Изобретение относится к области биомедицинского моделирования, в частности - к изготовлению моделей для ультразвуковых исследований, и может использоваться в лабораториях ультразвуковой визуализации или на курсах повышения квалификации врачей ультразвуковой диагностики. Фантомы обладают известными характеристиками, потому могут быть использованы для обучения специалистов проведению ультразвуковой диагностики и создания новых диагностических методик и приборов.
В настоящее время обучение врачей проводят по традиционной схеме «наставник-ученик», а объектами исследования являются люди. Для получения практических навыков требуется многократное проведение процедуры, это занимает много времени со стороны как обучаемого, так и наставника. При этом один наставник может обучать одновременно не более двух человек. Таким образом, данный метод обучения требует хорошо подготовленного персонала и длительного времени для выработки профессиональных навыков.
Для упрощения процесса обучения используют специальные модели, которые называются фантомами.
Из уровня техники известен способ изготовления фантома [1], согласно которому в программе 3D моделирования готовят виртуальную модель фантома, затем печатают эту модель на 3D принтере, работающем по технологии PolyJet, позволяет одновременно печатать несколькими материалами, в результате получают пригодный к использованию фантом, в котором области повышенной эхогенности напечатаны из материала, отличного по своим акустическим свойствам от основного материала фантома.
К недостаткам этого способа относятся:
- дороговизну используемого оборудования, материалов и, следовательно, процесса изготовления;
- невозможность тренировать на таком фантоме навыки пункции и биопсии под контролем ультразвукового исследования, поскольку материал фантома непроницаем для иглы.
Данный способ принят в качестве ближайшего аналога заявленного способа.
Техническая задача заявленного изобретения состоит в создании губчатого фантома на основе стереолитографической 3D печати. Использование стереолитографической 3D печати обеспечивает высокую точность передачи размеров от виртуальной модели к напечатанному фантому, а присутствие губчатой структуры делает фантом пригодным не только для повышения навыков дифференциальной диагностики патологических образований, но и для развития и проверки навыков введения иглы под контролем ультразвуковой визуализации.
Основа процесса изготовления фантома описана в прототипе и заключается в том, что в программе для 3D моделирования готовится виртуальная модель фантома, модель преобразуется в stl формат и направляется на 3D печать, печатается, обрабатывается с целью удаления с поверхности модели остатков жидкой смолы.
Существенными отличительными признаками заявляемого технического решения от ближайшего аналога являются:
- использование губчатой структуры в качестве материала для имитации мягких тканей человека для обеспечения возможности введения иглы;
- возможность программирования губчатой структуры на этапе построения виртуальной модели, а именно, возможность управлять числом и диаметром струн, формирующих структуру фантома. Это важно, поскольку управление этими параметрами косвенно позволяет управлять затуханием ультразвука в фантоме;
- использование LCD (Liquid Cristal Display) стереолитографии для 3D печати фантома для обеспечения высокой точности моделирования и относительно низкой стоимости печати;
- использование оболочек моделей включений с отверстиями для ввода иглы, выхода воздуха и попадания звукопроводящей жидкости.
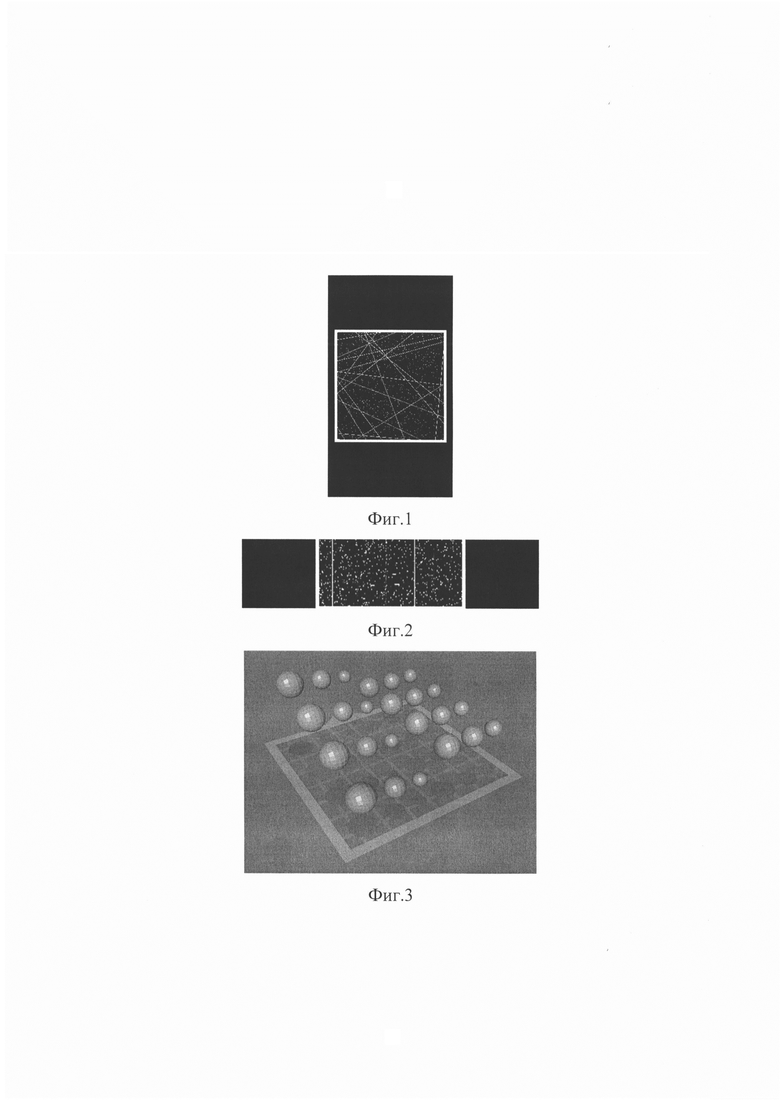
На Фиг. 1 показан пример изображения продольного сечения губчатой структуры.
На Фиг. 2 показан пример изображения поперечного сечения губчатой структуры.
На Фиг. 3 представлена модель объемных заполненных включений, определяющая области фантома, которые будут замещены моделирующими кисты включениями.
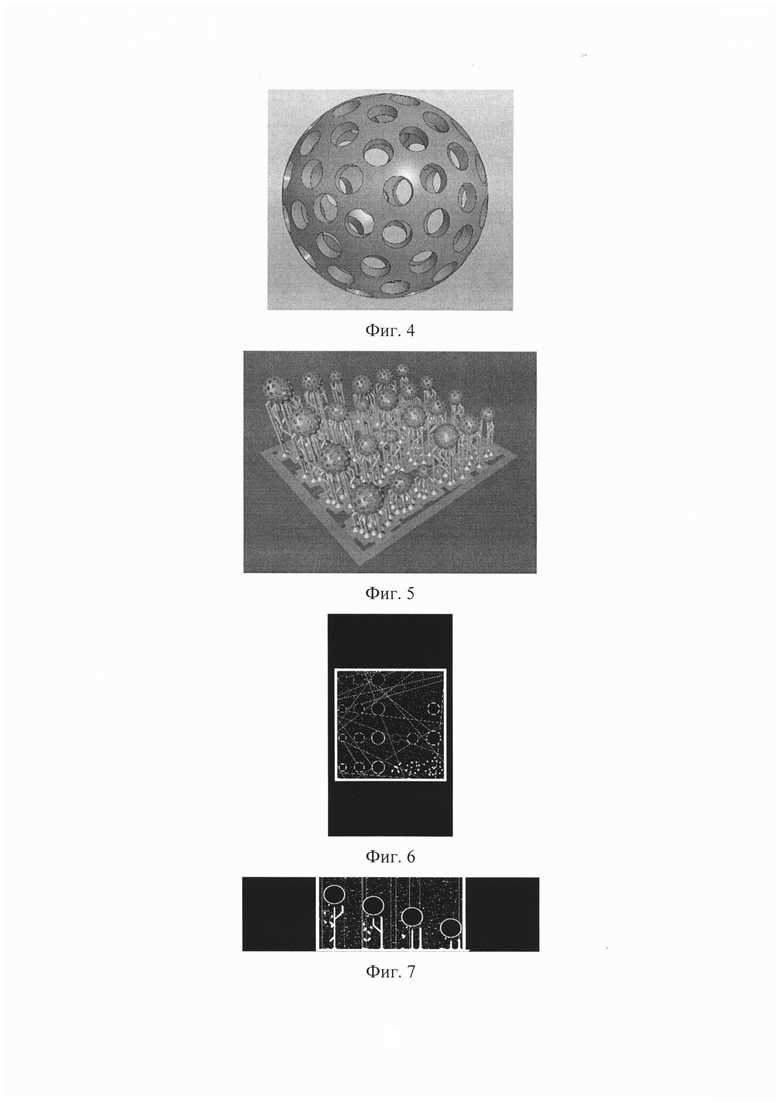
На Фиг. 4 показан пример виртуальной модели включения с отверстиями в стенке, используемой в проекте для моделирования кисты.
На Фиг. 5 представлена совокупность виртуальных моделей включений с отверстиями в стенках, размещенных в области фантома и крепящихся к основанию фантома при помощи поддержки.
На Фиг. 6 и 7 показаны примеры слоев фантома в продольном и поперечном срезе, соответственно.
На Фиг. 8 представлена фотография распечатанного на LCD 3D принтере фантома до снятия с платформы для печати.
На Фиг. 9 показана фотография фантома, распечатанного на LCD 3D принтере, отмытого от остатков смолы, обработанного в ультрафиолетовой камере и готового к использованию.
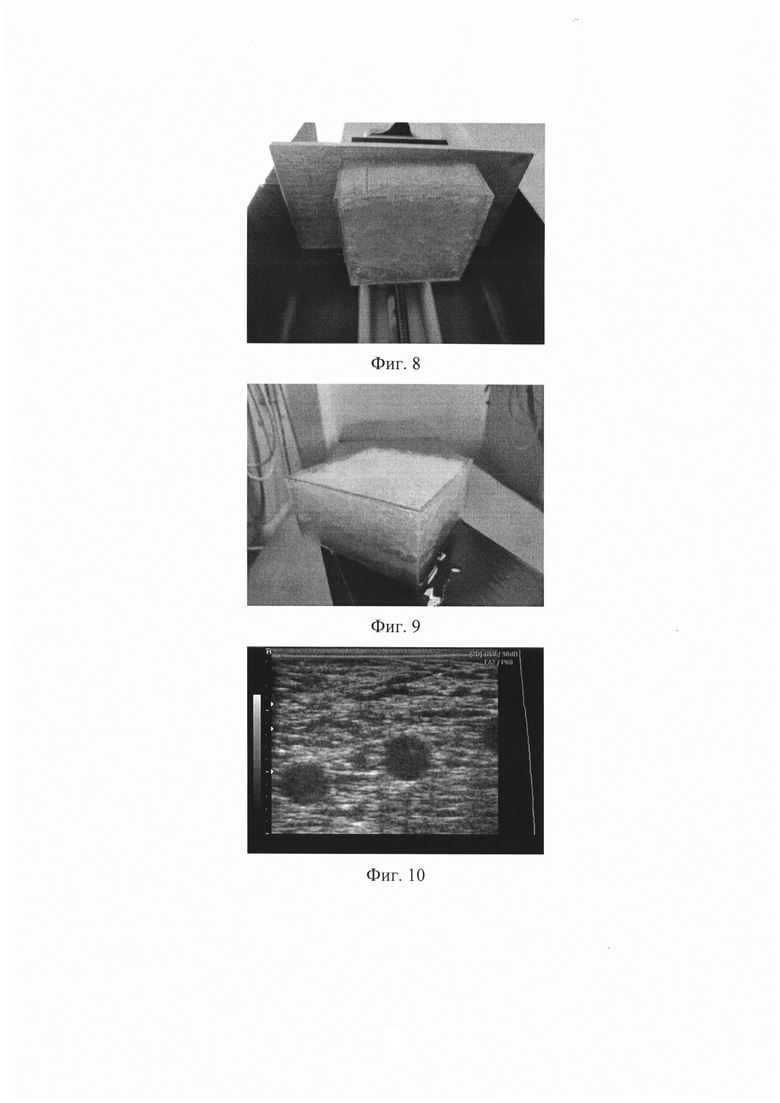
На Фиг. 10 приведен пример сонограммы фантома.
Для достижения указанного технического результата предложено использовать разработанный способ изготовления фантома для ультразвуковых исследований. Согласно разработанному способу в программе 3D моделирования готовят виртуальную модель фантома и печатают эту модель на 3D принтере из материала, по акустическим свойствам моделирующего мягкие ткани. Виртуальная модель губчатого фантома состоит из множества струн. При подготовке виртуальной модели фантома задают ряд параметров, приведенных далее. Сам факт задания параметров обеспечивает возможность программирования губчатой структуры на этапе построения виртуальной модели. Задают радиус струны, в нашем примере равный 2,5 пикселя, что приблизительно равняется 78 мкм; задают число R вертикальных струн, в нашем примере равное 3600 струн; задают размеры фантома, для чего определяют высоту фантома Н, ширину фантома W и длину фантома L, в нашем примере равные 30 мм или 600 слоев (Н), 60 мм или 1920 пикселей (W и L), соотношение между размерами в мм и пикселями определяется характеристикой используемого в эксперименте принтера Phrozen Shuffle 4k; формируют массив из R элементов, содержащий координаты центров струн, причем центры струн распределяют случайным образом по равномерному закону в пределах заданных горизонтальных размеров фантома WxL; формируют матрицу размером, соответствующим размеру фантома WxL; заполняют эту матрицу нулями; изображают круги с центрами в центре струн и радиусами, равными радиусу струны; рассчитывают новые значения элементов массива, содержащего центры струн, причем новые значения задают случайным образом, но делают такими, чтоб смещение центра относительно предыдущего положения не превышало величину радиуса струны; повторяют формирование матрицы размеру фантома WxL, заполняют ее нулями, а затем изображают круги с центрами в новых значениях центров струн и радиусами, равными радиусу струны. Формирование новой матрицы, заполнение ее нулями и изображение кругов повторяют число раз, соответствующее высоту фантома Н. В результате получают массив изображений размером WxLxH, в нашем случае содержащий 600 горизонтальных изображений, на каждом из которых присутствует 3600 кругов радиусом 2,5 пикселя.
Затем в полученную виртуальную модель мягких тканей, содержащую только вертикальные струны, добавляют горизонтальные струны, для чего сначала задают число Р горизонтальных струн; из полученного массива размером WxLxH считывают матрицу размером WxH, лежащую в основании виртуальной модели фантома, т.е. соответствующую минимальному значению L; формируют массив из Р элементов, в нашем примере равном 20, содержащий координаты центров струн, причем центры струн распределяют случайным образом по равномерному закону в пределах заданных вертикальных размеров фантома WxH. Изображают круги с центрами в новых центрах струн с радиусами, равными радиусу струны, после чего считывают матрицу размером WxH, следующую за ранее считанной, рассчитывают новые центры и изображают круги уже в новых центрах на только что считанном слое. После чего считывают следующую матрицы, рассчитывают новые центры кругов и изображают круги. Это повторяется для каждого вертикального изображения из массива WxLxH, в нашем примере содержащего 1920 вертикальных изображений. Причем новые значения центров кругов задают случайным образом, но делают такими, чтоб смещение центра относительно предыдущего положения не превышало величину радиуса струны. Пример горизонтального и вертикального изображений из массива WxLxH представлен на Фиг. 1 и 2, соответственно. Полученный массив WxLxH сохраняют в виде набора изображений. Полученный массив является виртуальной моделью губчатой структуры, моделирующей мягкие ткани губчатого фантома.
Для укрепления конструкции и удобства использования фантом может содержать стенки, толщина которых в нашем примере равна 1 мм. Всего мы создали 5 стенок: четыре, располагающиеся по боковым сторонам фантома, и стенку дна.
После построения виртуальной модели губчатой структуры получают набор изображений, соответствующих слоям губчатой структуры. В нашем примере такой набор изображений состоит из 600 слоев. Пример одного из слоев представлен на Фиг. 1.
Далее переходят к процессу моделирования заполненных объемных включений и включений с отверстиями в стенках, для этой цели используют программу для 3D моделирования. В нашем примере в качестве включений выбраны кисты идеализированной шарообразной формы. Для создания виртуальной модели включения использована программа КОМПАС-3D v20. Сначала создается шар произвольного диаметра, вредставляющий собой виртуальную модель объемного заполненного включения, диаметр задают произвольным, поскольку позже он будет изменяться в программе ChiTuBox. Далее в программе для 3D моделирования, например, в КОМПАС-3D v20, создаются сферы с различными диаметрами и различной толщиной стенки. В нашем примере были созданы сферы диаметрами 8, 7, 6, 5 и 4 мм, в их оболочке присутствуют сквозные отверстия диаметром от 0.9 до 1.2 мм, как показано на Фиг. 4. Эти сферы являются виртуальными моделями объемных полых включений. Отверстия необходимы для выхода смолы при печати, для попадания жидкости в модель кисты и для выхода из модели кисты воздуха. В созданном нами для демонстрации способа изготовления фантома образце были две группы сфер: в первой группе представлены сферы диаметром 8, 6 и 4 мм, они имеют толщину оболочки 0,4 мм, а другая группа состоит из сфер с различной толщиной оболочки для моделей каждого диаметра - это 0,4, 0,3, 0,2 и 0,1 мм для сфер диаметром 7, 6 и 5 мм.
Далее созданные модели сохраняются в формате stl и импортируются в программу, которая преобразует stl в набор изображений для 3D печати. В нашем примере использовалась программа ChiTuBox. Она настраивается согласно параметрам принтера. Далее на рабочее поле программы помещают включения. Для удобства размещения включений мы ограничили область печати размерами фантома, а именно, площадь области печати была задана равной 60x60 мм, что соответствует размеру фантома. В нашем примере, представленном на Фиг. 3 и 5, первая группа кист занимает левую половину фантома и состоит из 12 включений - по четыре сферы каждого диаметра (8, 6 и 4 мм), расположенные на различной глубине фантома. Центр трех сфер первого ряда находится на глубине 11 мм, второго на глубине 15,5 мм, третьего - 20 мм, а четвертого - 24,5 мм. Вторую группу кист мы расположили в правой части фантома и также включили в нее 12 сфер диаметром 7, 6 и 5 мм - по четыре сферы каждого диаметра. Сферы равноудалены от верхней и нижней границ фантома относительно оси высоты. После расстановки включений выстраиваются поддержки, которые необходимы для обеспечения устойчивости моделей кист во время процесса печати и при эксплуатации фантома. После расстановки моделей и выстраивания поддержек производится нарезка модели на горизонтальные слои-изображения, сохраняемые в память компьютера. Далее, при создании рассматриваемого примера, на платформу помещают 24 шара в позиции, где прежде располагались включения. С помощью функции масштабирования доступной в программе ChiTuBox, изменяют размер шаров для получения необходимых диаметров - 8, 7, 6, 5 и 4 мм. Шары расставляют на платформе так, чтобы центры шаров совпадали с центрами сфер соответствующего диаметра, поддержки не удаляются. Полученная модель с поддержками и заполненными объемными включениями также нарезается на слои, и набор изображений сохраняется в виде архива. Расположение включений в нашем примере можно увидеть на Фиг. 3 и 5.
Далее загружают в память и объединяют полученные наборы изображений таким образом, что в результате объединения в первом наборе изображений, содержащим виртуальную модель губчатой структуры, на месте шаров, представляющих собой виртуальные модели объемных заполненных включений (Фиг. 3), расставленных на платформе в ChiTuBox, оказываются пиксели, принимающие нулевые значения. Т.е. виртуальную модель объемного заполненного включения объединяют с массивом губчатой структуры размером WxLxH таким образом, что в ячейки массива губчатой структуры, соответствующие положению виртуальной модели объемного заполненного включения, записываются нулевые значения элементов матрицы, сохраняют полученный массив в виде набора изображений. Также в результате объединения на месте включений с поддержками (Фиг. 5) формируются изображения включений с поддержками, как показано на Фиг. 6 и 7. Так получают набор изображений, содержащих виртуальную модель губчатой структуры с включениями и поддержками. Полученный набор изображений (пример среза из набора представлен на Фиг. 6) сохраняется в виде архива формата zip, записывают в память 3D принтера и начинают печать методом стереолитографии. Предварительно 3D-принтер включают, заполняют фотополимерной смолой и калибруют.
После завершения процесса печати (Фиг. 8) модель обрабатывают согласно рекомендациям разработчика 3D-принтера и производителя смолы. Это нужна, чтобы избавиться от излишков смолы, оставшейся в губчатой структуре фантома. Для этого губчатый фантом помещают в контейнер, заполненный спиртом до полного растворения неполимеризованной смолы. В нашем случае модель обрабатывалась изопропиловым спиртом в течении 5 минут и на 1 минуту помещалась в ультрафиолетовую камеру Wanhao Boxman 1 для окончательной полимеризации смолы. После этой процедуры фантом выглядел так, как показано на Фиг. 9.
Для обеспечения контакта на время исследования ультразвуковым аппаратом фантом помещают в резервуар с водой или иным звукопроводящим веществом. При погружении важно избавиться от пузырьков воздуха, застрявших между струнами губки, иначе на сонограммах появятся светлые области на границе между жидкостью и воздухом, что значительно ухудшит качество изображения. Для этого воду или иное звукопроводящее вещество предварительно дегазируют.
На сонограммах губчатого фантома, созданного описанным выше образом, наблюдаются неоднородная структура губки, имитирующей мягкую ткань, а также гипоэхогенные включения, моделирующие кисты (Фиг. 10). Можно отметить, что такая сонограмма характерна для мышечной ткани.
При изготовлении фантома используется 3D печать высокого разрешения, что позволяет придавать включениям фантома необходимые формы, моделировать кисты, опухоли, вносить иные интересующие патологии, такие как аневризмы кровеносных сосудов, тромбы, бляшки и т.д. Печать осуществляется методом стереолитографии с использованием фотополимерных смолы, а именно, в наших экспериментах использовалась смола Standard Blend фирмы Fun-to-Do. Напечатанные этим методом стенки включений являются прозрачными для ультразвука. После печати фантом промывают изопропиловым спиртом для снятия незастывшей смолы и помещают в ультрафиолетовую камеру, где окончательной полимеризации, после чего фантом готов к использованию.
Фантом может содержать объекты для развития и проверки навыков введения иглы под контролем ультразвуковой визуализации и использоваться для повышения и контроля этих навыков, например, кисты. Эти объекты могут быть получены из томографических данных, а именно, на основе компьютерной или магниторезонансной томографии, причем для получения данных для построения модели кровеносных сосудов предпочтительно использовать ангиографический режим. Губчатая структура фантома по своей характерной сонограмме ближе всего к мышечным тканям. Также фантом может использоваться для тренировки у врачей ультразвуковой диагностики навыков выявления характерных анатомических особенностей, например, развития сосудистого русла.
Для осуществления способа можно использовать стереолитографические принтеры, причем в нашем примере использовался LCD принтер, печатающий фотополимерной смолой, полимеризующейся под действием ультрафиолетового излучения.
Фантомы, созданные согласно заявленному способу, могут быть откалиброваны так, что пользователю будут известны точные положения и размеры всех содержащихся в фантоме образований. Откалиброванные таким образом фантомы и информация о положениях и размерах могут быть использованы для оценки уровня квалификации врачей ультразвуковой диагностики.
Работа с моделью обеспечит развитие навыков:
- зрительно-моторной координации, необходимой для введения биопсийной иглы или пункции кровеносных сосудов под контролем ультразвуковой визуализации;
- распознания проявления различных анатомических особенностей развития по изображению на экране ультразвукового сканера;
- правильной постановки и координации руки с датчиком по ориентирам на экране ультразвукового прибора.
Хотя настоящее изобретение описано на примере конкретных вариантов его осуществления, для специалистов будут ясны возможности многочисленных модификаций данного изобретения, не выходящие за границы объема его правовой охраны, определяемого прилагаемой формулой.
Источники информации
1. Jacquet JR, Ossant F, Levassort F, Gregoire JM. 3-D-Printed Phantom Fabricated by Photopolymer Jetting Technology for High-Frequency Ultrasound Imaging. IEEE Trans Ultrason Ferroelectr Freq Control. 2018 Jun; 65 (6): 1048-1055. doi: 10.1109/TUFFC.2018.2823545
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАНТОМА ЩИТОВИДНОЙ ЖЕЛЕЗЫ | 2024 |
|
RU2836679C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАНТОМА ДЛЯ ТРАНСКРАНИАЛЬНЫХ УЛЬТРАЗВУКОВЫХ ИССЛЕДОВАНИЙ | 2021 |
|
RU2776983C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАНТОМА С СОСУДАМИ ДЛЯ УЛЬТРАЗВУКОВЫХ ИССЛЕДОВАНИЙ | 2021 |
|
RU2777255C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАНТОМА ПЛОДА ДЛЯ ФЕТАЛЬНОЙ МАГНИТНО-РЕЗОНАНСНОЙ ТОМОГРАФИИ | 2024 |
|
RU2831379C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАНТОМА ДЛЯ УЛЬТРАЗВУКОВЫХ ИССЛЕДОВАНИЙ | 2022 |
|
RU2797398C1 |
| Способ калибровки программы асинхронной количественной компьютерной томографии | 2021 |
|
RU2782998C1 |
| ДИСКОВЫЙ ФАНТОМ ДЛЯ КОНТРОЛЯ ИЗМЕРЕНИЯ СКОРОСТЕЙ ПРИ ФАЗО-КОНТРАСТНОЙ МАГНИТНО-РЕЗОНАНСНОЙ ТОМОГРАФИИ И СПОСОБ КОНТРОЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНОЙ И ОБЪЕМНОЙ СКОРОСТИ ДВИЖЕНИЯ ФАНТОМА | 2014 |
|
RU2579824C1 |
| ТЕСТ-ОБЪЕКТ ДЛЯ КОНТРОЛЯ ЭКСПЛУАТАЦИОННЫХ ПАРАМЕТРОВ И ХАРАКТЕРИСТИК РЕНТГЕНОВСКИХ КОМПЬЮТЕРНЫХ ТОМОГРАФОВ | 2006 |
|
RU2330611C1 |
| СПОСОБ ОБНАРУЖЕНИЯ АБЕРРАЦИЙ ПРИ УЛЬТРАЗВУКОВОМ ИССЛЕДОВАНИИ | 2022 |
|
RU2788389C1 |
| Способ хирургической реконструкции передней грудной стенки после обширной резекции грудины комбинированным имплантом, изготовленным путём дублирования трёхмерной стереолитографической модели | 2021 |
|
RU2770560C1 |
Изобретение относится к средствам обучения в медицине, в частности - к изготовлению моделей для ультразвуковых исследований. Способ изготовления губчатого фантома для ультразвуковых исследований состоит в том, что в программе 3D моделирования готовят виртуальную модель фантома, печатают эту модель на 3D принтере из фотополимерной смолы и выполняют ультразвуковое исследование. Виртуальная модель губчатого фантома состоит из множества струн. Заполняют 3D стереолитографический принтер фотополимерной смолой и калибруют его. Массив изображений виртуальной модели фантома с включениями загружают в память 3D стереолитографического принтера и запускают процесс печати фантома. После завершения процесса печати напечатанный из фотополимерной смолы фантом с включениями помещают в контейнер, заполненный изопропиловым спиртом, до полного растворения неполимеризованной смолы, затем помещают фантом в ультрафиолетовую камеру для окончательной полимеризации смолы. Перед выполнением ультразвукового исследования обработанный фантом заполняют звукопроводящей дегазированной водой. Технический результат состоит в обеспечении точности изготовления фантома, используемого для дифференциальной диагностике патологических образований и развития навыков введения иглы под контролем ультразвуковой визуализации. 4 з.п. ф-лы, 10 ил.
1. Способ изготовления губчатого фантома для ультразвуковых исследований, состоящий в том, что в программе 3D моделирования готовят виртуальную модель фантома, печатают эту модель на 3D принтере из высокоточной фотополимерной смолы и выполняют ультразвуковое исследование, отличающийся тем, что виртуальную модель фантома готовят следующим образом:
1) задают радиус струн, формирующих структуру фантома;
2) задают число R вертикальных струн;
3) задают размеры фантома, для чего определяют высоту фантома Н, ширину фантома W и длину фантома L;
4) формируют массив из R элементов, содержащий координаты центров струн, причем центры струн распределяют равномерно в пределах заданных горизонтальных размеров фантома W×L;
5) формируют матрицу размером, соответствующим размеру фантома W×L;
6) заполняют эту матрицу нулями;
7) изображают круги с центрами в центре струн и радиусами, равными радиусу струны;
8) рассчитывают новые значения элементов массива, содержащего центры струн, причем новые значения задают случайным образом, но делают такими, чтоб смещение центра относительно предыдущего положения не превышало величину радиуса струны;
9) повторяют шаги 5-7 для новых значений центров струн;
10) повторяют шаги 5-8 число раз, соответствующее высоте фантома Н, в результате получают массив размером W×L×H;
11) задают число Р горизонтальных струн;
12) из полученного массива размером W×L×H считывают матрицу размером W×H, соответствующую минимальному значению L;
13) формируют массив из Р элементов, содержащий координаты центров струн, причем центры струн распределяют равномерно в пределах заданных вертикальных размеров фантома W×H;
14) повторяют шаги 7 и 8 для новых значений центров струн;
15) из массива размером W×L×H считывают матрицу размером W×H, расположенную вслед за ранее считанной матрицей;
16) повторяют шаги 14 и 15 число раз, соответствующее размеру L массива;
17) полученный массив губчатой структуры размером W×L×H сохраняют в виде набора изображений;
18) в программе 3D моделирования создают виртуальную модель включения, представляющего собой объемное заполненное включение;
19) создают виртуальную модель объемного полого включения, для этого копируют ранее созданную виртуальную модель включения, делают ее полой с определенной толщиной стенки и создают в стенках отверстия для ввода иглы;
20) виртуальную модель объемного заполненного включения размещают в массиве губчатой структуры размером W×L×H;
21) виртуальную модель объемного заполненного включения объединяют с массивом губчатой структуры размером W×L×H таким образом, что в ячейки массива губчатой структуры, соответствующие положению виртуальной модели объемного заполненного включения, записываются нулевые значения элементов матрицы, сохраняют полученный массив в виде набора изображений;
22) на месте образовавшихся нулевых значений матрицы размещают виртуальную модель объемного полого включения с отверстиями в стенках;
23) в программе для подготовки к печати для виртуальной модели полого выключения с отверстиями в стенках выстраивают поддержку и сохраняют в виде набора изображений;
24) сохраненный набор изображений на шаге 23 объединяют с набором изображений, сохраненным на шаге 21 таким образом, что в тех местах, где на изображениях из массива, полученного на шаге 23, содержится закрашенный пиксель, значение этого пикселя переносится в пиксель с такими же координатами в массиве, полученном на шаге 21, в результате сохраняют новый массив изображений;
25) заполняют 3D стереолитографический принтер высокоточной фотополимерной смолой и калибруют его;
26) сохраненный на шаге 24 новый массив изображений виртуальной модели фантома с включениями загружают в память 3D стереолитографического принтера и запускают процесс печати фантома;
27) после завершения процесса печати напечатанный из фотополимерной смолы фантом с включениями помещают в контейнер, заполненный изопропиловым спиртом, до полного растворения неполимеризованной смолы, затем помещают фантом в ультрафиолетовую камеру для окончательной полимеризации смолы;
28) перед выполнением ультразвукового исследования обработанный фантом заполняют звукопроводящей дегазированной водой.
2. Способ по п. 1, отличающийся тем, что виртуальную модель включения получают из томографических данных пациента.
3. Способ по п. 1, отличающийся тем, что в качестве виртуальной модели включения используется модель кисты.
4. Способ по п. 1, отличающийся тем, что в качестве виртуальной модели включения используется модель кровеносного сосуда.
5. Способ по п. 1, отличающийся тем, что в качестве 3D стереолитографического принтера используют LCD принтер.
| US 2008076099 A1, 27.03.2008 | |||
| US 2019012934 A1, 10.01.2019 | |||
| АНАТОМИЧЕСКИ И ФУНКЦИОНАЛЬНО ТОЧНЫЕ ФАНТОМЫ МЯГКИХ ТКАНЕЙ И СПОСОБ ДЛЯ ИХ ФОРМИРОВАНИЯ | 2007 |
|
RU2459273C2 |
| WO 2011032840 A1, 24.03.2011 | |||
| Способ изготовления медицинских изделий из пластика методом SLA технологии с градиентной засветкой | 2022 |
|
RU2787293C1 |
| Jacquet JR, Ossant F, Levassort F, Gregoire JM | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| IEEE Trans Ultrason Ferroelectr Freq Control | |||
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
