Изобретение относится к струйно-динамическим обработке и/или очистке различных поверхностей и применимо в санитарно-технической промышленности, в частности для проведения лечебных и/или оздоровительных процедур при реализации перемещаемых гидромассажных струйных потоков воды, формируемых установленными в коллекторе элементами формирования струйных потоков (ЭФСП) как в бытовых ваннах, так и в душевых установках медицинского или коммерческого назначения, как при ручном, так и при автоматическом их перемещении.
Известен способ изготовления выполняемых из термопластичных материалов и комплектующих распределительного коллектора и/или его активных участков, обеспечивающих формирования струйных потоков, включающий формирование распределительного коллектора в виде набора соединяемых между собой (путем сварки или склеивания), через муфты или непосредственно, пассивных и активных участков трубы, каждый из последних, в свою очередь, выполняют, по крайней мере с одним ложементом для разъемного или неразъемного соединения с, выполненной путем литья соответствующего термопластичного материала под давлением в пресс-форму, струеформирующей панелью прямоугольной формы с сопловыми отверстиями соответствующих профиля, количества и расположения, а пассивные участки трубы используют для сочленения (непосредственно или через муфты) с вспомогательными комплектующими (уголок, тройник, заглушка и др.) и/или активных участков трубопровода между собой, причем ложемент активного участка трубы, для разъемного или неразъемного сочленения с ним струеформирующей панели, реализуют в виде сквозного паза Т-образного профиля соответствующих габаритов, сформированного непосредственно в материале активного участка трубы, а сами активные участки трубы с ложементами изготавливают либо механически, в частности фрезерованием сквозного паза Т-образного профиля в соответствующем участке трубы, либо путем литья соответствующего термопластичного материала под давлением в пресс-форму, при этом активные участки трубы, по крайней мере при реализации сварного варианта соединения струе-формирующих панелей с их ложементами, выполняют с помощью отливки в соответствующей пресс-форме, со смещением (Δ) центров внутреннего и наружного диаметра (D) последних, с утолщением стенки трубы активного участка в сторону расположения его сквозного паза, при этом величину Δ определяют из условия:
Δ≤0,076 D
где D - наружный диаметр трубы, 25 мм ≤D≤63 мм, а, в случае использования варианта разъемного сочленения ложемента активного участка трубы со струеформирующей панелью, горизонтальный участок сквозного паза Т-образного профиля, выполняют с размещаемыми по его периметру крепежными, в том числе и резьбовыми, отверстиями или элементами, обеспечивающими, с помощью соответствующих винтов, закрепление, через уплотнительную прокладку соответствующей формы, струеформирующей панели в соответствующем ложементе, при этом, струеформирующие панели, в зависимости от цели - промывка или гидромассаж, изготавливают, соответственно, с Т- или крестообразным профилем, вертикальные участки которых используют для размещения коноидальных или коноидально-конических сопловых отверстий соответствующих количества и расположения, а горизонтальные - для разогрева под сварку или, в случае использования варианта разъемного сочленения струеформирующей панели с ложементом, для размещения по их периметру отверстий для размещения через низ крепежных винтов [1].
А струйный поток, получаемый на выходе соответствующей струеформирующей панели, образуют, с помощью соответствующего расположения сопел последних, в виде «пакета» параллельных струй субмиллиметрового сечения, при этом величину минимального расстояния между центрами соседних сопел в струеформирующей панели (Imin.), в зависимости от цели - промывка или гидромассаж, определяют, соответственно, из условий:
0,5 мм≤lmin≤5 мм,
5 мм≤lmin≤16 мм
Причем длину (ширину) зоны струйной обработки, формируемой каждой из панелей  , выбирают из условия:
, выбирают из условия:
150 мм≤ ≤250 мм и др.
≤250 мм и др.
Недостатком данного способа является то, что его использование направлено на создание, в частности, гидромассажных струйных потоков воды с шириной зоны струйной обработки до 1,5-2 метров, путем формирования распределительного коллектора в виде набора соединяемых между собой (путем сварки или склеивания), через муфты или непосредственно, пассивных и активных участков трубы, что делает затруднительным или невозможным его использование в условиях бытовых ванных комнат и в душевых установках медицинского или коммерческого назначения, как при ручном, так и при автоматическом их перемещении, учитывая габаритные размеры ванн и имеющиеся расходные характеристики в магистральных трубопроводах для обеспечения требуемого гидромассажного эффекта.
Кроме того, реализация, в частности, коллектора с активным участком и соединительными комплектующими (разъемная муфта, уголок и т.п.) приводит к увеличению его массогабаритных характеристик, поскольку диаметр соединяемых с коллектором комплектующих (уголков, разъемных муфт, тройников и др.) совпадает с диаметром трубы коллектора для размещения струеформирующей панели, что, в свою очередь, требует и бОльших по массогабаритным характеристикам соответствующих комплектующих (разъемная муфта, уголок).
Недостатками известного способа также являются его сравнительно ограниченные функционально-технологические возможности не допускающие или делающие крайне затруднительным размещение по периметру горизонтального участка сквозного паза Т-образного профиля закладных крепежных, в том числе и резьбовых, отверстий или элементов, в частности для активных участков трубы малого (порядка 25, 32 мм) диаметра.
Наиболее близким к заявляемому по технической сущности, области применения и достигаемому результату известным решением выбранным в качестве прототипа является способ изготовления выполняемых из термопластичных материалов и комплектующих активных участков коллекторов, обеспечивающих формирование струйных потоков, включающий формирование активного участка коллектора с ложементом для разъемного, через уплотнительную прокладку соответствующей формы, или неразъемного соединения с выполненной путем литья соответствующего термопластичного материала под давлением в пресс-форму струеформирующей панелью с сопловыми отверстиями соответствующих профиля, количества и расположения, причем ложемент активного участка коллектора, для разъемного или неразъемного сочленения с ним струеформирующей панели, реализуют в виде сквозного паза соответствующих профиля и габаритов, сформированного непосредственно в материале активного участка коллектора, а сами активные участки коллекторов с ложементами изготавливают либо механически, в частности фрезерованием сквозного паза в соответствующем участке трубы, либо путем литья соответствующего термопластичного материала под давлением в пресс-форму, при этом активные участки коллектора выполняют со смещением центров внутреннего и наружного диаметра последних, с утолщением стенки активного участка в сторону расположения его сквозного паза, а струеформирующие панели изготавливают с Т-образным профилем, вертикальные участки которых используют для размещения сопловых отверстий соответствующих профиля, количества и расположения, а горизонтальные - для разогрева под сварку или склеивания, а в случае использования варианта разъемного сочленения струеформирующей панели с ложементом - для размещения по их периметру крепежных, в том числе и резьбовых, отверстий или гаек, обеспечивающих, с помощью соответствующих винтов, закрепление, через уплотнительную прокладку соответствующей формы, струеформирующей панели в соответствующем ложементе, причем смещение (Δ) центров внутреннего и наружного диаметра трубы активного участка, по крайней мере в зоне размещения струеформирующей панели,
при 
определяют из соотношения:
0,068 Dнap.≤Δ≤0,125 Dнap,
где δ1 толщина стенки стандартной полипропиленовой трубы DN 20;
а при 
определяют из соотношения:
0,1 Dнap≤Δ≤0,196 Dнap
где δ2- толщина стенки стандартной полипропиленовой трубы DN 10;
Dнap. - наружный диаметр активного участка трубы,
25 мм≤Dнap.≤40 мм,
при этом размеры внутреннего диаметра активного участка коллектора определяют из соотношения:
0,41 Dнap.≤Dвнутр.≤0,53 Dнap.
где Dвнутр. - внутренний диаметр активного участка трубы [2].
Причем, при использовании активного участка трубы, по крайней мере, с одной струеформирующей панелью, например при его ручном или автоматическом перемещении относительно обрабатываемой поверхности, в частности, для проведении гидромассажных процедур в бытовой ванне, при использовании крана-смесителя централизованной магистрали, подвод воды осуществляют перпендикулярно располагаемой струеформирующей панели с помощью расположенного в центре, например замкнутого с обеих сторон заглушками, активного участка трубы переходного патрубка, получаемого при изготовлении активного участка трубы методом литья термопластичного материала под давлением, и/или последовательно сочленяемых с центром активного участка трубы, непосредственно или через седельную муфту с уголком 45° и муфтой комбинированной с соответствующей резьбой выходного элемента.
При этом, сочленение подводящих воду комплектующих с центром активного участка трубы и/или ее переходного патрубка производят под изменяемым в диапазоне от 15° до 30° углом от вертикали, проходящей через центр внутреннего диаметра активного участка трубы, в направлении от струеформирующей панели.
При этом, в зависимости от профиля сквозного паза в активном участке трубы, всю или, по крайней мере, часть внешней поверхности вертикального участка струеформирующей панели выполняют сферической, с радиусом, совпадающим с радиусом трубы активного участка, в сквозной паз которого она устанавливается.
Причем, в случае реализации неразъемного сочленения струеформирующей панели со сквозным пазом активного участка трубы, последний выполняют литьевым методом или механически, в частности фрезерованием, с Т-образным профилем сквозного паза в соответствующем активном участке трубы.
А при реализации, по крайней мере, смещения внутреннего диаметра, по крайней мере, активных участков трубы, смещение в последних получают и методом экструзии прутка соответствующих термопластичного материала и внешнего диаметра.
А для сочленения получаемых по предлагаемому способу активных и/или пассивных участков трубы со вспомогательными комплектующими (уголок, тройник) и/или между собой, в зависимости от способа получения смещенных отверстий (литьевой или механический), используют, соответственно, соответствующий переход в пресс-форме со смещенного внутреннего диаметра, по крайней мере, активного участка трубы на внутренний диаметр используемой стандартной трубы, заглушки или полученные методом литья под давлением в пресс-форму прямые муфты с соответствующим переходом со смещенного внутреннего диаметра участка трубы на внутренний диаметр используемой стандартной трубы, либо их комбинацию.
Кроме того, для замыкания внутренней полости распределительного коллектора или его активного участка, по крайней мере, с одной из их сторон, в случае использования разъемного сочленения струеформирующей панели с Т-образным пазом активного участка трубы, используют грибовидного вида заглушку с сочленяемой (путем сварки или склеивания) с внутренней поверхностью трубы втулкой и с радиусом грибовидной части, совпадающим с радиусом соответствующего участка трубы, а в случае использования неразъемного сочленения струеформирующей панели с Т-образным пазом активного участка трубы используют муфту комбинированную с резьбовой заглушкой или муфту комбинированную разъемную.
При этом, грибовидного вида заглушка оснащена выполненными с загибом отверстиями для ее фиксации в процессе разогрева под сварку или склеивания и выемки после его окончания.
Причем, при использовании активного участка трубы, по крайней мере с одной струеформирующей панелью, например при его ручном или автоматическом перемещении относительно обрабатываемой поверхности, в частности, для проведении гидромассажных процедур в бытовой ванне, при использовании крана-смесителя централизованной магистрали, подвод воды осуществляют перпендикулярно располагаемой струеформирующей панели с помощью расположенного в центре, например замкнутого с обеих сторон заглушками, активного участка трубы переходного патрубка, получаемого при изготовлении активного участка трубы методом литья термопластичного материала под давлением, и/или последовательно сочленяемых с центром активного участка трубы, непосредственно или через седельную муфту с уголком 45° и муфтой комбинированной с соответствующей резьбой выходного элемента.
При этом, сочленение подводящих воду комплектующих с центром активного участка трубы и/или ее переходного патрубка производят под изменяемым в диапазоне от 15° до 30° углом от вертикали, проходящей через центр внутреннего диаметра активного участка трубы, в направлении от струеформирующей панели.
В случае разъемного сочленения струеформирующей панели с Т-образным пазом активного участка трубы, по периметру сферического участка, получаемой литьевым методом струеформирующей панели, формируют пазы с отверстиями для размещения в последних соответствующих винтов, обеспечивающих, с помощью, например закладных, выполненных в виде гаек, элементов разъемное сочленение.
Причем, при использовании в разъемном сочленении, например металлических винтов и гаек, сформированные пазы получаемой литьевым методом струеформирующей панели выполняют с крышками-защелками или оснащают втулками-заглушками с кнопками-фиксаторами их закрытого положения, обеспечивающими защиту металлических элементов от воздействия обрабатывающей среды.
Кроме того, сами крепежные гайки выполняют и в виде устанавливаемых в расположенные с двух сторон трубы активного участка, ниже горизонтального участка сквозного паза Т-образного профиля, замкнутые пазы, крепежных элементов с резьбовыми отверстиями, внешняя поверхность которых, выполнена с радиусом изгиба равным радиусу трубы активного участка, совпадает с внешней поверхностью последней и оснащена выполненными с загибом отверстиями для их выемки.
При этом, в случае использования в разъемном сочленении неметаллических винтов и гаек, также получаемых методом литья термопластичных материалов, например стеклонаполненного полиамида, замкнутые пазы для размещения крепежных элементов с резьбовыми отверстиями соединяют (по середине их верхней части) сквозным пазом с соответствующим отверстием горизонтального участка сквозного паза Т-образного профиля активного участка трубы.
А в качестве струеформирующих панелей используют панели прямоугольной формы соответствующего профиля, сочленяемые с соответствующими ложементами активных участков трубы, с количеством рядов сопловых отверстий  коноидальной или коноидально-конической формы в панели, определяемым из условия
коноидальной или коноидально-конической формы в панели, определяемым из условия  и следующими параметрами сопловых отверстий:
и следующими параметрами сопловых отверстий:

где  - выходной диаметр каждого из сопловых отверстий в панели;
- выходной диаметр каждого из сопловых отверстий в панели;

где  - входной диаметр каждого из сопловых отверстий в панели;
- входной диаметр каждого из сопловых отверстий в панели;

где  - расстояние между центрами соседних сопловых отверстий в каждом из рядов последних в струеформирующей панели.
- расстояние между центрами соседних сопловых отверстий в каждом из рядов последних в струеформирующей панели.
Недостатками известного способа, выбранного в качестве прототипа, являются:
- относительные сложность расчета и реализации смещения (А) центров внутреннего и наружного диаметра трубы активного участка;
- относительная сложность реализации тангенциального подвода воды к активному участку трубы и не оптимальное, в этом случае, с точки зрения гидравлики, распределение подводящего потока воды по всей длине размещения сопловых входных отверстий струеформирующей панели;
- реализация активного участка трубы коллектора с соединительными комплектующими (разъемная муфта, уголок и т.п.) приводит к увеличению его массогабаритных характеристик, поскольку диаметр соединяемых с коллектором комплектующих (уголков, разъемных муфт, тройников и др.) совпадает с диаметром трубы коллектора для размещения струеформирующей панели, что, в свою очередь, требует и бОльших по массогабаритным характеристикам соответствующих комплектующих (разъемная муфта, уголок, заглушка);
- относительная большая вероятность, с течением времени, просачивания воды через уплотнительную прокладку в месте сочленения струеформирующей панели со сквозным пазом активного участка трубы, что может приводить к искажению параллельности формируемого струйного потока и/или нерациональному использованию воды;
- сложность удаления оставшейся жидкости из внутренней полости активного участка трубы коллектора, что может приводить к преждевремен-ному засорению сопловых отверстий струеформирующей панели солями жесткости воды, используемой при гидромассажировании;
- сложность, вплоть до невозможности, размещения активных участков трубы со струеформирующими панелями под углом друг к другу, что может быть востребованным, например, при ручном гидромассажировании.
Новый технический результат заключается в упрощении реализации конструкции трубы активного участка и подвода воды к нему, снижении его массогабаритных характеристик, исключении возможности протечек воды в зоне формирования струйных потоков и расширении функционально-технологических возможностей.
Новый технический результат достигается тем, что в способе изготовления выполняемых из термопластичных материалов и комплектующих активных участков коллекторов, обеспечивающих формирование струйных потоков, включающем формирование активного участка коллектора с ложементом для разъемного, через уплотнительную прокладку соответствующей формы, или неразъемного соединения с выполненной путем литья соответствующего термопластичного материала под давлением в пресс-форму панелью и с сопловыми отверстиями соответствующих профиля, количества и расположения, причем ложемент активного участка коллектора, для разъемного или неразъемного сочленения с ним панели, реализуют в виде сквозного паза соответствующих профиля и габаритов, сформированного непосредственно в материале активного участка коллектора, а сами активные участки коллекторов с ложементами изготавливают путем литья соответствующего термопластичного материала под давлением в пресс-форму, а панели изготавливают с Т-образным профилем, горизонтальные участки которых используют для разогрева под сварку или склеивания, а в случае использования варианта разъемного сочленения панели с ложементом - для размещения по их периметру крепежных, в том числе и резьбовых, отверстий или гаек, обеспечивающих, с помощью соответствующих винтов, закрепление, через уплотнительную прокладку соответствующей формы, панели в соответствующем ложементе, согласно изобретению, активный участок коллектора изготавливают путем литья термопластичного материала под давлением в пресс-форму с сформированными непосредственно в его материале, по-крайней мере, с одного его конца, патрубком, для неразъемного соединения путем сварки или склеивания непосредственно или через разъемный соединитель с водоподводящей арматурой, и с сопловыми отверстиями соответствующих профиля, количества и расположения, а панель используют в качестве крышки, обеспечивающей необходимую замкнутость внутреннего объема активного участка коллектора.
При этом, в качестве разъемного соединителя используют разъемную муфту или цанговый зажим.
А в качестве сопловых отверстий используют отверстия коноидального профиля с выходным диаметром субмиллиметрового (0,6-0,8 мм) сечения, количество рядов которых в активном участке коллектора выбирают 1 или 2, величину минимального расстояния между рядами сопловых отверстий (hmin) и соседних сопел в ряду активного участка коллектора (lmin), определяют, соответственно, из условий:
4 мм≤hmin≤6 мм,
5 мм≤lmin≤16 мм,
а протяженность зоны струйной обработки (ЗСО), формируемой каждым активным участком коллектора (L3CO), выбирают из условия:
100 мм≤L3CO≤200 мм.
Причем, при гидромассажировании участка тела человека с помощью активного участка коллектора, в качестве водоподводящей арматуры, в зависимости от длины зоны струйной обработки, формируемой активным участком коллектора (больше или равным 100 мм или менее 100 мм), соответственно используют последовательное неразъемное соединение, либо двух уголков 90°, образующих С-образную структуру, выход которой соединен отрезком трубы с уголком 90°, выход которого, посредством участка трубы, соединен с муфтой для разъемного подключения гайки подводящего воду шланга, либо одного уголка 90°, соединенного участком трубы с муфтой для разъемного подключения гайки подводящего воду шланга.
В этом случае, соединение выхода С-образной структуры с уголком 90° производят по центру активного участка коллектора.
В случае необходимости одновременного гидромассажирования двух участков тела человека, например, его спины, в качестве водоподводящей арматуры, используют тройник, входной патрубок которого соединяют участком трубы с муфтой для разъемного подключения гайки подводящего воду шланга, а выходные его патрубки соединяют через разъемные муфты или цанговые зажимы с соответствующими активными участками коллекторов.
При этом, выходные патрубки тройника выполняют смещенными на 5-15° в горизонтальной плоскости в направлении к центру тройника.
При этом, диаметр патрубка активного участка трубы коллектора, выбирают равным 16, 20 или 25 мм.
В качестве термопластичного материала используют полипропилен, АВС-пластик, полистирол и др.
А в качестве уплотнительной прокладки используют либо прокдадку, получаемую путем литья резины в соответствующую пресс-форму, либо силиконовый герметик. наносимый по периметру Т-образного профиля крышки в месте сочленения последней с сопрягаемым участком поверхности активного участка коллектора.
Сопоставительный анализ с прототипом показывает, что заявляемый способ, в частности, за счет изготовления активного участка коллектора, путем литья термопластичного материала в пресс-форму, с патрубком для неразъемного соединения непосредственно или через разъемный соединитель с водоподводящей арматурой, и с сопловыми отверстиями соответствующих профиля, количества и расположения, позволяет, соответственно, снизить массо-габаритные характеристики получаемых изделий, упростить реализацию подвода воды к активному участку коллектора и исключить возможность протечек воды в зоне формирования струйных потоков, при сохранении возможности очистки внутренней поверхности сопловых отверстий в разъемном варианте рализации.
Кроме того, заявляемый способ позволяет расширить функционально-технологические возможности, за счет обеспечения размещения активных участков трубы со струеформирующими панелями и под углом друг к другу, что может быть востребованным, например, при ручном одновременном гидромассажировании двух участков спины тела человека.
Также, заявляемый способ позволяет упростить удаление оставшейся жидкости из внутренней полости активного участка трубы коллектора, что может приводить к преждевременному засорению его сопловых отверстий солями жесткости воды, используемой при гидромассажировании.
Таким образом, заявляемый способ соответствует критерию изобретения «новизна».
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники показало, что известен способ изготовления распределительного коллектора из термопластичных комплектующих и материалов для установки элементов формирования струйных потоков со струеформирующими панелями, включающий формирование распределительного коллектора в виде набора соединяемых между собой, через муфты или непосредственно, пассивных и активных участков трубы, каждый из последних, в свою очередь, выполнен, по крайней мере с одним ложементом соответствующей формы для размещения и разъемного или неразъемного соединения струеформирующей панели с сопловыми отверстиями соответствующих профиля, количества и расположения, соединенным по крайней мере одним переходным патрубком с соответствующей частью активного участка трубы, а пассивные участки трубы используют для сочленения (непосредственно или через муфты) с вспомогательными комплектующими (уголок, тройник, заглушка и др.) и/или активных участков трубопровода между собой, при этом активные участки трубы с ложементами изготавливают путем литья соответствующего термопластичного материала под давлением в пресс-форму [3]. Недостатками данного способа являются:
- относительная сложность изготовления пресс-формы для получения активного участка трубы, выполненного, по крайней мере с одним ложементом соответствующей формы для размещения и разъемного или неразъемного соединения струеформирующей панели, соединенного по крайней мере одним переходным патрубком с соответствующей частью активного участка трубы;
- относительно большие массогабаритные характеристики как самих элементов формирования струйных потоков, так и формируемых из них распределительных коллекторов, обусловленные обязательным наличием переходных патрубков с ложементами, обеспечивающих соединение активных участков трубы коллектора со струеформирующими панелями, в том числе и с помощью крепежных элементов (винтов и гаек), что, в свою очередь приводит к необходимости соответствующего увеличения габаритов используемых пресс-форм и объема впрыска используемых для изготовления активных участков трубы коллектора термопластавтоматов;
- относительно большие трудозатраты, обусловленные необходимостью обязательного изготовления и последующего размещения на винтах таких крепежных элементов как гаек, используемых для закрепления струеформирующей панели на соответствующем ложементе;
- сравнительно ограниченные функциональные возможности, допускающие использование активных участков трубы только с ложементом с переходным патрубком соединенным с соответствующей частью активного участка трубы и получаемых методом литья термопластичных материалов.
Это позволяет сделать вывод о соответствии заявляемого технического решения критерию «существенные отличия».
На фиг. 1 представлена конструкция активного участка коллектора в сборе, получаемого путем литья термопластичного материала (в частности, полипропилена, в том числе и стеклонаполненного) под давлением в пресс-форму с сформированными непосредственно в его материале, по-крайней мере, с одного его конца, патрубком для неразъемного соединения непосредственно или через разъемный соединитель с водоподводящей арматурой, и с двухрядным (в данном случае) размещением сопловых отверстий, вид сбоку.
На фиг. 2 представлен разрез А-А на фиг. 1.
На фиг. 3 представлена конструкция активного участка коллектора, вид на фиг. 1 с обратной стороны (со стороны разъемно, в данном случае, установленной крышки, обеспечивающей необходимую замкнутость внутреннего объема активного участка трубы).
На фиг. 4 представлен разрез Б-Б на фиг. 3. Для снижения массо-габаритных характеристик, пунктиром показана возможная реализация в соответствующей пресс-форме боковых поверхностей активного участка коллектора.
На фиг. 5 представлена конструкция оснащенная пазами с отверстиями для размещения крепежных (в частности, металлических) резьбовых элементов (винтов-саморезов) крышки, обеспечивающая необходимую замкнутость внутреннего объема активного участка коллектора и получаемая путем литья соответствующего термопластичного материала (в частности, полипропилена) под давлением в соответствующую пресс-форму, внешняя поверхность которой выполнена сферической, с радиусом, совпадающим с радиусом трубы активного участка, сочленяемой с пазом активного участка трубы, представленного на фиг. 3, 4.
На фиг. 6 представлена конструкция элемента формирования струйных потоков при его ручном применении, с использованием (в данном случае) последовательного неразъемного соединения двух уголков 90°, образующих С-образную структуру, выход которой соединен отрезком трубы с уголком 90°, выход которого, через участок трубы, соединен с муфтой для разъемного подключения гайки подводящего воду шланга.
На фиг. 7 представлен активный участок коллектора на фиг. 6 для автоматического или ручного (показано пунктиром) перемещения, с использованием разъемного соединителя, в качестве которого использована разъемная муфта - 13 (в данном случае).
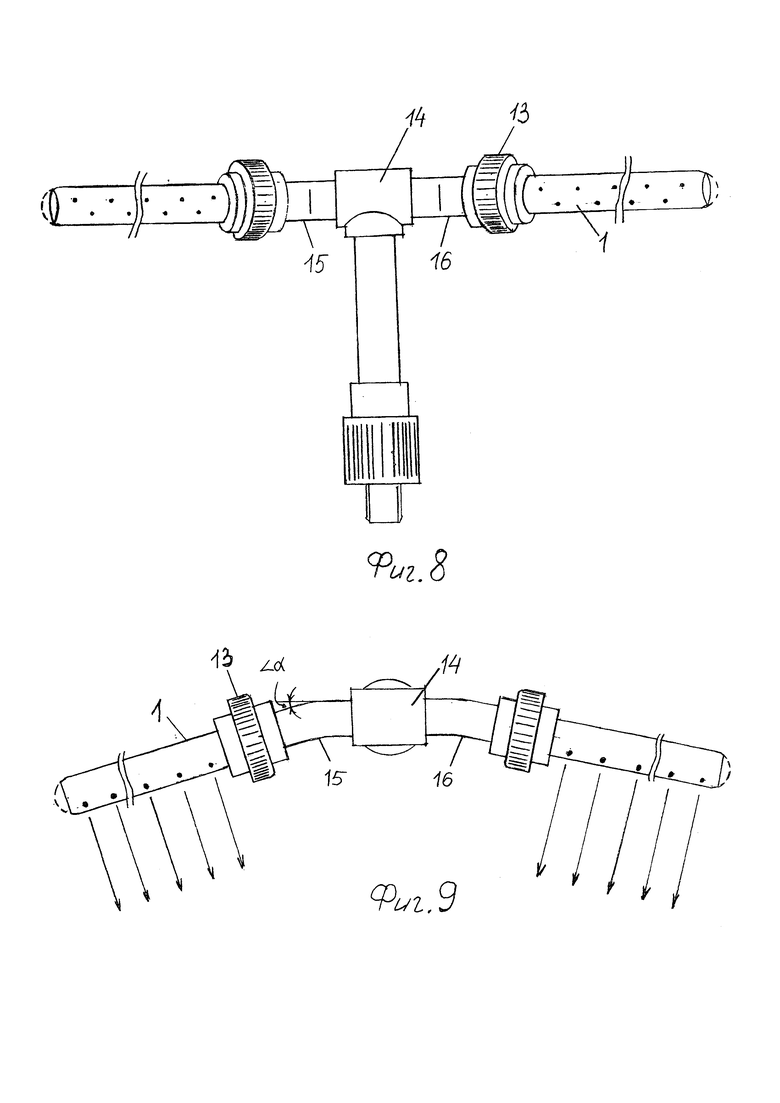
На фиг. 8 представлена конструкция элемента формирования струйных потоков для автоматического или ручного одновременного гидромассажирования двух участков тела человека, например, его спины, при этом, в качестве водоподводящей арматуры, используют тройник, входной патрубок которого соединяют участком трубы с муфтой для разъемного подключения гайки подводящего воду шланга, а выходные его патрубки соединяют через разъемные муфты с соответствующими активными участками труб коллекторов.
При этом, выходные патрубки тройника выполняют смещенными на 5-15° в горизонтальной плоскости в направлении к центру тройника.
На фиг. 9 представлена конструкция на фиг. 8, вид сверху.
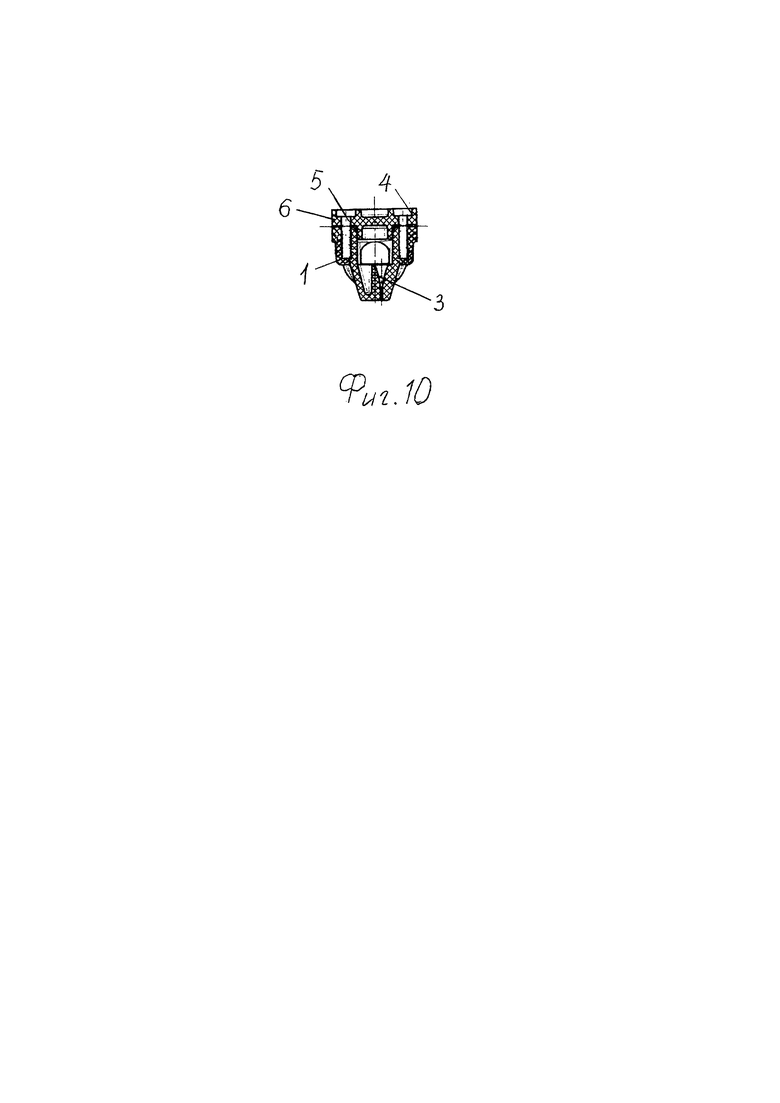
На фиг. 10 представлен вариант выполняемой по предлагаемому способу конструкции активного участка коллектора в сочлененном с плоской (в данном случае) крышкой (разрез) состоянии, с использованием корпуса с модифицированной боковой поверхностью и плоской крышкой, также получаемых путем литья термопластичного материала (в частности, полипропилена, в том числе и стеклонаполненного) под давлением в пресс-форму.
Изготовленный по предлагаемому способу активный участок коллектора содержит полученный путем литья термопластичного материала под давлением корпус 1 с сформированными в нем патрубком 2, для неразъемного соединения непосредственно или через разъемный соединитель с водоподводящей арматурой, расположенными в 2 ряда (в данном случае) сопловыми отверстиями 3 коноидального (в данном случае) профиля и сформированным непосредственно в его материале ложементом прямоугольной формы, выполненным в виде сквозного паза Т-образного профиля с фаской (на фиг. 2 не обозначен) для разъемного (в данном случае), с помощью размещенных по периметру горизонтального участка сквозного паза крепежных (в том числе и резьбовых) отверстий (на фиг. 4 не обозначены), закрепления, через уплотнительную прокладку соответствующей формы (на фиг. 2 не обозначена), оснащенной пазами 4 с отверстиями 5 совпадающими с отверстиями в боковых поверхностях ложемента (см. фиг. 4) получаемой литьевым методом крышки 6 в соответствующем ложементе.
При гидромассажировании, в частности ручном, участка тела человека с помощью активного участка коллектора, в качестве водоподводящей арматуры, без использования разъемного соединителя, при длине зоны струйной обработки, формируемой активным участком коллектора больше или равным 100 мм, используют (см. Фиг. 6) последовательное неразъемное соединение двух уголков 90° - 7, 8, образующих С-образную структуру, выход которой соединен отрезком трубы 9 с уголком 90° -10, выход которого, посредством участка 11 трубы, соединен с муфтой 12 для разъемного подключения гайки подводящего воду шланга.
При этом, соединение выхода С-образной структуры с уголком 90° -10 производят по центру активного участка трубы коллектора.
В случае необходимости одновременного гидромассажировании двух участков тела человека, например, его спины, в качестве водоподводящей арматуры, используют тройник 14, входной патрубок которого соединяют участком трубы с муфтой для разъемного подключения гайки подводящего воду шланга (на фиг. 8 не обозначены), а выходные его патрубки 15, 16 соединяют через разъемные муфты 13 (в данном случае) с соответствующими активными участками 1 коллекторов.
При этом, части выходных патрубков 15, 16, соединяемые с разъемными муфтами 13, тройника 14 используют или выполняют смещенными на угол α-5-15° в горизонтальной плоскости в направлении к центру тройника.
Порядок формирования соответствующей структуры элементов формирования струйных потоков, включающих выполняемые из термопластичных материалов и комплектующих активные участки труб коллекторов может быть следующим.
Вначале, изготавливают, путем литья соответствующего термопластичного материала (например, полипропилена) под давлением в соответствующие пресс-формы необходимые количества активных участков распределительного коллектора, каждый из которых включает корпус 1 с одной или двухрядной структурой сопловых отверстий и крышку 6.
При этом, используют отверстия коноидального профиля с выходным диаметром субмиллиметрового (0,6-0,8 мм) сечения, количетсво рядов которых в активном участке коллектора выбирают 1 или 2, величину минимального расстояния между рядами сопловых отверстий (hmin) и соседних сопел в ряду активного участка трубы (lmin.), определяют, соответственно, из условий:
4 мм≤hmin≤6 мм,
5 мм≤lmin≤16 мм,
а протяженность зоны струйной обработки, формируемой каждым активным участком трубы (L3C0), выбирают из условия:
100 мм≤L3CO≤200 мм.
А диаметр патрубка активного участка трубы коллектора, выбирают равным 16, 20 или 25 мм.
Далее производят размещение на сочленяемом с корпусом участке Т-образного профиля крышки 6 уплотнительной резиновой прокладки прямоугольной, в данном случае, формы или силиконового герметика, а затем-закрепление, например, с помощью винтов-саморезов, крышки 6 в корпусе 1 активного участка коллектора (см. Фиг. 2-4).
Кроме того, в ряде случаев, например, при использовании напорных систем очистки дистиллированной водой или сжатым воздухом, возможно применение и неразъемного (путем сварки или склеивания) соединения (на участке Т-образного профиля) корпуса 1 с крышкой 6.
После этого, в зависимости от вида требуемых активных участков коллекторов (см. Фиг. 6-9), с помощью сварки или склеивания, производят соответствующее соединение патрубков 2 полученных литьевым методом корпусов 1 соответствующих активных участков коллекторов со стандартными (в данном случае) комплектующими:
- уголками 7, 8, 10 и муфтой 12 (см. Фиг. 6);
- разъемной муфтой 13, соединенной с уголками (см. Фиг. 7);
- разъемной муфтой 13 для соединения, через патрубки 15, 16, с тройником 14 (см. Фиг. 8, 9), соединенным с муфтой, оснащенной резьбовым элементом для подключения гайки водоподводящего шланга (на фиг. 8, 9 не обозначены).
При этом, конструкция получаемых литьевым методом корпусов 1 может включать и сферическое окончание корпуса 1 активного участка коллектора (показано пунктиром на фиг. 1-3, 6-9), противоположное патрубку 2.
Таким образом производят формирование элементов формирования струйных потоков с использованием стандартных комплектующих и полученных по предлагаемому способу корпуса 1 и крышки 6.
Кроме того, в качестве термопластичного материала могут быть использованы и другие термопластичные материалы с гидрофобными свойствами: фторопласт, пентапласт и др.
Таким образом, предлагаемый способ изготовления выполняемых из термопластичных материалов и комплектующих активных участков коллекторов, обеспечивающих формирование струйных потоков, по сравнению с известным, выбранным в качестве прототипа, позволяет упростить реализацию конструкции трубы активного участка и подвода воды к нему, снизить его массогабаритные характеристики, исключить возможность протечек воды в зоне формирования струйных потоков и расширить функционально-технологические возможности, в частности, за счет:
- отсутствия необходимости реализации смещения внутреннего отверстия в активном участке коллектора;
- изготовления активного участка коллектора, путем литья термопластичного материала в пресс-форму, с патрубком для неразъемного соединения, непосредственно или через разъемный соединитель, с водоподводящей арматурой, и с сопловыми отверстиями соответствующих профиля, количества и расположения, при сохранении возможности очистки внутренней поверхности сопловых отверстий в разъемном варианте реализации;
- обеспечения размещения активных участков со струеформирующими панелями и под углом друг к другу, что может быть востребованным, например, при одновременном гидромассажировании двух участков спины тела человека.
Реализация предлагаемого способа не встречает затруднений.
Так, активные участки коллектора с ложементами прямоугольной формы и крышки можно изготовить используя патент РФ №2046685 и структуру сопловых отверстий, формируемую в соответствии с патентом РФ №2296672, и соответствующие термопластичный материал (полипропилен, АВС-пластик, полистирол и др.), пресс-формы и оборудование, например термопластавтомат типа ARBURG или KuASY с соответствующим объемом впрыска.
В качестве остальных комплектующих распределительного коллектора для подвода воды можно использовать стандартные комплектующие, в частности, из полипропилена фирмы AQUART: уголки, муфты гладкие и/или разъемные, трубы соответствующего диаметра и др.
В качестве оборудования для сварки может быть использован сварочный агрегат фирмы AQUART, форма нагревательных элементов которого, при необходимости, может быть адаптирована под геометрические размеры соответствующих участков сквозного паза Т-образного профиля активных участков трубы и сочленяемых с последними крышек.
В качестве винтов-саморезов при реализации предлагаемого способа могут быть использованы винты-саморезы типа клоп 3,5×11 мм, которые, в зависимости от условий применения, также могут быть выполнены из нержавеющей стали или титана.
Натурные испытания прототипа устройства, реализующего один из вариантов (фиг. 6) заявленного способа с использованием:
- изготовленного из стандартной трубы из полипропилена (Dнap=32 мм) активного участка коллектора, оснащенного плоской двухрядной струеформирующей панелью с шириной зоны струйной обработки равной 136 мм, с сформированным непосредственно в его материале, с одного его конца, выходным патрубком с диаметром 20 мм для неразъемно соединенного с двумя уголками 90°, образующих С-образную структуру, выход которой соединен отрезком трубы с уголком 90°, выход которого, посредством участка трубы, соединен с муфтой для разъемного подключения гайки подводящего воду шланга;
- стандартных винтов-саморезов типа клоп 3,5×11 мм, используемых для крепления струеформирующей панели к активному участку трубы,
подтвердили достижение поставленных целей.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Патент РФ №2443482 от 27.10.2010 г.
2. Патент РФ №2527078 от 11.02.2013 г., фиг. 21, 22-24 - прототип.
3. Патент РФ №2412011 от 05.11.2009 г.
Изобретение относится к способу изготовления выполняемых из термопластичных материалов и комплектующих активных участков распределительного коллектора, обеспечивающих формирование струйных потоков. Изобретение направлено на упрощение реализации трубы активного участка и подвода воды к нему, снижение его массогабаритных характеристик, исключение возможности протечек воды в зоне формирования струйных потоков и расширение функционально-технологических возможностей. Указанный технический результат достигается тем, что активный участок коллектора изготавливают путём литья термопластичного материала под давлением в пресс-форму с сформированными непосредственно в его материале патрубком для неразъёмного соединения непосредственно или через разъёмный соединитель с водоподводящей арматурой и с сопловыми отверстиями, и с соединяемой с ним крышкой, при этом в качестве разъёмного соединителя используют разъёмную муфту или цанговый зажим. При гидромассажировании активным участком коллектора, в качестве водоподводящей арматуры, в зависимости от длины зоны струйной обработки, формируемой активным участком, используют последовательное неразъёмное соединение, соответственно, либо двух уголков 90°, образующих С-образную структуру, выход которой соединён отрезком трубы с уголком 90°, выход которого, посредством участка трубы, соединён с муфтой для разъёмного подключения гайки подводящего воду шланга, либо одного уголка 90°, также соединённого с последней. При гидромассажирования двух участков тела человека, в качестве водоподводящей арматуры используют тройник, входной патрубок которого соединяют участком трубы с муфтой для разъёмного подключения гайки подводящего воду шланга, а выходные его патрубки соединяют через разъёмные муфты с соответствующими активными участками труб коллекторов. Выходные патрубки тройника выполняют смещёнными на 5-15° в горизонтальной плоскости в направлении к центру тройника. 9 з.п. ф-лы, 10 ил.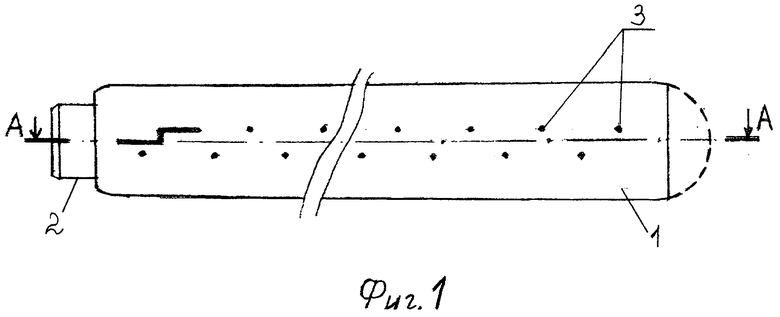
1. Способ изготовления выполняемых из термопластичных материалов и комплектующих активных участков коллекторов, обеспечивающих формирование струйных потоков, включающий формирование активного участка коллектора с ложементом для разъемного, через уплотнительную прокладку соответствующей формы, или неразъемного соединения с выполненной путем литья соответствующего термопластичного материала под давлением в пресс-форму панелью и с сопловыми отверстиями соответствующих профиля, количества и расположения, причем ложемент активного участка коллектора, для разъемного или неразъемного сочленения с ним панели, реализуют в виде сквозного паза соответствующих профиля и габаритов, сформированного непосредственно в материале активного участка коллектора, а сами активные участки коллекторов с ложементами изготавливают путем литья соответствующего термопластичного материала под давлением в пресс-форму, а панели изготавливают с Т-образным профилем, горизонтальные участки которых используют для разогрева под сварку или склеивания, а в случае использования варианта разъемного сочленения панели с ложементом - для размещения по их периметру крепежных, в том числе и резьбовых, отверстий или гаек, обеспечивающих, с помощью соответствующих винтов, закрепление, через уплотнительную прокладку соответствующей формы, панели в соответствующем ложементе, отличающийся тем, что активный участок коллектора изготавливают путем литья термопластичного материала под давлением в пресс-форму с сформированными непосредственно в его материале, по крайней мере, с одного его конца, патрубком для неразъемного соединения путем сварки или склеивания непосредственно или через разъемный соединитель с водоподводящей арматурой, и с сопловыми отверстиями соответствующих профиля, количества и расположения, а панель используют в качестве крышки, обеспечивающей необходимую замкнутость внутреннего объема активного участка коллектора.
2. Способ по п. 1, отличающийся тем, что в качестве разъемного соединителя используют разъемную муфту или цанговый зажим.
3. Способ по п. 1, отличающийся тем, что в качестве сопловых отверстий используют отверстия коноидального профиля с выходным диаметром субмиллиметрового (0,6-0,8 мм) сечения, количетсво рядов которых в активном участке трубы выбирают 1 или 2, величину минимального расстояния между рядами сопловых отверстий (hmin) и соседних сопел в ряду активного участка коллектора (lmin), определяют, соответственно, из условий:
4 мм ≤ hmin ≤ 6 мм,
5 мм ≤ lmin ≤ 16 мм,
а протяженность зоны струйной обработки (ЗСО), формируемой каждым активным участком трубы (LЗСО), выбирают из условия:
100 мм ≤ LЗСО ≤ 200 мм.
4. Способ по п. 1, отличающийся тем, что при гидромассажировании участка тела человека с помощью активного участка коллектора, в качестве водоподводящей арматуры, в зависимости от длины зоны струйной обработки, формируемой активным участком коллектора (больше или равным 100 мм или менее 100 мм), соответственно используют последовательное неразъемное соединение, либо двух уголков 90°, образующих С-образную структуру, выход которой соединен отрезком трубы с уголком 90°, выход которого, посредством участка трубы, соединен с муфтой для разъемного подключения гайки подводящего воду шланга, либо одного уголка 90°, соединенного участком трубы с муфтой для разъемного подключения гайки подводящего воду шланга.
5. Способ по п. 4, отличающийся тем, что соединение выхода С-образной структуры с уголком 90° производят по центру активного участка коллектора,
6. Способ по п. 1, отличающийся тем, что в случае необходимости одно временного гидромассажирования двух участков тела человека, например, его спины, в качестве водоподводящей арматуры, используют тройник, входной патрубок которого соединяют участком трубы с муфтой для разъемного подключения гайки подводящего воду шланга, а выходные его патрубки соединяют через разъемные муфты с соответствующими активными участками коллекторов.
7. Способ по п. 6, отличающийся тем, что выходные патрубки тройника выполняют смещенными на 5-15° в горизонтальной плоскости в направлении к центру тройника.
8. Способ по п. 1, отличающийся тем, что диаметр патрубка активного участка коллектора выбирают равным 16, 20 или 25 мм.
9. Способ по п. 1, отличающийся тем, что в качестве термопластичного материала используют полипропилен, ABC-пластик, полистирол.
10. Способ по п. 1, отличающийся тем, что в качестве уплотнительной прокладки используют, либо прокладку, получаемую путем литья резины в соответствующую пресс-форму, либо силиконовый герметик. наносимый по периметру Т-образного профиля крышки в месте сочленения последней с сопрягаемым участком поверхности активного участка коллектора.
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫПОЛНЯЕМЫХ ИЗ ТЕРМОПЛАСТИЧНЫХ КОМПЛЕКТУЮЩИХ И МАТЕРИАЛОВ РАСПРЕДЕЛИТЕЛЬНОГО КОЛЛЕКТОРА И/ИЛИ ЕГО АКТИВНЫХ УЧАСТКОВ, ОБЕСПЕЧИВАЮЩИХ ФОРМИРОВАНИЕ СТРУЙНЫХ ПОТОКОВ | 2013 |
|
RU2527078C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСПРЕДЕЛИТЕЛЬНОГО КОЛЛЕКТОРА ИЗ ТЕРМОПЛАСТИЧНЫХ КОМПЛЕКТУЮЩИХ И МАТЕРИАЛОВ ДЛЯ УСТАНОВКИ ЭЛЕМЕНТОВ ФОРМИРОВАНИЯ СТРУЙНЫХ ПОТОКОВ СО СТРУЕФОРМИРУЮЩИМИ ПАНЕЛЯМИ | 2012 |
|
RU2515467C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСПРЕДЕЛИТЕЛЬНОГО КОЛЛЕКТОРА ИЗ ТЕРМОПЛАСТИЧНЫХ КОМПЛЕКТУЮЩИХ И МАТЕРИАЛОВ ДЛЯ УСТАНОВКИ ЭЛЕМЕНТОВ ФОРМИРОВАНИЯ СТРУЙНЫХ ПОТОКОВ | 2009 |
|
RU2412011C1 |
| US 2009242047 A1, 01.10.2009 | |||
| СПОСОБ УПРАВЛЕНИЯ ПОДАЧЕЙ ПРОМЫВНОЙ ВОДЫ В РАСПРЕДЕЛИТЕЛЬНЫЕ КОЛЛЕКТОРЫ ВАННЫ СТРУЙНОЙ ПРОМЫВКИ ДЕТАЛЕЙ, РАСПОЛОЖЕННЫХ НА ПОДВЕСКАХ, И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2101396C1 |
