Изобретение относится к обработке материалов резанием, в частности к сборному режущему инструменту, а именно к конструкциям сборных фрез.
Известна сборная фреза для обработки металлов резанием, содержащая набор дисковых модулей, насаженных на оправку, имеющих возможность поворота друг относительно друга в радиальной плоскости, на каждом из которых в посадочных гнездах установлены по периферии сменные режущие пластины (патент РФ №2311993, опубл. 10.12.2007 г.).
Недостатком известной сборной фрезы является неизменяемый угол наклона со технологической винтовой линии, формируемой сменными многогранными пластинами, и неизменяемый угол наклона режущих кромок λ, сменных многогранных пластин. Из-за этого снижается универсальность применения, что проявляется в том, что при изменении конфигурации или материала обрабатываемых этой сборной фрезой заготовок и следующей из этого необходимости изменения углов ω и λ приходится использовать новые дисковые модули или другие сменные многогранные пластины, что существенно снижает производительность производственного процесса.
Наиболее близкой по технической сущности к предлагаемому изобретению является выбранная в качестве прототипа сборная дисковая фреза, содержащая составной корпус и режущие зубья, расположенные с неравномерным окружным шагом, у которой части корпуса выполнены с возможностью поворота одна относительно другой в торцевой плоскости (Патент РФ №2023548, опубл. 30.11.1994 г.).
Недостатком известной сборной дисковой фрезы, в том числе технической проблемой, является отсутствие возможности регулировки угла наклона режущих кромок пластин, что снижает эксплуатационные показатели производительности и работоспособности сборной дисковой фрезы, выражаемые универсальностью конструкции инструмента и стойкостью режущих пластин.
В основу заявленного изобретения был положен технический результат - расширение эксплуатационных возможностей и повышение производительности обработки при фрезеровании за счет обеспечения регулировки в двух плоскостях углового положения режущих пластин в корпусе сборной фрезы.
Технический результат достигается тем, что сборная фреза, содержащая набор дисковых модулей, насаженных на оправку с возможность поворота друг относительно друга в радиальной плоскости, и выполненных по периферии с посадочными гнездами, в которых установлены сменные режущие пластины, снабжена установленными каждая в соответствующем посадочном гнезде и взаимодействующими с соответствующей сменной режущей пластиной регулировочными шайбами с радиальными рифлениями, при этом каждая сменная режущая пластина выполнена по меньшей мере с одним выступом, ответным впадинам между указанными рифлениями регулировочных шайб, а передние поверхности сменных режущих пластин отшлифованы с образованием огибающей винтовой поверхности.
Изобретение поясняется графическими изображениями.
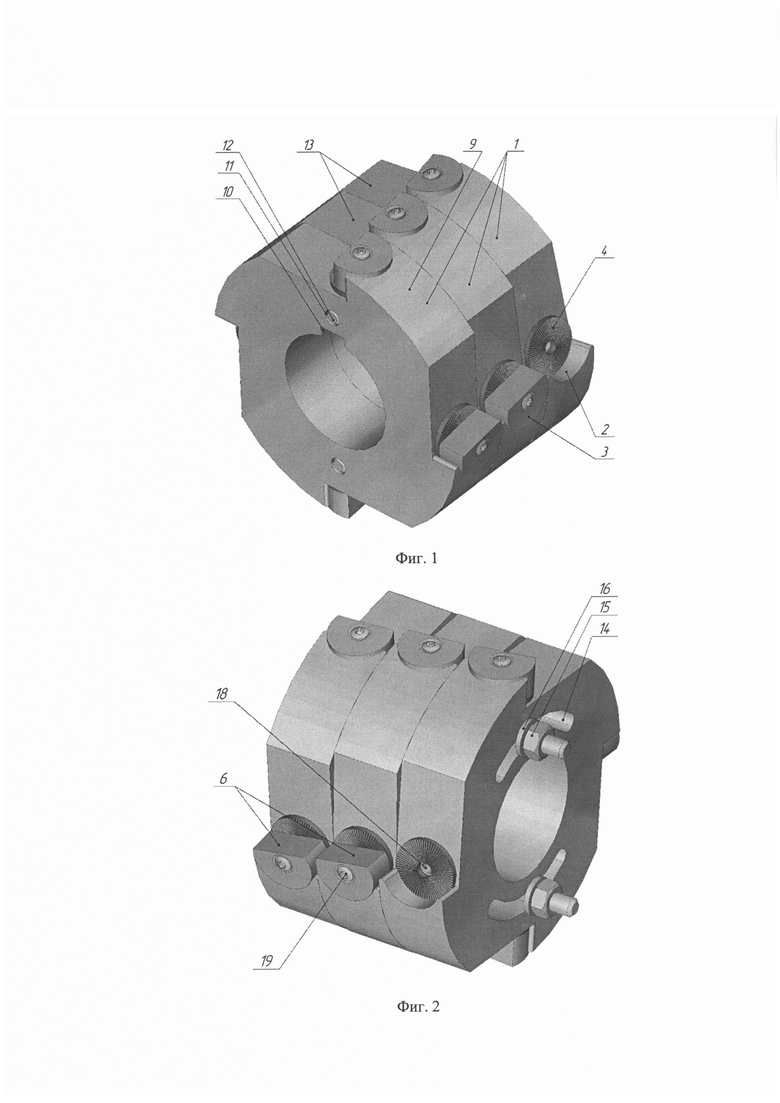
На фиг. 1 - сборная фреза, изометрия слева.
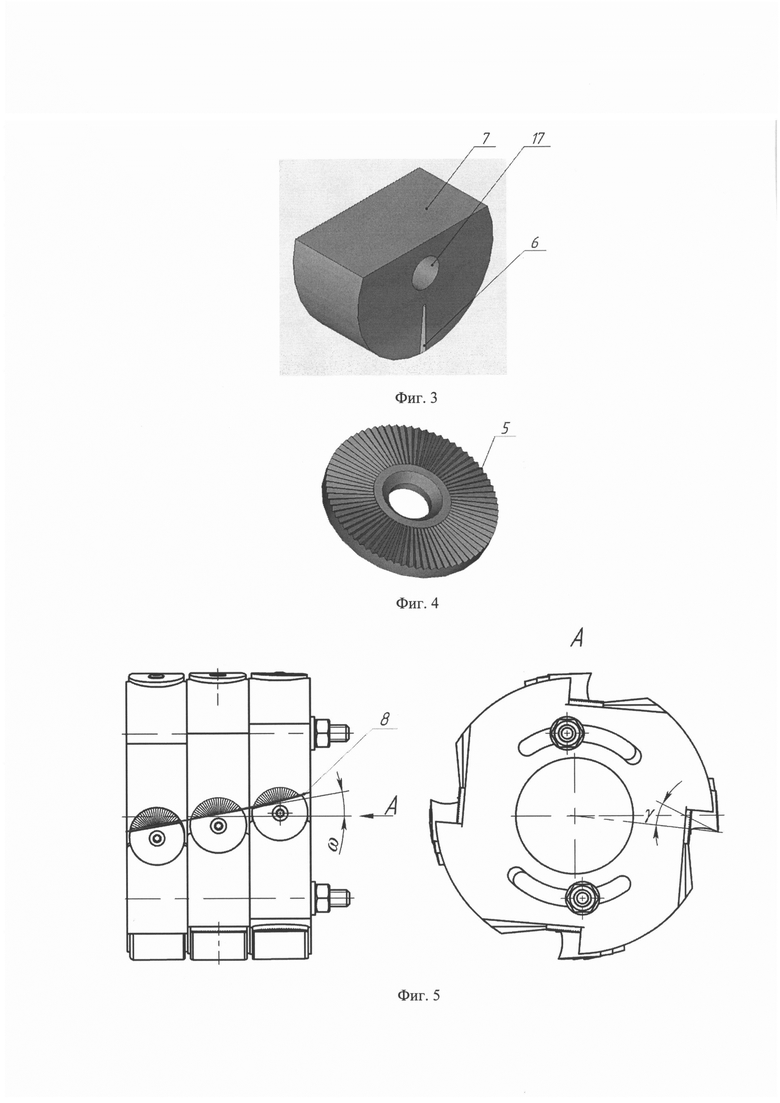
На фиг. 2 - сборная фреза, изометрия справа.
На фиг. 3 - вариант исполнения сменной режущей пластины.
На фиг. 4 - вариант исполнения регулировочной шайбы.
На фиг. 5 - эскиз сборной фрезы с обозначением основных геометрических параметров, формируемых при шлифовании.
Сборная фреза содержит набор дисковых модулей 1, насаженных на оправку (не показана) с возможность поворота друг относительно друга в радиальной плоскости, и выполненных по периферии с посадочными гнездами 2, в которых установлены сменные режущие пластины 3, и снабжена установленными каждая в соответствующем посадочном гнезде 2 и взаимодействующими с соответствующей сменной режущей пластиной 3 регулировочными шайбами 4 с радиальными рифлениями 5, при этом каждая сменная режущая пластина 3 выполнена по меньшей мере с одним выступом 6, ответным впадинам между указанными рифлениями 5 регулировочных шайб 4, а передние поверхности 7 сменных режущих пластин 3 отшлифованы с образованием огибающей винтовой поверхности 8.
Кроме того, один из дисковых модулей 9, устанавливаемый ближе остальных к концу шпинделя станка (не показан), имеет шпоночный паз 10 для передачи крутящего момента от шпинделя станка (не показана), а также не менее двух резьбовых отверстий 11, в которые ввинчиваются резьбовые шпильки 12. Остальные дисковые модули 13 имеют не менее двух кольцевых пазов 14, благодаря которым имеют возможность регулировки взаимного углового положения в радиальной плоскости. Выбранное взаимное угловое расположение дисковых модулей 1 фиксируется затягиванием гаек 15, взаимодействующих с последним из дисковых модулей 13 через шайбу 16. Дополнительно дисковые модули 1 в сборе могут фиксироваться гайкой (не показана), наворачиваемой на торец оправки (не показана). Сменные режущие пластины 3 выполнены с отверстием 17 и фиксируются в посадочных гнездах 2 вместе с регулировочными шайбами 4 путем завинчивания в резьбовое отверстие 18 крепежного винта 19.
Сборная фреза работает следующим образом.
Сборная фреза устанавливается на оправку, закрепляемую в шпинделе фрезерного станка (на изображениях не показаны). Дисковый модуль 9, устанавливаемый ближе остальных к шпинделю станка, имеет шпоночный паз 10, посредством которого при работе сборной фрезе передается крутящий момент от шпинделя станка. При ослабленных гайках 15 на резьбовых шпильках 12 выполняется регулировка углового положения остальных дисковых модулей 13 относительно дискового модуля 9. При ослабленном крепежном винте 19 осуществляется регулировка углового положения каждой из сменных режущих пластин 3 за счет перестановки их выступов 6 на требуемое радиальное рифление 5 регулировочной шайбы 4, после чего положение сменной режущей пластины 3 фиксируется путем затяжки крепежного винта 19. Данные регулировки могут производиться в любой последовательности. После окончания регулировок положение сменных режущих пластин 3 в посадочных гнездах 2 дисковых модулей 1 должно быть проконтролировано визуально или с использованием контрольно-измерительных приборов с тем, чтобы их режущие кромки приблизительно формировали винтовую линию. Затем на шлифовальном станке может быть сформирована общая огибающая винтовая поверхность 8 передних поверхностей 7 сменных режущих пластин 3 путем шлифования абразивным кругом на многокоординатном шлифовальном станке, реализующим кинематическую схему с тремя линейными и как минимум одним вращательным движением, необходимыми для реализации винтового относительного движения шлифовального круга относительно шлифуемой сборной фрезы. Для этого необходимо известным способом определить параметры установки шлифовального круга относительно сборной фрезы, к которым относятся межосевое расстояние круга и сборной фрезы, угол скрещивания их осей и положение точки скрещивания, при известных диаметрах дисковых модулей 1 и заданных значениях геометрических параметров сменных режущих пластин 3, а именно переднего угла γ и угла наклона винтовой линии ω.
Таким образом, заявленная совокупность существенных признаков, отраженная в формуле изобретения, обеспечивает получение заявленного технического результата - расширения эксплуатационных возможностей и повышения производительности сборных фрез со сменными режущими пластинами.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для осуществления процесса обработки материалов резанием и относится, в частности, к сборным режущим инструментам, а именно к конструкциям сборных фрез;
- для заявленного объекта в том виде, как он охарактеризован в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, по мнению заявителя заявленный объект соответствует критериям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная цилиндрическая фреза | 2023 |
|
RU2820615C1 |
| СБОРНАЯ ФАСОННАЯ ФРЕЗА | 2010 |
|
RU2454301C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2093341C1 |
| СБОРНАЯ ФРЕЗА | 2006 |
|
RU2311993C1 |
| ФАСОННАЯ ФРЕЗА С ПОСЛЕДОВАТЕЛЬНОЙ СХЕМОЙ РЕЗАНИЯ | 2006 |
|
RU2317879C1 |
| СБОРНАЯ КОНЦЕВАЯ ФРЕЗА | 2013 |
|
RU2541245C2 |
| СПОСОБ ФАСОННОГО ФРЕЗЕРОВАНИЯ | 2006 |
|
RU2317877C1 |
| Сборная фасонная фреза для обработки профиля железнодорожных колес | 2020 |
|
RU2746204C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1993 |
|
RU2042495C1 |
Изобретение относится к обработке материалов резанием, в частности к сборному режущему инструменту, и может быть использовано в конструкциях сборных фрез. Сборная фреза содержит набор дисковых модулей, насаженных на оправку с возможностью поворота относительно друг друга в радиальной плоскости и выполненных по периферии с посадочными гнездами, в которых установлены сменные режущие пластины. Фреза снабжена установленными каждая в соответствующем посадочном гнезде и взаимодействующими с соответствующей сменной режущей пластиной регулировочными шайбами с радиальными рифлениями. Каждая сменная режущая пластина выполнена по меньшей мере с одним выступом, ответным впадинам между указанными рифлениями регулировочных шайб, а передние поверхности сменных режущих пластин отшлифованы с образованием огибающей винтовой поверхности. Повышается производительность обработки фрезерованием и стойкость режущих пластин при обработке деталей из различных конструкционных материалов с различной геометрической формой и размерами. 5 ил. 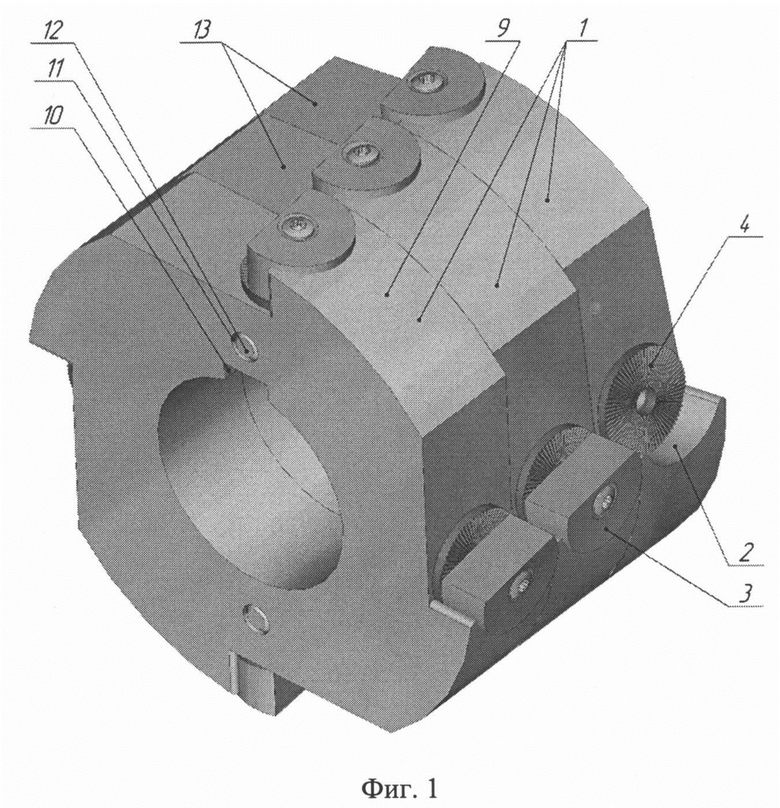
Сборная фреза, содержащая набор дисковых модулей, насаженных на оправку с возможностью поворота относительно друг друга в радиальной плоскости и выполненных по периферии с посадочными гнездами, в которых установлены сменные режущие пластины, отличающаяся тем, что она снабжена установленными каждая в соответствующем посадочном гнезде и взаимодействующими с соответствующей сменной режущей пластиной регулировочными шайбами с радиальными рифлениями, при этом каждая сменная режущая пластина выполнена по меньшей мере с одним выступом, ответным впадинам между указанными рифлениями регулировочных шайб, а передние поверхности сменных режущих пластин отшлифованы с образованием огибающей винтовой поверхности.
| ДИСКОВАЯ ФРЕЗА | 1990 |
|
RU2023548C1 |
| Сборная фреза | 1991 |
|
SU1780943A1 |
| РЕЖУЩЕЕ ТЕЛО, ВЫПОЛНЕННОЕ ДЛЯ ТОЧНОЙ НАСТРОЙКИ | 2012 |
|
RU2594298C2 |
| US 3986543 A1, 19.10.1976. | |||

