различные компоненты устройства 100 от тепла, выделяемого в токоприемнике 132.
Изолирующий элемент 128 также может полностью или частично поддерживать первую и вторую индукционные катушки 124, 126. Например, как показано на фиг. 2, первая и вторая индукционные катушки 124, 126 расположены вокруг изолирующего элемента 128 и находятся в контакте с внешней в радиальном направлении поверхностью изолирующего элемента 128. В некоторых примерах изолирующий элемент 128 не упирается в первую и вторую катушки 124, 126 индуктивности. Например, между внешней поверхностью изолирующего элемента 128 и внутренней поверхностью первой и второй к индукционных катушек 124, 126 может быть небольшой зазор.
В конкретном примере токоприемник 132, изолирующий элемент 128 и первая и вторая индукционные катушки 124, 126 расположены по одной центральной продольной оси токоприемника 132.
На фиг. 3 показано устройство 100 на виде сбоку в разрезе. В этом примере присутствует внешняя крышка 102. Прямоугольная форма поперечного сечения первой и второй катушек 124, 126 индуктивности видна более отчетливо.
Устройство 100 также содержит опору 136, которая входит в зацепление с одним концом токоприемника 132, удерживая его на месте. Опора 136 соединена со вторым концевым элементом 116.
Устройство также может содержать вторую печатную плату 138, связанную с элементом 112 управления.
Устройство 100 также содержит вторую крышку 140 и пружину 142, расположенную по направлению к дальнему концу устройства 100. Пружина 142 позволяет открывать вторую крышку 140 для обеспечения доступа к токоприемнику 132. Пользователь может открыть вторую крышку 140, чтобы очистить токоприемник 132 и/или опору 136.
Устройство 100 также содержит расширительную камеру 144, которая проходит от ближнего конца токоприемника 132 к отверстию 104 устройства. По меньшей мере частично внутри расширительной камеры 144 расположен удерживающий зажим 146, который упирается в изделие 110 и удерживает его в устройстве 100. Расширительная камера 144 соединена с концевым элементом 106.
На фиг. 4 приведено покомпонентное изображение устройства 100, показанного на фиг. 1, без внешней крышки 102.
На фиг. 5A показана часть устройства 100 по фиг. 1 в разрезе. На фиг. 5B крупным планом изображена область, обозначенная окружностью на фиг. 5A. На фиг. 5А и 5В показано изделие 110, помещенное в токоприемник 132, при этом размер изделия 110 такой, что внешняя поверхность изделия 110 примыкает к внутренней поверхности токоприемника 132. Это обеспечивает наиболее эффективный нагрев. Изделие 110 содержит аэрозольобразующий материал 110a, расположенный внутри токоприемника 132. Изделие 110 также может содержать другие компоненты, такие как фильтр, оберточные материалы и/или охлаждающую конструкцию.
Как показано на фиг. 5В, внешняя поверхность токоприемника 132 отстоит от внутренней поверхности индукционных катушек 124, 126 на расстояние 150, измеренное в направлении, перпендикулярном продольной оси 158 токоприемника 132. В одном конкретном примере расстояние 150 составляет примерно от 3 до 4, от 3 до 3,5 мм или примерно 3,25 мм.
На фиг. 5В также показано, что внешняя поверхность изолирующего элемента 128 отстоит от внутренней поверхности индукционных катушек 124, 126 на расстояние 152, измеренное в направлении, перпендикулярном продольной оси 158 токоприемника 132. В одном конкретном примере расстояние 152 составляет примерно 0,05 мм. В другом примере расстояние 152 по существу равно нулю, так что индукционные катушки 124, 126 упираются в изолирующий элемент 128 и касаются его.
В одном примере токоприемник 132 имеет толщину 154 стенки примерно от 0,025 до 1 мм или примерно 0,05 мм.
В одном примере токоприемник 132 имеет длину примерно от 40 до 60 мм, от 40 до 45 мм или примерно 44,5 мм.
В одном примере изолирующий элемент 128 имеет толщину 156 стенки примерно от 0,25 до 2 мм, от 0,25 до 1 мм или примерно 0,5 мм.
На фиг. 6 изображен нагревательный узел устройства 100. Как кратко упомянуто выше, нагревательный узел содержит первую индукционную катушку 124 и вторую индукционную катушку 126, расположенные рядом друг с другом в направлении вдоль оси 200. Спиральные индукционные катушки 124, 126 проходят вокруг изолирующего элемента 128. Внутри трубчатого изолирующего элемента 128 расположен токоприемник 132. В рассматриваемом варианте выполнения провода, образующие первую и вторую индукционные катушки, имеют круглое поперечное сечение, однако, они могут иметь и другую форму поперечного сечения, например, прямоугольную.
Ось 200 может определяться, например, одной из индукционных катушек 124, 126 или обеими индукционными катушками. Ось 200 параллельна продольной оси 134 устройства 100 и продольной оси 158 токоприемника. Таким образом, каждая из индукционных катушек 124, 126 проходит вокруг оси 200. Как вариант, ось 200 может определяться изолирующим элементом 128 или токоприемником 132.
При использовании сначала включается первая индукционная катушка 124. Это приводит к нагреву первой секции токоприемника 132 (т.е. секции токоприемника 132, окруженной первой индукционной катушкой 124), которая, в свою очередь, нагревает первую часть аэрозольобразующего материала. Позже первая индукционная катушка 124 может быть отключена, и может быть включена вторая индукционная катушка 126. Это приводит к нагреву второй секции токоприемника 132 (т.е. секции токоприемника 132, окруженной второй индукционной обмоткой 126), которая, в свою очередь, нагревает вторую часть аэрозольобразующего материала. Вторая индукционная катушка 126 может включаться также, когда первая индукционная катушка 124 продолжает работать, и выключение первой индукционной катушки 124 может производиться при работающей второй индукционной катушке 126. Как вариант, первая индукционная катушка 124 может отключаться до момента включения второй индукционной катушки 126. Включением каждой из индукционных катушек может управлять контроллер.
В некоторых вариантах выполнения длина 202 первой индукционной катушки 124 меньше длины 204 второй индукционной катушки 126. Длина каждой из индукционных катушек измеряется в направлении, параллельном оси 200 индукционных обмоток 124, 126. Первая, более короткая индукционная катушка 124 может быть расположена ближе к мундштучному (ближнему) концу устройства 100, чем вторая индукционная катушка 126. При нагреве аэрозольобразующего материала происходит образование аэрозоля. Когда пользователь делает затяжку, аэрозоль втягивается к мундштучному концу устройства 100, в направлении по стрелке 206. Аэрозоль выходит из устройства 100 через отверстие/мундштук 104, и пользователь затягивается аэрозолем. Первая индукционная катушка 124 расположена ближе к отверстию 104, чем вторая индукционная катушка 126.
В рассматриваемом варианте выполнения длина первой индукционной катушки 124 составляет около 20 мм, а длина второй индукционной катушки 126 - около 30 мм. Длина первого провода в размотанном состоянии первой индукционной катушки составляет приблизительно 285 мм. Длина второго провода в размотанном состоянии второй индукционной катушки 126 составляет приблизительно 420 мм.
Каждая индукционная катушка 224, 226 образована из литцендрата, содержащего множество жил. Например, в каждом литцендрате может быть примерно от 50 до 150 жил. В настоящем примере в каждом литцендрате содержится примерно 75 жил. В некоторых примерах жилы сгруппированы в два или несколько пучков, и каждый пучок содержит некоторое количество жил, так что количество жил во всех пучках составляет общее количество жил. В данном примере имеется 5 пучков по 15 жил.
Диаметр каждой из жил может составлять примерно от 0,05 до 0,2 мм. В некоторых примерах диаметр составляет от 0,16 мм до 0,0799 мм. В этом примере каждая из жил имеет диаметр 0,101 мм. Таким образом, радиус литцендрата может составлять примерно от 1 до 2 мм. В этом примере радиус литцендрата составляет примерно от 1,3 до 1,4 мм.
Как показано на фиг. 6, литцендрат первой индукционной катушки 124 обмотан вокруг оси 202 приблизительно 6,75 раз, а литцендрат второй индукционной катушки 126 обмотан вокруг оси 202 приблизительно 8,75 раз. Литцендраты не образуют целого числа витков, потому что некоторые концы литцендрата отогнуты в сторону от поверхности изолирующего элемента 128 до завершения полного витка (см., например, фиг. 10).
Как показано на фиг. 6, между соседними витками имеются промежутки. Эти промежутки могут составлять, например, примерно от 0,5 до 2 мм.
В некоторых вариантах выполнения обе индукционные катушки 124, 126 имеют одинаковый шаг, где шаг представляет собой длину одного полного витка индукционной катушки, измеренную в направлении вдоль оси 200 или продольной оси 158 токоприемника. В других вариантах выполнения индукционные катушки 124, 126 имеют разные шаги.
В рассматриваемом варианте выполнения масса первой индукционной катушки 124 составляет приблизительно 1,4 г, а масса второй индукционной катушки 126 составляет приблизительно 2,1 г.
В возможном варианте выполнения внутренний диаметр первой и второй индукционных катушек 124 и 126 составляет приблизительно 12 мм, а наружный диаметр составляет приблизительно 14,3 мм.
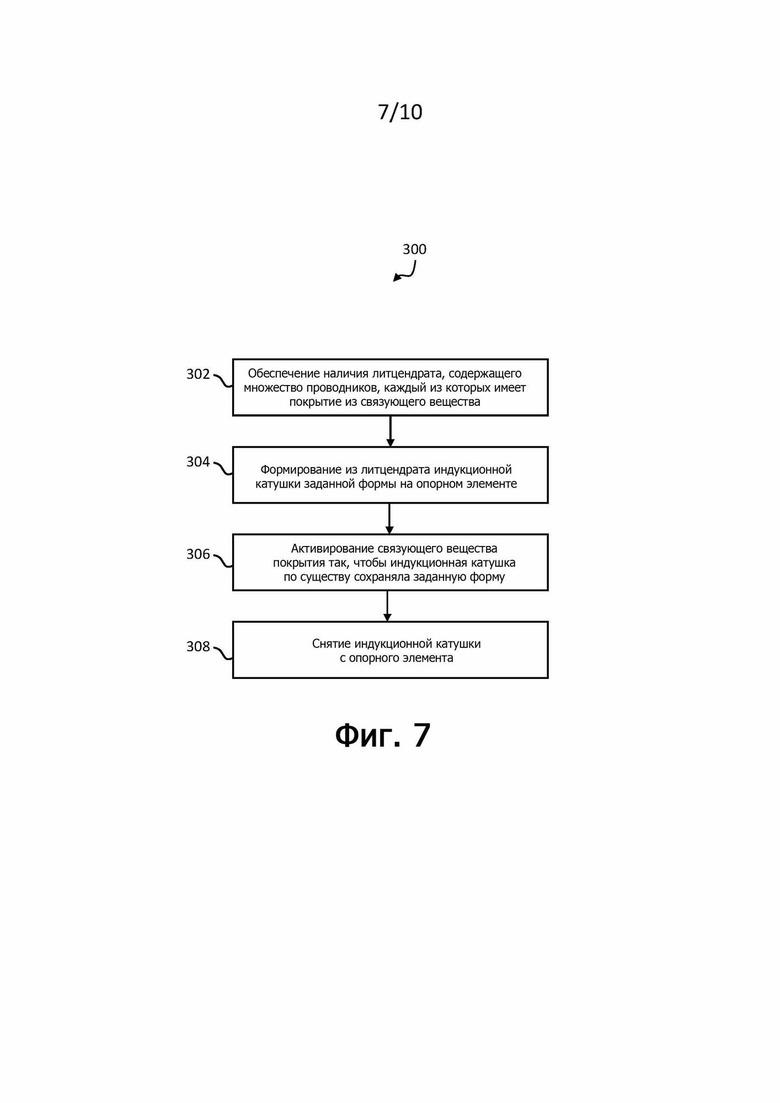
На фиг. 7 приведена блок-схема способа 300 формирования индукционной катушки устройства предоставления аэрозоля. Этот способ может быть использован для формирования как одной из индукционных катушек 124, 126, описанных со ссылками на фиг. 2-6, так и для формирования обеих данных катушек.
На этапе 302 берут литцендрат, содержащий множество проводников, каждый из которых содержит покрытие из связующего вещества. Например, может быть использован литцендрат с указанными выше параметрами.
На этапе 304 формируют из литцендрата индукционную катушку заданной формы на опорном элементе. На фиг. 8 показан пример оборудования, которое может быть использовано для формирования индукционной катушки 400 из литцендрата. Как показано на этой фигуре, литцендрат 402 перед разматыванием и наматыванием на опорный элемент 406 сначала может находиться в намотанном состоянии на катушке 404. Барабан 408 вращается и перемещается параллельно направляющей 410, в результате чего литцендрат наматывается на опорный элемент 406 в виде спирали. Скорость вращения барабана 408 и его скорость перемещения по направляющей 410 определяют величину зазора между соседними витками индукционной катушки 400. Для формирования более длинной индукционной катушки 400 барабан 408 может перемещаться дальше по направляющей 410 (продолжая при этом вращаться). Для формирования индукционной катушки 400 с большим количеством витков барабан 408 может совершать большее количество оборотов.
Диаметр опорного элемента 406 соответствует диаметру изолирующего элемента 128. Таким образом, наружный диаметр поперечного сечения опорного элемента 406 равен наружному диаметру поперечного сечения изолирующего элемента 128. Путем наматывания литцендрата 402 на опорный элемент 406 формируется индукционная катушка 400 заданной формы. Таким образом, опорный элемент 406 по меньшей мере частично определяет форму индукционной катушки 400. Внутренний диаметр поперечного сечения индукционной катушки 400 по существу равен внешнему диаметру поперечного сечения опорного элемента 406. В рассматриваемом варианте выполнения диаметр опорного элемента 406 составляет приблизительно 12 мм. Диаметр литцендрата равен приблизительно 1,3 мм, так что наружный диаметр индукционной катушки составляет около 14,6 мм. Таким же образом могут быть сформированы индукционные катушки и с другими размерами.
После формирования индукционной катушки 400 заданной формы на этапе 306 активируют связующее вещество покрытия, благодаря чему индукционная катушка 400 сохраняет заданную форму. В рассматриваемом варианте выполнения литцендрат имеет покрытие из связующего вещества в виде эмали, активация которого производится путем нагревания. Таким образом, когда индукционная катушка 400 остается намотанной на опорный элемент 406, производится ее нагрев. В рассматриваемом примере нагрев индукционной катушки 400 выполняется путем подвода к ней горячего воздуха. Например, с помощью вентилятора или пневмопушки индукционную катушку 400 продувают воздухом, нагретым до температуры активации, при которой происходит активация связующего вещества покрытия. Температура активации может составлять приблизительно 190°C. Тепло приводит к активации связующего вещества покрытия, в результате чего его вязкость становится ниже. По истечении определенного периода времени подвод тепла прекращают, и покрытие из связующего вещества начинает охлаждаться. В некоторых случаях процесс охлаждения может быть ускорен путем подачи холодного воздуха. Например, индукционная катушка может обдуваться охлажденным воздухом или воздухом окружающей среды посредством пневмопушки или вентилятора. Когда температура покрытия снижается, его вязкость снова повышается. В результате, отдельные проводники литцендрата приклеиваются друг к другу. В другом возможном варианте реализации активация покрытия из связующего вещества может производиться путем введения его в контакт с растворителем.
После активации покрытия из связующего вещества на этапе 308 индукционную катушку снимают с опорного элемента 406. В результате процесса склеивания индукционная катушка 400 по существу сохраняет свою заданную форму после снятия ее с опорного элемента 406. Для облегчения процесса снятия катушки опорный элемент может быть выполнен или покрыт материалом, к которому индукционная катушка не приклеивается, так что при нагревании катушка не приклеивается к опорному элементу. Опорный элемент может быть выполнен, например, из металла.
Литцендрат, намотанный на катушку 404, может быть намотан в определенном направлении. Имеется в виду, что отдельные проводники литцендрата могут быть закручены в определенном направлении. Например, проводники могут иметь левостороннюю или правостороннюю укладку. Предпочтительно, направление укладки литцендрата соответствует направлению его намотки на опорный элемент 406. Например, литцендрат с правосторонней укладкой следует использовать для индукционной катушки с правосторонней намоткой. Литцендрат с левосторонней укладкой следует использовать для индукционной катушки с левосторонней намоткой. Было обнаружено, что такой способ намотки предотвращает раскручивание проводников, и, следовательно, индукционная катушка более плотно прилегает к внешней поверхности изолирующего элемента 128.
Индукционные катушки другой формы могут быть сформированы по существу таким же образом. Например, плоская индукционная катушка может быть сформирована путем наматывания литцендрата в виде спирали на опорный элемент соответствующей формы.
После того, как индукционная катушка 400 была сформирована и снята с опорного элемента 406, ее можно вставить в устройство 100. Таким образом, способ дополнительно включает в себя установку индукционной катушки 400 на изолирующий элемент 128. Например, индукционную катушку 400 можно «надеть» на изолирующий элемент 128. Затем индукционная катушка 400 может быть соединена с источником электропитания устройства 100.
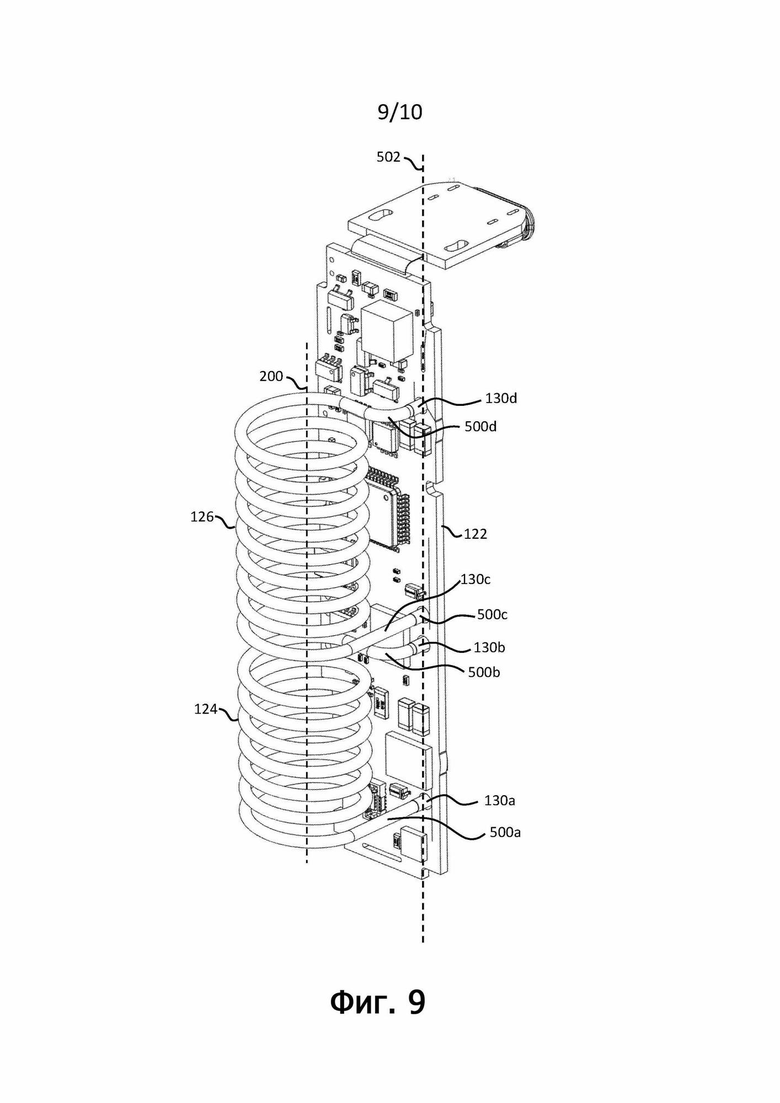
На фиг. 9 показаны первая и вторая индукционные катушки 124, 126, соединенные с печатной платой 122. Первая индукционная катушка 124 содержит первую соединительную часть 500a рядом со своим первым концом 130a. Таким образом, первая соединительная часть 500a содержит первый конец 130a. Соединительная часть 500a образует электрическое соединение с печатной платой 122, так что электроэнергия может поступать на индукционную катушку 124. Первая индукционная катушка 124 содержит также вторую соединительную часть 500b рядом со вторым своим концом 130b. Таким образом, вторая соединительная часть 500b содержит второй конец 130b. Вторая соединительная часть 500b также образует электрическое соединение с печатной платой 122. В некоторых вариантах выполнения любая область соединительных частей 500a, 500b может быть электрически соединена не с концами 130a, 130b, а с печатной платой 122.
Аналогичным образом, вторая индукционная катушка 126 содержит первую соединительную часть 500c рядом с первым своим концом 130c. Таким образом, первая соединительная часть 500c содержит первый конец 130c. Первая соединительная часть 500c образует электрическое соединение с печатной платой 122, так что электроэнергия может поступать на индукционную катушку 126. Вторая индукционная катушка 126 содержит также вторую соединительную часть 500d рядом со вторым своим концом 130d. Таким образом, вторая соединительная часть 500d содержит второй конец 130d. Вторая соединительная часть 500d также образует электрическое соединение с печатной платой 122. В некоторых вариантах выполнения любая область соединительных частей 500c, 500d может быть электрически соединена не с концами 130c, 130d, а с печатной платой 122.
Таким образом, каждая индукционная катушка 124, 126 содержит соединительные части, расположенные на каждом конце. Как правило, соединительная часть определяется как часть индукционной катушки, образующая электрическое соединение с источником электроэнергии. Более конкретно, соединительная часть содержит конец индукционной катушки.
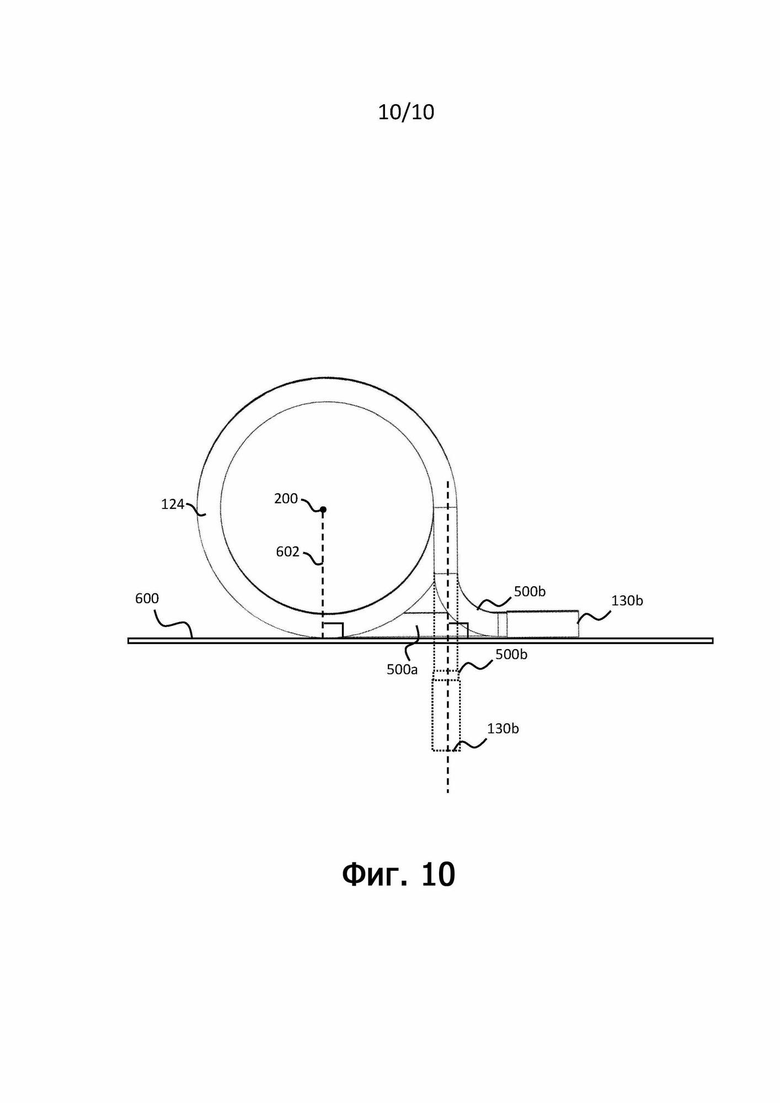
Как показано на фиг. 9, каждая индукционная катушка 124, 126 содержит по две соединительные части, каждая из которых расположена на соответствующем конце индукционной катушки. Таким образом, форма индукционной катушки 124, 126 частично определяется формой соединительных частей. На фиг. 10 первая и вторая индукционные катушки 124, 126 показаны на виде сверху (первая индукционная катушка 124 расположена сверху).
Как показано на этих фигурах, обе соединительные части каждой из индукционных катушек 124, 126 располагаются, по существу, в одной плоскости 600. Таким образом, как показано на фиг. 9, первый и второй концы каждой из индукционных катушек 124, 126 лежат и заканчиваются на оси 502, параллельной оси 200 индукционных катушек. Плоскость 600 проходит по касательной к индукционным катушкам 124, 126, так что угол между плоскостью 600 и радиусом 602 индукционной катушки 124 в точке касания плоскости 600 с индукционной обмоткой 124 составляет 90°.
Предпочтительно, на этапе 304 раскрываемого способа отгибают по меньшей мере одну из соединительных частей, таким образом, чтобы она лежала в одной и той же плоскости с остальными соединительными частями. Пунктиром на фиг. 10 показана вторая соединительная часть 500b первой индукционной катушки 124 до ее отгибания в требуемое положение. В этом исходном положении вторая соединительная часть 500b отходит по касательной от спиральной части индукционной катушки 124. Для формирования индукционной катушки 124 соединительную часть 500b отгибают приблизительно на 90°, чтобы второй конец 130b находился в одной и той же плоскости с первым концом 130a. Сплошными линиями на фиг. 10 показана вторая соединительная часть 500b после того, как она была отогнута в требуемое положение. В рассматриваемом варианте выполнения первая соединительная часть 500a не отгибается, а просто отходит по касательной от спиральной части индукционной катушки 124. При таком способе формировании индукционных катушек 124, 126 концы индукционных катушек 124, 126 легче соединить с печатной платой 122.
Как было упомянуто выше, это позволяет соединить индукционную катушку с источником электроэнергии (например, с печатной платой 122). Для формирования подходящего электрического контакта способ дополнительно включает в себя погружение соединительной части в припой на определенный период времени. Например, в припой погружаются концы индукционной катушки. Расплавленный припой плавит или иным образом удаляет изоляцию с множества жил литцендрата, образуя, таким образом, зону для хорошего электрического контакта.
В рассматриваемом примере выполнения литцендрат содержит около 75 отдельных жил диаметром 0,101 мм, и для создания хорошего электрического контакта температура припоя должна быть равной приблизительно 450°C, а соединительные части необходимо погружать в припой приблизительно на 4-5 секунд. После того, как соединительные части сформированы, индукционную катушку можно соединить с источником электроэнергии (таким как печатная плата 122).
Приведенные выше примеры выполнения являются иллюстративными вариантами осуществления изобретения. Возможны и другие варианты осуществления изобретения. Следует иметь в виду, что любая отличительная особенность, описанная для любого варианта выполнения, может использоваться как отдельно, так и в комбинации с одной или несколькими отличительными особенностями любого другого возможного варианта выполнения или любой комбинации любых других возможных вариантов выполнения. Кроме того, могут использоваться эквивалентные решения и модификации без выхода за границы объема изобретения, определяемого его формулой.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ, СПОСОБ ЗАЩИТЫ ЭЛЕКТРИЧЕСКИХ КОМПОНЕНТОВ И ИСТОЧНИКА ПИТАНИЯ УСТРОЙСТВА ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ И СИСТЕМА ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ | 2020 |
|
RU2825261C2 |
| УСТРОЙСТВО ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ | 2020 |
|
RU2826934C2 |
| УСТРОЙСТВО ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ И СИСТЕМА, СОДЕРЖАЩАЯ ТАКОЕ УСТРОЙСТВО (ВАРИАНТЫ) | 2020 |
|
RU2806236C2 |
| УСТРОЙСТВО ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ | 2020 |
|
RU2815338C2 |
| ИЗДЕЛИЕ ДЛЯ ИСПОЛЬЗОВАНИЯ В СИСТЕМЕ ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ БЕЗ ГОРЕНИЯ | 2020 |
|
RU2817011C2 |
| ИЗДЕЛИЕ ДЛЯ ИСПОЛЬЗОВАНИЯ В СИСТЕМЕ ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ БЕЗ ГОРЕНИЯ | 2020 |
|
RU2818939C2 |
| СИСТЕМА ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ | 2020 |
|
RU2822584C2 |
| ИЗДЕЛИЕ ДЛЯ ИСПОЛЬЗОВАНИЯ В СИСТЕМЕ ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ БЕЗ ГОРЕНИЯ, СИСТЕМА ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ БЕЗ ГОРЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ДЛЯ ИСПОЛЬЗОВАНИЯ В СИСТЕМЕ ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ БЕЗ ГОРЕНИЯ | 2020 |
|
RU2816942C2 |
| СИСТЕМА ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ | 2020 |
|
RU2814566C2 |
| ИЗДЕЛИЕ ДЛЯ ИСПОЛЬЗОВАНИЯ В НЕГОРЮЧЕЙ СИСТЕМЕ ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ | 2020 |
|
RU2799626C2 |






Изобретение относится к области электротехники. Технический результат заключается в повышении надежности индукционной катушки и достигается применением способа формирования индукционной катушки устройства предоставления аэрозоля, включающего в себя этапы, на которых берут литцендрат, содержащий множество проводников, каждый из которых имеет покрытие из связующего вещества, формируют из литцендрата индукционную катушку заданной формы на опорном элементе, активируют связующее вещество покрытия так, чтобы индукционная катушка по существу сохраняла заданную форму, и снимают индукционную катушку с опорного элемента. 3 н. и 12 з.п. ф-лы, 10 ил.
1. Способ формирования индукционной катушки устройства предоставления аэрозоля, включающий в себя этапы, на которых
берут литцендрат, содержащий множество проводников, каждый из которых имеет покрытие из связующего вещества;
формируют из литцендрата индукционную катушку заданной формы на опорном элементе;
активируют связующее вещество покрытия так, чтобы индукционная катушка по существу сохраняла заданную форму; и
снимают индукционную катушку с опорного элемента.
2. Способ по п. 1, согласно которому формируют индукционную катушку путем наматывания литцендрата на опорный элемент так, чтобы формировалась спиральная индукционная катушка.
3. Способ по любому из пп. 1 или 2, согласно которому заданная форма индукционной катушки включает в себя соединительную часть на одном или более концах индукционной катушки для ее соединения с источником электропитания, при этом указанный способ включает в себя этап, на котором погружают соединительную часть в припой на заданный период времени.
4. Способ по п. 3, согласно которому заданный период времени составляет приблизительно от 2 до 6 секунд.
5. Способ по любому из пп. 3 или 4, согласно которому температура припоя составляет приблизительно от 400 до 500°C.
6. Способ по любому из пп. 1-5, согласно которому на этапе активации связующего вещества покрытия осуществляют его нагревание.
7. Способ по п. 6, согласно которому после активации связующего вещества индукционную катушку охлаждают.
8. Способ по любому из пп. 1-7, согласно которому заданная форма содержит две соединительные части, по существу лежащие в одной плоскости, при этом на этапе формирования индукционной катушки отгибают по меньшей мере одну из соединительных частей так, чтобы она лежала в одной плоскости с остальными соединительными частями.
9. Способ по п. 8, согласно которому по меньшей мере одну из соединительных частей отгибают на угол приблизительно 90°.
10. Способ по любому из пп. 1-9, согласно которому литцендрат наматывают вокруг опорного элемента приблизительно 5-9 раз.
11. Способ по любому из пп. 1-10, согласно которому литцендрат имеет направление укладки, а на этапе формирования индукционной катушки литцендрат наматывают в том же направлении, что и направление его укладки.
12. Способ по любому из пп. 1-11, согласно которому связующее вещество покрытия содержит эмаль.
13. Индукционная катушка устройства предоставления аэрозоля, сформированная из литцендрата, содержащего множество проводников, каждый из которых имеет покрытие из связующего вещества, которое активировано так, что индукционная катушка по существу сохраняет свою форму при отсутствии опорного элемента.
14. Индукционная катушка п. 13, содержащая на одном конце соединительную часть, которая покрыта припоем для образования электрического контакта по существу со всеми проводниками литцендрата.
15. Система предоставления аэрозоля, содержащая индукционную катушку устройства предоставления аэрозоля по любому из пп. 13 или 14 и изделие, содержащее аэрозольобразующий материал.
| WO 2018073376 A1, 26.04.2018 | |||
| RU 2015148609 A, 18.05.2017 | |||
| КАТУШКА ИНДУКТИВНОСТИ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2649413C9 |
| JP 2007227035 A, 06.09.2007 | |||
| СПОСОБ ПОЛУЧЕНИЯ КАТУШКИ ИНДУКТИВНОСТИ (ВАРИАНТЫ) И КАТУШКА ИНДУКТИВНОСТИ (ВАРИАНТЫ) | 2007 |
|
RU2364001C2 |
