Изобретение относится к области сельскохозяйственного машиностроения, в частности к способам нанесения износостойких покрытий на рабочую поверхность деталей почвообрабатывающих машин с использованием сварки плавлением.
Известен способ нанесения износостойких покрытий, при котором на рабочую поверхность деталей почвообрабатывающих машин наносят слой износостойкого материала в виде обмазки или шихты с последующим оплавлением слоя путем нагрева рабочей поверхности детали токами высокой частоты (Черновол М.И. Восстановление и упрочнение деталей сельскохозяйственной техники. Киев.: 1989. с.116, с.204.; Ткачев В.Н., Фиштейн Б.М. Образование зоны сплавления при индукционной наплавке твердых сплавов // Автоматическая сварка. - 1968. №9 с.31-35).
Недостатком данного способа является малая скорость охлаждения наплавленной поверхности, что снижает прочность основного металла и его сопротивление изнашиванию.
Наиболее близким аналогом к заявленному изобретению является способ нанесения на деталь износостойких покрытий (Патент РФ №2184639, B23K 9/04), включающий дуговую наплавку износостойким присадочным материалом большей плотности, чем основной металл детали, при котором проплавление детали осуществляют по линиям армирования на всю глубину с созданием сжимающих напряжений при охлаждении детали.
К недостаткам данного способа наплавки относится перегрев и коробление тонкостенных поверхностей деталей при их сквозном проплавлении, что приводит к ускоренному изнашиванию основного металла рабочей поверхности и дополнительной механической обработке деталей для получения необходимых размеров рабочей поверхности.
Задача изобретения - повышение износостойкости почворежущих поверхностей деталей за счет снижения скорости изнашивания основного металла в активной зоне трения рабочей поверхности.
Поставленная задача решается за счет того, что в способе нанесения износостойких покрытий на рабочую поверхность деталей почвообрабатывающих машин, включающем дуговую наплавку рабочей поверхности вдоль линий армирования износостойким присадочным материалом большей плотности, чем основной металл детали с созданием сжимающих напряжений на толщину рабочей поверхности при охлаждении детали, наплавку рабочей поверхности вдоль линий армирования выполняют в виде точек износостойкого материала толщиной слоя 0,8-2,0 мм, расположенных на расстоянии друг от друга, обеспечивающем перекрытие промежутков основного металла между соседними точками в направлении перемещения рабочей поверхности детали, при этом наплавку каждой последующей точки вдоль линий армирования выполняют со скоростью, обеспечивающей перекрытие зон термического влияния соседних точек с образованием закалочной структуры на толщину основного металла рабочей поверхности.
Новые существенные признаки
1. Наплавку рабочей поверхности вдоль линий армирования выполняют в виде точек износостойкого материала толщиной слоя 0,8-2,0 мм, расположенных на расстоянии друг от друга, обеспечивающем перекрытие промежутков основного металла между соседними точками в направлении перемещения рабочей поверхности детали.
2. Наплавку каждой последующей точки износостойкого материала вдоль линий армирования выполняют со скоростью, обеспечивающей перекрытие зон термического влияния соседних точек с образованием закалочной структуры на толщину основного металла рабочей поверхности.
Перечисленные новые существенные признаки в совокупности с известными позволяют получить технический результат во всех случаях, на которые распространяется испрашиваемый объем правовой охраны.
Техническим результатом является повышение износостойкости почворежущих поверхностей деталей за счет снижения скорости изнашивания основного металла в активной зоне трения рабочей поверхности путем увеличения скорости охлаждения основного металла в зоне термического влияния и снижения плотности приповерхностного слоя почвы на толщину контактной поверхности износостойкого материала.
Наплавка рабочей поверхности вдоль линий армирования в виде точек износостойкого материала, которые наносят на расстоянии друг от друга, способствует ускоренному охлаждению металла сварочной ванны в период паузы между наплавкой соседних точек, что вызывает пульсацию температуры вдоль линий армирования и повышает скорость охлаждения основного металла в зоне термического влияния рабочей поверхности путем ускоренного отвода теплоты в основной металл детали.
Увеличение скорости охлаждения металла сварочной ванны и основного металла в зоне термического влияния увеличивает скорость охлаждения рабочей поверхности и устраняет возможность ее перегрева.
Наплавка точек износостойкого материала толщиной слоя 0,8-2,0 мм обеспечивает необходимую глубину рыхления приповерхностного слоя почвы, достаточную для уменьшения плотности и связности контактного слоя почвы в активной зоне трения рабочей поверхности детали в направлении пересечения линий армирования.
Расположение точек износостойкого материала вдоль линий армирования на расстоянии друг от друга, обеспечивающем перекрытие промежутков основного металла между соседними точками в направлении перемещения рабочей поверхности ограничивает возможность сквозного перемещения частиц контактного слоя почвы между соседними точками износостойкого материала в направлении пересечения линий армирования.
Взаимодействие контактного слоя почвы с поверхностью точек износостойкого материала толщиной 0,8-2,0 мм в области, примыкающей к поверхности точек в направлении перемещения рабочей поверхности, сопровождается торможением и уплотнением контактного слоя почвы по всей длине линий армирования.
С тыльной стороны поверхности точек износостойкого материала вдоль линий армирования рабочей поверхности снижение нормального давления почвы сопровождается разуплотнением контактного слоя и увеличением скорости перемещения частиц, при которой менее связные частицы контактного слоя почвы совершают смешанное относительное перемещение, включая скольжение, качение, вращение и перекатывание абразивных частиц с уменьшением трения почвы с основным металлом.
Изменение нормального давления почвы и скорости перемещения частиц при взаимодействии приповерхностного слоя почвы с поверхностью точек износостойкого материала толщиной слоя 0,8-2,0 мм, расположенных на расстоянии друг от друга, обеспечивающем перекрытие промежутков основного металла между соседними точками в направлении перемещения рабочей поверхности, увеличивает интенсивность зарождения и развития трещин с резанием и сколом частиц, что уменьшает плотность и связность контактного слоя почвы, снижает трение с основным металлом и скорость его изнашивания в области, примыкающей к поверхности точек износостойкого материала по их периметру и в прилегающих окружных зонах по всей длине линий армирования в направлении их пересечения.
С учетом перераспределения действующих сил трения в направлении перемещения рабочей поверхности, реализующей косое резание, степень перекрытия промежутков основного металла возрастает за счет частичного перекрытия поверхности соседних точек износостойкого материала в направлении действующих сил трения. Это увеличивает степень рыхления приповерхностного слоя почвы и снижает скорость изнашивания основного металла по всей длине рабочей поверхности в направлении пересечения линий армирования.
Наплавкой каждой последующей точки износостойкого материала вдоль линий армирования со скоростью, обеспечивающей перекрытие зон термического влияния соседних точек, создают условия для получения сплошной зоны термического влияния между соседними точками с выравниванием температуры на толщину основного металла рабочей поверхности путем наложения температурных полей соседних зон термического влияния.
Образование в зоне термического влияния соседних точек закалочной структуры на толщину основного металла рабочей поверхности обеспечивается шаговой пульсацией температуры вдоль линий армирования в интервале температур закалки, ускоряющей отвод теплоты в основной металл детали.
Наплавка деталей заявленным способом создания сжимающих напряжений путем образования закалочной структуры на толщину основного металла рабочей поверхности устраняет возможность образования трещин по длине линий армирования, что повышает прочность и износостойкость рабочей поверхности при снижении технологических затрат, в том числе на механическую обработку деталей, которая после наплавки данным способом не производится.
Образование закалочной структуры на толщину основного металла рабочей поверхности вдоль линий армирования и создание условий для рыхления и снижения плотности приповерхностного слоя почвы на толщину контактной поверхности износостойкого материала снижают скорость изнашивания основного металла при обеспечении самозатачивания кромочной поверхности с образованием волнистой режущей кромки, снижающей тяговое сопротивление почворежущих поверхностей деталей.
Осуществление заявленного способа поясняется на примере нанесения износостойкого покрытия на рабочую поверхность культиваторной лапы, изготовленной из стали 65 Г.
На фиг.1 представлен вид культиваторной лапы с тыльной стороны (а) и вид сбоку (б).
На рабочей поверхности 1 культиваторной лапы, с ее тыльной стороны вдоль линий армирования 2 с помощью импульсной дуги (на фиг. не показана) выполняют наплавку точек 3 износостойкого материала толщиной слоя 0,8-2,0 мм, которые располагают на расстоянии t друг от друга, обеспечивающем перекрытие промежутков основного металла между соседними точками 3 в направлении 4 перемещения рабочей поверхности 1, установленной под углом γ к направлению перемещения.
Наплавку каждой последующей точки 3 вдоль линий армирования 2 выполняют со скоростью, обеспечивающей перекрытие 5 зон термического влияния 6 и 7 соседних точек 3 с образованием закалочной структуры на толщину b основного металла рабочей поверхности 1 при ее охлаждении.
При наплавке рабочей поверхности 1 культиваторной лапы вдоль линий армирования 2 в виде точек 3 износостойкого материала большей плотности, чем основной металл детали, которые наносят на расстоянии t друг от друга, повышается скорость охлаждения металла сварочной ванны путем ускоренного отвода теплоты в основной металл детали в период паузы между наплавкой соседних точек 3. За счет пульсации температуры в зонах термического влияния 6 и 7 основного металла вдоль линий армирования 2 возрастает скорость охлаждения рабочей поверхности 1, что устраняет возможность ее перегрева.
Наплавкой точек 3 износостойкого материала с толщиной слоя 0,8-2,0 мм создается необходимая глубина рыхления приповерхностного контактного слоя почвы, достаточная для уменьшения плотности и связности почвы в активной зоне трения рабочей поверхности 1 детали.
Расположение точек 3 износостойкого материала вдоль линий армирования 2 на расстоянии t друг от друга, обеспечивающем перекрытие промежутков основного металла между соседними точками 3 в направлении 4 перемещения рабочей поверхности 1, ограничивает возможность сквозного перемещения приповерхностного контактного слоя почвы между соседними точками 3 в направлении 4 перемещения рабочей поверхности 1. Это создает условия для изменения нормального давления и скорости перемещения частиц в контактном слое почвы в направлении пересечения линий армирования 2 рабочей поверхности 1 за счет контактного взаимодействия приповерхностного слоя почвы с поверхностью точек 3 износостойкого материала толщиной слоя 0,8-2,0 мм, расположенных на расстоянии t друг от друга с перекрытием промежутков основного металла между соседними точками 3 в направлении 4 перемещения рабочей поверхности 1, что увеличивает интенсивность зарождения и развития трещин с резанием и сколом частиц и повышает степень приповерхностного рыхления контактного слоя почвы при снижении ее плотности и связности.
С учетом расположения рабочей поверхности 1 под углом γ к направлению 4 ее перемещения и распределения сил трения, реализующих косое резание под действием сдвигающего усилия, степень перекрытия промежутков t основного металла между соседними точками 3 износостойкого материала возрастает. При этом возрастает и степень рыхления контактного слоя почвы в направлении пересечения линий армирования, что достигается за счет частичного перекрытия точек 3 в направлении действия результирующей силы трения, расположенной под острым углом, который значительно меньше чем угол γ.
Уменьшение плотности и связности почвы в активной зоне трения рабочей поверхности 1 детали снижает скорость изнашивания основного металла рабочей поверхности 1, примыкающей к боковой поверхности точек 3 износостойкого материала по их периметру и прилегающим окружным зонам при уменьшении трения почвы с основным металлом рабочей поверхности 1 в результате разуплотнения контактного слоя почвы в направлении ее относительного перемещения.
Наплавку каждой последующей точки 3 износостойкого материала вдоль линий армирования 2 выполняют со скоростью, обеспечивающей перекрытие 5 зон термического влияния 6 и 7 соседних точек 3 износостойкого материала, что создает условия для получения сплошной зоны термического влияния между соседними точками 3 с выравниванием температуры на толщину b основного металла рабочей поверхности 1 путем наложения температурных полей с перекрытием 5 соседних зон 6 и 7 термического влияния.
Образование закалочной структуры в зоне термического влияния 6 и 7 соседних точек 3 на толщину b основного металла рабочей поверхности 1 обеспечивается шаговой пульсацией температуры вдоль линии армирования 2 в интервале температур закалки, ускоряющей отвод теплоты из зоны термического влияния 6 и 7 в основной металл детали.
Образование закалочных структур на толщину b основного металла рабочей поверхности 1 в сочетании с рыхлением приповерхностного слоя почвы, уменьшающим его плотность и связность частиц в активной зоне трения рабочей поверхности 1 в направлении пересечения линий армирования, снижают скорость изнашивания рабочей поверхности деталей с образованием волнистой режущей кромки, обеспечивающей снижение тягового сопротивления почворежущих поверхностей деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения износостойких покрытий на рабочую поверхность почворежущих деталей почвообрабатывающих машин | 2017 |
|
RU2697747C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2008 |
|
RU2414337C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2013 |
|
RU2555271C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2013 |
|
RU2543159C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2013 |
|
RU2555268C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН, ИМЕЮЩЕЙ ОБТЕКАЕМУЮ ФОРМУ | 2013 |
|
RU2539122C2 |
| Способ упрочнения дисковых рабочих органов почвообрабатывающих орудий | 2023 |
|
RU2820471C1 |
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ СТРЕЛЬЧАТОЙ ЛАПЫ | 2023 |
|
RU2806616C1 |
| РАБОЧИЙ ОРГАН ДЛЯ БЕЗОТВАЛЬНОЙ ОБРАБОТКИ ПОЧВЫ | 2016 |
|
RU2622691C1 |
| СПОСОБ УПРОЧНЕНИЯ СТРЕЛЬЧАТОЙ ЛАПЫ | 2020 |
|
RU2754568C1 |
Изобретение относится к области сельскохозяйственного машиностроения, в частности к способам нанесения износостойких покрытий на рабочую поверхность деталей почвообрабатывающих машин с использованием сварки плавлением. Способ включает дуговую наплавку рабочей поверхности вдоль линий армирования износостойким присадочным материалом. Плотность присадочного материала больше плотности основного металла детали. При охлаждении детали создают сжимающие напряжения на толщину рабочей поверхности. Наплавку рабочей поверхности вдоль линий армирования выполняют в виде точек износостойкого материала толщиной слоя 0,8-2,0 мм. Точки износостойкого материала расположены на расстоянии друг от друга с перекрытием промежутков основного металла между соседними точками в направлении перемещения рабочей поверхности детали. Наплавку каждой последующей точки вдоль линий армирования выполняют со скоростью, обеспечивающей перекрытие зон термического влияния соседних точек с образованием закалочной структуры на толщину основного металла рабочей поверхности. Техническим результатом изобретения является повышение износостойкости почворежущих поверхностей деталей путем снижения скорости изнашивания основного металла в активной зоне трения рабочей поверхности. 1 ил.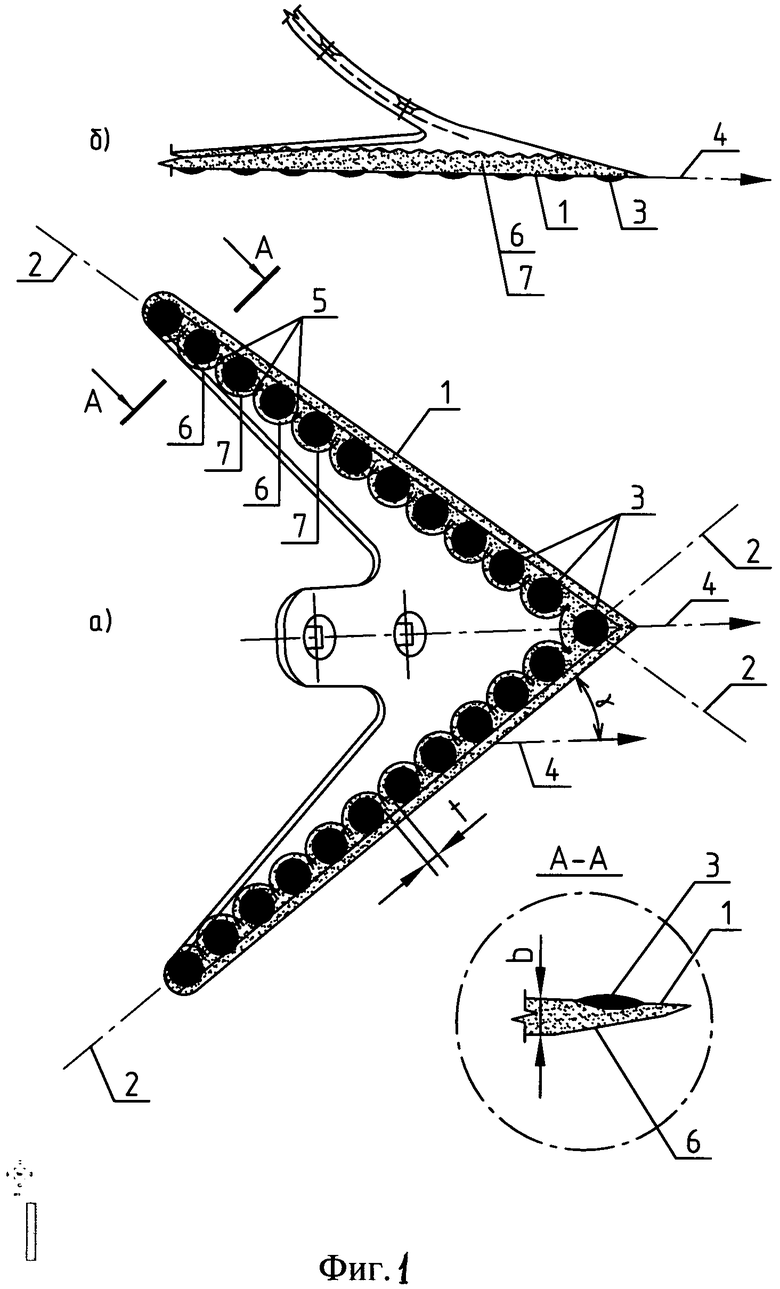
Способ нанесения износостойких покрытий на рабочую поверхность деталей почвообрабатывающих машин, включающий дуговую наплавку рабочей поверхности вдоль линий армирования износостойким присадочным материалом большей плотности, чем основной металл детали с созданием сжимающих напряжений на толщину рабочей поверхности при охлаждении детали, отличающийся тем, что наплавку рабочей поверхности вдоль линий армирования выполняют в виде точек износостойкого материала толщиной слоя 0,8-2,0 мм, расположенных на расстоянии друг от друга, обеспечивающем перекрытие промежутков основного металла между соседними точками в направлении перемещения рабочей поверхности детали, при этом наплавку каждой последующей точки вдоль линий армирования выполняют со скоростью, обеспечивающей перекрытие зон термического влияния соседних точек с образованием закалочной структуры на толщину основного металла рабочей поверхности.
| СПОСОБ НАПЛАВКИ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ | 2001 |
|
RU2184639C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2009 |
|
RU2403138C1 |
| RU 2009118638 A, 27.11.2010 | |||
| CN 101323036 A, 17.12.2008 | |||
| JP 2007307565, 29.11.2007. | |||

