Изобретение относится к сельскохозяйственному машиностроению, в частности, к рабочим органам почвообрабатывающих машин, и может быть использовано при изготовлении и восстановлении рабочих органов почвообрабатывающих машин, подвергающихся абразивному изнашиванию.
Известен способ упрочнения стрельчатой лапы, предусматривающий нанесение наплавкой на поверхность рабочей части стрельчатой лапы износостойкого материала в виде вплавленных в ее материал групп центральных и боковых эллипсоидных полусфер (Патент RU 2754568 С1; МПК В23Р 6/00, B23K 9/04, А01В 15/04; опубл. 03.09.2021, бюл. №25).
Первым недостатком известного способа является то, что при наплавке в носовой части культиваторной лапы центральных эллипсоидных полусфер без соблюдения необходимых соотношений их размеров и толщины основания культиваторной лапы происходит перегрев материала лапы с накоплением в нем внутренних механических напряжений, приводящих к изгибанию и дальнейшему излому носовой части культиваторной лапы при внедрении ее в обрабатываемую почву. Вторым недостатком является то, что при обработке супесчаных почв происходит интенсивное изнашивание рабочих частей культиваторных лап в средней зоне их крыльев из-за прохода по ним значительного количества абразивных почвенных частиц, что приводит к ускоренному изменению первоначальной геометрической формы рабочих частей в указанных местах, и, как следствие, быстрой потере работоспособности культиваторных лап.
Наиболее близким по технической сущности является способ нанесения износостойких покрытий на рабочую поверхность деталей почвообрабатывающих машин, при котором на рабочую поверхность детали почвообрабатывающей машины, в частности, на рабочую поверхность стрельчатой лапы, наносят дуговую наплавку из износостойкого материла, причем наплавку выполняют вдоль линий армирования в виде точек износостойкого материала толщиной слоя 0,8-2,0 мм, расположенных на расстоянии друг от друга, обеспечивающем перекрытие промежутков основного металла между соседними точками в направлении перемещения рабочей поверхности детали (патент RU 2464358 С1; МПК С23С 26/00, B23K 9/04, С23С 4/12; опубл. 20.10.2012, бюл. №29).
Недостатком данного способа является то, что наплавку выполняют на внутренней рабочей поверхности крыльев лапы, что приводит к высокой скорости изнашивания основного металла в области наибольшей интенсивности трения внешней рабочей поверхности с почвой, образованию ступенчатого износа в переходной зоне (зоне термического влияния), увеличению толщины острой кромки крыльев лапы, скруглению носка лапы и, как следствие, повышению тягового сопротивления, особенно на почвах, имеющих высокую вязкость.
В основу предлагаемого изобретения поставлена техническая задача создания нового способа комбинированного упрочнения стрельчатой лапы с достижением технического результата - повышения износостойкости внутренних и внешних почворежущих поверхностей стрельчатых лап путем снижения скорости изнашивания основного металла на внутренней и внешней рабочих поверхностях носка с сохранением его исходной формы, а также на внешней рабочей поверхности боковых крыльев и обеспечения при их эксплуатации эффекта самозатачивания рабочей части с оптимальными параметрами, способствующей минимальному сопротивлению при обработке почвы.
Поставленная задача решается за счет того, что в предлагаемом комбинированном способе упрочнения стрельчатой лапы осуществляется дуговая наплавка внутренней рабочей поверхности вдоль линий армирования износостойким материалом большей плотности, чем основной металл стрельчатой лапы, в виде точек износостойкого материала, при этом согласно изобретению на внутренней рабочей поверхности носка в точке пересечения граничных линий внутренней режущей кромки твердый износостойкий материал наносят в виде равнобедренного треугольника с увеличением толщины его слоя от 1,0 до 6,0 мм в направлении от точки пересечения граничных линий внутренней режущей кромки до основания треугольника с длинной биссектрисы треугольника, равной толщине основы стрельчатой лапы, увеличенной в 3 раза, а на внешней рабочей поверхности стрельчатой лапы упрочнение выполняют нанесением износостойкого материала на носке четырьмя точками, расположенными в форме ромба, а также волоконным иттербиевым лазером сплошной обработкой поверхности внешней режущей кромки от носка до краев боковых крыльев с шириной полосы, равной сумме ширины внутренней режущей кромки и диаметра точки износостойкого материала, с тройным числом слоев, мощностью лазера, равной 10 Вт, диаметром луча, равным 40 микрон, частотой луча, равной 100 наносекунд, частотой обработки, равной 40 Гц, и скоростью прохода, равной 500 мм/с.
Отличительные существенные признаки:
1. На внутренней рабочей поверхности стрельчатой лапы твердый износостойкий материал наносят в виде равнобедренного треугольника с увеличением толщины его слоя от 1,0 до 6,0 мм в направлении от точки пресечения граничных линий внутренней режущей кромки до основания треугольника с длинной биссектрисы, равной толщине основы, увеличенной в 3 раза. Такое расположение износостойкого материала позволяет создавать зону жесткости для возникновения условий обеспечения требуемой прочности при воздействии абразивных частиц почвы с внутренней стороны носка лапы, тем самым снижая повышенный износ поверхности с сохранением его исходной формы.
2. На внешней рабочей поверхности стрельчатой лапы упрочнение выполняют нанесением износостойкого материала на носке четырьмя точками, расположенными в форме ромба.
Такое расположение четырех точек износостойкого материала приводит к равномерному распределению концентрации напряжений на их поверхности, возникающих при ударных нагрузках абразивных частиц почвы с зонами наплавки на внешней рабочей поверхности носка лапы. При этом формируются застойные зоны неподвижных частиц почвы между четырьмя точками, которые, в свою очередь, снижают контактное трение подвижного слоя почвы с основным металлом.
3. Упрочнение выполняют также волоконным иттербиевым лазером сплошной обработкой поверхности внешней режущей кромки от носка до краев боковых крыльев с шириной полосы, равной сумме ширины внутренней режущей кромки и диаметра точки износостойкого материала, с тройным числом слоев, мощностью лазера, равной 10 Вт, диаметром луча, равным 40 микрон, частотой луча, равной 100 наносекунд, частотой обработки, равной 40 Гц, и скоростью прохода, равной 500 мм/с.
Это дает возможность формировать на поверхности внешней режущей кромки от носка до краев боковых крыльев микроструктурирование поверхности со свойствами, снижающими адгезию материнского металла стрельчатой лапы с почвенными агрегатами, что приводит к снижению сил трения и температуры поверхности металла в зоне контакта. При этом образуются оксиды с тройным числом слоев из соответствующего материнского металла, обладающие большей ударной вязкостью, что приводит к повышенной стойкости процесса износа при взаимодействии с абразивными частицами и агрегатами почвы в сравнении с исходным материнским металлом.
Перечисленные новые существенные признаки в совокупности с известными позволяют получить технический результат, достигаемый использованием изобретения.
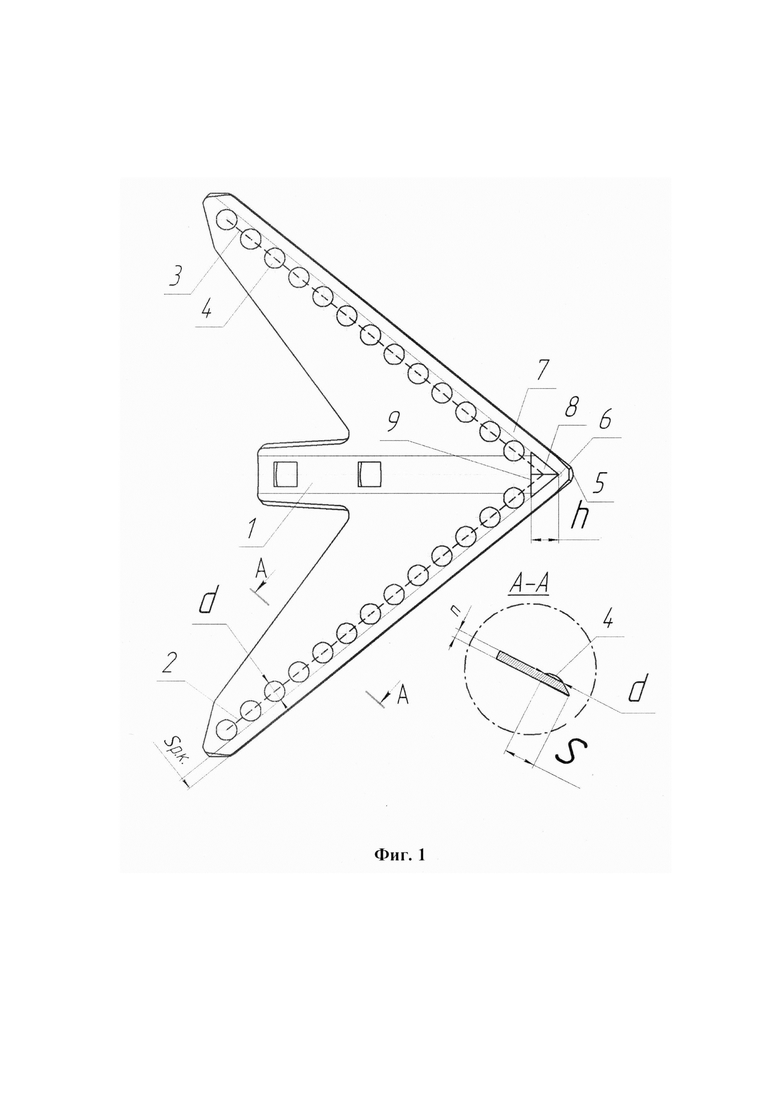
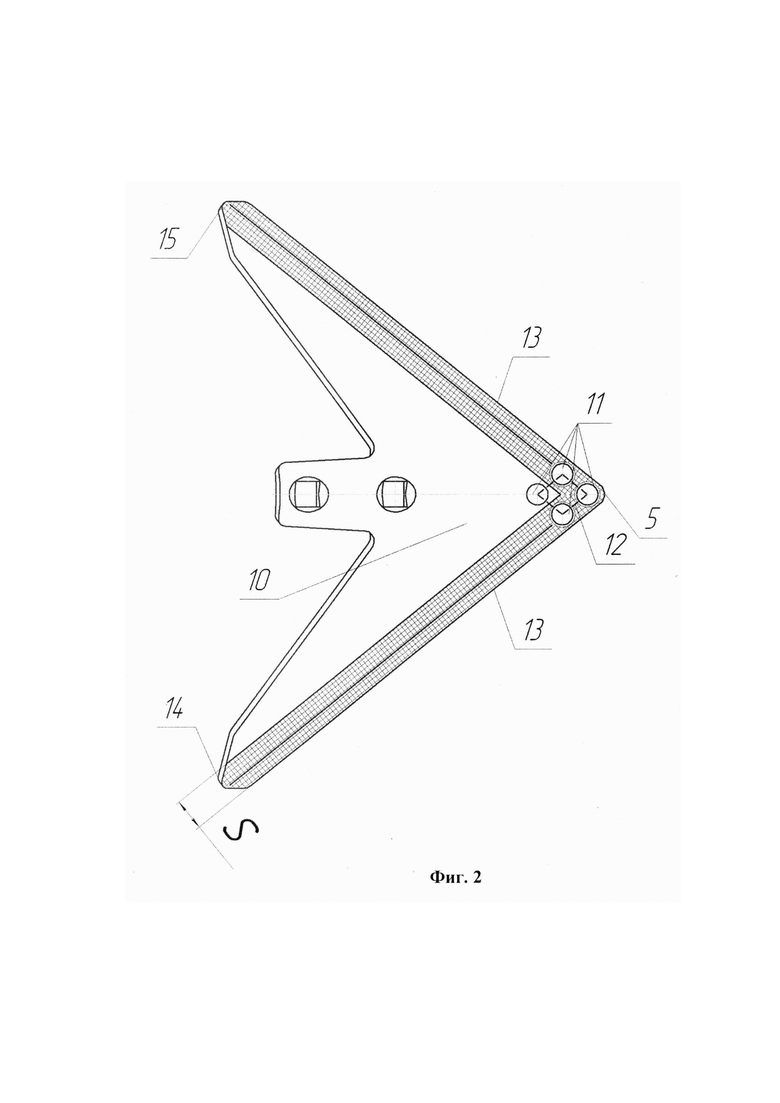
Изобретение иллюстрировано чертежами (фиг. 1, фиг. 2).
На фиг. 1 изображена схема упрочнения внутренней стороны стрельчатой лапы согласно предлагаемому способу с обозначением необходимых параметров, на фиг. 2 изображена схема упрочнения внешней стороны стрельчатой лапы согласно предлагаемому способу с обозначением необходимых параметров, где 1 - стрельчатая лапа, 2 и 3 - линии армирования, 4 - точки износостойкого материала, 5 - носок стрельчатой лапы, 6 - точка пересечения граничных линий внутренней режущей кромки, 7 - внутренняя режущая кромка, 8 - равнобедренный треугольник, 9 - основание треугольника, 10 - внешняя рабочая поверхность стрельчатой лапы, 11 - четыре точки износостойкого материала, 12 - форма ромба, 13 - внешняя режущая кромка, 14 и 15 - края боковых крыльев, h - длина биссектрисы, n - толщина основы стрельчатой лапы, S - ширина полосы, Sр.к. - ширина внутренней режущей кромки, d - диаметр точки износостойкого материала.
Осуществление заданного способа поясняется на примере упрочнения серийных стрельчатых лап.
Предварительно рассчитывают размеры длины биссектрисы равнобедренного треугольника по формуле:
h=n⋅3,
где n - толщина основы стрельчатой лапы.
Далее рассчитывают ширину полосы S, выполняемую волоконным иттербиевым лазером сплошной обработкой поверхности внешней режущей кромки от носка до краев боковых крыльев по формуле:
S=Sp.к..+d,
где Sp.к. - ширина внутренней режущей кромки;
d - диаметр точки износостойкого материала.
На основании выполненных расчетов на внутренней режущей кромке 7, по линиям армирования 2 и 3 в точке пересечения граничных линий 6 внутренней режущей кромки 7 выполняют наплавку износостойкого материала в виде равнобедренного треугольника 8 путем его вплавления на длину биссектрисы h с увеличением толщины его слоя от 1,0 до 6,0 мм в направлении от точки пересечения граничных линий внутренней режущей кромки до основания треугольника, затем наносят точки износостойкого материала 4, а далее выполняют упрочнение на внешней рабочей поверхности 10 стрельчатой лапы 1 путем нанесения износостойкого материала на носок 5 четырьмя точками 11, имеющими свое расположение в форме ромба 12, затем выполняют упрочнение волоконным иттербиевым лазером сплошной обработкой поверхности внешней режущей кромки 13 от носка 5 до краев боковых крыльев 14 и 15 с шириной полосы S, равной сумме ширины Sр.к. внутренней режущей кромки 7 и диаметра d точки 4 износостойкого материала, с тройным числом слоев, мощностью лазера, равной 10 Вт, диаметром луча, равным 40 микрон, частотой луча, равной 100 наносекунд, частотой обработки, равной 40 Гц, и скоростью прохода, равной 500 мм/с.
Соблюдение указанных параметров комбинированного упрочнения стрельчатой лапы обеспечивает повышение износостойкости внутренних и внешних почворежущих поверхностей стрельчатых лап за счет снижения скорости изнашивания основного металла на внутренней и внешней рабочей поверхности носка с сохранением его исходной формы, а также на внешней рабочей поверхности боковых крыльев с обеспечением при их эксплуатации эффекта самозатачивания рабочей части с оптимальными параметрами, способствующей минимальному сопротивлению при обработке почвы. Таким образом, достигается технический результат заявленного изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ КУЛЬТИВАТОРНЫХ ЛАП ДВУСТОРОННЕЙ НАПЛАВКОЙ | 2022 |
|
RU2785597C1 |
| ЛАПА КУЛЬТИВАТОРА | 2011 |
|
RU2452155C1 |
| Способ упрочнения культиваторных лап | 2022 |
|
RU2787599C1 |
| Способ восстановления стрельчатой культиваторной лапы | 2023 |
|
RU2815383C1 |
| Способ восстановления стрельчатых культиваторных лап | 2023 |
|
RU2814342C1 |
| СПОСОБ УПРОЧНЕНИЯ СТРЕЛЬЧАТОЙ ЛАПЫ | 2020 |
|
RU2754568C1 |
| Комбинированный рабочий орган | 2021 |
|
RU2774168C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТОЙ ЛАПЫ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ | 2024 |
|
RU2837123C1 |
| КУЛЬТИВАТОРНАЯ ЛАПА | 2001 |
|
RU2216138C2 |
| СТРЕЛЬЧАТАЯ ЛАПА КУЛЬТИВАТОРА | 2011 |
|
RU2462852C1 |
Изобретение относится к сельскохозяйственному машиностроению и может быть использовано при восстановлении рабочих органов почвообрабатывающих машин, подвергающихся абразивному изнашиванию. Способ включает дуговую наплавку внутренней рабочей поверхности вдоль линий армирования износостойким материалом большей плотности, чем основной металл стрельчатой лапы, в виде точек износостойкого материала. На внутренней рабочей поверхности носка в точке пересечения граничных линий внутренней режущей кромки твердый наплавляют износостойкий материал в виде равнобедренного треугольника с увеличением толщины его слоя от 1,0 до 6,0 мм в направлении от точки пересечения граничных линий внутренней режущей кромки до основания треугольника. На внешней рабочей поверхности упрочнение выполняют нанесением износостойкого материала на носке четырьмя точками, расположенными в форме ромба, а также волоконным иттербиевым лазером. Изобретение повышает износостойкость почворежущих поверхностей стрельчатых лап путем снижения скорости изнашивания основного металла на внутренней и внешней рабочих поверхностях носка с сохранением его исходной формы, а также обеспечивает эффект самозатачивания рабочей части с оптимальными параметрами, способствующий минимальному сопротивлению при обработке почвы. 1 пр., 2 ил.
Способ комбинированного упрочнения стрельчатой лапы, включающий дуговую наплавку внутренней рабочей поверхности вдоль линий армирования износостойким материалом большей плотности, чем основной металл стрельчатой лапы, в виде точек износостойкого материала, отличающийся тем, что на внутренней рабочей поверхности носка в точке пересечения граничных линий внутренней режущей кромки твердый износостойкий материал наносят в виде равнобедренного треугольника с увеличением толщины его слоя от 1,0 до 6,0 мм в направлении от точки пересечения граничных линий внутренней режущей кромки до основания треугольника с длиной биссектрисы треугольника, равной толщине основы стрельчатой лапы, увеличенной в 3 раза, при этом на внешней рабочей поверхности стрельчатой лапы упрочнение выполняют нанесением износостойкого материала на носке четырьмя точками, расположенными в форме ромба, а также волоконным иттербиевым лазером сплошной обработкой поверхности внешней режущей кромки от носка до краев боковых крыльев с шириной полосы, равной сумме ширины внутренней режущей кромки и диаметра точки износостойкого материала, с тройным числом слоев, мощностью лазера, равной 10 Вт, диаметром луча, равным 40 микрон, частотой луча, равной 100 наносекунд, частотой обработки, равной 40 Гц, и скоростью прохода, равной 500 мм/с.
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА РАБОЧУЮ ПОВЕРХНОСТЬ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2011 |
|
RU2464358C1 |
| СПОСОБ УПРОЧНЕНИЯ СТРЕЛЬЧАТОЙ ЛАПЫ | 2020 |
|
RU2754568C1 |
| СПОСОБ НАПЛАВКИ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ | 2001 |
|
RU2184639C1 |
| CN 101323036 B, 11.08.2010 | |||
| JP 2007307565 A, 29.11.2007 | |||
| КРАВЧЕНКО И.Н | |||
| И ДР | |||
| ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ В ТЕХНИЧЕСКОМ СЕРВИСЕ МАШИН И ОБОРУДОВАНИЯ | |||
| УЧЕБНОЕ ПОСОБИЕ | |||
| М., ИНФРА-М, 2017, СС | |||
| Машина для удаления камней из почвы | 1922 |
|
SU231A1 |
