Изобретение относится к сельскохозяйственному машиностроению, в частности к рабочим органам почвообрабатывающих машин, и может быть использовано при изготовлении и восстановлении рабочих органов почвообрабатывающих машин, подвергающихся абразивному изнашиванию.
Известен способ упрочнения рабочих органов почвообрабатывающих машин, предусматривающий формирование на поверхности детали углублений с последующим заполнением их твердым сплавом методом электродуговой наплавки. Использование известного способа позволяет повысить износостойкость деталей, улучшить самозатачивание их лезвий и снизить затраты на их упрочнение по сравнению со сплошной наплавкой (А.с. 1220150 СССР; МПК А01В 15/04, В23К 9/04; опубл. 30.12.86, бюл. №48).
Однако данный способ не позволяет получать в процессе эксплуатации рабочих органов зубчатую форму их лезвий с заданными параметрами, обеспечивающими снижение сопротивления при обработке почвы, что является его существенным недостатком.
Наиболее близким по технической сущности является способ нанесения износостойких покрытий на рабочую поверхность деталей почвообрабатывающих машин, при котором на рабочую поверхность детали почвообрабатывающей машины, в частности, на рабочую поверхность стрельчатой лапы, наносят дуговую наплавку из износостойкого материла, причем наплавку выполняют вдоль линий армирования в виде точек износостойкого материала толщиной слоя 0,8-2,0 мм, расположенных на расстоянии друг от друга, обеспечивающем перекрытие промежутков основного металла между соседними точками в направлении перемещения рабочей поверхности детали (патент РФ №2464358; МПК С23С 26/00, В23К 9/04, С23С 4/12; опубл. 20.10.2012, бюл. №29).
Недостатком известного способа является то, что наплавку выполняют на внутренней рабочей поверхности крыльев лапы, что приводит к высокой скорости изнашивания основного металла в области наибольшей интенсивности трения наружной рабочей поверхности с почвой, образованию ступенчатого износа в переходной зоне (зоне термического влияния), увеличению толщины острой кромки крыльев лапы, повышению тягового сопротивления, особенно на почвах, имеющих высокую вязкость.
В основу предлагаемого изобретения положена техническая задача создания нового способа упрочнения стрельчатой лапы с достижением технического результата - повышения износостойкости почворежущих деталей и обеспечения при их эксплуатации эффекта самозатачивания лезвий с образованием их зубчатой формы с оптимальными параметрами, способствующей снижению сопротивления при обработке почвы.
Поставленная задача решается за счет того, что в предлагаемом способе упрочнения стрельчатой лапы осуществляется прерывистое нанесение твердого износостойкого сплава наплавкой на поверхность основания рабочей части стрельчатой лапы с ограничением зон наплавки, при этом твердый износостойкий материал наносят в зонах наплавки рабочей части стрельчатой лапы в виде вплавленных в ее материал групп центральных и боковых эллипсоидных полусфер с высотой, равной 1:4 длины малой оси эллипса, где длина малой оси каждого из эллипсов равна 4:3 толщины основы стрельчатой лапы, увеличенной в 2 раза, а длина большой оси каждого из эллипсов равна длине малой оси эллипса, увеличенной в 1,17 раз, при этом боковые эллипсоидные полусферы наносят износостойким материалом на одинаковом расстоянии друг от друга с зазором, равным 3 мм, а центральные эллипсоидные полусферы наносят износостойким материалом в три ряда по прямой в направлении перемещения рабочей поверхности. Новые существенные признаки:
1. Твердый сплав располагают в зонах наплавки на рабочей части стрельчатой лапы в виде вплавленных в ее материал групп центральных и боковых эллипсоидных полусфер с высотой, равной 1:4 длины малой оси эллипса.
Такое расположение зон наплавки позволяет создавать ребра жесткости для возникновения условий обеспечения требуемой прочности при воздействии абразивных частиц почвы, тем самым снижая повышенный износ поверхности основания рабочей части.
2. Длина малой оси каждого из эллипсов равна 4:3 толщины основы стрельчатой лапы, увеличенной в 2 раза, а длина большой оси каждого из эллипсов равна длине малой оси эллипса, увеличенной в 1,17 раз, что обеспечивает создание оптимальной формы эллипсоидных полусфер, которая приводит к равномерному распределению концентрации напряжений на их поверхности, возникающих при ударных нагрузках абразивных частиц почвы с зонами наплавки.
3. Боковые эллипсоидные полусферы наносят износостойким материалом на одинаковом расстоянии друг от друга с зазором, равным 3 мм.
Это дает возможность формировать застойные зоны неподвижных частиц почвы между этими полусферами, которые, в свою очередь снижают контактное трение подвижного слоя почвы с основным металлом.
4. Центральные эллипсоидные полусферы наносят износостойким материалом в три ряда по прямой в направлении перемещения рабочей поверхности.
Такое нанесение износостойкого материала приводит к формированию симметричного равномерного лобового сопротивления и образования устойчивой поверхности трения между подвижным слоем почвы и центральными эллипсоидными полусферами, обеспечивающим снижение скорости изнашивания основного металла в этой области.
Перечисленные новые существенные признаки в совокупности с известными позволяют получить технический результат, достигаемый использованием изобретения.
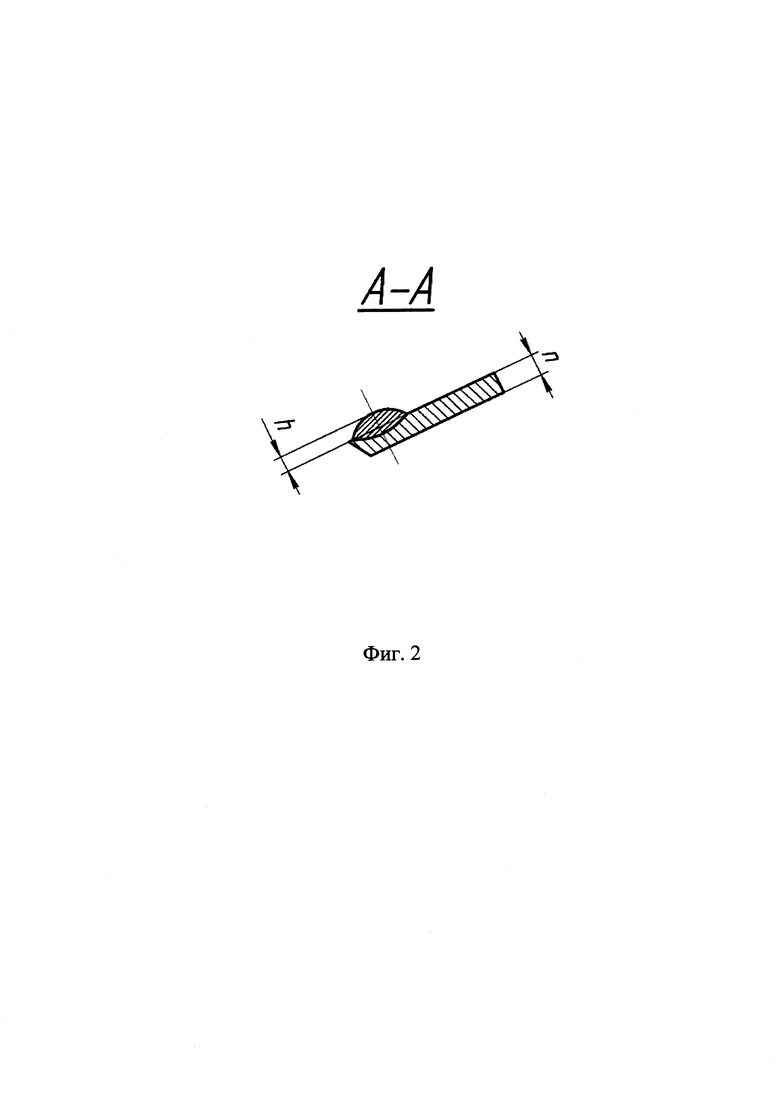
Изобретение иллюстрировано чертежами (фиг. 1, фиг. 2).
На фиг. 1 изображена схема упрочнения стрельчатой лапы согласно предлагаемому способу с обозначением необходимых параметров, на фиг. 2 - разрез А-А с фиг. 1, где 1 - стрельчатая лапа, 2 - основание рабочей части стрельчатой лапы, 3 - группы центральных эллипсоидных полусфер, 4 - группы боковых эллипсоидных полусфер, а - длина большой оси эллипса, b - длина малой оси эллипса, h - высота эллипсоидной полусферы,  - зазор между эллипсоидными полусферами, n - толщина основы стрельчатой лапы.
- зазор между эллипсоидными полусферами, n - толщина основы стрельчатой лапы.
Осуществление заданного способа поясняется на примере упрочнения серийных стрельчатых лап.
Предварительно рассчитывают размеры эллипсоидных полусфер по формулам:

где b - длина малой оси эллипса;
n - толщина основы стрельчатой лапы.
а - длина большой оси эллипса;
h - высота эллипсоидной полусферы.
На основании выполненных расчетов на поверхности основания рабочей части 2 стрельчатой лапы 1 наносят разметку и выполняют наплавку твердого износостойкого сплава путем его вплавления в виде групп центральных 3 и боковых 4 эллипсоидных полусфер, причем вначале наносят центральные эллипсоидные полусферы 3 в три ряда по прямой в направлении перемещения рабочей поверхности, а затем наносят боковые эллипсоидные полусферы 4 на одинаковом расстоянии друг от друга с зазором  равным 3 мм.
равным 3 мм.
Соблюдение указанных параметров упрочнения стрельчатой лапы дополнительно обеспечивает с наружной стороны эффект самозатачивания с зубчатым профилем, который приводит как к снижению тягового сопротивления основания рабочей части стрельчатой лапы, так и повышению износостойкости его режущей кромки. Упрочнение стрельчатой лапы на уровне основания ее рабочей части приводит к снижению образования выкрашивающего износа металла, вследствие абразивного трения при движении почвообразующих частиц. Таким образом, достигается технический результат заявленного изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения культиваторных лап | 2022 |
|
RU2787599C1 |
| СПОСОБ УПРОЧНЕНИЯ КУЛЬТИВАТОРНЫХ ЛАП ДВУСТОРОННЕЙ НАПЛАВКОЙ | 2022 |
|
RU2785597C1 |
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ СТРЕЛЬЧАТОЙ ЛАПЫ | 2023 |
|
RU2806616C1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕГО ОРГАНА ДИСКОВОЙ БОРОНЫ | 2020 |
|
RU2754597C1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕГО ОРГАНА ДИСКОВОЙ БОРОНЫ | 2020 |
|
RU2754596C1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2015 |
|
RU2591980C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЧВООБРАБАТЫВАЮЩЕГО РАБОЧЕГО ОРГАНА СТРЕЛЬЧАТОГО ТИПА | 2011 |
|
RU2474098C1 |
| Способ упрочнения наплавкой почвообрабатывающих ножей | 2020 |
|
RU2751159C1 |
| СТРЕЛЬЧАТАЯ ЛАПА КУЛЬТИВАТОРА | 2011 |
|
RU2462852C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТОЙ ЛАПЫ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ | 2024 |
|
RU2837123C1 |

Изобретение может быть использовано при изготовлении и восстановлении наплавкой рабочих органов почвообрабатывающих машин, подвергающихся абразивному изнашиванию. Твердый износостойкий материал наносят в зонах наплавки рабочей части стрельчатой лапы в виде вплавленных в ее материал групп центральных и боковых эллипсоидных полусфер с высотой, равной 1/4 длины малой оси эллипса. Длина малой оси каждого из эллипсов равна 4/3 толщины основы стрельчатой лапы, увеличенной в 2 раза, а длина большой оси каждого из эллипсов равна длине малой оси эллипса, увеличенной в 1,17 раз. Боковые эллипсоидные полусферы наносят на одинаковом расстоянии друг от друга с зазором, равным 3 мм. Центральные эллипсоидные полусферы наносят в три ряда по прямой в направлении перемещения рабочей поверхности. Технический результат заключается в повышении износостойкости почворежущих деталей стрельчатых лап и обеспечении при их эксплуатации эффекта самозатачивания рабочей части с образованием их зубчатой формы с оптимальными параметрами, способствующей снижению сопротивления при обработке почвы. 2 ил.
Способ упрочнения стрельчатой лапы, включающий нанесение на поверхность основания рабочей части стрельчатой лапы износостойкого материала с ограничением зон наплавки, отличающийся тем, что твердый износостойкий материал наносят в зонах наплавки рабочей части стрельчатой лапы в виде вплавленных в ее материал групп центральных и боковых эллипсоидных полусфер с высотой, равной 1/4 длины малой оси эллипса, причем длина малой оси каждого из эллипсов равна 4/3 толщины основы стрельчатой лапы, увеличенной в 2 раза, а длина большой оси каждого из эллипсов равна длине малой оси эллипса, увеличенной в 1,17 раз, причем боковые эллипсоидные полусферы наносят износостойким материалом на одинаковом расстоянии друг от друга с зазором, равным 3 мм, а центральные эллипсоидные полусферы наносят износостойким материалом в три ряда по прямой в направлении перемещения рабочей поверхности.
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА РАБОЧУЮ ПОВЕРХНОСТЬ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2011 |
|
RU2464358C1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2015 |
|
RU2591980C1 |
| СПОСОБ УПРОЧНЕНИЯ ЛЕМЕХА ПЛУГА | 2015 |
|
RU2607680C1 |
| Способ нанесения износостойких покрытий на рабочую поверхность почворежущих деталей почвообрабатывающих машин | 2017 |
|
RU2697747C2 |
| US 5172770 A1, 22.12.1992. | |||

