Изобретение относится к способу изготовления электронного устройства, предназначенного для использования в резинотехнических изделиях.
В частности, изобретение относится к патч-устройству радиочастотной идентификации (RFID), предназначенному для использования в шинах, на которое в описании будет явно делаться ссылка без ограничения широты объема изобретения.
В шинной промышленности имеется потребность в решениях, позволяющих осуществлять автоматическую и безошибочную идентификацию шин во время их производства, использования и утилизации.
Например, применительно к производству шин, автоматизированная и однозначная идентификация шин может позволить производителям оптимизировать производственные процессы и логистические операции, поддерживать использование автоматизированных систем управления, осуществлять эффективную локализацию/отслеживание шин и, следовательно, строить умные заводы по производству шин.
Решение, предусматривающее использование штрих-кодов, наносимых на шины, несмотря на то, что оно позволяет производителям управлять производством шин и отслеживать историю производства отдельных шин, тем не менее, имеет ряд недостатков, касающихся записи ограниченного количества элементов информации, возможности считывания штрих-кодов по одному только при наличии прямой видимости и риска того, что штрих-коды будут стерты или повреждены в процессе производства и/или нормальной эксплуатации/использования шин, таким образом становясь нечитаемым или, во всяком случае, трудно читаемым.
Альтернативой использованию штрих-кодов является патч-устройство радиочастотной идентификации (RFID) шин. Такое устройство представляет собой многослойную плоскую гибкую конструкцию, которая по существу образована из двух изолирующих слоев, изготовленных полиэтилентерефталата (ПЭТ), расположенных в виде сэндвича таким образом, чтобы заключать между собой чип RFID, первую антенну, соединенную с чипом и, по меньшей мере частично, вторую антенну, электромагнитно связанную с первой антенной, и два наружных резиновых слоя, каждый из которых расположен таким образом, что покрывает наружную поверхность соответствующего изолирующего слоя.
Под изолирующим материалом, таким как ПЭТ, имеется в виду "материал без потерь с низкой относительной диэлектрической проницаемостью и низкой электропроводностью".
Эксперименты показали, что такое решение имеет критическую точку, касающуюся адгезии между изолирующими слоями и соответствующим резиновым слоем, с которым они находятся в контакте.
Как может сразу понять специалист в данной области техники, если изолирующие слои ПЭТ, между которыми заключены антенны и чип, неправильно приклеены к двум наружным резиновым слоям, RFID и окружающая резина слоев шины могут быть повреждены. В частности, может произойти расщепление устройства, что неизбежно поставит под угрозу правильную работу устройства и может привести к возможным повреждениям резинового слоя, на котором размещено устройство.
Действительно, если изолирующие слои выходят из устройства из-за плохой адгезии с наружными резиновыми слоями, они могут приводить к порезам и трещинам в окружающей резине шины.
По сути, такая же техническая проблема может возникнуть во многих других электронных устройствах, встраиваемых в шину, и RFID является лишь примером таких устройств. Другими электронными устройствами могут быть универсальные датчики, используемые в шинах, такие как датчики температуры, датчики давления или даже поглотители энергии.
Поэтому необходимо найти решение, обеспечивающее надлежащую конструктивную стабильность электронного устройства, подлежащего использованию в шине.
Авторы настоящего изобретения придумали способ, способный удовлетворить вышеупомянутую потребность.
Объектом изобретения является способ изготовления электронного устройства, предназначенного для использования в резинотехническом изделии; причем указанное устройство содержит (i) электронный элемент, (ii) покрывающий элемент, изготовленный из одного или более слоев термопластичного материала и расположенный таким образом, что покрывает указанный электронный элемент, и (iii) по меньшей мере один резиновый слой, расположенный таким образом, что покрывает по меньшей мере часть наружной поверхности указанного покрывающего элемента; при этом указанный способ характеризуется тем, что включает в себя предварительную стадию, включающую (а) операцию нанесения, во время которой клеевой раствор, состоящий из основного водного раствора, содержащего латекс эластомерного каучука и комбинацию резорцина и формальдегида, наносят на указанную часть одной наружной поверхности указанного покрывающего элемента; и (b) операцию нагревания, во время которой указанную часть наружной поверхности покрывающего элемента, на которую был нанесен клеевой раствор, выдерживают при температуре от 120 до 230°С в течение времени от 2 до 15 мин.
Предпочтительно, указанный один или более слоев термопластичного материала имеют вид текстильного материала.
Предпочтительно, указанный один или более слоев термопластичного материала изготовлены из изолирующего материала. Предпочтительно, указанный изолирующий материал выбран из группы, включающей в себя сложные полиэфиры, полиамиды, полиимиды.
Предпочтительно, указанный изолирующий материал выбран из группы, состоящей из ПЭТ, нейлона и полиэтиленнафталата.
Предпочтительно, указанное резинотехническое изделие представляет собой шину.
Предпочтительно, указанный электронный элемент содержит чип RFID, первую антенну, соединенную с чипом, и вторую антенну, электромагнитно связанную с первой антенной.
Указанный основной водный раствор предпочтительно содержит предварительно сконденсированную смолу, состоящую из резорцина и формальдегида с изоцианатными блокирующими группами.
Указанный основной водный раствор предпочтительно содержит лигнин и химическое вещество, выбранное из мочевины и тиомочевины.
Указанный латекс эластомерного каучука предпочтительно представляет собой латекс стирол-бутадиен-винилпиридина или латекс смеси стирол-бутадиен-винилпиридина и стиролбутадиена.
Еще одним объектом изобретения является электронное устройство, предназначенное для использования в резинотехническом изделии, характеризующееся тем, что оно изготовлено способом, соответствующим способу, предлагаемому в настоящем изобретении.
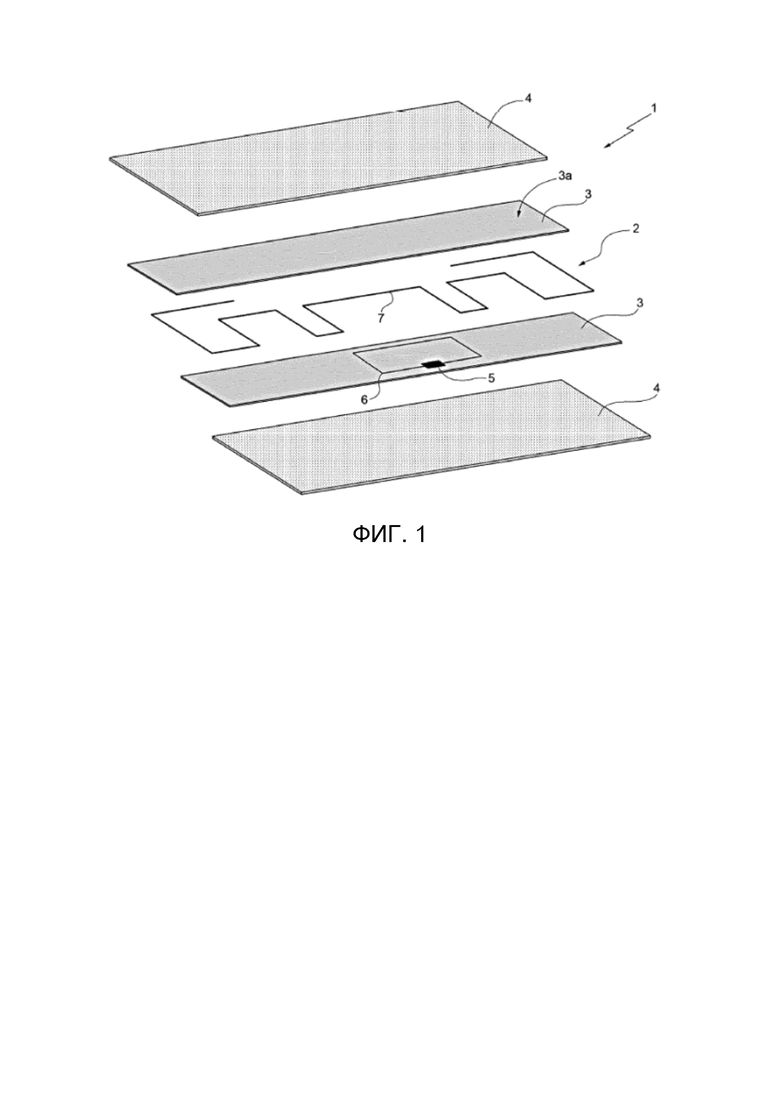
Изобретение будет лучше всего понято после прочтения нижеследующего описания поясняющих и не ограничивающих вариантов его осуществления, приведенного со ссылкой на прилагаемую фигуру, на которой устройство радиочастотной идентификации показано в разобранном виде.
На фигуре ссылочной позицией 1 обозначено соответствующее настоящему изобретению устройство радиочастотной идентификации в целом.
Устройство 1 содержит блок 2 приемопередатчика, два слоя 3 ПЭТ, расположенные в виде сэндвича на противоположных сторонах блока 2 приемопередатчика, и два наружных резиновых слоя 4, каждый из которых расположен на соответствующей наружной поверхности 3а слоя 3 ПЭТ.
Два слоя 3 ПЭТ, расположенные в виде сэндвича, образуют покрывающий элемент, полностью покрывающий блок 2 приемопередатчика.
Блок 2 приемопередатчика содержит чип 5 RFID, первую антенну 6, соединенную с чипом 5 RFID, и вторую антенну 7, электромагнитно связанную с первой антенной 6.
Были изготовлены два устройства радиочастотной идентификации типа, показанного на фигуре. Они отличаются друг от друга только тем, что одно из них было изготовлено путем нанесения клеевого раствора в соответствии с настоящим изобретением на наружную поверхность 3а каждого слоя 3 ПЭТ.
Клеевой раствор наносили на поверхность 3а с помощью кисти (операция нанесения).
В Таблице 1 показан состав используемого клеевого раствора в массовых частях.
Таблица 1
После нанесения клеевого раствора (операция нанесения) два слоя 3 ПЭТ подвергали операции нагревания. Операция нагревания предусматривала выдерживание двух слоев 3 ПЭТ, на которые был нанесен клеевой раствор, в печи при 220°С в течение 3 минут.
В отличие от того, что описано выше, согласно еще одному варианту осуществления изобретения, клеевой раствор содержит предварительно сконденсированную смолу, состоящую из резорцина и формальдегида с изоцианатными блокирующими группами, лигнин и химическое вещество, выбранное из мочевины и тиомочевины. Преимущество такого клеевого раствора состоит в том, что нет необходимости использовать формальдегид в свободной форме.
После выполнения описанной выше предварительной стадии, способ переходит к первой стадии, на которой блок 2 приемопередатчика размещают между двумя слоями 3 ПЭТ, а затем ко второй стадии, на которой два слоя 3 ПЭТ покрывают снаружи двумя соответствующими слоями 4 невулканизированной резины.
Альтернативно, два слоя 3 ПЭТ могут быть покрыты снаружи двумя соответствующими слоями 4 частично или полностью вулканизированной резины.
Таким образом было изготовлено первое устройство RFID.
Второе устройство RFID было изготовлено также с использованием описанного выше способа за исключением того, что предварительная стадия не выполнялась. Другими словами, в способе изготовления второго устройства RFID первая стадия выполнялась с использованием слоев 3 ПЭТ без нанесенного на них клеевого раствора.
В отличие от того, что описано выше, в предпочтительном варианте осуществления изобретения клеевой раствор может быть нанесен на обе поверхности слоев 3 ПЭТ.
При использовании, описанные выше устройства RFID, включаются в невулканизированную резиновую часть шины.
В качестве альтернативы, описанные выше устройства RFID могут быть нанесены на вулканизированную резиновую часть шины.
После того, как устройство RFID включено внутрь шины, выполняется стадия вулканизации. Таким образом, резиновые слои устройства RFID во время вулканизации сшиваются с окружающей резиной, обеспечивая стабильность положения устройства.
Первое и второе устройства RFID были подвергнуты испытанию на адгезию в соответствии с методом ASTM D1876. В ходе упомянутого испытания измеряется сила адгезии между каждым из слоев 3 ПЭТ и соответствующим резиновым слоем 4, расположенным таким образом, что покрывает наружную поверхность 3а.
В Таблице 2 показаны значения, полученные в ходе вышеупомянутого испытания.
Таблица 2
Значения, приведенные в Таблице 2, ясно доказывают, что предлагаемый в настоящем изобретении способ может обеспечить прочную адгезию между слоем 3 ПЭТ и соответствующим резиновым слоем 4, что позволяет избежать расщепления устройства и связанных с этим проблем.
Были изготовлены два других устройства RFID (третье и четвертое устройства RFID) типа, показанного на фигуре.
Третье и четвертое устройства RFID отличаются от первого и второго устройств RFID тем, что они содержат слои 3, изготовленные из нейлона, а не из ПЭТ.
В частности, два слоя 3 третьего и четвертого устройств RFID имеют вид текстильного материала.
Кроме того, третье и четвертое устройства RFID отличаются друг от друга условиями выполнения операции (b) нагревания.
В частности
- для третьего устройства RFID клеевой раствор из Таблицы 1 наносили на поверхность 3а нейлонового слоя с помощью кисти (операция нанесения).
После нанесения клеевого раствора (операция нанесения) два нейлоновых слоя 3 подвергали операции нагревания. Операция нагревания предусматривала выдерживание двух нейлоновых слоев 3, на которые был нанесен клеевой раствор, в печи при температуре 220°C в течение 5 минут;
- для четвертого устройства RFID клеевой раствор из Таблицы 1 наносили на поверхность 3а нейлонового слоя с помощью кисти (операция нанесения).
После нанесения клеевого раствора (операция нанесения) два нейлоновых слоя 3 подвергали операции нагревания.
Операция нагревания включала в себя выдерживание двух нейлоновых слоев 3, на которые был нанесен клеевой раствор, в печи при температуре 155°C в течение 10 минут.
Для первого, третьего и четвертого устройств RFID на соответствующие поверхности 3а было нанесено одинаковое количество клеевого раствора.
Третье и четвертое устройства RFID подвергали испытанию на адгезию в соответствии с методом ASTM D1876 для измерения силы адгезии между каждым из нейлоновых слоев 3 и соответствующим резиновым слоем 4, расположенным таким образом, что покрывает наружную поверхность 3а.
В Таблице 3 показаны значения, полученные в ходе вышеупомянутого испытания.
Таблица 3
Значения, приведенные в Таблице 3, также ясно доказывают, что предлагаемый в настоящем изобретении способ может обеспечить прочную адгезию между нейлоновым слоем 3 и соответствующим резиновым слоем 4, таким образом исключая расщепление устройства и вызванные этим проблемы.
Согласно утверждению авторов изобретения, когда слои термопластичного материала имеют вид текстильного материала, сила адгезии выше.
В отличие от того, что описано выше, вместо двух слоев, расположенных в виде сэндвича, покрывающий элемент может состоять из слоя термопластичного материала, обернутого вокруг электронного элемента.
Как указано выше, настоящее изобретение адаптируется к любому электронному устройству, предназначенному для использования в резинотехническом изделии, например, в шине.
В зависимости от электронного устройства, может быть использован только один резиновый слой 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОННОГО УСТРОЙСТВА ДЛЯ РЕЗИНОВОГО ИЗДЕЛИЯ | 2020 |
|
RU2804571C2 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ И СПОСОБ ОБРАБОТКИ АРМИРУЮЩИХ ВКЛАДЫШЕЙ | 2009 |
|
RU2487144C2 |
| УЛУЧШЕННОЕ УСТРОЙСТВО RFID ДЛЯ ШИН | 2020 |
|
RU2796701C2 |
| СПОСОБ ДОСТИЖЕНИЯ ПРЯМОЙ АДГЕЗИИ МЕЖДУ ТЕКСТИЛЬНЫМИ АРМИРУЮЩИМИ МАТЕРИАЛАМИ И КАУЧУКОМ | 2003 |
|
RU2293091C2 |
| ПРОПИТОЧНЫЙ РАСТВОР ДЛЯ КОРДНОГО ПОЛОТНА | 2015 |
|
RU2651014C1 |
| ТРАНСПОНДЕР И БУКЛЕТ | 2008 |
|
RU2467393C2 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ, СПОСОБ ОБРАБОТКИ АРМИРУЮЩИХ СЛОЕВ И СПОСОБ ПРОИЗВОДСТВА АРМИРОВАННЫХ ПОЛИМЕРНЫХ ПРОДУКТОВ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2006 |
|
RU2409601C2 |
| АДАПТЕР ДЛЯ МЕДИЦИНСКОГО КОНТЕЙНЕРА, МЕДИЦИНСКИЙ КОНТЕЙНЕР, СОДЕРЖАЩИЙ УКАЗАННЫЙ АДАПТЕР, И СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОГО МЕДИЦИНСКОГО КОНТЕЙНЕРА | 2020 |
|
RU2815469C2 |
| Способ получения резорцинформальдегидной смолы | 1980 |
|
SU895996A1 |
| МНОГОСЛОЙНАЯ ЗАЩИТНАЯ СТРУКТУРА И СОДЕРЖАЩИЙ ЕЕ ИДЕНТИФИКАЦИОННЫЙ ДОКУМЕНТ (ВАРИАНТЫ) | 2005 |
|
RU2372655C2 |
Изобретение предназначено для использования преимущественно в автомобильных шинах. Устройство содержит (i) электронный элемент (5, 6, 7), (ii) покрывающий элемент, изготовленный из одного или более слоев (3) термопластичного материала и расположенный таким образом, что покрывает указанный электронный элемент (5, 6, 7), и (iii) по меньшей мере один резиновый слой (4), расположенный таким образом, что покрывает по меньшей мере часть наружной поверхности (3а) покрывающего элемента. Способ включает предварительную стадию, включающую в себя (а) операцию нанесения, во время которой клеевой раствор, состоящий из основного водного раствора, содержащего латекс эластомерного каучука и комбинацию резорцина и формальдегида, наносят на по меньшей мере часть наружной поверхности (3а) указанного покрывающего элемента; и (b) операцию нагревания, во время которой часть наружной поверхности покрывающего элемента, на которую был нанесен клеевой раствор, выдерживают при температуре от 120 до 230°C в течение времени от 2 до 15 мин. Технический результат – повышение конструктивной стабильности электронного устройства. 2 н. и 9 з.п. ф-лы, 1 ил., 3 табл.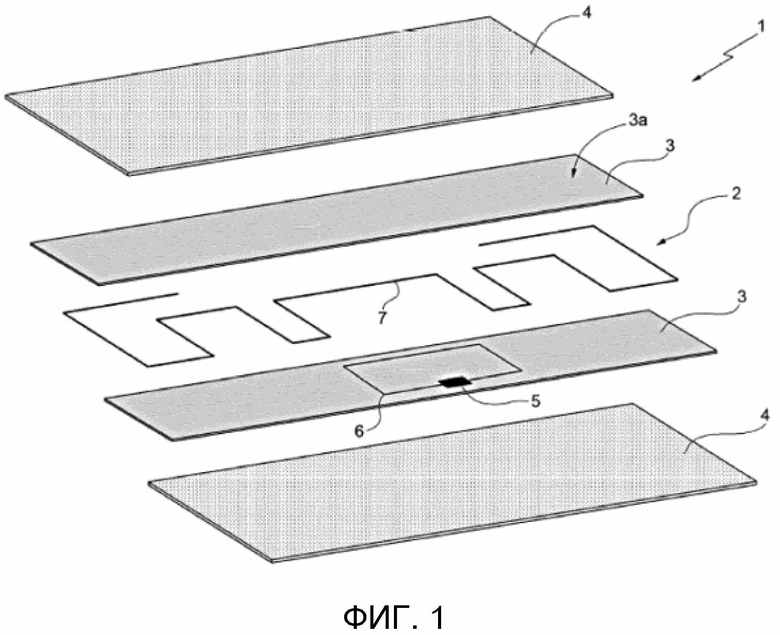
1. Способ изготовления электронного устройства (1), предназначенного для использования в резинотехническом изделии, причем указанное устройство содержит (i) электронный элемент (5, 6, 7), (ii) покрывающий элемент, изготовленный из одного или более слоев (3) термопластичного материала и расположенный таким образом, что покрывает указанный электронный элемент (5, 6, 7), и (iii) по меньшей мере один резиновый слой (4), расположенный таким образом, что покрывает по меньшей мере часть наружной поверхности (3а) указанного покрывающего элемента; при этом указанный способ характеризуется тем, что включает в себя предварительную стадию, включающую (а) операцию нанесения, во время которой клеевой раствор, состоящий из основного водного раствора, содержащего латекс эластомерного каучука и комбинацию резорцина и формальдегида, наносят на указанную часть одной наружной поверхности (3а) указанного покрывающего элемента; и (b) операцию нагревания, во время которой указанную часть наружной поверхности (3а) покрывающего элемента, на которую был нанесен клеевой раствор, выдерживают при температуре от 120 до 230°С в течение времени от 2 до 15 мин.
2. Способ по п. 1, отличающийся тем, что указанные один или более слоев (3) термопластичного материала имеют вид текстильного материала.
3. Способ по п. 1 или 2, отличающийся тем, что указанные один или более слоев (3) термопластичного материала изготовлены из изолирующего материала.
4. Способ по п. 3, отличающийся тем, что указанный изолирующий материал выбран из группы, включающей в себя сложные полиэфиры, полиамиды, полиимиды.
5. Способ по п. 4, отличающийся тем, что указанный изолирующий материал выбран из группы, состоящей из полиэтилентерефталата (ПЭТ), нейлона и полиэтиленнафталата.
6. Способ по любому из предшествующих пунктов, отличающийся тем, что указанный основной водный раствор содержит предварительно сконденсированную смолу, состоящую из резорцина и формальдегида с изоцианатными блокирующими группами.
7. Способ по п. 6, отличающийся тем, что указанный основной водный раствор содержит лигнин и химическое вещество, выбранное из мочевины и тиомочевины.
8. Способ по любому из предшествующих пунктов, отличающийся тем, что указанный латекс эластомерного каучука представляет собой латекс стирол-бутадиен-винилпиридина или латекс смеси стирол-бутадиен-винилпиридина и стиролбутадиена.
9. Способ по любому из предшествующих пунктов, отличающийся тем, что указанное резинотехническое изделие представляет собой шину.
10. Способ по любому из предшествующих пунктов, отличающийся тем, что указанный электронный элемент содержит чип (5) радиочастотной идентификации (RFID), первую антенну (6), соединенную с чипом (5), и вторую антенну (7), электромагнитно связанную с первой антенной (6), или чип RFID с электрически связанной антенной.
11. Электронное устройство, предназначенное для использования в резинотехническом изделии, отличающееся тем, что оно изготовлено способом по любому из предшествующих пунктов.
| DE 102017209552 A1, 13.12.2018 | |||
| WO 2019130197 A1, 04.07.2019 | |||
| WO 2016053933 A1, 07.04.2016 | |||
| KR 20160050452 A, 11.05.2016. |

