Изобретение касается распылительного узла системы смазывания минимальным количеством для охлаждения и/или смазывания в процессе обработки резанием между инструментом и заготовкой в месте обработки согласно ограничительной части п.1 формулы изобретения, системы смазывания минимальным количеством по п.8 формулы изобретения, обрабатывающей установки по п.11 формулы изобретения, а также способа эксплуатации распылительного узла и/или установки для смазывания минимальным количеством и/или обрабатывающей установки по п.16 формулы изобретения.
Во многих процессах обработки резанием предпочтительно предусматривать в месте обработки между инструментом и заготовкой охлаждение и/или смазку. Благодаря такому охлаждению и/или смазке в большинстве случаев может значительно повышаться надежность процесса. Качество обработки, а также стойкость инструмента может повышаться, а передача температуры в заготовку уменьшаться.
Однако одновременно также должны оставаться низкими расходы на соответствующее охлаждающее и/или смазочное средство, а также необходимо избегать ненужного высвобождения охлаждающего и/или смазочного средства в окружающую среду. К тому же надо по возможности избегать очистки заготовки от охлаждающего и/или смазочного средства после обработки. С размером заготовки издержки на очистку значительно возрастают, в частности, когда она обрабатывается только частично во многих местах. Это относится, в частности, к структурным конструктивным элементам самолетов, у которых несколько частей заготовки соединяются друг с другом сверлением и клепкой. Чтобы уменьшить количество применяемого в процессе обработки резанием охлаждающего и/или смазочного средства, были разработаны так называемые системы смазывания минимальным количеством.
Из DE 20 2009 017 656 U1 известна, например, такая система смазывания минимальным количеством для режущей обработки, у которой с помощью форсунки высокого давления в камеру впрыскивается охлаждающее и/или смазочное средство, которое посредством потока сжатого воздуха транспортируется к месту обработки. Эта система может быть выполнена в виде одноканальной системы смазывания минимальным количеством, у которой вне шпинделя обрабатывающей установки получается аэрозоль и транспортируется посредством одноканальной направляющей через шпиндель и инструмент к месту обработки, или быть выполнена в виде двухканальной системы смазывания минимальным количеством, у которой внутри шпинделя получается аэрозоль, и к шпинделю посредством отдельных трубопроводов подводится сжатый воздух и охлаждающее и/или смазочное средство.
Далее, известны системы смазывания минимальным количеством, которые направляют охлаждающее и/или смазочное средство к месту обработки не через шпиндель и инструмент, а вне инструмента.
Описанная в DE 20 2009 017 656 U1 система имеет по сравнению с другими системам смазывания минимальным количеством, по меньшей мере в вариантах в виде двухканальной системы смазывания минимальным количеством, уже улучшенные периоды реакции и может более гибко реагировать на изменяющиеся требования. В этих вариантах она расположена в шпинделе. Тем не менее, существует потребность в дальнейшей оптимизации в отношении периода реакции и возможности настройки, в частности для обрабатывающих установок, в шпинделе которых по условиям конструктивного пространства получение аэрозоля невозможно.
Поэтому в основе настоящего изобретения лежит проблема, улучшения периода реакции, а также адаптации к изменяющемуся условию, и количества применяемого охлаждающего и/или смазочного средства, в частности у маленьких шпинделей.
Вышеназванная проблема у распылительного узла системы смазывания минимальным количеством решается согласно ограничительной части п.1 формулы изобретения с помощью признаков отличительной части п.1 формулы изобретения.
Распылительный узел системы смазывания минимальным количеством для охлаждения и/или смазывания в процессе обработки резанием между инструментом и заготовкой в месте обработки имеет, в соответствии с предложением, камерную систему, имеющую внутреннее пространство камерной системы, по меньшей мере один первый подводящий канал для подвода первого потока сжатого воздуха внутрь и через внутреннее пространство камерной системы к проводящему каналу и впрыскивающий клапан для впрыскивания охлаждающего и/или смазочного средства в области впрыска в первый поток сжатого воздуха во внутреннем пространстве камерной системы, и по меньшей мере один второй подводящий канал для подвода второго потока сжатого воздуха внутрь и через внутреннее пространство камерной системы к проводящему каналу. При этом распылительный узел выполнен таким образом, что второй поток сжатого воздуха ниже по потоку от области впрыска объединяется с первым потоком сжатого воздуха и при необходимости с впрыснутым в первый поток сжатого воздуха охлаждающим и/или смазочным средством в один транспортирующий поток для транспортировки впрыснутого охлаждающего и/или смазочного средства, и что транспортирующий поток направляется по проводящему каналу к месту обработки.
Впрыскивание охлаждающего и/или смазочного средства в первый поток сжатого воздуха и последующее объединение первого и второго потока сжатого воздуха позволяет получить особенно гомогенное распределение и низкую концентрацию в транспортирующем потоке и вместе с тем особенно точный и равномерный, гибко настраиваемый подвод охлаждающего и/или смазочного средства к месту обработки. Далее, можно быстро реагировать на изменения потребности путем изменения параметров впрыска. Это особенно предпочтительно, в частности, при процессах сверления, в которых просверливаются сравнительно неглубокие отверстия или сравнительно тонкие заготовки, так как здесь аэрозоль нужен только на очень короткие периоды времени. Это преимущество усиливается, в частности, тогда, когда заготовка представляет собой гибридную заготовку, которая состоит из разных материалов, в частности слоев разного материала.
В пунктах 2-4 формулы изобретения описаны особенно предпочтительные усовершенствования, касающиеся исполнения камерной системы, имеющей камеру впрыска и/или камеру распыления, а также впрыскивания и распыления охлаждающего и/или смазочного средства для получения особенно гомогенного и в данном случае низко концентрированного аэрозоля.
В соответствии с усовершенствованием изобретения по пунктам 5 и 6 формулы изобретения впрыскивающий клапан представляет собой впрыскивающий клапан высокого давления и/или является импульсно включаемым. Благодаря этому может достигаться особенно гибкое и быстрое по реакции дозирование при высокой гомогенности.
Еще лучшее распылительное действие может достигаться, в частности, тогда, когда проходное отверстие форсунки не превышает размер, указанный в пункте 7 формулы изобретения.
Помимо этого, вышеизложенная проблема решается у системы смазывания минимальным количеством по пункту 8 формулы изобретения с помощью признаков этой системы.
При этом система смазывания минимальным количеством может иметь все признаки, описанные в связи с распылительным узлом, по отдельности или в комбинации. Получаются те же преимущества, которые описаны в связи с распылительным узлом.
Усовершенствование по пунктам 9 и 10 формулы изобретения касается предпочтительных усовершенствований системы смазывания минимальным количеством и при этом, в частности, давлений охлаждающего и/или смазочного средства, соответственно, предоставляемого в первый, соответственно, второй подводящий канал сжатого воздуха при созданном транспортирующем потоке.
Помимо этого, вышеописанная проблема решается у обрабатывающей установки с помощью признаков пункта 11 формулы изобретения.
При этом обрабатывающая установка имеет предпочтительно признаки, описанные в связи с распылительным узлом и/или системой смазывания минимальным количеством, по отдельности или в комбинации. Получаются те же преимущества, которые описаны в связи с распылительным узлом и системой смазывания минимальным количеством.
Предпочтительные варианты осуществления обрабатывающей установки, в частности, касающиеся шпинделя и распылительного узла, описаны в пунктах 12-15 формулы изобретения.
Наконец, поясненная выше проблема решается в отношении способа с помощью признака пункта 16 формулы изобретения. Получаются те же преимущества, которые описаны выше в связи с распылительным узлом, системой смазывания минимальным количеством и/или обрабатывающей установкой.
При этом способе могут применяться описанные здесь распылительный узел и/или система смазывания минимальным количеством и/или обрабатывающая установка.
Далее изобретение поясняется подробнее с помощью чертежей, изображающих только один пример осуществления. На чертежах показано:
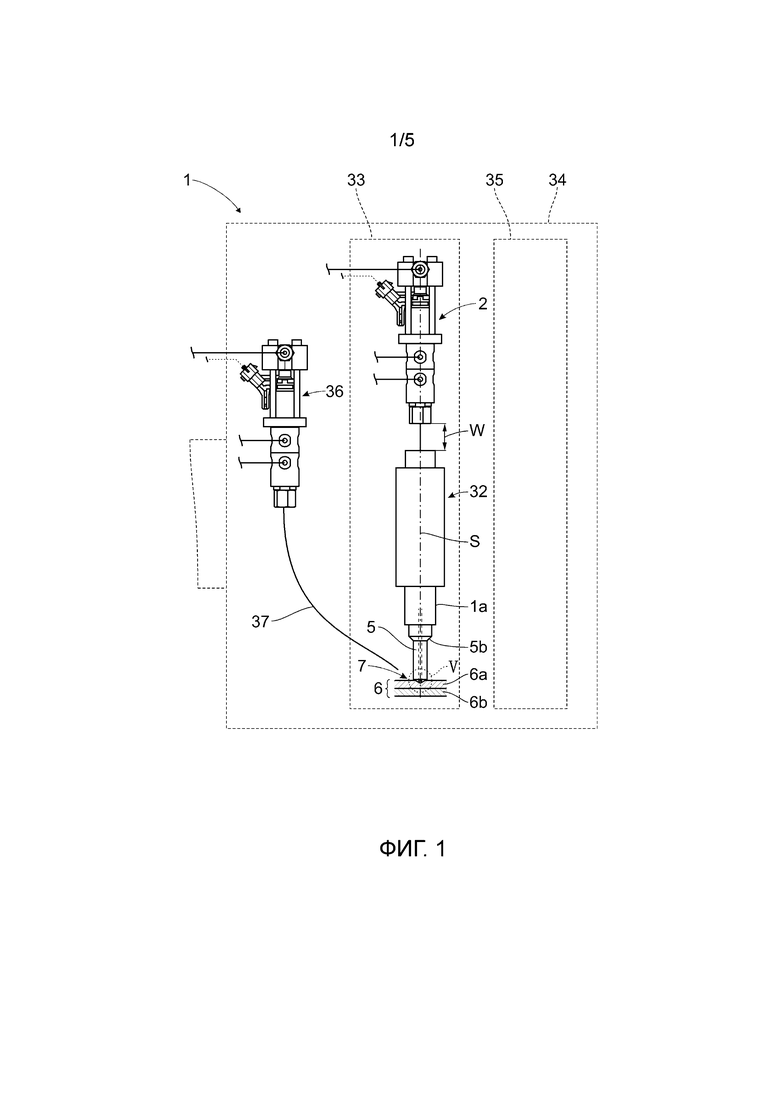
фиг. 1: схематичное изображение предлагаемой обрабатывающей установки, имеющей предлагаемый распылительный узел предлагаемой системы смазывания минимальным количеством;
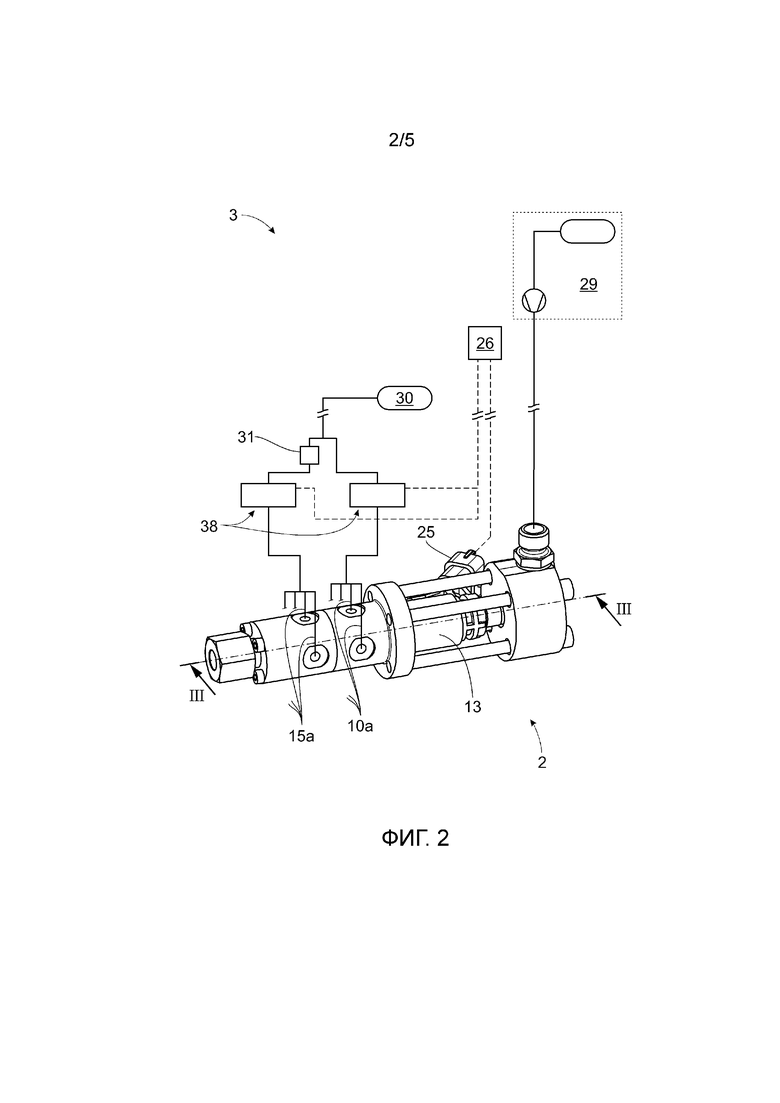
фиг. 2: на схематичном изображении один из примеров осуществления предлагаемой системы смазывания минимальным количеством, имеющей предлагаемый распылительный узел с фиг. 1, на трехмерном виде снаружи;
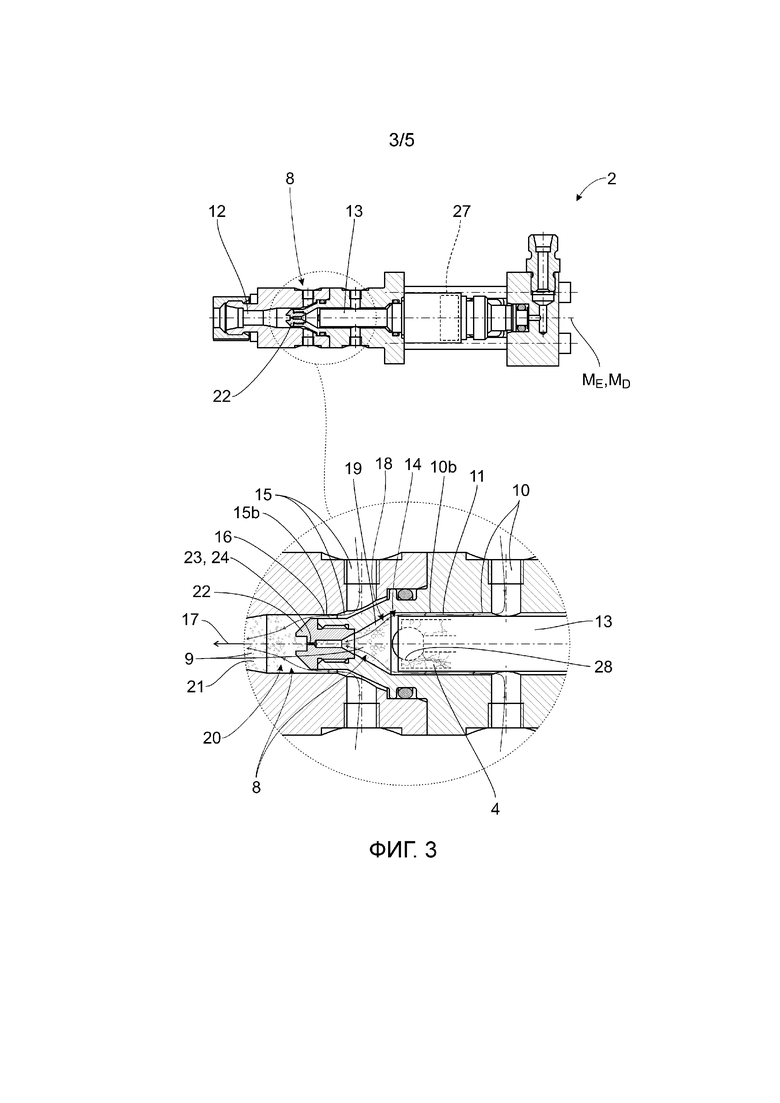
фиг. 3: сечение распылительного узла этого примера осуществления в соответствии с видом III-III с фиг. 2 и увеличенный местный вид сечения;
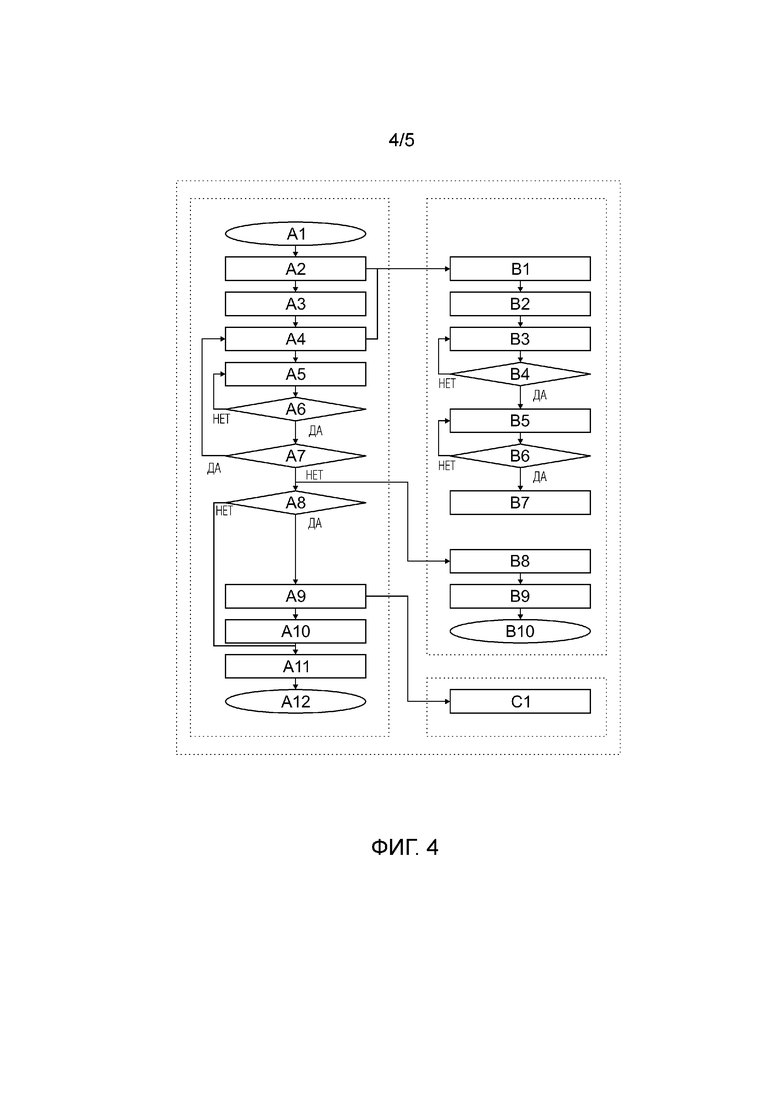
фиг. 4: блок-схема одного предпочтительного процесса обработки резанием; и
фиг. 5: инструмент и заготовка в разных относительных положениях.
На фиг. 1 схематично показана предлагаемая обрабатывающая установка 1, имеющая предлагаемый распылительный узел 2 предлагаемой системы 3 смазывания минимальным количеством.
Система 3 смазывания минимальным количеством здесь и предпочтительно пригодна и/или предназначена для того, чтобы в процессе обработки резанием расходовать в час охлаждающее и/или смазочное средство в количестве, меньшем или равном (в целом) 50 мл. Здесь и предпочтительно в процессе обработки резанием расходуется максимум 50 мл, более предпочтительно максимум 40 мл, более предпочтительно максимум 30 мл охлаждающего и/или смазочного средства в час.
Принцип действия распылительного узла 2 необходимо пояснить с помощью фиг. 3, на которой показан распылительный узел в сечении по III-III с фиг. 2.
Распылительный узел 2 служит для предоставления охлаждающего и/или смазочного средства 4 для охлаждения и/или смазывания в процессе обработки резанием между инструментом 5 и заготовкой 6 в месте 7 обработки. Инструмент 5 может, в частности, представлять собой какой-либо (металло-) режущий инструмент 5, здесь и предпочтительно сверло. Заготовка 6 здесь и предпочтительно является структурным конструктивным элементом, в частности структурным конструктивным элементом самолета. Структурные конструктивные элементы самолетов представляют собой, например, секции фюзеляжа и/или секции крыльев самолета. Заготовка 6 может состоять из нескольких частей 6a, 6b заготовки. Здесь они вместе просверливаются и затем соединяются друг с другом клепкой.
Предлагаемый распылительный узел 2 имеет камерную систему 8, имеющую внутреннее пространство 9 камерной системы, по меньшей мере один первый подводящий канал 10 для подвода первого потока 11 сжатого воздуха внутрь и через внутреннее пространство 9 камерной системы к проводящему каналу 12 и впрыскивающий клапан 13 для впрыскивания охлаждающего и/или смазочного средства 4 в область 14 впрыска в первый поток 11 сжатого воздуха во внутреннем пространстве 9 камерной системы.
Предлагается, чтобы распылительный узел 2 имел по меньшей мере один второй подводящий канал 15 для подвода второго потока 16 сжатого воздуха внутрь и через внутреннее пространство 9 камерной системы к проводящему каналу 12. При этом распылительный узел 2 выполнен таким образом, что второй поток 16 сжатого воздуха ниже по потоку от области 14 впрыска объединяется с первым потоком (11) сжатого воздуха и при необходимости впрыснутым в первый поток 11 сжатого воздуха охлаждающим и/или смазочным средством в один транспортирующий поток 17 для транспортировки впрыснутого охлаждающего и/или смазочного средства 4, и при этом транспортирующий поток 17 направляется по проводящему каналу 12 к месту 7 обработки.
Благодаря впрыскиванию охлаждающего и/или смазочного средства 4 в первый поток 11 сжатого воздуха и последующему добавлению ниже по потоку второго потока 16 сжатого воздуха становится возможным гомогенное распределение охлаждающего и/или смазочного средства 4 при низкой концентрации в транспортирующем потоке 17. Может производиться аэрозоль из сжатого воздуха и охлаждающего и/или смазочного средства 4. Это предпочтительно, в частности, при коротких процессах обработки резанием, например, при сверлении. В частности, такие короткие процессы обработки резанием возникают при сверлении структурных конструктивных элементов самолетов и при необходимости последующей клепке.
Кроме того, это конструктивное устройство распылительного узла 2 позволяет получить короткие периоды реакции для подключения и отключения аэрозоля в процессе обработки резанием. При впрыскивании и/или распылении охлаждающего и/или смазочного средства 4 с помощью транспортирующего потока образуется аэрозоль, который течет по проводящему каналу к месту 7 обработки, и там осуществляет охлаждение и/или смазку в процессе обработки резанием.
Под аэрозолем понимается коллоидная система из газа (здесь сжатого воздуха) с распределенными в нем мелкими твердыми и/или жидкими частичками (взвешенными веществами, здесь охлаждающим и/или смазочным средством). Здесь и предпочтительно это жидкие частички. Частички имеют предпочтительно диаметр от 10-7 до 10-3 см. Охлаждающее и/или смазочное средство имеет в этом примере осуществления и предпочтительно кинематическую вязкость 9*10-6 м2/с.
В этом примере осуществления и предпочтительно камерная система 8, которая показана на увеличенном изображении фиг. 3, имеет предпочтительно камеру 18 впрыска, во внутреннее пространство 19 которой через впрыскивающий клапан 13 впрыскивается охлаждающее и/или смазочное средство 4, и при этом камера 18 впрыска включает в себя область 14 впрыска. В этом примере осуществления камера 18 впрыска образует область 14 впрыска.
Первый поток 11 сжатого воздуха течет в этом примере осуществления по нескольким, здесь четырем, отдельным подводящим каналам 10a в распылительный узел 2. Они объединяются, здесь и предпочтительно, в распылительном узле 2, в один первый общий подводящий канал 10b. Подвод первого потока 11 сжатого воздуха к камере 18 впрыска осуществляется здесь радиально по кругу вокруг впрыскивающего клапана 13, соответственно, выпуска впрыскивающего клапана 13. Предпочтительно по меньшей мере одна из компонент направления первого потока 11 сжатого воздуха при проникновении в камеру 18 впрыска проходит в основном направлении впрыска охлаждающего и/или смазочного средства 4. Здесь первый поток 11 сжатого воздуха непосредственно перед проникновением в камеру 18 впрыска проходит по существу параллельно основному направлению впрыска охлаждающего и/или смазочного средства 4.
Впрыскивающий клапан 13 представляет собой здесь и предпочтительно впрыскивающий клапан высокого давления, в частности клапан для непосредственного впрыска бензина. Это известно из автомобильной области и надежно опробовано. Впрыскивающий клапан 13 является электрически включаемым. Здесь и предпочтительно он снабжается напряжением 48 В. Для включения и/или снабжения напряжением он имеет электрический разъем 25. Этот разъем может соединяться с системой 26 управления. Для открытия и/или закрытия впрыскивающего клапана 13 он имеет здесь и предпочтительно электромагнит 27 и/или пьезоактуатор. Посредством этого закрывающий штифт 28 движется для открытия и/или закрытия впрыскивающего клапана 13.
Здесь и предпочтительно впрыскивающий клапан 13 включается импульсно. При этом предпочтительно продолжительность открытия впрыскивающего клапана 13 короче, чем продолжительность между двумя открытиями впрыскивающего клапана 13.
Может быть, в частности, предусмотрено, чтобы для разных охлаждающих и/или смазочных средств 4 могли настраиваться различные частоты импульсов. Предпочтительно продолжительность между двумя открытиями впрыскивающего клапана 13 регулируется, в частности в зависимости от вязкости охлаждающего и/или смазочного средства. При этом продолжительность открытия впрыскивающего клапана 13 в течение одного импульса остается предпочтительно постоянной. В этом примере осуществления и предпочтительно получается количество охлаждающего и/или смазочного средства в транспортирующем потоке воздуха 29 г/ч.
Далее, камерная система 8 имеет камеру 20 распыления, во внутреннем пространстве 21 которой распыляется охлаждающее и/или смазочное средство 4. При этом внутреннее пространство 21 камеры 20 распыления образует часть внутреннего пространства 9 камерной системы. Камера 20 распыления расположена ниже по потоку от камеры 18 впрыска. В принципе, охлаждающее и/или смазочное средство 4 может распыляться уже при его впрыскивании в камеру 14 впрыска. Однако здесь и предпочтительно оно по меньшей мере продолжает распыляться в камере 20 распыления. Таким образом может получаться гомогенный аэрозоль для охлаждения и/или смазывания в процессе обработки резанием.
Чтобы дополнительно улучшить качество получаемого аэрозоля, камера 18 впрыска и камера 20 распыления могут быть отделены друг от друга форсункой 22, в частности для распыления первого потока 11 сжатого воздуха, в данном случае вместе с впрыснутым охлаждающим и/или смазочным средством 4. Здесь и предпочтительно первый поток 11 сжатого воздуха, в данном случае вместе с впрыснутым охлаждающим и/или смазочным средством 4, течет через форсунку 22 от камеры 18 впрыска в камеру 20 распыления. Впрыснутое охлаждающее и/или смазочное средство 4 вытесняется первым потоком 11 сжатого воздуха через форсуночное отверстие 23 форсунки 22. То есть первый поток 11 сжатого воздуха нагнетает впрыснутое в него охлаждающее и/или смазочное средство 4 через форсунку 22 и таким образом распыляет его. Также форсунка 22 здесь и предпочтительно имеет внутреннее пространство 24. Внутреннее пространство 24 форсунки 22, внутреннее пространство 18 камеры 18 впрыска и внутреннее пространство 21 камеры 20 распыления вместе образуют здесь и предпочтительно внутреннее пространство 9 камерной системы.
Форсуночное отверстие 23 здесь и предпочтительно выполнено по существу круглым. Однако, в принципе, оно может также иметь другую геометрию. Его максимальная проходная ширина открытия составляет здесь и предпочтительно максимум 0,5 мм, более предпочтительно максимум 0,3 мм, здесь 0,2 мм.
В этом примере осуществления охлаждающее и/или смазочное средство 4 нагнетается первым потоком 11 сжатого воздуха через форсунку 22, и охлаждающее и/или смазочное средство 4 распыляется во второй поток 16 сжатого воздуха.
Второй поток 16 сжатого воздуха течет в этом примере осуществления по нескольким, здесь четырем, вторым отдельным подводящим каналам 15a в распылительный узел 2. Эти каналы, здесь и предпочтительно, объединяются в распылительном узле 2 в один второй общий подводящий канал 15b. Подвод к камере 20 распыления осуществляется здесь радиально по кругу вокруг форсунки 22. Предпочтительно по меньшей мере одна компонента направления первого потока 11 сжатого воздуха при проникновении в камеру 20 распыления проходит в продольном направлении форсуночного отверстия 23. Здесь второй поток 11 сжатого воздуха непосредственно перед проникновением в камеру 20 распыления проходит по существу параллельно продольному направлению форсуночного отверстия 23. При созданном транспортирующем потоке 17 расход второго потока 16 сжатого воздуха здесь и предпочтительно больше расхода первого потока 11 сжатого воздуха, более предпочтительно по меньшей мере в 2 раза больше расхода первого потока 11 сжатого воздуха, более предпочтительно по меньшей мере в 5 раз больше расхода первого потока 11 сжатого воздуха, более предпочтительно в 10 раз больше расхода первого потока 11 сжатого воздуха.
На фиг.2 показана предлагаемая система 3 смазывания минимальным количеством. В этом примере осуществления она имеет описанный ранее распылительный узел 2. Кроме того, предусмотрен источник 29 охлаждающего и/или смазочного средства для снабжения впрыскивающего клапана 13 охлаждающим и/или смазочным средством 4. Охлаждающее и/или смазочное средство 4 здесь и предпочтительно является жидким. Оно предоставляется здесь и предпочтительно источником 29 охлаждающего и/или смазочного средства, имеющим давление от 50 до 250 бар, предпочтительно от 80 до 220 бар, более предпочтительно от 100 до 200 бар, более предпочтительно от 130 до 170 бар, здесь 150 бар. Такие высокие давления позволяют уже при впрыскивании в камеру 18 впрыска получать хорошее распределение охлаждающего и/или смазочного средства 4.
Далее, система 3 смазывания минимальным количеством имеет систему 30 источника сжатого воздуха для снабжения первого и/или второго подводящего канала 10, 15 сжатым воздухом. Предпочтительно предусмотрен один единственный источник сжатого воздуха для снабжения обоих подводящих каналов сжатым воздухом. Однако альтернативно систему источника сжатого воздуха могут также образовывать два отдельных источника сжатого воздуха, и первый источник сжатого воздуха снабжает первый подводящий канал сжатым воздухом, а второй источник сжатого воздуха снабжает второй подводящий канал сжатым воздухом. Сжатый воздух здесь и предпочтительно получается из окружающего воздуха.
Как показано на фиг. 2, система 3 смазывания минимальным количеством этого примера осуществления имеет источник сжатого воздуха, который предоставляет сжатый воздух для первого потока 11 сжатого воздуха и второго потока 16 сжатого воздуха. Предпочтительно здесь в подводящем трубопроводе для первого потока 11 сжатого воздуха предусмотрен дожимной компрессор 31, который повышает давление первого потока сжатого воздуха путем дожатия.
Особенно предпочтительно в первый подводящий канал 10 предоставляется сжатый воздух, имеющий более высокое давление, чем во второй подводящий канал 15. Разность предоставляемых давлений составляет здесь и предпочтительно от 2 до 8 бар, более предпочтительно от 4 до 6 бар, более предпочтительно по существу 5 бар. Предпочтительно в первый поводящий канал 10 предоставляется сжатый воздух при созданном транспортирующем потоке 17, имеющий давление от 3 до 8 бар, более предпочтительно от 4 до 7 бар, в этом примере осуществления 6 бар, и/или во второй поводящий канал 15 предоставляется сжатый воздух при созданном транспортирующем потоке 17, имеющий давление от 8 до 15 бар, более предпочтительно от 9 до 13 бар, здесь 11 бар. Предпочтительно давление первого и второго потока сжатого воздуха может настраиваться отдельно друг от друга.
Предлагаемая обрабатывающая установка 1 имеет инструмент 5 и систему 1 смазывания минимальным количеством, имеющую распылительный узел 2. Обрабатывающая установка 1 имеет шпиндель 32, имеющий приемный элемент 1a для инструмента для приема инструмента 5. Здесь обрабатывающая установка 1 имеет концевой эффектор 34, в котором расположен шпиндель 32.
При этом система источника сжатого воздуха и/или источник 29 охлаждающего и/или смазочного средства расположен здесь и предпочтительно удаленно от концевого эффектора 24.
Предпочтительно обрабатывающая установка 1 представляет собой сверлильный станок, здесь сверлильно-клепальный станок. Инструмент 5 представляет собой в этом примере осуществления сверло. Шпиндель 32 является здесь и предпочтительно составной частью сверлильного узла 33 концевого эффектора 34. Дополнительно концевой эффектор 34 может иметь клепальный узел 35 для установки заклепочных элементов в просверленное с помощью сверлильного узла 33 отверстие.
Далее, обрабатывающая установка 1 имеет систему 26 управления для управления обрабатывающей установкой 1 и системой 3 смазывания минимальным количеством и тем самым процессом обработки резанием. Здесь и предпочтительно система 26 управления имеет управление обрабатывающей установки и в данном случае управление системы смазывания минимальным количеством. Управление обрабатывающей установки представляет собой предпочтительно управление на основе ПЛК. Оно управляет процессом обработки резанием. Управление системы смазывания минимальным количеством получает здесь и предпочтительно от управления обрабатывающей установки параметры охлаждающего и/или смазочного средства. В зависимости от этих параметров осуществляется управление системой 3 смазывания минимальным количеством, в частности распылительным узлом 2 системы 3 смазывания минимальным количеством, в частности введением охлаждающего и/или смазочного средства 4, а также транспортирующим потоком 17.
Как показано на фиг. 1, распылительный узел 2 расположен здесь и предпочтительно вне шпинделя 32. Это необходимо, в частности, при маленьких и компактных шпинделях 32. Расположение распылительного узла 2 внутри шпинделя 32 здесь чаще всего невозможно по условиям конструктивного пространства. Проводящий канал 12 проходит здесь от распылительного узла 2 через шпиндель 32 и инструмент 5 к месту 7 обработки.
Распылительный узел 2 расположен в направлении течения транспортирующего потока 17 перед шпинделем 32. Предпочтительно путь W течения от распылительного узла 2 до шпинделя 32 составляет меньше 50 см, более предпочтительно меньше 20 см, более предпочтительно меньше 10 см. Чем ближе распылительный узел 2 находится к шпинделю 32, тем более короткие латентные периоды могут достигаться для подключения и отключения аэрозоля.
Предпочтительно ось S шпинделя пересекает впрыскивающий клапан 13 и/или форсунку 22, более предпочтительно ось S шпинделя расположена коаксиально средней оси ME впрыскивающего клапана и/или средней оси MD форсуночного отверстия 23 форсунки 22. Это позволяет получить особенно хорошее направление аэрозоля в проводящем канале. Альтернативно ось S шпинделя и средняя ось ME и/или средняя ось MD могут быть также расположены не коаксиально. Предпочтительно тогда они выполнены параллельно друг другу, или точка их пересечения предпочтительно расположена, будучи удалена максимум на 20 см, более предпочтительно максимум на 10 см, от распылительного узла.
Ниже необходимо более подробно описать процесс обработки резанием. Особенно предпочтительно, чтобы до или во время процесса обработки резанием создавался транспортирующий поток 17, и в созданный транспортирующий поток 17 вводилось охлаждающее и/или смазочное средство 4, образуя с транспортирующим потоком 17 аэрозоль.
Аэрозоль может затем особенно простым образом транспортироваться транспортирующим потоком к месту 7 обработки. Создание транспортирующего потока 17 перед впрыскиванием охлаждающего и/или смазочного средства позволяет получить очень точное управление добавлением охлаждающего и/или смазочного средства, а также его транспортировкой к месту 7 обработки и вместе с тем очень точное управление охлаждением, соответственно, смазкой. Благодаря этому небольшие количества охлаждающего и/или смазочного средства 4 могут применяться точно в те моменты времени, в которые охлаждающее и/или смазочное средство 4 действительно нужно или дает преимущество.
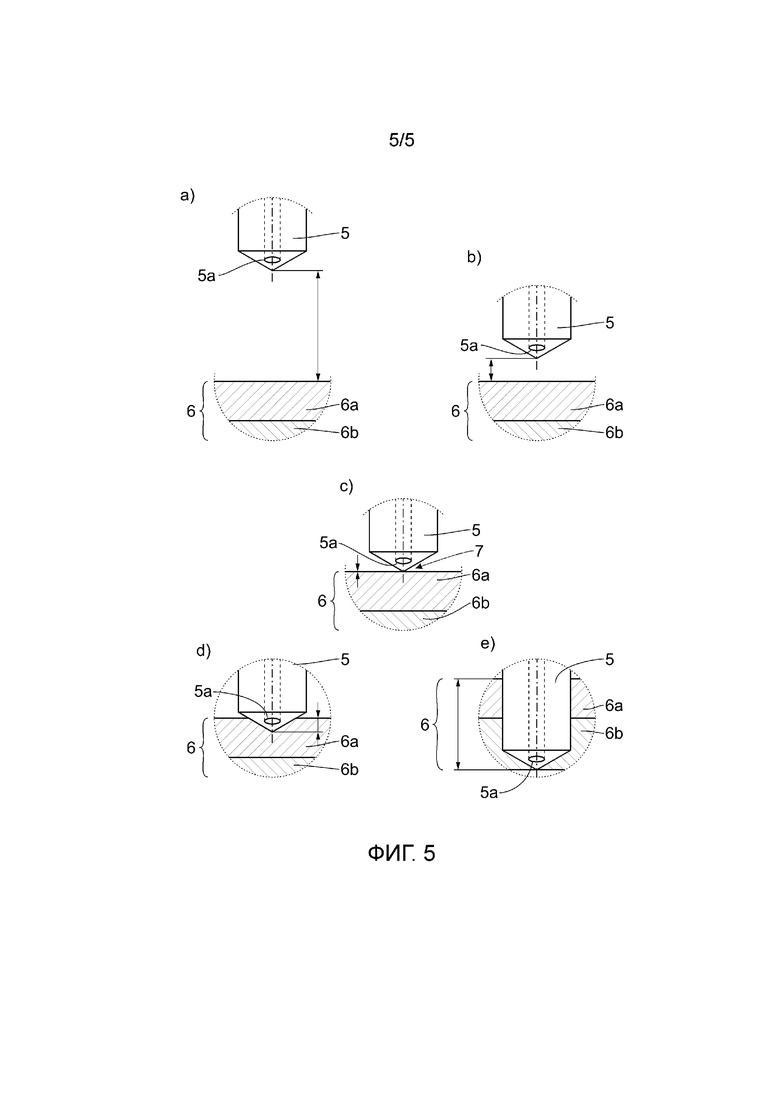
В этом примере осуществления охлаждающее и/или смазочное средство 4 вводится только после образования постоянного транспортирующего потока 17. То есть тогда, когда образовался квази стационарный транспортирующий поток 17. Это позволяет очень точно определять промежуток времени, после которого аэрозоль после включения впрыскивающего клапана 13 для впрыскивания охлаждающего и/или смазочного средства 4 выходит из указанного по меньшей мере одного выходного отверстия 5a инструмента 5. Особенно предпочтительно охлаждающее и/или смазочное средство 4 вводится в транспортирующий поток 17 таким образом, что аэрозоль выходит из указанного по меньшей мере одного выходного отверстия 5a только после погружения, в частности полного погружения по меньшей мере одного выходного отверстия 5a инструмента 5a в заготовку 6.
Процесс обработки резанием, в примере осуществления фиг. 4 процесс сверления, начинается здесь и предпочтительно с загрузки параметров обработки резанием для предстоящего процесса обработки резанием (A2: начало процесса обработки резанием).
Параметры обработки резанием могут быть, например, применяемой заготовкой 5 и/или геометрией снятия стружки, здесь, например, геометрическими данными сверленого отверстия, и/или начальным положением и/или подачей заготовки и/или частотой вращения шпинделя и/или параметрами заготовки, такими как, например, состав материала заготовки и/или геометрия заготовки и/или ориентация заготовки, и/или параметрами охлаждающего и/или смазочного средства. Предпочтительно, здесь и предпочтительно путем и/или с помощью передачи по меньшей мере одного параметра охлаждающего и/или смазочного средства, начинается процесс охлаждения и/или смазки посредством системы 3 смазывания минимальным количеством (B1: передача параметров охлаждающего и/или смазочного средства). Этот процесс более точно описывается ниже. После загрузки параметров обработки резанием инструмент 5 здесь и предпочтительно перемещается в начальное положение (A3: перемещение в начальное положение).
Под начальным положением здесь и предпочтительно понимается положение, из которого в режиме обработки запускается инструмент 5 для снятия стружки, сравн. фиг. 5a). Начальное положение принимается, как правило, ускоренным ходом, предпочтительно со следующим непосредственно после него точным позиционированием. Во время перемещения ускоренным ходом и во время последующего точного позиционирования обрабатывающая установка 1 находится в режиме позиционирования.
В примере осуществления фиг. 4 теперь активируются параметры обработки резанием для процесса обработки резанием, в частности ближайший пласт заготовки 6. Здесь и предпочтительно шпиндель 32 ускоряется до частоты вращения шпинделя, и для инструмента 5 активируется профиль перемещения при подаче (A4: активирование параметров обработки резанием).
После этого следует снятие стружки (резка) в процессе обработки резанием. Здесь осуществляется сверление до конца пласта заготовки 6 (A6: сверление до конца пласта). Когда конец пласта заготовки 6 достигнут (A6: конец пласта достигнут?), производится запрос, имеет ли заготовка 6 следующий пласт (A7: другой пласт). Если она имеет следующий пласт, для этого следующего пласта активируются параметры обработки резанием, и поэтому для активирования параметров обработки резанием происходит переход назад (этап A4). Поэтому для следующего пласта, в частности в систему 3 смазывания минимальным количеством, могут снова передаваться параметры охлаждающего и/или смазочного средства. Тогда процесс охлаждения и/или смазки соответственно адаптируется. Если заготовка 6 не имеет следующего пласта, процесс охлаждения и/или смазки заканчивается в соответствии с программой прекращения (B8-B10).
После этого здесь и предпочтительно осуществляется запрос, должна ли проводиться операция зенковки (A8: операция зенковки?) Если это так, следует программа зенковки. Если это не так, инструмент 5 отводится от заготовки 6, здесь сверло выводится из сверленого отверстия (A11: вывод инструмента). На этом изготовление отверстия завершено, и процесс обработки резанием закончен (A12: конец процесса обработки резанием).
Если должна проводиться еще одна операция зенковки, запускается ускоренный ход (то есть дальнейшая подача с повышенной скоростью подачи) для входа зенкера, и начинается операция зенковки. Зенковка осуществляется зенковочным участком 5b инструмента 5. Здесь и предпочтительно ускоренный ход для входа зенкера инициирует процесс охлаждения и/или смазки при зенковке (A9: ускоренный ход для входа зенкера). Охлаждение и/или смазывание при операции зенковки осуществляется здесь и предпочтительно посредством внешнего смазывания минимальным количеством. Здесь и предпочтительно система 3 смазывания минимальным количеством имеет внешний распылительный узел 36, который расположен вне шпинделя 32 и внешний проводящий канал 37 которого ведет мимо шпинделя 32 к месту 7 обработки. Предпочтительно внешний распылительный узел 36 имеет те же признаки, что и внутренний распылительный узел 6. Предпочтительно они одинаковы по конструкции.
Могут также передаваться параметры охлаждения и/или смазки для внешнего смазывания минимальным количеством (C: внешнее смазывание минимальным количеством). Когда операция зенковки выполнена (A10: конец операции зенковки), инструмент 5, как уже описано, выводится из сверленого отверстия (A11: вывод инструмента) и процесс обработки резанием заканчивается (A12: конец процесса обработки резанием).
Процесс охлаждения и/или смазки выполняется здесь во время процесса обработки резанием следующим образом.
Здесь и предпочтительно путем передачи по меньшей мере одного параметра охлаждения и/или смазки внутри системы 26 управления начинается процесс охлаждения и/или смазки (B1: передача параметров охлаждения и/или смазки).
Тем самым активируется, в частности внутреннее, снабжение смазочным средством. Под внутренним снабжением смазочным средством здесь и предпочтительно следует понимать систему 3 смазывания минимальным количеством, имеющую распылительный узел 2, который снабжает место 7 обработки с помощью инструмента 5 охлаждающим и/или смазочным средством 4 (B2: активирование внутреннего смазывания минимальным количеством).
Предпочтительно теперь производятся настройки транспортирующего потока 17 и/или первого потока 11 сжатого воздуха и/или второго потока 16 сжатого воздуха (B3: настройка транспортирующего потока). Эти настройки базируются здесь и предпочтительно на переданных параметрах охлаждения и/или смазки.
Оказалось предпочтительным, когда система 26 управления в момент времени включения транспортирующего воздуха производит создание транспортирующего потока 17, в частности путем включения клапанной системы 38 сжатого воздуха, базирующегося на предопределенном событии, на событии транспортирующего воздуха, процесса обработки резанием, или для прогнозируемого предопределенного будущего события, прогнозируемого события транспортирующего воздуха, процесса обработки резанием. Тем самым создание транспортирующего потока 17 может особенно хорошо и точно включаться по требованию в процессе обработки резанием.
Событие транспортировки или прогнозируемое событие транспортировки может быть предопределенным временным и/или геометрическим удалением инструмента 5 от (относительно) заготовки 6 и/или первым контактом инструмента 5 с заготовкой 6 и/или непосредственно предстоящим погружением указанного по меньшей мере одного выходного отверстия инструмента 5 в заготовку 6 и/или достижением предопределенной глубины погружения выходного отверстия 5a инструмента 5 в заготовку 6 и/или полным погружением указанного по меньшей мере одного выходного отверстия 5a инструмента 5 в заготовку 6.
В примере осуществления фиг. 4 событие транспортирующего воздуха является достижением предопределенного временного удаления инструмента 5 от заготовки 6 (B4: достижение предопределенного удаления инструмента от заготовки). Это соответствует относительному положению инструмента 5 и заготовки 6 на фиг. 5b. Здесь в качестве события транспортирующего воздуха предусмотрено достижение временного удаления инструмента 5, здесь острия сверла, от заготовки 6 в 50 мс. Это временное удаление легко определимо по известной подаче. При наступлении этого события создается транспортирующий поток (B5: создание транспортирующего потока). Создание транспортирующего потока продолжается от 15 до 40 мс, предпочтительно от 20 до 30 мс, здесь 25 мс.
Дополнительно или альтернативно здесь и предпочтительно предусмотрено, что система 26 управления в момент времени включения впрыска производит включение впрыскивающего клапана 13 для введения охлаждающего и/или смазочного средства 4 в транспортирующий поток 17, базируясь на предопределенном событии, событии впрыска, процесса обработки резанием, или прогнозируемом предопределенном будущем событии, прогнозируемом событии впрыска, процесса обработки резанием. На этой базе, особенно точно согласованным с процессом обработки резанием и положением инструмента 5 образом, охлаждающее и/или смазочное средство 4 может транспортироваться к месту 7 обработки. Момент времени включения транспортирующего воздуха опережает здесь момент времени включения впрыска. Предпочтительно момент времени включения транспортирующего воздуха по меньшей мере на 10-500 мс, более предпочтительно на 12-200 мс, более предпочтительно на 15-100 мс, более предпочтительно на 18-50 мс, здесь на 25 мс, опережает момент времени включения впрыска.
Событие впрыска или прогнозируемое событие впрыска может быть предопределенным временным и/или геометрическим удалением инструмента 5 от заготовки 6 и/или первым контактом инструмента 5 с заготовкой 6 и/или непосредственно предстоящим погружением указанного по меньшей мере одного выходного отверстия 5a инструмента 5 в заготовку 6 и/или достижением предопределенной глубины погружения выходного отверстия 5a инструмента 5 в заготовку 6 и/или полным погружением указанного по меньшей мере одного выходного отверстия 5a инструмента 5 в заготовку 6.
Здесь и предпочтительно событие впрыска является первым контактом инструмента 5, здесь сверла, с заготовкой 6, то есть попадание острия сверла на заготовку 6 (B6: контакт инструмента с заготовкой). Это показано на фиг. 5c. Включение впрыскивающего клапана 13 для впрыскивания охлаждающего и/или смазочного средства 4 осуществляется в этот момент времени, и охлаждающее и/или смазочное средство впрыскивается (B7: впрыскивание охлаждающего и/или смазочного средства). Время между включением впрыскивающего клапана 13 и выходом охлаждающего и/или смазочного средства 4 составляет предпочтительно максимум 15 мс, здесь максимум 10 мс.
Эти события (событие транспортирующего воздуха, прогнозируемое событие транспортирующего воздуха, событие впрыска, прогнозируемое событие впрыска) служат здесь, так сказать, триггерами, соответственно, прогнозируемыми триггерами для создания транспортирующего потока 17, соответственно, включения впрыскивающего клапана 13 для начала впрыскивания охлаждающего и/или смазочного средства 4.
Здесь и предпочтительно, как следует из вышестоящего пояснения, событие впрыска, соответственно, прогнозируемое событие впрыска и событие транспортирующего воздуха, соответственно, прогнозируемое событие транспортирующего воздуха определены различным образом. Однако оба они могут быть также определены одинаково, причем тогда предусмотрен некоторый, в частности предопределенный, временной сдвиг между моментом времени включения транспортирующего воздуха и моментом времени включения впрыска.
Предпочтительно охлаждающее и/или смазочное средство 4 вводится в транспортирующий поток 17 таким образом, что аэрозоль только после погружения, в частности полного погружения, по меньшей мере одного выходного отверстия 5a инструмента 5 в заготовку 6 выходит из указанного по меньшей мере одного выходного отверстия 5a. В этом примере осуществления введение осуществляется таким образом, что аэрозоль только после полного погружения всех выходных отверстий инструмента 5 выходит из указанного по меньшей мере одного выходного отверстия 5a. Соответствующее относительное положение показано на фиг. 5d.
Однако может быть также предусмотрено, чтобы событие включения было более специфически согласовано с заготовкой 6, соответственно, относительным положением между заготовкой 6 и инструментом 5.
В рамках этого способа может определяться латентный период между включением впрыскивающего клапана 13 и выходом аэрозоля из выходного отверстия 5a инструмента 5. Например, он может измеряться и предпочтительно сохраняться в памяти в системе 26 управления. Но он может, например, также определяться системой 26 управления, в частности рассчитываться.
В частности, для разных инструментов 6 могут определяться разные латентные периоды. Предпочтительно система 26 управления определяет латентный период, базируясь на некотором значении, специфическом для обрабатывающей установки, и некотором значении, специфическом для инструмента, и в данном случае некотором значении, специфическом для охлаждающего и/или смазочного средства.
Предпочтительно латентный период меньше или равен 50 мс, предпочтительно меньше или равен 40 мс, более предпочтительно меньше или равен 30 мс.
Для введения охлаждающего и/или смазочного средства 4 осуществляется управление его выходом из впрыскивающего клапана 13. Одновременно или после выхода охлаждающего и/или смазочного средства 4 из впрыскивающего клапана 13 охлаждающее и/или смазочное средство распыляется. Это осуществляется здесь и предпочтительно посредством форсунки 22. Она расположена предпочтительно ниже по потоку, в частности отдельно, от впрыскивающего клапана 13 в распылительном узле 2. Перед этим охлаждающее и/или смазочное средство 4 может уже частично распыляться через впрыскивающий клапан 13 при выходе из него.
Как показано на фиг. 5 и поясняется ниже, аэрозоль получается путем впрыскивания охлаждающего и/или смазочного средства 4 в первый поток 11 сжатого воздуха, в частности посредством впрыскивающего клапана 13 и предпочтительно путем распыления сжатой воздушной смеси впрыснутого охлаждающего и/или смазочного средства 4 и первого потока 11 сжатого воздуха, в частности посредством форсунки 22. Первый поток 11 сжатого воздуха и второй поток 16 сжатого воздуха образуют затем здесь и предпочтительно, в данном случае вместе с впрыснутым и/или распыленным охлаждающим и/или смазочным средством 4, транспортирующий поток 17.
Охлаждающее и/или смазочное средство 4 добавляется импульсно, в частности посредством впрыскивающего клапана 13 и в данном случае форсунки 22, для образования аэрозоля в созданный транспортирующий поток 17. Во время импульсного добавления охлаждающего и/или смазочного средства 4 продолжительность открытия впрыскивающего клапана 13 здесь и предпочтительно короче продолжительности между двумя открытиями впрыскивающего клапана 13. Для впрыскивания охлаждающего и/или смазочного средства 4 впрыскивающий клапан 13 предпочтительно включается с частотой включения от 5 до 100 Гц, предпочтительно 10-50 Гц, здесь 35 Гц. Продолжительность открытия впрыскивающего клапана 13 составляет предпочтительно меньше 10 мс, более предпочтительно меньше 2 мс, более предпочтительно меньше 1 мс, более предпочтительно меньше 0,5 мс, более предпочтительно меньше 0,4 мс, в этом примере осуществления 0,37 мс.
Предпочтительно, в частности оператор, может настраивать и/или параметрировать систему 3 смазывания минимальным количеством для заготовки 6, в частности для каждого пласта (слоя) заготовки 6, в процессе обработки резанием. При этом для разных пластов, в частности каждого пласта, заготовки 6 может адаптироваться охлаждение и/или смазка. Настройка и/или параметрирование осуществляется здесь и предпочтительно перед началом процесса обработки резанием.
Пласт заготовки 6 может образовываться какой-либо частью 6a, 6b заготовки. В этом случае система 3 смазывания минимальным количеством может настраиваться и/или параметрироваться для каждой части 6a, 6b заготовки.
Дополнительно или альтернативно заготовка 6, в частности часть 6a, 6b заготовки, может состоять из нескольких пластов. Это может быть, например, послойно построенная гибридная заготовка. Тогда каждый слой заготовки 6, соответственно, части 6a, 6b заготовки может образовывать один пласт заготовки 6.
Предпочтительно транспортирующий поток 17, в частности давление первого потока 11 сжатого воздуха и/или второго потока 16 сжатого воздуха, и применяемое количество охлаждающего и/или смазочного средства, может настраиваться и/или параметрироваться, в частности оператором. Настройка и/или параметрирование осуществляется здесь и предпочтительно перед началом процесса обработки резанием. Здесь и предпочтительно оператором параметрируется, прежде всего, давление второго потока 16 сжатого воздуха, и система 26 управления, в частности управление системы смазывания минимальным количеством, базируясь на этом параметрировании второго потока 16 сжатого воздуха, настраивает первый и второй поток 11, 16 сжатого воздуха. Дополнительно или альтернативно оператор может параметрировать количество смазочного средства. Здесь и предпочтительно система 26 управления, в частности управление системы смазывания минимальным количеством, базируясь на параметрировании количества смазочного средства, может настраивать давление охлаждающего и/или смазочного средства 4 и/или включение впрыскивающего клапана 13. Настройка включения впрыскивающего клапана 13 осуществляется здесь и предпочтительно путем определения частоты включения и/или продолжительности открытия и/или переходного процесса, который описывает флаттерный статус клапана.
Предпочтительно в процессе обработки резанием для первого пласта заготовки 6 охлаждение и/или смазка настраивается иначе, чем для второго пласта заготовки 6. Дополнительно или альтернативно введение охлаждающего и/или смазочного средства 4 для отдельных пластов заготовки 6 может отменяться, в частности, когда эти пласты из волокнистого композитного материала, в частности упрочненного углеродным волокном полимерного материала (CFK).
Предпочтительно система 26 управления предусматривает различные продолжительности открытия впрыскивающего клапана 13 в зависимости от вязкости применяемого в данный момент охлаждающего и/или смазочного средства.
Как также явствует из фиг. 5, при окончании процесса обработки резанием сначала прекращается введение охлаждающего и/или смазочного средства в транспортирующий поток 17, а после этого прекращается транспортирующий поток 17. Предпочтительно прекращение введения охлаждающего и/или смазочного средства 4 осуществляется вместе с начинающимся выходом инструмента 5 из заготовки 6 и/или полным протыканием инструментом 5, здесь сверлильной головкой, заготовки 6 и/или достижением некоторого предопределенного относительного положения инструмента 5 относительно заготовки 6.
Прекращение введения охлаждающего и/или смазочного средства 4 осуществляется в этом примере осуществления и предпочтительно вместе с достижением конца пласта, в частности конца последнего пласта, заготовки 6 (B8: прекращение впрыскивания). Это относительное положение инструмента 5 и заготовки 6 показано на фиг. 5e. Предпочтительно после прекращения введения охлаждающего и/или смазочного средства 4 в транспортирующий поток 17 транспортирующий поток 17 прекращается только после некоторого, в частности предопределенного, времени (B9: ожидание предопределенного времени; B10: прекращение транспортирующего потока). Таким образом, большая часть аэрозоля, который еще находится в проводящем канале 12, может еще транспортироваться из этого канала. Здесь и предпочтительно время от прекращения введения охлаждающего и/или смазочного средства 4 в транспортирующий поток 17 до прекращения транспортирующего потока 17 составляет предпочтительно от 50 до 500 мс, более предпочтительно от 200 до 300 мс, здесь 250 мс.
В этом примере осуществления процесс обработки резанием является процессом сверления первого сверленого отверстия. После этого процесса сверления может проводиться следующий процесс сверления второго сверленого отверстия, в частности на той же самой заготовке 6. Здесь и предпочтительно между двумя процессами сверления транспортирующий поток 17 останавливается и начинается вновь, при этом до или во время второго процесса сверления как следующего процесса обработки резанием создается транспортирующий поток, и в этот созданный по меньшей мере в области 14 впрыска транспортирующий поток 17 через впрыскивающий клапан 13 вводится охлаждающее и/или смазочное средство 4, образуя с транспортирующим потоком 17 аэрозоль. Предпочтительно между двумя процессам сверления в первое сверленое отверстие обрабатывающей установкой 1 вставляется заклепочный элемент. Путем отключения может экономиться энергия. Кроме того, избегают выдувания прилипающих в проводящем канале 12 остатков охлаждающего и/или смазочного средства во время вставления заклепочного элемента.
Группа изобретений относится к области обработки материалов и может быть использована в распылительных системах для охлаждения и/или смазывания зоны резания в процессе обработки. Распылительный узел (2) имеет систему (8) камер с внутренним пространством (9) камерной системы, по меньшей мере один первый подводящий канал (10) для подвода первого потока (11) сжатого воздуха через внутреннее пространство (9) камерной системы к проводящему каналу (12) и впрыскивающий клапан (13) для впрыскивания охлаждающего и/или смазочного средства (4) в область (14) впрыска в первый поток (11) сжатого воздуха во внутреннем пространстве (9) камерной системы. Распылительный узел (2) имеет по меньшей мере один второй подводящий канал (15) для подвода второго потока (16) сжатого воздуха через внутреннее пространство (9) камерной системы к проводящему каналу (12), при этом распылительный узел (2) выполнен таким образом, что второй поток (16) сжатого воздуха ниже по потоку от области (14) впрыска объединяется с первым потоком (11) сжатого воздуха и при необходимости впрыснутым в первый поток (11) сжатого воздуха охлаждающим и/или смазочным средством (4) в один транспортирующий поток (17) для транспортировки впрыснутого охлаждающего и/или смазочного средства (4), после чего транспортирующий поток (17) направляется по проводящему каналу (12) в зону обработки. Предложены соответствующие система и способ получения аэрозольного средства для распыления, а также обрабатывающая установка. Использование изобретений позволяет повысить качество получаемого аэрозольного средства и ускорить процесс изменений параметров распыления. 3 н. и 12 з.п. ф-лы, 5 ил.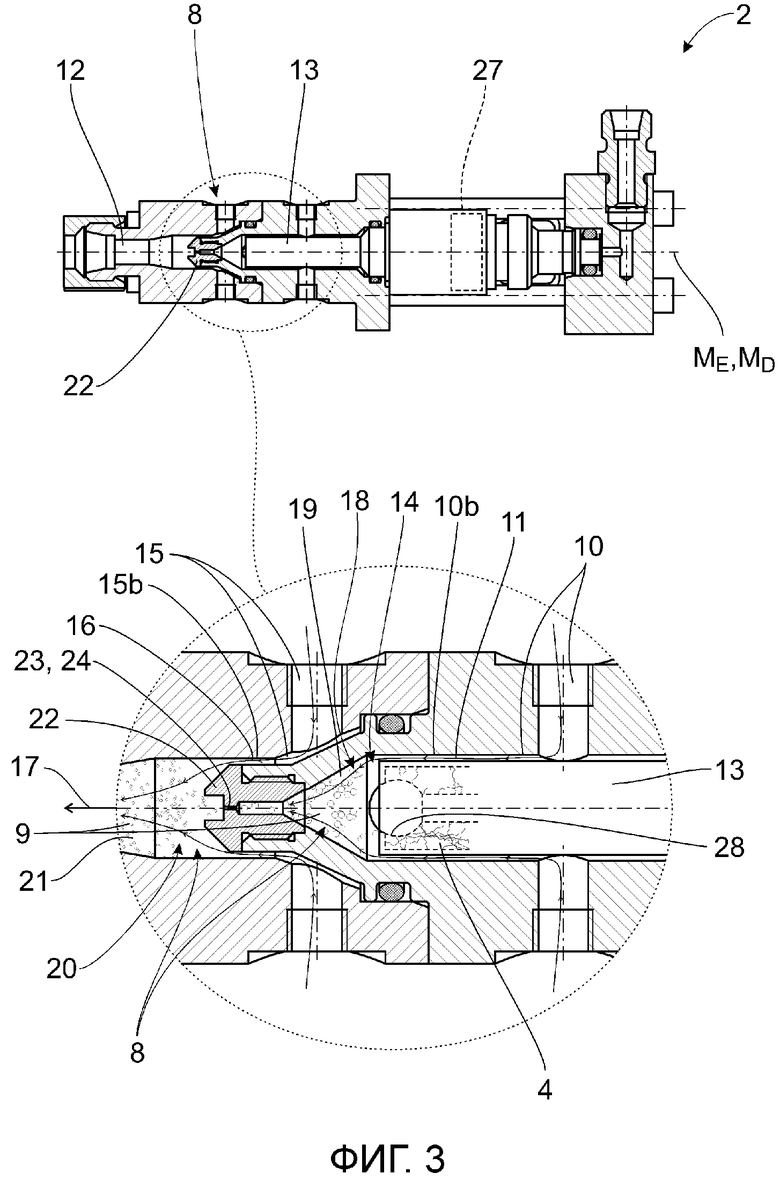
1. Способ получения аэрозольного охлаждающего и/или смазывающего средства для распыления в месте (7) обработки резанием заготовки (6) инструментом (5), при котором
используют распылительный узел (2), имеющий камерную систему (8) с внутренним пространством (9), по меньшей мере один первый подводящий канал (10) для подвода первого потока (11) сжатого воздуха, соединенный через внутреннее пространство (9) камерной системы (8) с проводящим каналом (12), по меньшей мере один второй подводящий канал (15) для подвода второго потока (16) сжатого воздуха, соединенный через внутреннее пространство (9) камерной системы (8) с проводящим каналом (12), и впрыскивающий клапан (13) для впрыскивания охлаждающего и/или смазочного средства (4) в область (14) впрыска в первый поток (11) сжатого воздуха во внутреннем пространстве (9) камерной системы (8), причем упомянутые соединения первого подводящего канала (10) и второго подводящего канала (15) с проводящим каналом (12) выполнены с возможностью объединения второго потока (16) сжатого воздуха, первого потока (11) сжатого воздуха и впрыснутого в первый поток (11) сжатого воздуха охлаждающего и/или смазочного средства (4) ниже по потоку от области (14) впрыска в один транспортирующий поток (17), направляемый в проводящий канал (12),
первый поток (11) сжатого воздуха направляют по первому подводящему каналу (10) через внутреннее пространство (9) камерной системы (8) к проводящему каналу (12),
охлаждающее и/или смазочное средство (4) через впрыскивающий клапан (13) впрыскивают в область (14) впрыска внутреннего пространства (9) камерной системы (8) в первый поток (11) сжатого воздуха,
второй поток (16) сжатого воздуха направляют по второму подводящему каналу (15) через внутреннее пространство (9) камерной системы (8) к проводящему каналу (12), при этом
второй поток (16) сжатого воздуха, первый поток (11) сжатого воздуха и впрыснутое в первый поток (11) сжатого воздуха охлаждающее и/или смазочное средство (4) объединяют ниже по потоку от области (14) впрыска в один транспортирующий поток (17) и по проводящему каналу (12) направляют к месту (7) обработки заготовки.
2. Способ по п. 1, отличающийся тем, что
камерную систему (8) распылительного узла (2) выполняют с камерой (18) впрыска, во внутреннее пространство (19) которой через впрыскивающий клапан (13) впрыскивают охлаждающее и/или смазочное средство (4), при этом камера (18) впрыска включает в себя область (14) впрыска, а внутреннее пространство (19) камеры (18) впрыска образует часть внутреннего пространства (9) камерной системы (8),
и/или
камерную систему (8) выполняют с камерой (20) распыления, соединенной с проводящим каналом (12) и во внутреннее пространство (21) которой распыляют охлаждающее и/или смазочное средство (4), при этом внутреннее пространство (21) камеры (20) распыления образует часть внутреннего пространства (9) камерной системы (8), причем
предпочтительно, что камера (20) распыления расположена ниже по потоку от камеры (18) впрыска.
3. Способ по п. 2, отличающийся тем, что между камерой (18) впрыска и камерой (20) распыления устанавливают форсунку (22) для распыления, через которую первый поток (11) сжатого воздуха вместе с впрыснутым в него охлаждающим и/или смазочным средством (4), подают от камеры (18) впрыска в камеру (20) распыления, более предпочтительно, что первый поток (11) сжатого воздуха посредством форсунки (22) нагнетает впрыснутое в него охлаждающее и/или смазочное средство (4) и распыляет его во второй поток (16) сжатого воздуха в камере (20) распыления.
4. Способ по п. 3, отличающийся тем, что ширина открытия проходного отверстия (23) форсунки (22) составляет максимум 0,5 мм, предпочтительно максимум 0,3 мм, более предпочтительно максимум 0,2 мм.
5. Способ по любому из пп. 1-4, отличающийся тем, что в качестве впрыскивающего клапана (13) используют клапан на давление до 250 бар.
6. Способ по любому из пп. 1-5, отличающийся тем, что впрыскивающий клапан (13) для подачи охлаждающего и/или смазочного средства (4) включают импульсно, причем предпочтительно, что продолжительность открытия впрыскивающего клапана (13) короче, чем продолжительность между двумя его открытиями.
7. Способ по любому из пп. 1-6, отличающийся тем, что охлаждающее и/или смазочное средство (4) подают к впрыскивающему клапану (13) под давлением от 50 до 250 бар, предпочтительно под давлением от 80 до 220 бар, более предпочтительно от 100 до 200 бар, более предпочтительно от 130 до 170 бар и более предпочтительно 150 бар.
8. Способ по любому из пп. 1-7, отличающийся тем, что давление первого потока (11) сжатого воздуха, который направляют по первому подводящему каналу (10), создают более высоким, чем давление второго потока (16), который направляют по второму подводящему каналу (15), на величину от 2 до 8 бар.
9. Система (3) для получения аэрозольного охлаждающего и/или смазывающего средства, распыляемого в месте (7) обработки резанием заготовки (6) инструментом (5), с использованием способа по любому из пп. 1-8, содержащая
упомянутый распылительный узел (2), источник (29) охлаждающего и/или смазочного средства (4) для снабжения впрыскивающего клапана (13) охлаждающим и/или смазочным средством (4) и систему (30) источника сжатого воздуха для снабжения первого и/или второго подводящего канала (10, 15) сжатым воздухом.
10. Система (3) по п. 9, отличающаяся тем, что источник (29) охлаждающего и/или смазочного средства (4) обеспечивает возможность предоставления охлаждающего и/или смазочного средства (4) с давлением от 50 до 250 бар, предпочтительно от 80 до 220 бар, более предпочтительно от 100 до 200 бар, более предпочтительно от 130 до 170 бар, более предпочтительно 150 бар.
11. Обрабатывающая установка для обработки резанием заготовки (6), содержащая инструмент (5) и систему (3) по п. 9 или 10.
12. Обрабатывающая установка по п. 11, отличающаяся тем, что она имеет шпиндель (32) с приемным элементом (1a) для инструмента (5), а проводящий канал (12) проходит от распылительного узла (2) через шпиндель (32) и инструмент (5) к месту (7) обработки, в частности, прямо.
13. Обрабатывающая установка по п. 11 или 12, отличающаяся тем, что распылительный узел (2) расположен в направлении течения транспортирующего потока (17) перед шпинделем (32), предпочтительно, что путь (W) течения потока (17) от распылительного узла (2) до шпинделя (32) составляет меньше 50 см, предпочтительно меньше 20 см, более предпочтительно меньше 10 см.
14. Обрабатывающая установка по любому из пп. 11-13, отличающаяся тем, что она выполнена в виде сверлильного станка, в частности сверлильно-клепального станка, а инструмент (5) выполнен в виде сверла.
15. Обрабатывающая установка по одному из пп. 11-14, отличающаяся тем, что она имеет концевой эффектор (34), в котором расположен шпиндель (32), а источник (30) сжатого воздуха и/или источник (29) охлаждающего и/или смазочного средства (4) расположен удаленно от концевого эффектора (34).
| Способ получения иодбензола | 1974 |
|
SU535271A1 |
| УСТРОЙСТВО ДЛЯ ПОДВОДА СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1999 |
|
RU2164850C1 |
| МАШИНА ДЛЯ ПОСАДКИ ЛЕСА ПО ПЛАСТАМ НА НЕРАСКОРЧЕВАННЫХ ВЫРУБКАХ С ИЗБЫТОЧНЫМ | 0 |
|
SU174875A1 |
| СПОСОБ ОХЛАЖДЕНИЯ И СМАЗКИ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2011 |
|
RU2524871C2 |
| DE 29724651 U1, 14.08.2002 | |||
| DE 202009017656 U1, 16.06.2011 | |||
| DE 10310118 A1, 16.09.2004. | |||
