Изобретение относится к способам изготовления корпуса коробчатого магазина для стрелкового оружия, в том числе для пистолетов, в частности, к способу изготовления в корпусе магазина конструктивных элементов, способствующих осевому смещению снаряженных патронов и постепенному выведению осевой линии верхних патронов на линию досылания патрона в патронник.
Согласно изобретению DE 573008 C [1] (дата уведомления о выдаче патента - 9 марта 1933 г.), известен магазин, в частности, для пистолетов-пулеметов, в котором в передней части корпуса магазина и в непосредственной близости от задней стенки предусмотрены противоположные ребра, из которых задняя пара ребер менее глубоко выступает в магазин, чем передняя пара ребер, что помимо перекрещивания и полного точечного перекатывания трех-четырех верхних патронов, неизбежно приводит к тому, что самый верхний патрон неизбежно занимает определённый угол к горизонтали, т.е. к линии подачи патрона в патронник.
Согласно полезной модели RU 140957 U1 [2] (дата публикации – 20 мая 2014 г.) известен также двухрядный магазин стрелкового оружия, содержащий корпус с загибами на горловине и с продольными направляющими выдавками на боковых стенках, отличающийся тем, что в верхней части боковых стенок корпуса позади продольных направляющих выдавок выполнены дополнительные продольные направляющие выдавки с плавными криволинейными поверхностями, геометрическая форма которых удовлетворяет определенным параметрам, обеспечивающим положение верхнего патрона, соответствующее линии его досылания в патронник.
Проблема, с которой на практике сталкиваются оружейники-проектировщики, заключается в том, что при снаряжении большого количества патронов (как правило от 5 и более штук) в неоднорядный магазин, патроны из-за результирующей векторов сил трения качения при перекатывании столбика патронов в коробчатом корпусе магазина занимают такое положение, при котором их осевая линия стремится совпасть с перпендикулярной задней стенке корпуса магазина линии в боковой проекции. Поскольку рукоятки пистолетов имеют некий угол относительно ствола, как правило совпадающей с линией подачи патронов в патронник ствола, то вышеуказанное положение патронов в коробчатом корпусе не совпадает с линией подачи патронов в патронник, что может являться причиной всевозможных нештатных ситуаций при работе оружия, т.е. при досылании патрона в патронник: перекосов, утыканий и т.п.
Общая задача технических решений [1] и [2] - не выравнивание всего столбика патронов относительно линии подачи, а обеспечение соответствия положения осевой линии именно верхнего патрона в снаряженном магазине предполагаемой линии подачи патрона в патронник. Для решения этой задачи минимальное расстояние между боковыми стенками в верхней передней внутренней части корпуса магазина делается меньшим, чем минимальное расстояние между боковыми стенками в верхней задней части корпуса магазина с помощью специальных выдавок или ребер в верхней части корпуса магазина. Такое решение позволяет верхним патронам при их перекатывании в корпусе коробчатого магазина снизу вверх постепенно перекашиваться (скрещиваться) относительно друг друга в поперечной плоскости корпуса магазина, перпендикулярной задней стенке корпуса магазина (т.е. при взгляде сверху магазина) и изменять свое положение в магазине таким образом, что их осевая линия снова отклоняется от линии, перпендикулярной задней стенке корпуса магазина и постепенно по мере движения снизу вверх выходит на линию подачи патрона в патронник. Перекашивание патронов и, как следствие, их обратное выравнивание происходит за счет того, что передние части верхних патронов постепенно в верхней части корпуса магазина сводятся вместе, а их задние части все еще остаются разведенными в стороны, что постепенно отклоняет результирующую сил трения качения патронов в верхней части корпуса магазина от линии, перпендикулярной задней стенке, к линии подачи патрона в патронник.
Предлагается альтернативный способ изготовления корпуса магазина способом фрезерования внутренней полости магазина таким образом, что минимальное расстояние между боковыми стенками в верхней передней внутренней части корпуса магазина будет меньшим, чем минимальное расстояние между боковыми стенками в верхней задней внутренней части корпуса магазина. Способ изготовления магазина имеет тот же технический результат, что и технические решения [1] и [2], а именно, обеспечение соответствия положения осевой линии верхнего патрона в снаряженном магазине предполагаемой линии подачи патрона в патронник, что в конечном счете оказывает влияние на надежность работы оружия.
Отличительная особенность предлагаемого технического решения в том, что постепенное перекашивание патронов в верхней части корпуса магазина и их выведение на линию подачи патрона в патронник обеспечивается не выдавками или ребрами, а оставлением остаточного материала в верхней передней внутренней части корпуса магазина при фрезеровании внутренней полости и доведением формы внутренней верхней полости корпуса магазина до необходимой геометрии.
Техническое решение [1] взято в качестве ближайшего аналога.
Общие существенные признаки:
способ изготовления корпуса коробчатого магазина для стрелкового оружия, образующий на внутренних поверхностях боковых стенок корпуса магазина конструктивные противоположно расположенные в верхней передней внутренней части корпуса магазина выступающие элементы.
Примечание. Под конструктивными противоположно расположенными элементами на примере технических решений [1] и [2] стоит понимать известные из уровня техники штампованные выдавки или ребра. В случае же предлагаемого технического решения под конструктивными противоположно расположенными элементами стоит понимать фрезерованные локальные поверхности с признаками, указанными далее в отличительных существенных признаках.
Отличительные существенные признаки:
сначала на боковой грани заготовки корпуса магазина с помощью концевой фрезы фрезеруют карман с расширением в нижней части заготовки корпуса магазина для заведения Т-образной фрезы во внутреннюю полость заготовки и вывода из нее, а затем с помощью Т-образной фрезы фрезеруют частично внутренние поверхности боковых стенок корпуса магазина, оставляя при этом в верхней передней внутренней части корпуса магазина остаточный материал;
до или после фрезерования указанного кармана на боковых стенках передней верхней внутренней части корпуса магазина с помощью концевой радиусной или сферической фрезы, заводя ее во внутреннюю полость корпуса магазина со стороны передней верхней внешней части корпуса магазина, фрезеруют локальные поверхности таким образом, что они выступают внутрь корпуса магазина относительно внутренних поверхностей боковых стенок корпуса магазина, которые формируются при фрезеровании внутренней полости магазина Т-образной фрезой вышеуказанным способом.
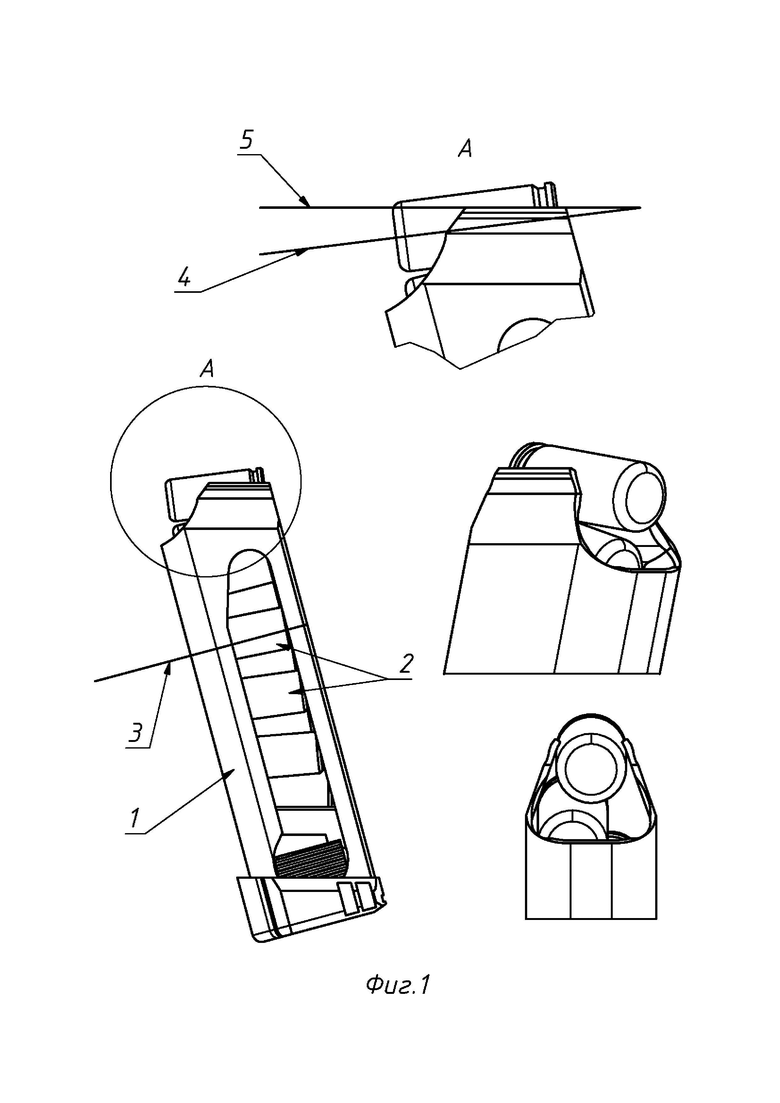
На фиг. 1 в разных видах представлен полутора-рядный магазин для стрелкового оружия в снаряженном патронами состоянии без изготовления в корпусе магазина конструктивных противоположно расположенных в верхней передней внутренней части корпуса магазина выступающих элементов.
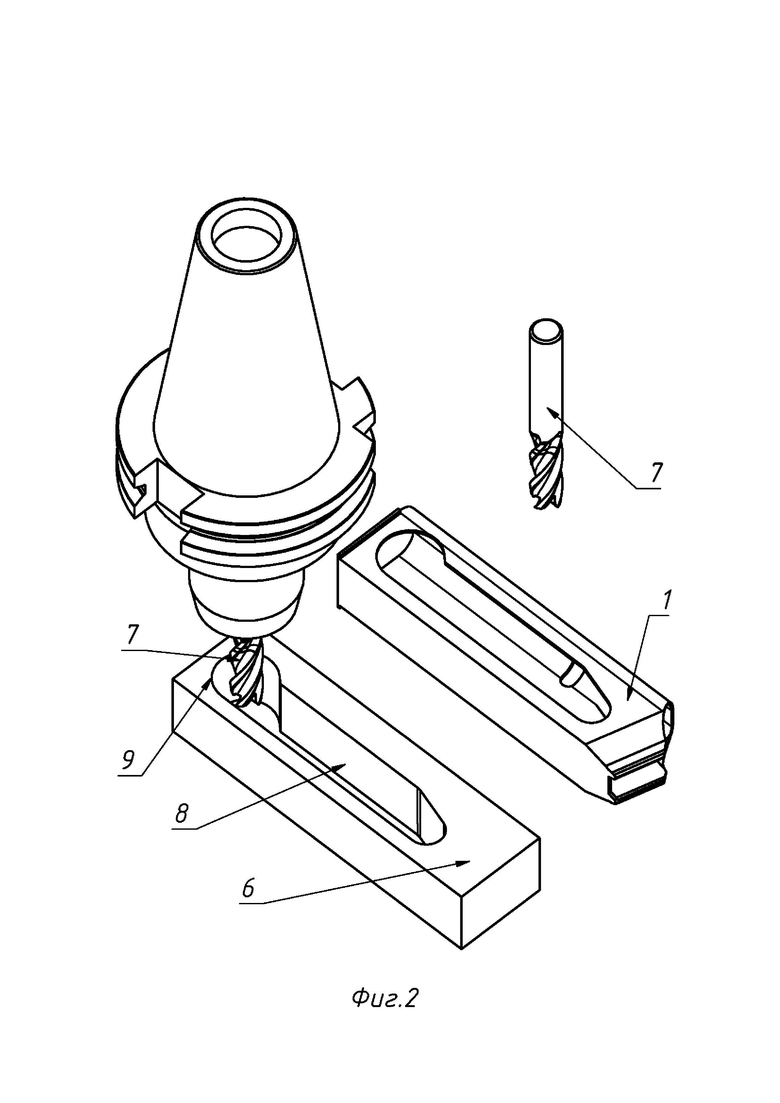
На фиг. 2 представлен этап фрезерования в заготовке корпуса магазина кармана с помощью концевой фрезы кармана с расширением кармана в нижней части заготовки для последующего заведения Т-образной фрезы во внутреннюю полость заготовки и вывода из нее.
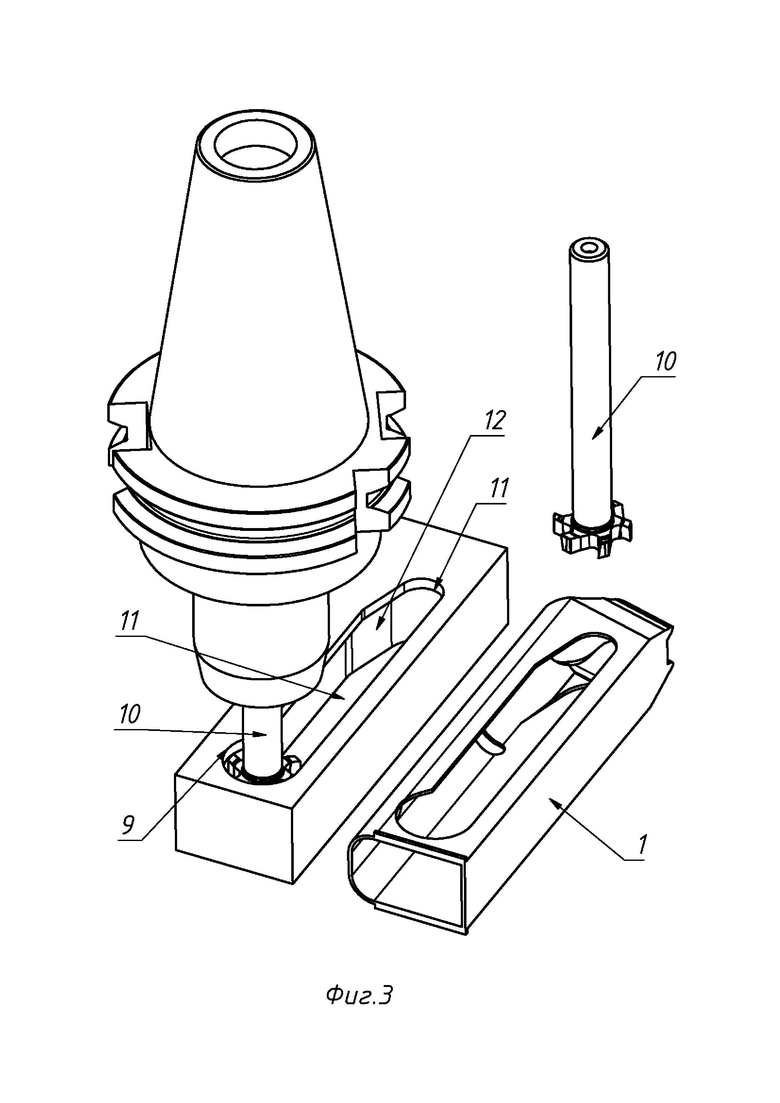
На фиг. 3 представлен этап частичного фрезерования с помощью Т-образной фрезы внутренних поверхностей боковых стенок корпуса магазина с оставлением в верхней передней внутренней части корпуса магазина остаточного материала.
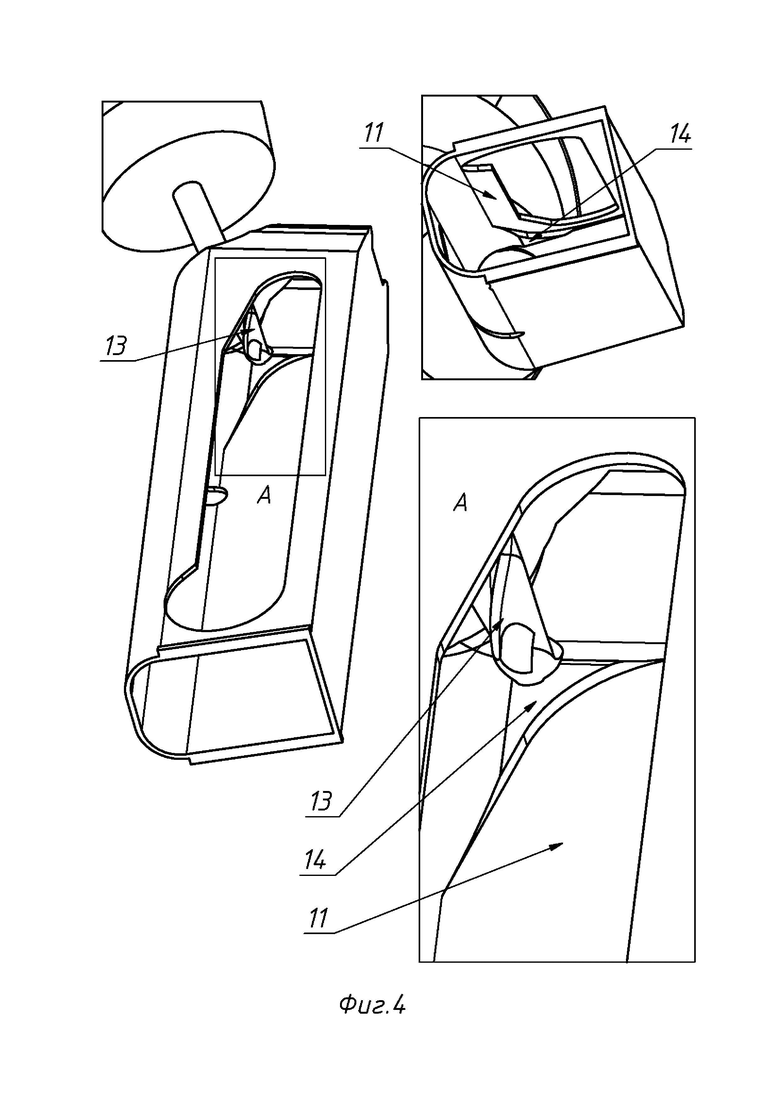
На фиг. 4 представлен этап фрезерования на боковых стенках передней верхней внутренней части корпуса магазина с помощью концевой радиусной или сферической фрезы локальных поверхностей, выступающих внутрь корпуса магазина относительно внутренних поверхностей боковых стенок корпуса магазина, которые формируются при фрезеровании внутренней полости магазина Т-образной фрезой.
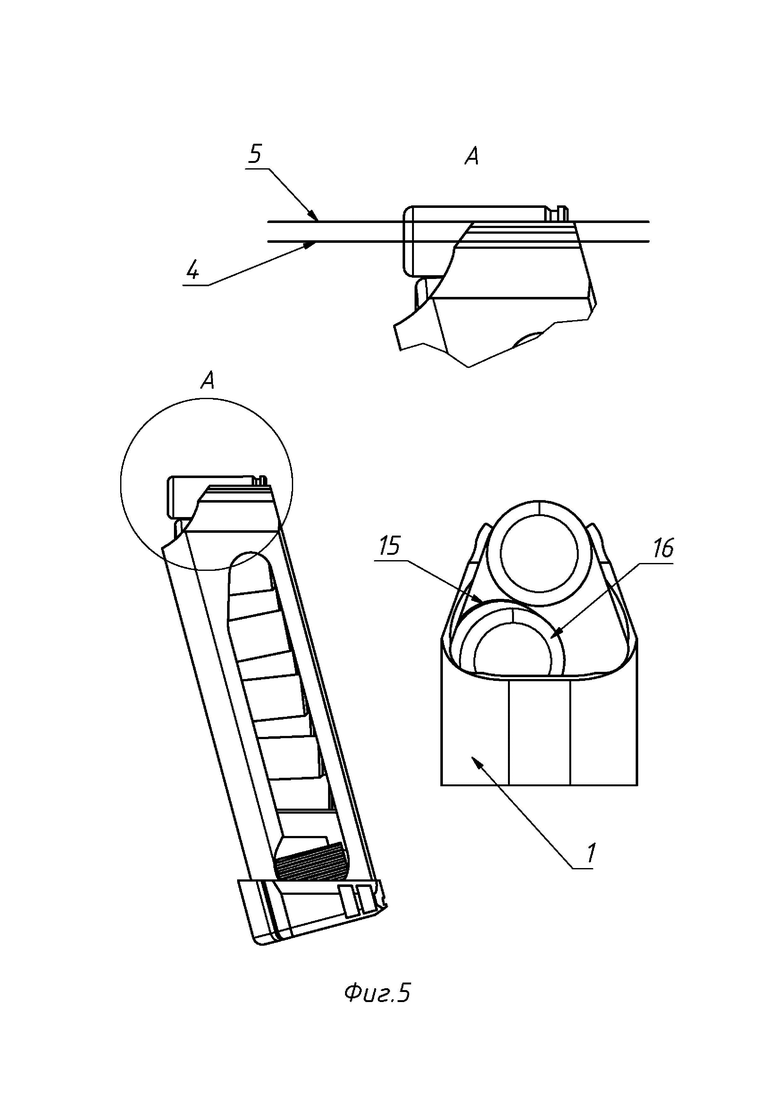
На фиг. 5 в разных видах представлен полутора-рядный магазин для стрелкового оружия в снаряженном патронами состоянии, демонстрирующий технический результат.
Расшифровка обозначений к фигурам:
1. корпус магазина,
2. патроны,
3. перпендикулярная задней стенке корпуса магазина линия в боковой проекции корпуса магазина,
4. осевая линия верхнего патрона,
5. линия подачи патрона в патронник (линия досылания),
6. боковая грань заготовки корпуса магазина,
7. концевая фреза, или концевая радиусная (с радиусом при вершине менее половины диаметра) фреза,
8. карман,
9. расширение кармана в нижней части заготовки корпуса магазина,
10. Т-образная, она же грибковая фреза,
11. внутренние поверхности боковых стенок,
12. остаточный материал в верхней передней внутренней части корпуса магазина,
13. сферическая фреза,
14. противоположно расположенные на внутренних поверхностях боковых стенок магазина локальные поверхности,
15. задние части верхних предпоследних патронов,
16. передние части верхних предпоследних патронов.
Патроны 2 на фиг. 1 укладываются в корпус 1 полутора- или дву-рядного магазина в шахматном порядке с осевым смещением вдоль задней стенки (при взгляде спереди) относительно друг друга. При этом из-за результирующей векторов сил трения качения при формировании столбика патронов в корпусе 1, осевая линия патронов 2 в боковой проекции стремится совпасть с перпендикулярной задней стенке корпуса магазина линии 3, в результате чего осевая линия 4 (фиг. 1) самого верхнего патрона становится непараллельной (отклоняется) от заранее спроектированной конструктором линии 5 (фиг. 1) подачи патронов в патронник, что при досылании патрона в патронник при штатной работе оружия вызывает перекосы и утыкания патронов.
Для выравнивая осевой линии верхнего патрона с линией досылания патрона в патронник сначала на боковой грани 6 (фиг. 2) заготовки корпуса магазина с помощью концевой фрезы 7 фрезеруют карман 8 с расширением 9 в нижней части заготовки корпуса магазина для заведения Т-образной фрезы во внутреннюю полость заготовки и вывода из нее, а затем с помощью Т-образной фрезы 10 (фиг. 3) фрезеруют частично внутренние поверхности 11 боковых стенок корпуса магазина 1, оставляя при этом в верхней передней внутренней части корпуса магазина остаточный материал 12. Фрезу 10 заводят и выводят из заготовки корпуса магазина через расширение 9 кармана 8.
Фиг. 4 дает представление о том, что в процессе изготовления корпуса магазина известными из уровня техники способами до или после фрезерования кармана 8 (фиг. 2) на боковых стенках передней верхней внутренней части корпуса магазина с помощью концевой 7 она же концевая радиусная (при наличии радиуса скругления кромки при вершине) или сферической 13 фрезы, заводя ее во внутреннюю полость корпуса магазина со стороны передней верхней внешней части корпуса магазина (позиция A фиг. 4), фрезеруют противоположно расположенные на внутренних поверхностях боковых стенок магазина 1 локальные поверхности 14 таким образом, что они выступают внутрь корпуса магазина 1 относительно внутренних поверхностей 11 боковых стенок корпуса магазина, которые формируются при фрезеровании внутренней полости магазина Т-образной фрезой 10.
Таким образом в корпусе магазина на внутренних поверхностях боковых стенок корпуса магазина формируются конструктивные противоположно расположенные в верхней передней внутренней части корпуса магазина 1 выступающие элементы, образуемые в том числе поверхностями 14 (фиг. 4), что в результате приводит к тому, что передние части 16 (фиг. 5) верхних (предпоследних) патронов постепенно в верхней части корпуса магазина 1 принудительно сводятся вместе в направлении внутренней части корпуса магазина, приподнимаясь при этом вверх друг над другом, в то время как их задние части 15 (фиг. 5) все еще остаются разведенными в стороны и не приподнимаются синхронно передним частям патронов, что постепенно отклоняет результирующую сил трения качения патронов в верхней части корпуса магазина от линии, перпендикулярной задней стенке в боковом ракурсе, к линии подачи патрона в патронник, в результате чего осевая линия 4 самого верхнего патрона в боковом ракурсе (позиция А фиг. 5) выравнивается (становится параллельной) с линией 5 досылания патрона в патронник.
Пояснения к фигурам дает представление о том, как осуществляется изобретение и о том, как оно связано с техническим результатом.
На производственной базе ЗАО «ТЕХНОАРМС», г. Москва, имеющего лицензию на разработку и производство гражданского и служебного оружия, были изготовлены магазины, представленные на фиг. 1 и на фиг. 5 (т.е. как с расположенными внутри корпуса магазина в верхней передней части выступающими конструктивными элементами, так и без них). Указанные конструктивные элементы изготавливались способом предлагаемого технического решения. Магазин с наличием указанных конструктивных элементов показал надежную работу в процессе разработки гражданского пистолета Гроза-М1, калибра 9 мм Р.А., а именно, отсутствие утыканий и перекосов патронов при их подаче в патронник в процессе стрельбы по причине отклонения осевой линии верхнего патрона от линии подачи патрона в патронник ствола, в том числе на полностью заряженном 10-и местном полутора-рядном магазине. Первый экспериментальный образец магазина без указанных конструктивных элементов оказался неработоспособным.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАГАЗИН СТРЕЛКОВОГО ОРУЖИЯ | 1999 |
|
RU2158890C1 |
| МАГАЗИН СТРЕЛКОВОГО ОРУЖИЯ | 1997 |
|
RU2117895C1 |
| СТРЕЛКОВОЕ МНОГОЗАРЯДНОЕ ОРУЖИЕ | 1999 |
|
RU2167379C1 |
| Способ изготовления ствола короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из эластичного материала | 2022 |
|
RU2798484C2 |
| УСТРОЙСТВО ДЛЯ СНАРЯЖЕНИЯ МАГАЗИНА СТРЕЛКОВОГО ОРУЖИЯ | 2024 |
|
RU2822928C1 |
| ПИСТОЛЕТ | 1994 |
|
RU2079086C1 |
| КОРОБЧАТЫЙ МАГАЗИН ДЛЯ МНОГОЗАРЯДНОГО РУЖЬЯ ПОД ПАТРОНЫ С ЗАКРАИНОЙ | 1996 |
|
RU2103628C1 |
| Комплект для снаряжения стрелкового оружия | 2023 |
|
RU2820211C1 |
| КОБУРА ДЛЯ ПИСТОЛЕТА | 2004 |
|
RU2256868C1 |
| ПУЛЕМЕТ С БАЛАНСИРОМ, СПОСОБ И УСТРОЙСТВО ЗАПИРАНИЯ ЗАТВОРА (ВАРИАНТЫ) | 2000 |
|
RU2181472C2 |
Cпособ изготовления корпуса коробчатого магазина для стрелкового оружия, при котором на внутренних поверхностях боковых стенок корпуса магазина при фрезеровке изготавливаются конструктивные противоположно расположенные в верхней передней внутренней части корпуса магазина выступающие элементы для осевого смещения снаряженных патронов и постепенного выведения осевой линии верхних патронов на линию досылания патрона в патронник. Технический результат - повышение надежности работы оружия. 5 ил.
Способ изготовления корпуса коробчатого магазина для стрелкового оружия, образующий на внутренних поверхностях боковых стенок корпуса магазина конструктивные противоположно расположенные в верхней передней внутренней части корпуса магазина выступающие элементы, отличающийся тем, что сначала на боковой грани заготовки корпуса магазина с помощью концевой фрезы фрезеруют карман с расширением кармана в нижней части заготовки корпуса магазина для заведения Т-образной фрезы во внутреннюю полость заготовки и вывода из нее, а затем с помощью Т-образной фрезы фрезеруют частично внутренние поверхности боковых стенок корпуса магазина, оставляя при этом в верхней передней внутренней части корпуса магазина остаточный материал, а также тем, что до или после фрезерования указанного кармана на боковых стенках передней верхней внутренней части корпуса магазина с помощью концевой радиусной или сферической фрезы, заводя ее во внутреннюю полость корпуса магазина со стороны передней верхней внешней части корпуса магазина, фрезеруют локальные поверхности таким образом, что они выступают внутрь корпуса магазина относительно внутренних поверхностей боковых стенок корпуса магазина, которые формируются при фрезеровании внутренней полости магазина Т-образной фрезой вышеуказанным способом.
| Электробритва | 1979 |
|
SU1348172A1 |
| RU 2009136657 A, 20.05.2011 | |||
| Устройство для импульсного регулирования величины сопротивления в цепи тягового двигателя | 1974 |
|
SU518391A1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ ЭКСЦЕНТРИСИТЕТА ОКРУЖНОСТЕЙ НЕПОДВИЖНЫХ ИЗДЕЛИЙ | 0 |
|
SU164436A1 |
| DE 573008 C, 25.03.1933 | |||
| US 10415910 B1, 17.09.2019. | |||

