Данное изобретение относится к способу изготовления электронного устройства, подлежащего использованию в резиновых изделиях.
В частности, изобретение касается накладного («патч») устройства радиочастотной идентификации (RFID) для применения в шинах, к которому будет относиться описание в явной форме без ущерба для обобщённости.
В шинной промышленности производители заявили о потребности в решениях, которые позволяют обеспечивать автоматизированную и однозначную идентификацию шин при их производстве, использовании и утилизации.
Например, с конкретной отсылкой на производство шин отметим, что автоматизированная и однозначная идентификация шин может позволять производителям оптимизировать производственные процессы и логистические операции, поддерживать использование автоматизированных систем управления, осуществлять эффективную локализацию/отслеживание траектории движения шин и, следовательно, строить «умные» заводы по производству шин.
Однако решение, включающее использование штриховых кодов, наносимых на шины, хотя и позволяет производителям управлять производством шин и историей получения отдельно взятых шин, подвержено влиянию ряда недостатков, касающихся записи ограниченного числа единиц информации, считывания кодов один за другим с данной линией видимости и риска стирания или повреждения кодов при производстве и/или обычной эксплуатации/использовании шин, в результате чего они становятся нечитаемыми или, во всяком случае, трудночитаемыми.
Альтернатива использованию штриховых кодов включает в себя применение накладного устройства радиочастотной идентификации (RFID) для шин. Данное устройство состоит из многослойной плоской гибкой структуры, которая по существу включает в себя два изолирующих слоя, изготовленных из полиэтилентерефталата (ПЭТ), которые размещены в форме сэндвича так, что заключают между друг другом RFID чип, первую антенну, соединенную с чипом и, по меньшей мере частично, вторую антенну, электромагнитно связанную с первой антенной, а также два внешних слоя резины, каждый из которых размещён так, что покрывает внешнюю поверхность соответственного изолирующего слоя.
Под изолирующим материалом, таким как ПЭТ, авторы изобретения подразумевают «материал без потерь с низкой относительной проницаемостью и низкой электропроводностью».
Эксперименты показали, что упомянутое решение имеет критическую точку, относящуюся к адгезии между изолирующими слоями и соответствующим слоем резины, с которым они находятся в контакте.
Как сразу же может понять специалист в данной области техники, если изолирующие ПЭТ слои, которые ограждают антенны и чип, не прилипают надлежащим образом к двум внешним слоям резины, могут повреждаться RFID и окружающая резина слоёв шины. В частности, может иметь место расщепление данного устройства, что обязательно подвергает риску нормальную работу устройства и может вызывать возможные повреждения в слое резины, в котором размещено данное устройство.
Действительно, если изолирующие слои отторгаются от устройства вследствие недостаточного сцепления с внешними слоями резины, они могут образовывать надрезы и трещины в окружающей их резине шины.
В сущности, с той же самой технической проблемой можно столкнуться во многих других электронных устройствах, вставляемых в шину, в числе которых RFID является только примером. Другие электронные устройства могут представлять собой датчики общего применения, используемые для применения в шинах, такие как датчики температуры, датчики давления или даже собиратель энергии.
С учётом вышесказанного, существует потребность в решении, которое обеспечивает надлежащую структурную стабильность электронного устройства, подлежащего использованию в шине.
Авторы настоящего изобретения предложили способ, при помощи которого можно удовлетворять вышеупомянутую потребность.
Объектом настоящего изобретения является способ изготовления электронного устройства, подлежащего использованию в резиновом изделии, причем указанное устройство содержит электронный элемент, два слоя термопластичного материала, которые размещены в форме сэндвича так, что заключают между друг другом упомянутый электронный элемент, и по меньшей мере внешний слой резины, размещённый так, что покрывает внешнюю поверхность по меньшей мере одного из термопластичных слоёв; при этом указанный способ отличается тем, что включает в себя предварительную стадию, включающую (a) операцию нанесения, в ходе которой адгезивный раствор, состоящий из основного водного раствора, содержащего латекс эластомерного каучука и сочетание резорцина и формальдегида, наносят на по меньшей мере одну внешнюю поверхность одного из слоёв термопластичного материала; и (b) операцию нагревания, в ходе которой слои термопластичного материала, на которые нанесён адгезивный раствор, выдерживают при температуре, находящейся в диапазоне от 120 до 230°C, в течение периода времени в диапазоне от 2 до 15 мин.
Предпочтительно по меньшей мере один из слоёв термопластичного материала изготовлен из изолирующего материала.
Предпочтительно упомянутый изолирующий материал выбран из группы, включающей в себя сложные полиэфиры, полиамиды, полиимиды.
Предпочтительно указанный изолирующий материал выбран из группы, состоящей из ПЭТ, найлона и полиэтиленнафталата.
Предпочтительно указанное резиновое изделие представляет собой шину.
Предпочтительно упомянутый электронный элемент заключает в себе RFID чип, первую антенну, соединенную с чипом, и вторую антенну, электромагнитно связанную с первой антенной.
Указанный основной водный раствор предпочтительно содержит предварительно сконденсированную смолу, состоящую из резорцина и формальдегида с блокирующими изоцианатными группами.
Упомянутый основной водный раствор предпочтительно содержит лигнин и химическое вещество, выбранное из мочевины и тиомочевины.
Указанный латекс эластомерного каучука предпочтительно содержит латекс стирол-бутадиен-винилпиридинового каучука или латекс смеси стирол-бутадиен-винилпиридинового и стирол-бутадиенового каучука.
Упомянутая операция нанесения предпочтительно включает в себя нанесение указанного адгезивного раствора на обе поверхности слоёв термопластичного материала.
Дополнительным объектом изобретения является электронное устройство, подлежащее использованию в резиновом изделии, отличающееся тем, что оно изготовлено способом, соответствующим способу настоящего изобретения.
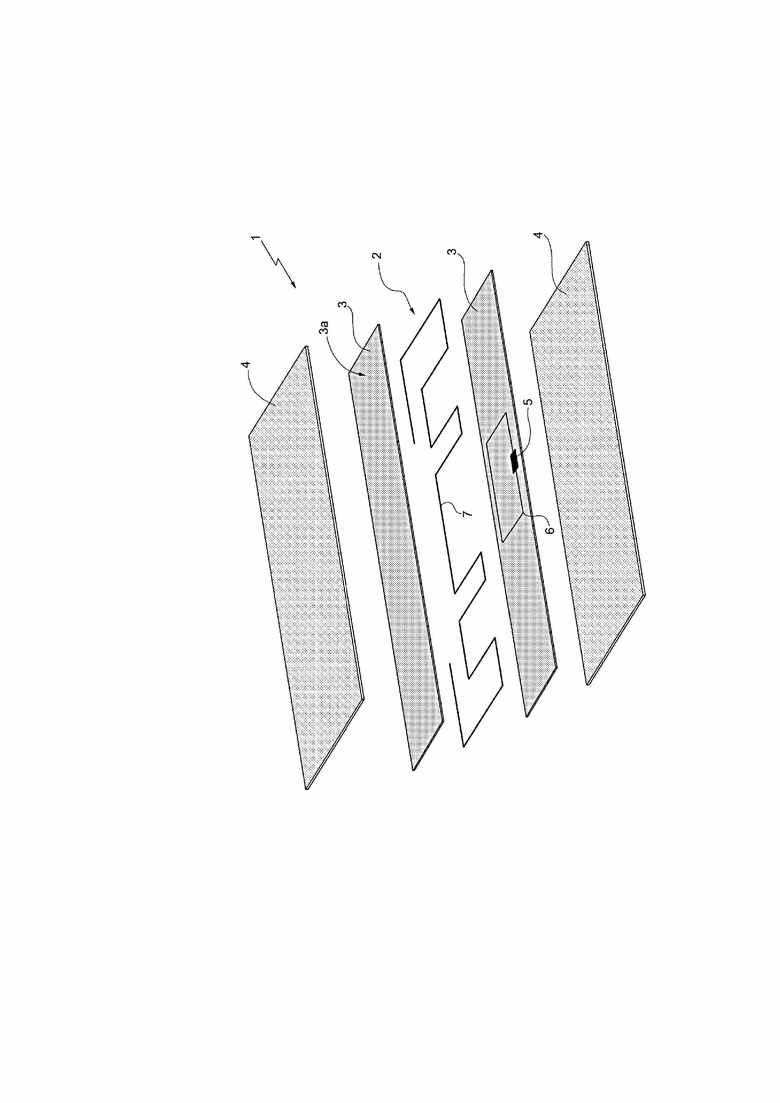
Данное изобретение будет лучше всего воспринято после внимательного прочтения следующего далее описания пояснительного и неограничивающего варианта осуществления, приведённого со ссылкой на сопроводительную фигуру, на которой показано устройство радиочастотной идентификации в разобранном изометрическом виде.
Позиция 1 на фигуре указывает в целом на устройство радиочастотной идентификации (RFID) согласно настоящему изобретению.
Устройство 1 включает в себя блок 2 приёмопередатчика, два ПЭТ слоя 3, размещённые в форме сэндвича на противоположных сторонах блока 2 приёмопередатчика, и два внешних слоя 4 резины, каждый из которых размещён на соответствующей внешней поверхности 3a ПЭТ слоя 3. Блок 2 приёмопередатчика заключает в себе RFID чип 5, первую антенну 6, соединенную с RFID чипом 5, и вторую антенну 7, электромагнитно связанную с первой антенной 6.
Были изготовлены два устройства радиочастотной идентификации (RFID) такого типа, как показано на фигуре. Эти два устройства отличаются одно от другого только тем, что одно из них изготовили при нанесении адгезивного раствора в соответствии с изобретением на внешнюю поверхность 3a каждого ПЭТ слоя 3.
Адгезивный раствор наносили на поверхность 3a при помощи кисти (операция нанесения).
В таблице I приведён состав использованного адгезивного раствора в частях масс.
таблица I
После нанесения адгезивного раствора (операция нанесения) осуществляли операцию нагревания двух ПЭТ слоёв 3. Операция нагревания включала в себя выдерживание двух ПЭТ слоёв 3, на которые нанесли адгезивный раствор, в печи при 220°C в течение периода времени, равного 3 минутам.
В отличие от описанного выше, согласно следующему далее варианту осуществления изобретения, адгезивный раствор содержит предварительно сконденсированную смолу, состоящую из резорцина и формальдегида с блокирующими изоцианатными группами, лигнин и химическое вещество, выбранное из мочевины и тиомочевины. Использование указанного адгезивного раствора дает преимущество, заключающееся в отсутствии необходимости использовать формальдегид в свободной форме.
После выполнения предварительной стадии, описанной выше, данный способ продолжается с осуществлением первой стадии, на которой блок 2 приёмопередатчика размещают между двумя ПЭТ слоями 3, а затем второй стадии, на которой два ПЭТ слоя 3 покрывают с внешней стороны двумя соответствующими слоями 4 невулканизированной резины.
В качестве альтернативы, два ПЭТ слоя 3 можно покрывать на внешней стороне двумя соответствующими слоями 4 частично или полностью вулканизированной резины.
Таким путём изготавливали первое RFID устройство.
Второе RFID устройство изготавливали, повторяя осуществление способа, описанного выше, с тем единственным исключением, что отсутствовало выполнение предварительной стадии. Иными словами, в процессе изготовления второго RFID устройства первую стадию осуществляли с использованием ПЭТ слоёв 3 без нанесенного на них адгезивного раствора.
В отличие от описанного выше, согласно предпочтительному варианту осуществления изобретения адгезивный раствор может быть нанесен на обе поверхности ПЭТ слоёв 3.
RFID устройства, описанные выше, при использовании включают в участок шины из необработанного каучука.
В качестве альтернативы, RFID устройства, описанные выше, можно накладывать на участок шины, состоящий из отверждённой резины.
Сразу после вставки RFID устройства внутрь шины осуществляют стадию вулканизации. Таким образом, в ходе вулканизации слои резины RFID устройства сшиваются с окружающей их резиной, обеспечивая стабильность положения устройства.
Первое и второе RFID устройства подвергали испытанию на адгезию в соответствии с методом ASTM D1876. При помощи указанного испытания измеряют силу адгезии между каждым ПЭТ слоем 3 и соответствующим слоем 4 резины, размещённым так, чтобы покрывать внешнюю поверхность 3a.
В таблице II представлены значения, полученные с помощью вышеупомянутого испытания.
таблица II
Значения, приведённые в таблице II, ясно доказывают, что способ данного изобретения может обеспечивать сильную адгезию между ПЭТ слоем 3 и соответствующим слоем 4 резины, исключая таким образом расщепление устройства и проблемы, им вызываемые.
Были изготовлены два других устройства радиочастотной идентификации (RFID) (третье и четвёртое RFID устройства) такого типа, как показано на фигуре. Третье и четвёртое RFID устройства отличаются от первого и второго RFID устройств, поскольку они содержат слой 3, изготовленный из найлона, а не из ПЭТ.
В дополнение к этому, третье и четвёртое RFID устройства отличаются друг от друга условиями, используемыми в операции (b) нагревания.
В частности,
- В случае третьего RFID устройства адгезивный раствор, представленный в таблице I, наносили на поверхность 3a найлонового слоя при помощи кисти (операция нанесения).
После нанесения адгезивного раствора (операция нанесения) осуществляли операцию нагревания двух найлоновых слоёв 3. Операция нагревания включала в себя выдерживание двух найлоновых слоёв 3, на которые нанесен адгезивный раствор, в печи при 220°C в течение периода времени, равного 5 минутам.
- В случае четвёртого RFID устройства адгезивный раствор, представленный в таблице I, наносили на поверхность 3a найлонового слоя при помощи кисти (операция нанесения).
После нанесения адгезивного раствора (операция нанесения) осуществляли операцию нагревания двух найлоновых слоёв 3. Операция нагревания включала в себя выдерживание двух найлоновых слоёв 3, на которые нанесен адгезивный раствор, в печи при 155°C в течение периода времени, равного 10 минутам.
В случае первого, третьего и четвёртого RFID устройств наносили одно и то же количество адгезивного раствора на соответствующие поверхности 3a.
Третье и четвёртое RFID устройства подвергали испытанию на адгезию в соответствии с методом ASTM D1876 для измерения силы адгезии между каждым слоем 3 найлона и соответствующим слоем 4 резины, размещённым так, чтобы покрывать внешнюю поверхность 3a.
В таблице III представлены значения, полученные при помощи вышеупомянутого испытания.
таблица III
Значения, приведённые в таблице III, также ясно доказывают, что способ настоящего изобретения может обеспечивать сильную адгезию между найлоновым слоем 3 и соответствующим слоем 4 резины, исключая таким образом расщепление устройства и проблемы, им вызываемые.
Как указано выше, настоящее изобретение согласуется с любым электронным устройством, подлежащим использованию в резиновом изделии, например шине.
В зависимости от электронного устройства, может быть использован только один слой 4 резины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОННОГО УСТРОЙСТВА ДЛЯ РЕЗИНОТЕХНИЧЕСКОГО ИЗДЕЛИЯ | 2021 |
|
RU2837437C1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ И СПОСОБ ОБРАБОТКИ АРМИРУЮЩИХ ВКЛАДЫШЕЙ | 2009 |
|
RU2487144C2 |
| ВОДНАЯ РЕЗОРЦИН-ФОРМАЛЬДЕГИДНАЯ ДИСПЕРСИЯ ЛАТЕКСА, ЕЕ ПРИМЕНЕНИЕ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ, ВОЛОКНА С УЛУЧШЕННОЙ АДГЕЗИЕЙ, СПОСОБ ИХ ПОЛУЧЕНИЯ И ИХ ПРИМЕНЕНИЕ | 2011 |
|
RU2576270C2 |
| ПРОПИТОЧНЫЙ РАСТВОР ДЛЯ КОРДНОГО ПОЛОТНА | 2015 |
|
RU2651014C1 |
| ПРОМОТОР АДГЕЗИИ НА ОСНОВЕ КАРБОДИИМИДОВ, СОДЕРЖАЩАЯ ПРОМОТОР АДГЕЗИИ ВОДНАЯ РЕЗОРЦИН-ФОРМАЛЬДЕГИДНАЯ ДИСПЕРСИЯ ЛАТЕКСА, ВОЛОКНА С УЛУЧШЕННОЙ АДГЕЗИЕЙ, КОМПОЗИЦИИ ПРОМОТОРА АДГЕЗИИ, СПОСОБЫ ИХ ПОЛУЧЕНИЯ И ИХ ПРИМЕНЕНИЕ | 2011 |
|
RU2573525C2 |
| СПОСОБ ДОСТИЖЕНИЯ ПРЯМОЙ АДГЕЗИИ МЕЖДУ ТЕКСТИЛЬНЫМИ АРМИРУЮЩИМИ МАТЕРИАЛАМИ И КАУЧУКОМ | 2003 |
|
RU2293091C2 |
| Клеевая композиция | 1974 |
|
SU722489A3 |
| СОСТАВ ДЛЯ ПРОПИТКИ ТЕКСТИЛЬНОГО КОРДА | 1998 |
|
RU2163914C2 |
| Состав для пропитки анидного корда | 1987 |
|
SU1620456A1 |
| ВОДНЫЕ РЕЗОРЦИН-ФОРМАЛЬДЕГИДНЫЕ ДИСПЕРСИИ ЛАТЕКСА, КОМПОЗИЦИЯ ПРОМОТОРА АДГЕЗИИ, ВОЛОКНА С УЛУЧШЕННОЙ АДГЕЗИЕЙ, СПОСОБ ИХ ПОЛУЧЕНИЯ И ИХ ПРИМЕНЕНИЕ | 2011 |
|
RU2573874C2 |
Изобретение относится к области машиностроения. Данное устройство содержит электронный элемент, два слоя термопластичного материала, которые размещены в форме сэндвича так, что заключают между друг другом упомянутый электронный элемент, и по меньшей мере один внешний слой резины, размещённый так, что покрывает внешнюю поверхность по меньшей мере одного из соответствующих термопластичных слоёв. Способ включает в себя предварительную стадию, включающую (a) операцию нанесения, в ходе которой адгезивный раствор, состоящий из основного водного раствора, содержащего латекс эластомерного каучука и сочетание резорцина и формальдегида, наносят на по меньшей мере одну внешнюю поверхность одного из слоёв термопластичного материала; и (b) операцию нагревания, в ходе которой слои термопластичного материала, на которые нанесён адгезивный раствор, выдерживают при температуре, находящейся в диапазоне от 120 до 230°C, в течение периода времени в диапазоне от 2 до 15 мин. Достигается надлежащая структурная стабильность электронного устройства. 2 н. и 10 з.п. ф-лы. 1 ил., 3 табл.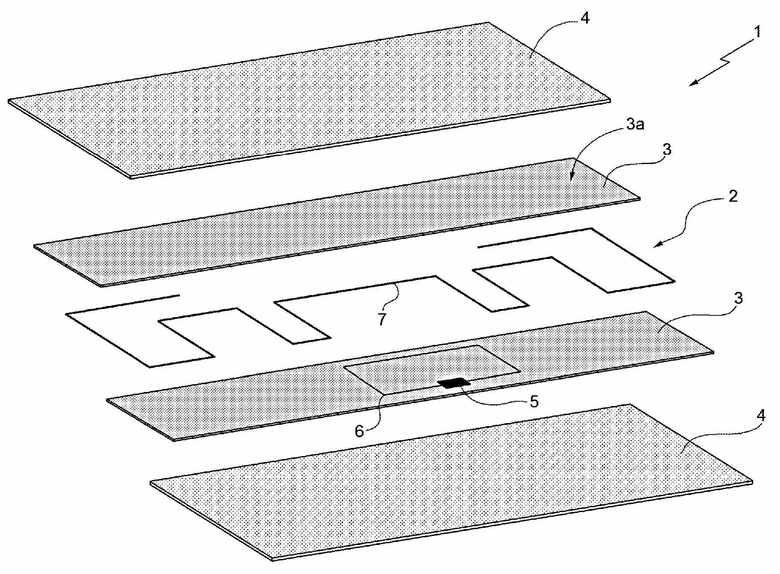
1. Способ изготовления электронного устройства (1), подлежащего использованию в резиновом изделии, причем указанное устройство содержит электронный элемент (5, 6, 7), два слоя термопластичного материала (3), которые размещены в форме сэндвича так, что заключают между друг другом упомянутый электронный элемент (5, 6, 7), и по меньшей мере один внешний слой (4) резины, размещённый так, что покрывает внешнюю поверхность (3a) по меньшей мере одного из термопластичных слоёв (3); при этом указанный способ отличается тем, что он включает в себя предварительную стадию, включающую (a) операцию нанесения, в ходе которой адгезивный раствор, состоящий из основного водного раствора, содержащего латекс эластомерного каучука и сочетание резорцина и формальдегида, наносят на по меньшей мере одну внешнюю поверхность (3a) одного из слоёв термопластичного материала (3); и (b) операцию нагревания, в ходе которой слои термопластичного материала, на которые нанесён адгезивный раствор, выдерживают при температуре в диапазоне от 120 до 230°C, в течение периода времени, находящегося в диапазоне от 2 до 15 мин.
2. Способ по п. 1, отличающийся тем, что по меньшей мере один из слоёв термопластичного материала (3) изготовлен из изолирующего материала.
3. Способ по п. 2, отличающийся тем, что указанный изолирующий материал выбран из группы, включающей сложные полиэфиры, полиамиды, полиимиды.
4. Способ по п. 2, отличающийся тем, что упомянутый изолирующий материал выбран из группы, состоящей из ПЭТ, найлона и полиэтиленнафталата.
5. Способ по любому из предшествующих пунктов, отличающийся тем, что упомянутый основной водный раствор содержит предварительно сконденсированную смолу, состоящую из резорцина и формальдегида с блокирующими изоцианатными группами.
6. Способ по п. 5, отличающийся тем, что упомянутый основной водный раствор содержит лигнин и химическое вещество, выбранное из мочевины и тиомочевины.
7. Способ по одному из предшествующих пунктов, отличающийся тем, что упомянутый латекс эластомерного каучука содержит латекс стирол-бутадиен-винилпиридинового каучука или латекс смеси стирол-бутадиен-винилпиридинового и стирол-бутадиенового каучука.
8. Способ по одному из предшествующих пунктов, отличающийся тем, что указанная операция нанесения включает в себя нанесение упомянутого адгезивного раствора на обе поверхности слоёв термопластичного материала (3).
9. Способ по одному из предшествующих пунктов, отличающийся тем, что указанное резиновое изделие представляет собой шину.
10. Способ по одному из предшествующих пунктов, отличающийся тем, что указанный электронный элемент включает в себя RFID чип (5), первую антенну (6), соединенную с чипом (5), и вторую антенну (7), электромагнитно связанную с первой антенной (6).
11. Электронное устройство, подлежащее использованию в резиновом изделии, отличающееся тем, что оно изготовлено способом по любому из предшествующих пунктов.
12. Электронное устройство по п. 11, отличающееся тем, что оно является устройством радиочастотной идентификации (RFID).
| DE 102017209552 A1, 13.12.2018 | |||
| WO 2019130197 A1, 04.07.2019 | |||
| WO 2016053933 A1, 07.04.2016 | |||
| КЛИНОВОЙ ЗАТВОР ЗАДВИЖКИ | 0 |
|
SU181928A1 |
