Область техники
Изобретение относится к расширяемому анкерному болту, который содержит герметичный трубчатый корпус (металлическую трубку), выполненный по меньшей мере с одной продольной складкой для образования уменьшенного и практически круглого профиля поперечного сечения, для вставки в шпур и расширения при использовании до фрикционного зацепления со стенкой шпура в результате введения текучей среды под давлением внутрь корпуса.
Уровень техники
Такие расширяемые анкерные болты обычно содержат герметичную трубку с продольным каналом, образованным складкой, что уменьшает размер поперечного сечения трубки (достаточно для заданной цели). Расположенный на одном конце обратный клапан остается за пределами шпура, в который вставлен анкерный болт, и дает возможность расширять трубку. Текучая среда под давлением обычно представляет собой воду. При расширении корпуса за счет наружной деформации складки поверхность трубки зацепляется в шпуре.
Усовершенствованный вариант такого анкерного болта описан в РСТ/2016/053817 и РСТ/2016/054864. Первая из этих двух международных заявок описывает предпочтительную конструкцию части, являющейся внутренним концом анкерного болта.
Цель изобретения
Целью изобретения является создание расширяемого анкерного болта с герметичным внутренним концом, имеющего конфигурацию, которая обеспечивает повышенную стойкость к напряжению, возникающему на изогнутых участках материала во время расширения при использовании.
Краткое изложение сущности изобретения
Согласно первому аспекту изобретение предлагает расширяемый анкерный болт, содержащий:
трубку с колпачком, герметично приваренным к концу трубки в предварительно сформованном состоянии, причем
колпачок имеет боковую стенку, которая проходит от края колпачка до закрытого конца, образованного торцевой стенкой колпачка, при этом
анкерный болт имеет складку, образованную на первой стороне анкерного болта и проходящую по длине трубки, причем
нижняя часть складки расположена рядом с противоположной, второй стороной анкерного болта, где она проходит по длине трубки, при этом
нижняя часть складки переходит из трубки в боковую стенку колпачка и наружу по направлению к первой стороне анкерного болта в положение, отделенное выступом от первой части торцевой стенки, которая остается вне складки, причем вторая часть торцевой стенки втянута в складку.
Согласно изобретению вторая часть торцевой стенки расположена в передней части складки, при этом первая часть торцевой стенки находится диаметрально противоположно спереди анкерного болта.
Изобретение также предусматривает анкерный болт, в соответствии с приведенным ниже определением, в котором первая, большая часть торцевой стенки колпачка поддерживается по существу в предварительно сформованном состоянии, а вторая, смежная меньшая часть изогнута назад и приближена к складке.
Изобретение также предусматривает анкерный болт, в соответствии с приведенным ниже определением, в котором:
выступ проходит от передней части анкерного болта и имеет форму фактически U-образного выступа, образованного вокруг складки на колпачке анкерного болта;
закрытый конец колпачка выдавлен наружу на одной линии со складкой, при этом он приобретает форму самой выступающей передней части U-образного выступа;
край выступа расположен с одной стороны от оси трубки, поскольку она находится в предварительно сформованном состоянии;
торцевая стенка колпачка переходит от боковой стенки плавно по кривой к закрытому концу колпачка, который является практически плоским [относительно кривой перехода]; и
боковая стенка колпачка включает по существу цилиндрическую часть по краю, который входит с запрессовкой в предварительно сформованную трубку.
Согласно второму аспекту изобретение предлагает способ изготовления расширяемого анкерного болта, предусматривающий следующие этапы:
подготавливают отрезок предварительно сформованной трубки с по меньшей мере одним открытым концом,
приваривают колпачок к открытому концу, и
после этого деформируют трубку и колпачок в сложенную форму, чтобы получить складку, которая проходит вдоль трубки,
отличающийся тем, что складку формируют инструментом, размер которого соответствует рабочей кромке, которая не доходит до торцевой стенки на закрытом конце колпачка, чтобы:
- поддержать первую часть торцевой стенки, которая находится на одной линии со складкой на внешней стороне складки; и
- втянуть вторую часть торцевой стенки в виде изгиба назад и внутрь складки.
Изобретение также предлагает способ, в соответствии с приведенным ниже определением, в котором складку формируют для образования по существу U-образного выступа, проходящего от передней части анкерного болта вокруг складки на колпачке, причем край выступа расположен с одной стороны от оси трубки, поскольку она находится в предварительно сформованном состоянии.
Изобретение также предлагает способ, в соответствии с приведенным ниже определением, в котором складка сформирована так, что первая часть является большей частью торцевой стенки, а вторая часть - меньшей частью торцевой стенки; и анкерный болт прижимают вокруг складки во время второго этапа формования.
Краткое описание чертежей
Эти и другие признаки изобретения станут более очевидны из следующего ниже описания предпочтительного варианта осуществления, приведенного исключительно в качестве примера, со ссылкой на прилагаемые чертежи, на которых:
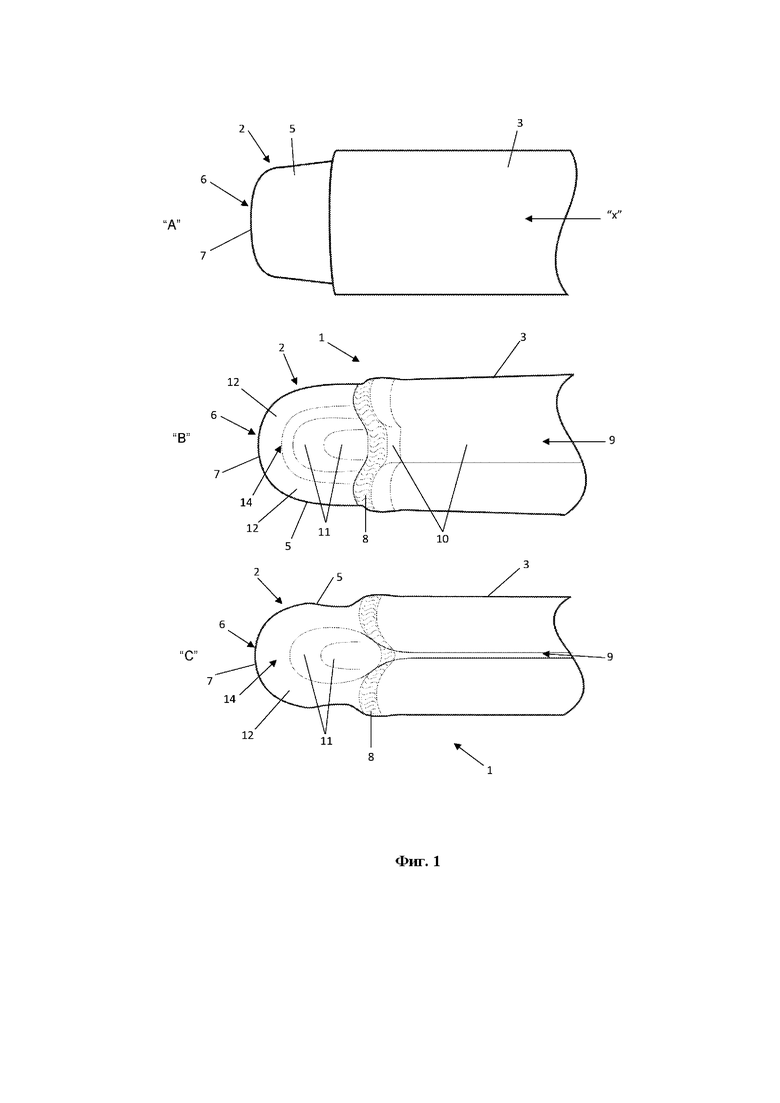
фиг. 1 - три внутренних конца предварительно сформованного, промежуточного и окончательно сформованного анкерных болтов, показанные со стороны складки;
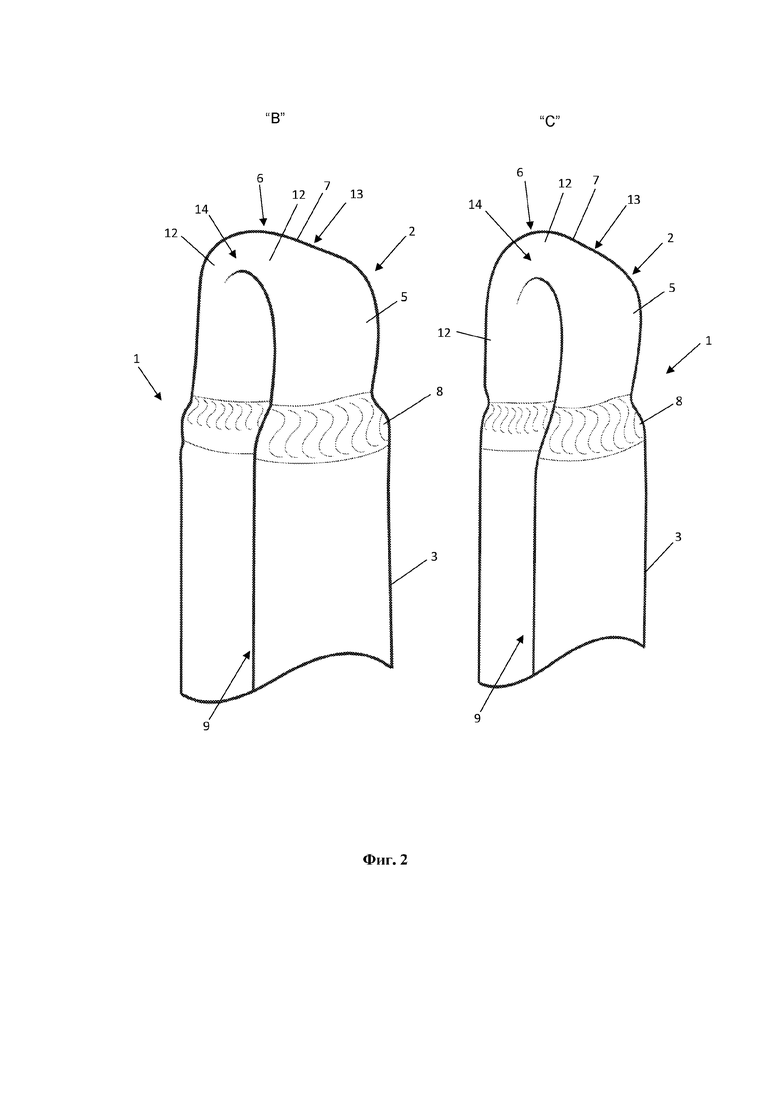
фиг. 2 - вид в перспективе промежуточного и окончательно сформованного анкерных болтов;
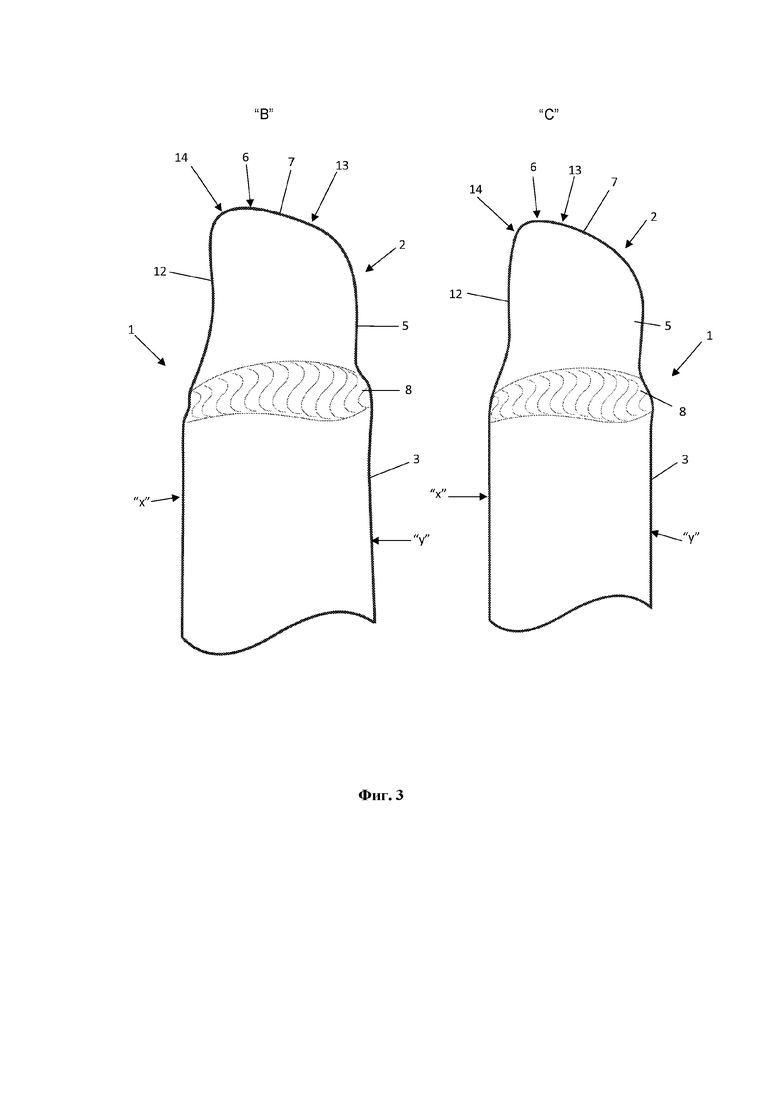
фиг. 3 - вид сбоку концов анкерных болтов, показанных на фиг. 2, со стороны складки; и
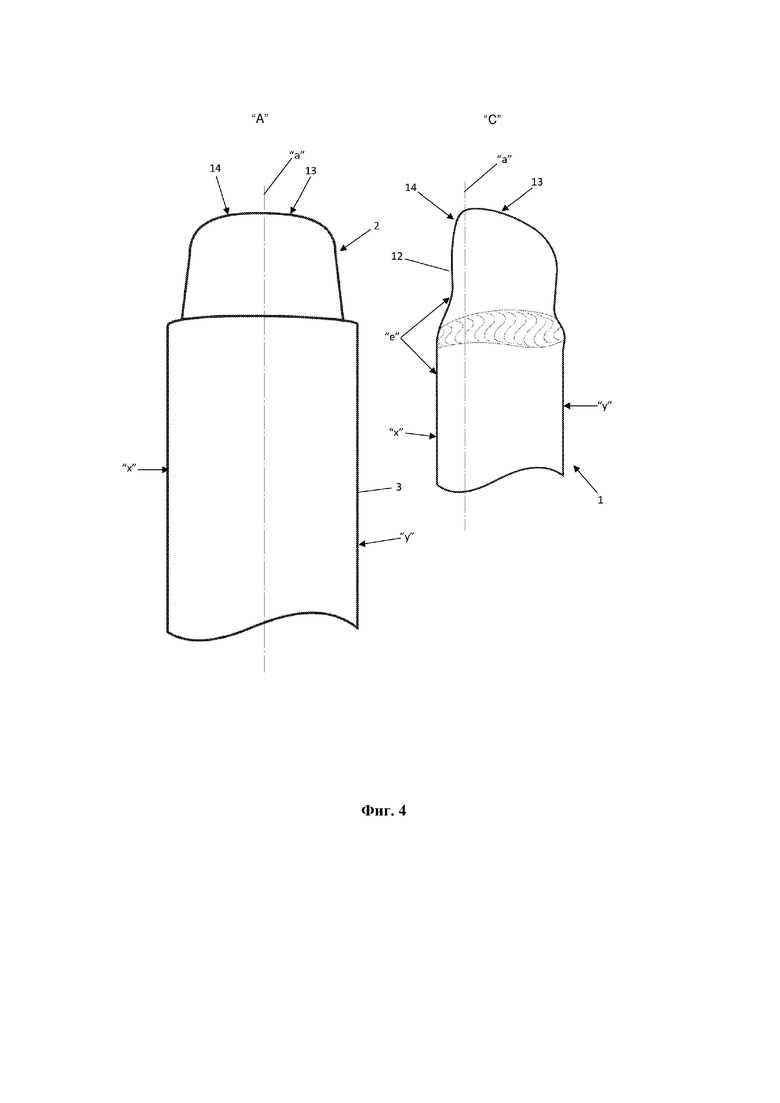
фиг. 4 - предварительно сформованные и окончательно сформованные концы анкерных болтов, с отметкой оси предварительно сформованного анкерного болта. Подробное описание предпочтительных вариантов осуществления изобретения
На прилагаемых чертежах показан анкерный болт (1) с колпачком (2) на внутреннем конце, изготовленный в соответствии с изобретением. Анкерный болт (1) показан в состояниях последовательного формования, обозначенных на чертежах следующим образом:
«А» - предварительно сформованное состояние;
«Б» - промежуточное состояние; и
«С» - сформованное состояние.
Анкерный болт (1) изготовлен из отрезка трубки (3), изначально имеющей круглое поперечное сечение в предварительно сформованном состоянии. Трубка (3) изготовлена из соответствующего металла. Колпачок (2) используется для герметизации открытого конца трубки (3), который будет расположен внутри шпура под анкерный болт (не показан). На чертежах показан только внутренний конец анкерного болта (1).
Конструкция и компоненты, используемые на противоположном, внешнем конце анкерного болта (1), могут быть изменены и будут понятны специалистам в данной области техники. Примеры приведены во второй из двух международных заявок, упомянутых выше в разделе «Уровень техники».
Колпачок (2) изготовлен из соответствующего пластичного металла и имеет боковую стенку, или юбку (5), которая проходит от края (не показан) колпачка (2) до закрытого конца (6). Боковая стенка (5) выступает вперед из трубки (3) с небольшим сужением внутрь. Закрытый конец колпачка (2) в этом варианте осуществления является практически плоским и образует торцевую стенку (7) спереди боковой стенки (5). Торцевая стенка (7) переходит фактически равномерно по кривой в кольцевой внешней части от боковой стенки (5) в центральную часть закрытого конца (6), который в этом варианте осуществления существенно сплюснут (относительно кривой перехода).
Боковая стенка (5) колпачка (2) имеет внешний диаметр в практически цилиндрической части по краю (не показан). Эта короткая часть (не показана) боковой стенки (5), прилегающая к краю, имеет по существу параллельную стенку для запрессовки с фрикционной или прессовой посадкой в предварительно сформованную трубку (3). Трубка (3) с посаженным таким образом колпачком (2) обозначена буквой «А» на фиг. 1. В дальнейшем ее приварят в месте соединения (8) вдоль края на конце трубки (3). За счет такого прикрепления колпачка (2) к трубке (3) открытый и функционально внутренний конец анкерного болта (1) герметизируется.
После того, как колпачок (2) приварен к заданному месту, предварительно сформованный анкерный болт подвергают последующей металлообработке, в процессе которой трубке (3) и колпачку (2) придают промежуточное состояние анкерного болта (1) со свернутой или складчатой формой, как обозначено буквой "В" на фиг. 1, 2 и 3. Указанная конфигурация подразумевает начальный, первый этап предварительного формования продольной складки, или канала (9) для уменьшения размера поперечного сечения сформованного анкерного болта (1), обозначенного буквой «С» на фиг. 1, 2 и 3.
В соответствии с изобретением складка (9) образована из первой стороны «х» анкерного болта (1) и проходит по длине трубки (3). Нижняя часть (10) складки (9) расположена рядом с противоположной, второй стороной «у» анкерного болта (1), где она проходит по длине трубки (3).
Складка (9) сформирована так, что ее нижняя часть (10) проходит от трубки (3) к боковой стенке (5) и в виде вогнутой кривой входит в переднюю часть (11) наружу в направлении к первой стороне «х» анкерного болта (1) в положение, отделенное передней частью U-образного выступа (12) от первой части (13) торцевой стенки (7), которая остается за пределами складки (9), при этом вторая часть (14) торцевой стенки (7) притянута к и/или втянута в переднюю часть (11) складки (9).
В данном варианте осуществления большая часть торцевой стенки (7) сохраняется по существу в предварительно сформованном состоянии [за исключением того, что она слегка прижимается вперед при формировании передней части U-образного выступа (12)], образуя первую часть (13), при этом смежная меньшая часть торцевой стенки (7), изогнутая назад и притянутая к складке (9) и/или втянутая в нее, образует вторую часть (14).
После приваривания трубка (3) и колпачок (2) по-прежнему имеют круглый контур или профиль в поперечном сечении. На первом этапе формования сборку трубки (3) и колпачка (2) помещают в желобообразную полость первой пресс-формы. Затем с помощью прессового инструмента в гидравлическом прессе деформируют сборку трубки (3) и колпачка (2) до промежуточного состояния, которое сопровождается некоторым боковым выпучиванием или деформацией наружу по обе стороны от складки, а также смещением вперед торцевой стенки (7), где образуется U-образный выступ (12).
Инструмент имеет форму удлиненной пластины с прямой рабочей кромкой (параллельной трубке), загнутой между двумя плоскими сторонами. При использовании рабочая кромка непосредственно контактирует с внешней поверхностью сборки трубки (3) и колпачка (2). Первую пресс-форму устанавливают в гидравлическом прессе, который используется для смещения инструмента в зацепление с внешней поверхностью трубки. Инструмент деформирует сборку трубки (3) и колпачка (2) в радиальном направлении внутрь, образуя относительно глубокую складку, или канал (9), как показано на чертежах.
Согласно предыдущим вариантам анкерного болта складку формировали проходящей через колпачок и за его закрытый конец, чтобы уменьшить профиль колпачка в соответствии с процессом формования, которому подвергался отрезок трубки.
Модификация, которая обусловливает настоящее изобретение, заключается в том, что в процессе первого этапа формования используют инструмент, имеющий складывающую или рабочую кромку, которая останавливается достаточно близко от закрытого конца (6) колпачка (2). На соответствующем конце, который находится над колпачком (2), инструмент закруглен от рабочей кромки (которая расположена параллельно трубке) до конца инструмента, который перпендикулярен рабочей кромке или отклонен от нее. Именно эту закругленную часть инструмента прижимают в нужном положении для образования складки в колпачке (2).
Из этого следует, что предварительно сформованный анкерный болт необходимо поместить в заданное положение в гидравлическом прессе, чтобы складка формировалось прижимным инструментом с изогнутым вверх или закругленным концом рабочего края, расположенного так, что он не доходит до закрытого конца (6) колпачка (2). Такое расположение позволяет избежать создания боковой силы сжатия, которая действовала бы на уровне материала через торцевую стенку (7) колпачка и, в частности, в ее центральной плоской части. Вместо этого инструмент входит в контакт с колпачком предварительно сформованного анкерного болта, где к боковой стенке (5) может быть приложена боковая изгибающая сила.
Предлагаемый способ изготовления характеризуется следующими признаками:
- вокруг складки (9) на колпачке (2) анкерного болта (1) выполнен практически U-образный выступ (12) - см. «В» и «С» на фиг. 1;
- большая первая часть (13) торцевой стенки (7), которая находится на одной линии со складкой (9), поддерживается по существу в предварительно сформованном состоянии и за пределами складки (9), при этом прилегающая меньшая вторая часть (14) сформирована сзади и прижата к складке (9) и/или вжата внутрь нее - см. «В» и «С» на фиг. 3; и
- край «е» выступа (12) расположен на первой стороне «х» относительно оси «а» трубки (3), в силу того, что она находится в предварительно сформованном состоянии. Это обозначено буквами «А» и «С» в сравнении с фиг. 4.
В результате, вторая часть (14) торцевой стенки размещается в передней части (11) складки (9), при этом первая часть (13) торцевой стенки находится в противоположном положении в передней части анкерного болта (1) снаружи складки (9). Участок в нижней части U-образного выступа (12) отделяет первую часть (13) от второй части (14) торцевой стенки.
Силы, прикладываемые инструментом на первом этапе формования, таковы, что при образовании складки (9) внешняя поверхность сборки трубки (3) и колпачка (2) уже не имеет круглой формы. Затем анкерный болт (1) в промежуточной форме подвергают второму этапу формования. Этот этап включает помещение анкерного болта (1) во второй комплект пресс-форм, который включает верхнюю и нижнюю пресс-формы, которые вместе образуют удлиненную полость пресс-формы круглого поперечного сечения, и который расположен над трубкой (3) и колпачком (2). Второй комплект пресс-форм закрывается гидравлическим давлением с находящимся в полости пресс-формы анкерным болтом в промежуточном состоянии. В результате формуют анкерный болт, корпус которого, за исключением складки (9), имеет практически круговой осевой профиль. Такая конфигурация готового изделия (анкерный болт после формовки) подходит для вставки в круглый шпур и обеспечивает дополнительную способность к расширению по сравнению с промежуточной формой.
Колпачок (2) остается соединенным с герметичным уплотнением, которое трубке (3) обеспечивается сварным швом. В этом случае трубка (3) имеет удлиненный, проходящий в продольном направлении канал (9), который проходит в зону, занимаемую боковой стенкой (5) колпачка (2).
На втором этапе формования анкерный болт (1) прижимают вокруг складки (9). Сформованный анкерный болт, обозначенный буквой «С» на фиг. 1, 2, 3 и 4, таким образом получается со складкой (9), имеющей, по существу, закрытую или поджатую конфигурацию, проходящую вдоль большей части отрезка трубки. Это не относится к области колпачка (2), как показано на чертежах описываемого варианта осуществления изобретения. Внешний диаметр колпачка (2) меньше диаметра трубки (3), в которую он входит и к которой приварен. На первом этапе формования материал в зоне колпачка (2) внутри складки (9) поджимают к внешней части колпачка (2) вокруг складки (9) на второй стороне "у" анкерного болта (1) и вокруг нее. Когда две пресс-формы комплекта закрыты на анкерном болте (1) на втором этапе формования, колпачок не закрыт над складкой в той же степени, что и над стенкой трубки большего диаметра.
При использовании анкерный болт вставляют в шпур и расширяют из сформованного сложенного состояния в предварительно сформованное состояние, при этом полностью предварительно сформованное состояние представляет собой (в основном) максимальное расширение, превышающее расширение, необходимое для того, чтобы анкерный болт зацепился в шпуре. На практике стенка шпура обычно входит в зацепление с анкерным болтом, когда он имеет форму, напоминающую промежуточное состояние, обозначенное буквой «В» на фиг. 1, 2 и 3. Реальные условия и конкретный вариант используемого анкерного болта определяют форму, которую приобретает расширенный анкерный болт.
Конфигурация колпачка, сформованного описанным и проиллюстрированным способом, которая содержит изогнутые участки материала, обеспечивает повышенную стойкость к нагрузкам, прикладываемым к материалу на этих участках во время расширения анкерного болта.
Процесс формования предусматривает меньшее боковое сжатие в зоне торцевой стенки колпачка. Большая часть деформации включает изгибание боковой стенки колпачка (аналогично боковой стенке трубки). Боковая стенка колпачка более удобно расположена, чтобы выдержать изгибание, чем торцевая стенка, которая имеет большую часть материала, расположенную практически под прямым углом к прессовому инструменту. Изгибание торцевой стенки колпачка подразумевает, что материал прижимается или вжимается прессовым инструментом назад в направлении к складке и/или внутрь нее и образует фактически U-образный выступ вокруг передней части анкерного болта.
Было обнаружено, что такая сложенная конфигурация уменьшает ослабление материала в колпачке вокруг складки или изогнутых участков и предотвращает любые протечки, образующиеся при расширении анкерного болта.
Термины, использованные для описания формования элементов, боковой и торцевой стенок колпачка, являются ориентировочными и/или информативными при описании способа и элементов. Эти термины и описание будут понятны специалисту в данной области техники и дадут возможность осуществить изобретение как модификацию или усовершенствование идеи, изложенной в международной заявке PCT/IB 2016/053817.
Хотя изобретение описано и проиллюстрировано применительно к конфигурации, имеющей одну складку, обеспечивающую продольный канал для уменьшенного размера анкерного болта, его также можно использовать для конфигурации анкерного болта, в котором вдоль трубки сформировано больше одного канала.
Предлагаемая конфигурация анкерного болта с колпачком и складкой особенно подходит для внутреннего или переднего конца анкерного болта, который при использовании расположен внутри и по направлению ко дну шпура. Однако это не является ограничением, и изобретение можно использовать на обоих концах анкерного болта. Ввод текучей среды под давлением можно осуществлять через стенку трубки рядом с наружным концом, который выступает из шпура.
Для специалиста в данной области техники очевидно, что в пределах объема изобретения возможны изменения признаков описанных вариантов осуществления изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ДЛЯ ДОЗИРОВАНИЯ МЯГКИХ ЛЕКАРСТВЕННЫХ ФОРМ | 2012 |
|
RU2630719C2 |
| ШПРИЦ С СИЛЬФОНОМ | 2015 |
|
RU2678791C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО ВОЛОКНОМ АНКЕРНОГО ШТЫРЯ | 2008 |
|
RU2486059C2 |
| КОНТЕЙНЕР ДЛЯ ЖИДКОСТИ | 1999 |
|
RU2225817C2 |
| ЩЕТКА СТЕКЛООЧИСТИТЕЛЯ | 2008 |
|
RU2468941C2 |
| ПРЕСС-ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ФОРМОВАНИЯ УКУПОРОЧНОГО УЗЛА | 2018 |
|
RU2759177C2 |
| ОБНАРУЖЕНИЕ ПРОТЕЧЕК В КОНТЕЙНЕРЕ | 2017 |
|
RU2738787C2 |
| АППЛИКАТОРЫ, ИМЕЮЩИЕ КОНЦЕВЫЕ КОЛПАЧКИ С ЗАХВАТНЫМИ ЭЛЕМЕНТАМИ | 2016 |
|
RU2728685C2 |
| ЗАКРЫВАЕМОЕ УСТРОЙСТВО ДЛЯ ОТКРЫВАНИЯ ПАКЕТОВ ДЛЯ РАЗЛИВАЕМЫХ ПИЩЕВЫХ ПРОДУКТОВ | 2003 |
|
RU2323144C2 |
| УСТРОЙСТВО ДЛЯ НАГРЕВАНИЯ ИЛИ ОХЛАЖДЕНИЯ НАХОДЯЩЕГОСЯ В НЕМ МАТЕРИАЛА | 2015 |
|
RU2682792C2 |
Изобретение относится к расширяемому анкерному болту (1) и способу его изготовления. К концу трубки (3) приварен колпачок (2). Из первой стороны анкерного болта (1) сформирована складка (9), проходящая вдоль длины трубки (3). Нижняя часть (10) складки (9) выполнена так, что она переходит от трубки (3) в боковую стенку (5) колпачка (2) и наружу к упомянутой первой стороне в положение, отделенное выступом (12) от первой части (13) торцевой стенки, которая остается снаружи складки (9), при этом вторая часть (14) торцевой стенки втянута в складку (9). Технический результат: повышенная стойкость к напряжению, возникающему на изогнутых участках материала во время расширения при использовании. 2 н. и 10 з.п. ф-лы, 4 ил.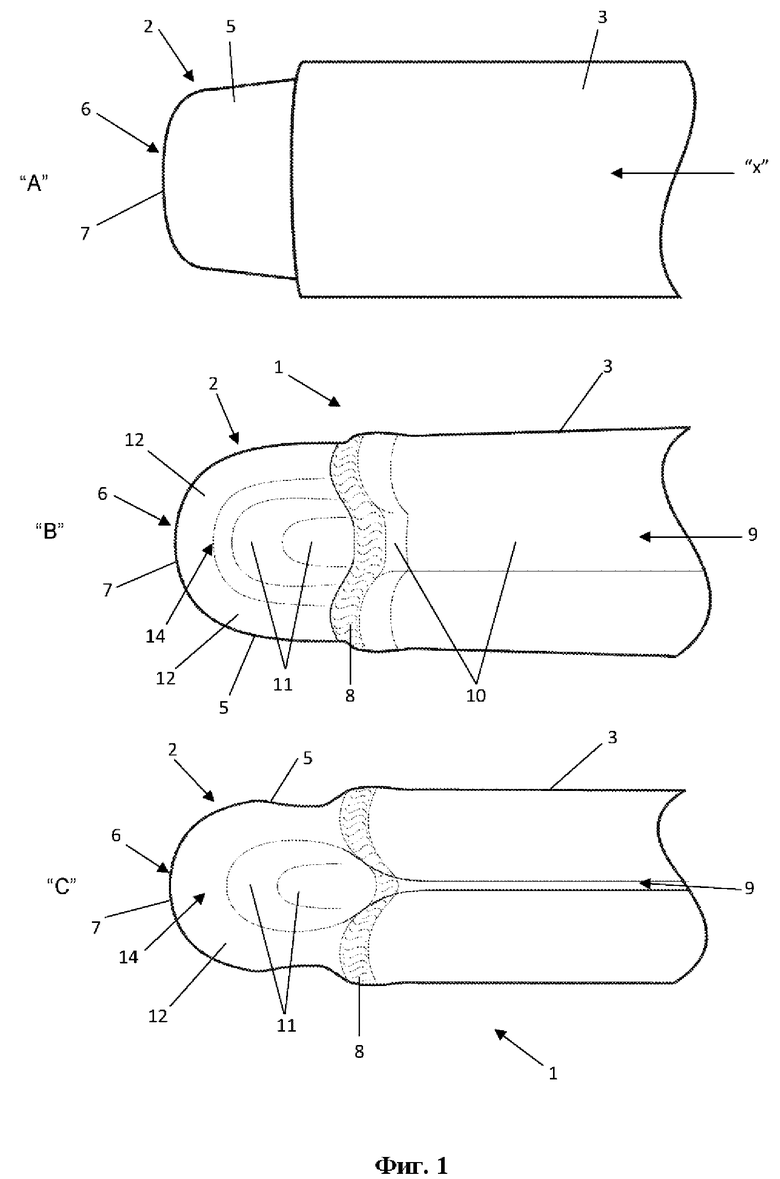
1. Расширяемый анкерный болт, содержащий
трубку с колпачком, герметично приваренным к концу трубки в предварительно сформованном состоянии, причем
колпачок имеет боковую стенку, которая проходит от края колпачка до закрытого конца, образованного торцевой стенкой колпачка, при этом
анкерный болт имеет складку, образованную на первой стороне анкерного болта и проходящую по длине трубки, причем
нижняя часть складки расположена рядом с противоположной, второй, стороной анкерного болта, где она проходит по длине трубки, при этом
нижняя часть складки переходит из трубки в боковую стенку колпачка и наружу по направлению к первой стороне анкерного болта в положение, отделенное выступом от первой части торцевой стенки, которая остается вне складки, причем вторая часть торцевой стенки втянута в складку.
2. Анкерный болт по п. 1, отличающийся тем, что вторая часть торцевой стенки расположена в передней части складки, при этом первая часть торцевой стенки находится диаметрально противоположно спереди анкерного болта.
3. Анкерный болт по п. 1, отличающийся тем, что выступ проходит от передней части анкерного болта и имеет форму фактически U-образного выступа, образованного вокруг складки на колпачке анкерного болта.
4. Анкерный болт по п. 3, отличающийся тем, что закрытый конец колпачка выдавлен наружу на одной линии со складкой, при этом он приобретает форму самой выступающей передней части U-образного выступа.
5. Анкерный болт по п. 3, отличающийся тем, что край выступа расположен с одной стороны от оси трубки, поскольку она находится в предварительно сформованном состоянии.
6. Анкерный болт по п. 1, отличающийся тем, что торцевая стенка колпачка переходит от боковой стенки плавно по кривой к закрытому концу колпачка, который является практически плоским.
7. Анкерный болт по п. 1, отличающийся тем, что боковая стенка колпачка включает по существу цилиндрическую часть по краю, который входит с запрессовкой в предварительно сформованную трубку.
8. Анкерный болт по п. 1, отличающийся тем, что первая, большая, часть торцевой стенки колпачка поддерживается по существу в предварительно сформованном состоянии, а вторая, смежная, меньшая часть изогнута назад и прижата к складке.
9. Способ изготовления расширяемого анкерного болта, предусматривающий следующие этапы:
подготавливают отрезок предварительно сформованной трубки с по меньшей мере одним открытым концом,
приваривают колпачок к открытому концу и
после этого деформируют трубку и колпачок в сложенную форму, чтобы получить складку, которая проходит вдоль трубки,
отличающийся тем, что складку формируют инструментом, размер которого соответствует рабочей кромке, которая не доходит до торцевой стенки на закрытом конце колпачка, чтобы:
поддержать первую часть торцевой стенки, которая находится на одной линии со складкой на внешней стороне складки; и
втянуть вторую часть торцевой стенки в виде изгиба назад и внутрь складки.
10. Способ по п. 9, отличающийся тем, что складку формируют для образования по существу U-образного выступа, проходящего от передней части анкерного болта вокруг складки на колпачке, причем край выступа расположен с одной стороны от оси трубки, поскольку она находится в предварительно сформованном состоянии.
11. Способ по п. 9, отличающийся тем, что складку формируют так, что первая часть является большей частью торцевой стенки, а вторая часть - меньшей частью торцевой стенки.
12. Способ по п. 9, отличающийся тем, что анкерный болт прижимают вокруг складки во время второго этапа формования.
| WO 2016207868 A1, 29.12.2016 | |||
| WO 2017025933 A1, 16.02.2017 | |||
| Разжимной трубчатый анкер и способ его изготовления | 1990 |
|
SU1740681A1 |
| US 4636115 A1, 13.01.1987 | |||
| US 20150198042 A1, 16.07.2015. | |||

