Изобретение относится к сельскохозяйственному машиностроению и может быть использовано при изготовлении и ремонте рабочих органов почвообрабатывающих машин.
Известен способ наплавки износостойких сплавов, при котором используют три электрода, два из которых устанавливают симметрично относительно оси наплавки, а центр третьего устанавливают по оси наплавки [1].
Недостаток известного способа состоит в том, что износостойкий сплав наносят только на поверхность детали, тем самым обеспечивая износостойкость поверхности. Вместе с тем не происходит упрочнения детали.
Известен так же способ наплавки самозатачивающихся лезвий, при котором для уменьшения энергозатрат при наплавке и повышения ресурса работы лезвий дисковых рабочих органов почвообрабатывающих машин путем повышения их жесткости на лезвии детали выполняют индукционную наплавку износостойкого слоя с последующей механической обработкой [2].
Недостаток известного способа состоит в том, что данный способ применим только для лезвий дисковых рабочих органов почвообрабатывающих машин.
Известен способ восстановления зубчатых колес, при котором наплавку ведут с проплавлением основного металла на глубину 0,12-0,16 мм по всему рабочему профилю зуба малоуглеродистой сталью [3].
Этот способ наиболее близок к заявленному по технической сущности и достигаемому эффекту.
Недостаток известного способа состоит в том, что наплавку ведут с проплавлением основного металла на очень малую глубину, всего на 0,12-0,16 мм. При такой глубине проплавления повышается только лишь поверхностная прочность и износостойкость. А для упрочнения рабочих органов почвообрабатывающих машин этого не достаточно.
Задача изобретения - повышение ресурса рабочих органов почвообрабатывающих машин за счет повышения их прочностных характеристик.
Способ наплавки износостойких покрытий заключается в том, что электродуговую наплавку производят с проплавлением основного металла по линиям армирования, обеспечивающим увеличение прочностных характеристик основного материала и износостойкости поверхности в результате создания сжимающих напряжений. При этом используют износостойкий материал большей плотности, чем основной металл детали.
После наплавки выполняют механическую обработку для получения необходимой шероховатости и заточку лезвия.
Пример. Объект испытания - покрытие, нанесенное способом ручной электродуговой наплавки наплавочными электродами марки Т-590-0-НГ Г-П40 (ГОСТ 9466) на материал культиваторных лап, изготовленных из стали 3.
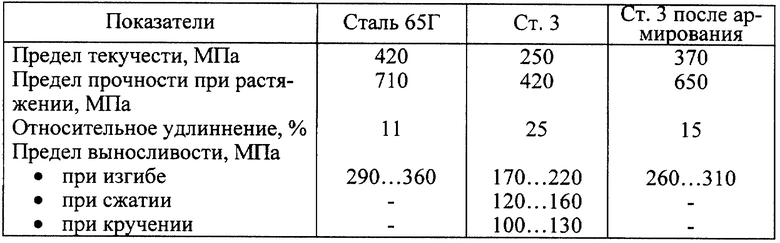
На фиг.1 представлена культиваторная лапа перед наплавкой; на фиг.2 -то же после наплавки износостойкого покрытия (разрез).
Способ наплавки износостойких покрытий заключается в том, что электродуговую наплавку проводят износостойким материалом с большей плотностью, чем у основного металла детали с проплавлением детали по линиям армирования 1 (фиг. 1), обеспечивающим увеличение прочностных характеристик основного материала и износостойкость поверхности в результате создания сжимающих напряжений.
Сжимающие напряжения создаются в результате охлаждения наплавленного слоя от температуры кристаллизации до нормальной температуры. Наплавку производят с тыльной стороны лапы, в зоне наплавки 2 (фиг.1), тем самым предотвращая появление большой затылочной фаски. После наплавки выполняют механическую обработку наплавленного покрытия для получения необходимой шероховатости, а так же производят заточку лезвия.
Перед наплавкой с поверхности детали удаляют продукты коррозии. Наплавку проводят электродами диаметром 4 мм, при постоянном токе (I=200 А) обратной полярности. Горение дуги устойчивое, без затухания. Наплавляемый слой гладкий, без пор, раковин и следов разбрызгивания. Растекание хорошее. Адгезия наплавленного слоя с основным материалом хорошая. Отслаивания и непровара нет. В процессе наплавки, при сильном нагреве детали наплавляемый слой ввиду большей плотности проникает вглубь материала лапы и проплавляет ее насквозь в зонах проплавления 3 (фиг.2). После наплавки охлаждение детали проводят на воздухе. При охлаждении на поверхности наплавленного слоя образуется незначительное количество термических усадочных трещин (приблизительно 1 на 100 мм наплавляемой поверхности).
Микротвердость наплавленного слоя составила 930 кг/мм2, а основного материала 197 кг/мм2. Микротвердость определяют с помощью микротвердомера ПМТ-3, при нагрузке 100 г на микрошлифе образца, вырезанного из наплавленной детали. Таким образом, износостойкость рабочей поверхности возрастает в 4-6 раз. Коэффициент трения, как показали испытания на машине трения СМТ-1, в паре с наплавленными образцами снижается на 10-14% в сравнении с базовым.
Результаты испытаний приведены в таблице.
Источники информации
1. Авт.св. SU 1602642 А1, кл. В 23 К 9/04.
2. Авт.св. SU 1541499 А1, В 23 К 9/04.
3. Авт.св. SU 1586870 А1, В 23 К 9/04.
| название | год | авторы | номер документа |
|---|---|---|---|
| КУЛЬТИВАТОРНАЯ ЛАПА | 2001 |
|
RU2216138C2 |
| СПОСОБ НАНЕСЕНИЯ ТОНКИХ СЛОЕВ ПОРОШКОВЫМИ КОМПОЗИЦИЯМИ | 1996 |
|
RU2117075C1 |
| СПОСОБ УПРОЧНЕНИЯ ЛЕМЕХОВ ПЛУГОВ ИЗ СРЕДНЕУГЛЕРОДИСТЫХ И ВЫСОКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2004 |
|
RU2274526C2 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ СРЕДНЕУГЛЕРОДИСТЫХ И ВЫСОКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2004 |
|
RU2270259C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТЫХ ЛАП ПРОПАШНЫХ КУЛЬТИВАТОРОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2010 |
|
RU2443523C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА РАБОЧУЮ ПОВЕРХНОСТЬ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2011 |
|
RU2464358C1 |
| СПОСОБ ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ ДЕТАЛЕЙ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2010 |
|
RU2443524C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛАПЫ КУЛЬТИВАТОРА С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ ЕЕ РАБОЧЕЙ ПОВЕРХНОСТИ | 2013 |
|
RU2540316C1 |
| СТРЕЛЬЧАТАЯ ЛАПА КУЛЬТИВАТОРА | 2011 |
|
RU2462852C1 |
| СПОСОБ УПРОЧНЕНИЯ ЛЕМЕХОВ ПЛУГОВ | 2011 |
|
RU2460810C1 |

Способ может быть использован при изготовлении и ремонте рабочих органов почвообрабатывающих машин. В качестве наплавляемого материала используют износостойкий материал большей плотности, чем основной металл детали. Проплавление детали осуществляют по линиям армирования на всю глубину с созданием сжимающих напряжений при охлаждении детали. Способ позволяет значительно повысить ресурс рабочих органов почвообрабатывающих машин за счет повышения их прочностных характеристик. 2 ил., 1 табл.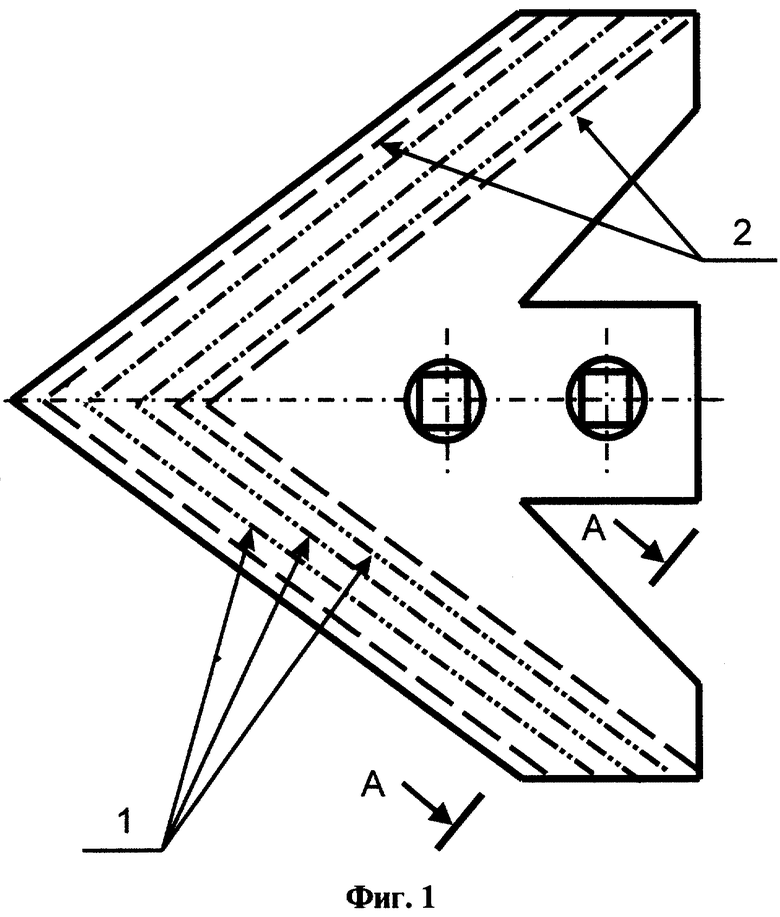
Способ нанесения на деталь износостойких покрытий путем электродуговой наплавки износостойкого материала и охлаждения с последующей механической обработкой, отличающийся тем, что в качестве наплавляемого материала используют износостойкий материал большей плотности, чем основной металл детали, а проплавление детали осуществляют по линиям армирования на всю глубину с созданием сжимающих напряжений при охлаждении детали.
| Способ восстановления зубчатых колес | 1988 |
|
SU1586870A1 |
| СПОСОБ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 1988 |
|
SU1594808A1 |
| СПОСОБ НАПЛАВКИ ПЛАВЯЩИМСЯ ЛЕЖАЩИМ ЭЛЕКТРОДОМ | 1998 |
|
RU2133177C1 |
| US 4748736, 07.01.1988. | |||
