Изобретение относится к металлообработке, к технологии машиностроения, в частности к конструкциям металлорежущих инструментов, и может быть использовано при проектировании и изготовлении фасонных фрез, например, для обработки профиля винтовой канавки винтов нефтяных винтовых насосов.
Известна сборная фасонная фреза, у которой требуемый фасонный профиль создается как огибающая кривая к совокупности простых по форме кромок отдельных ее режущих элементов [1].
Существенным недостатком известной сборной фасонной фрезы является ограниченность технологических возможностей из-за ее нестабильной работы, отличающейся ударно-прерывистым характером, вызывающим вибрации, которые ухудшают шероховатость обработанной поверхности, снижают точность, качество и производительность обработки, а также поломку инструмента.
Задача изобретения - расширение технологических возможностей по обрабатыванию тел вращения и винтовых поверхностей сложной формы, а также упрощение конструкции, сборки и настройки, повышение производительности, качества обработки и стойкости инструмента путем обеспечения плавности процесса фасонного фрезерования за счет уменьшения ширины среза и использования последовательной (генераторной) схемы резания, которая позволяет в несколько раз увеличить толщину среза.
Поставленная задача решается с помощью предлагаемой фасонной фрезы с последовательной схемой резания, у которой требуемый фасонный профиль создается как огибающая кривая к совокупности простых по форме кромок отдельных ее режущих элементов, причем она сборная и состоит из пакета дисковых пазовых фрез, установленных и закрепленных с помощью гайки на общей шлицевой оправке, при этом количество дисковых фрез четное и они имеют шлицевые отверстия по профилю, ответному шлицевому профилю оправки, кроме того, дисковые фрезы имеют прямые режущие зубья, которые получают и перетачивают в сборе в пакете, где передние поверхности режущих зубьев расположены в одной продольной плоскости, при этом в рабочем состоянии дисковые фрезы сдвинуты относительно друг друга в окружном направлении на величину одного шага шлицевого соединения, а соотношение между количеством шлиц шлицевого соединения - Zш, количеством зубьев фрезы - Zф и количеством дисковых фрез - nд определяется по формуле:
 ,
,
где nд - четное количество дисковых фрез.
Кроме того, фасонная фреза предназначена для обработки винтовых канавок винтов нефтяных винтовых насосов с большим шагом.
Особенности конструкции, работы и эксплуатации предлагаемой фасонной фрезы поясняются чертежами.
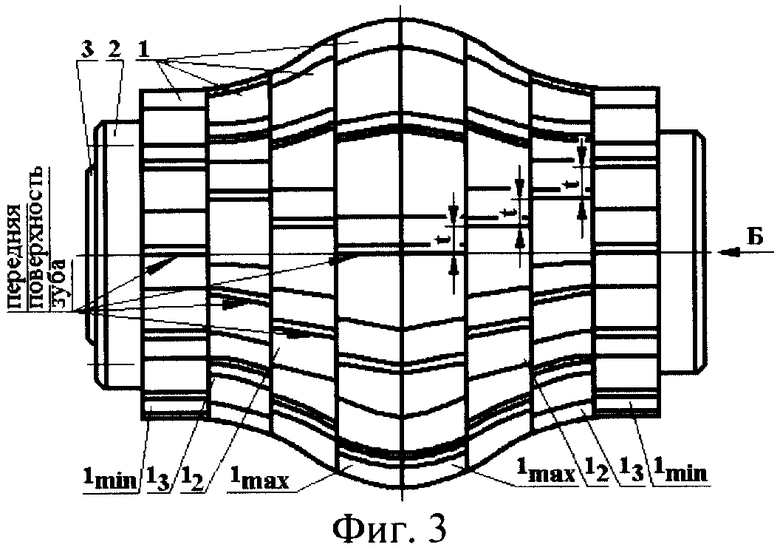
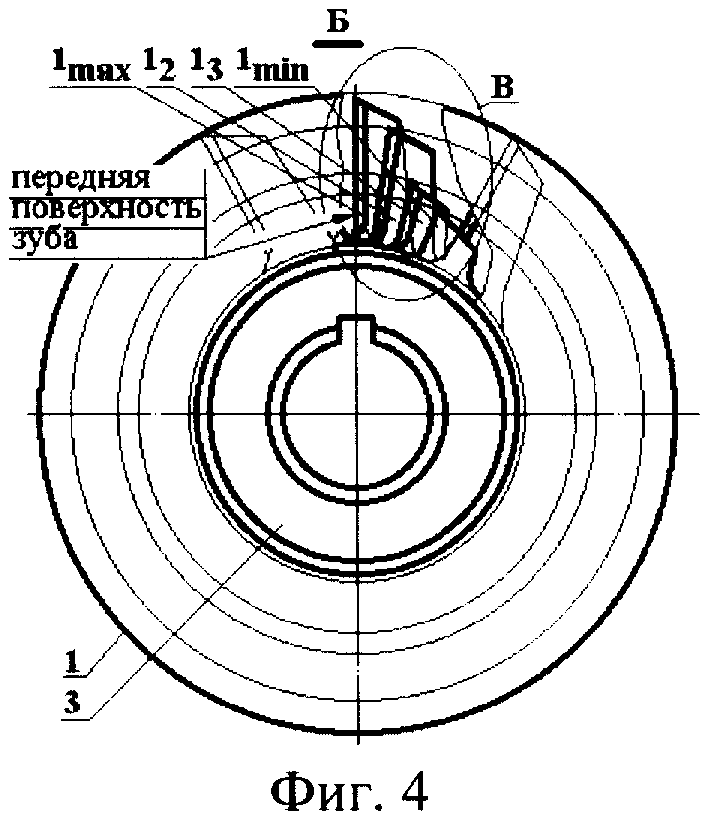
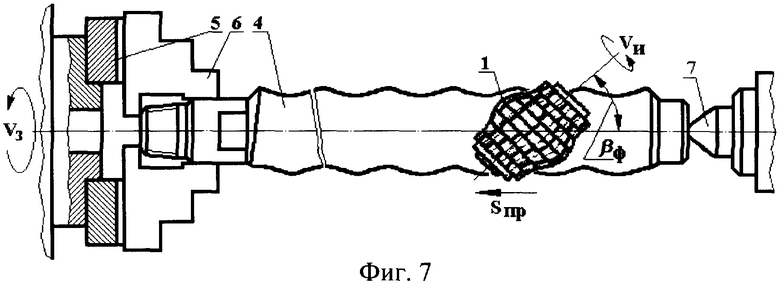
На фиг.1 изображена конструкция предлагаемой фасонной фрезы нерабочем в состоянии, а в момент заточки и переточек режущих зубьев, где передние поверхности зубьев дисковых фрез расположены в одной продольной плоскости, продольный разрез; на фиг.2 - вид А на фиг.1; на фиг.3 - общий вид фасонной фрезы в рабочем состоянии, при этом дисковые фрезы сдвинуты относительно друг друга в окружном направлении на величину одного шага t шлицевого соединения; на фиг.4 - вид Б на фиг 3; на фиг.5 - общий вид дисковой фрезы, имеющей минимальный наружный диаметр и входящей в состав сборной фасонной фрезы; на фиг.6 - общий вид дисковой фрезы, имеющей максимальный наружный диаметр и входящей в состав сборной фасонной фрезы; на фиг.7 - схема обработки винта винтового насоса предлагаемой фасонной фрезой; на фиг.8 - элемент В на фиг.4.
Предлагаемая фасонная фреза, у которой требуемый фасонный профиль создается как огибающая кривая к совокупности простых по форме кромок отдельных ее режущих элементов, относится к инструментам с последовательной, генераторной схемой резания. Находят применение фасонные фрезы с прямыми и винтовыми зубьями [1, с.145]. Фрезы с винтовыми зубьями работают плавно, но в большинстве случаев используют фасонные фрезы с прямыми зубьями, так как фрезы с винтовыми зубьями сложны в изготовлении. Предлагаемая фасонная фреза имеет достоинства винтовых фрез и обладает плавностью в работе, проста в изготовлении и позволяет добиться высокой точности обрабатываемой поверхности.
Предлагаемая фасонная фреза относится к сборным и состоит из пакета элементарных дисковых пазовых фрез 1. Дисковые фрезы 1 установлены и закреплены с помощью гайки 2 на общей шлицевой оправке 3. Оправка 3 имеет резьбовую и шлицевую шейки, а также упорный буртик, и может быть выполнена в виде втулки, как показано на фиг.1-4, или в виде вала (не показана).
Так как обрабатываемые винтовые канавки винтов симметричны относительно винтовой плоскости, проходящей вдоль середины впадины, количество дисковых фрез принято четное и они попарно имеют одинаковые диаметры и форму фасонной поверхности. На фиг.1-4 изображена фасонная фреза, имеющая восемь элементарных дисковых фрез, при этом каждой из поз. lmax, l2, l3, lmin по две штуки.
Каждая дисковая фреза lmax, l2, l3, lmin имеет шлицевое отверстие по профилю, ответному шлицевому профилю оправки 3. Введение в конструкцию шлицевого соединения связано с тем, что приходиться часто менять положение элементарных дисковых фрез относительно друг друга при работе и переточках. Шлицевое соединение может быть выполнено в виде рифлений и требует высокой размерной точности. В предлагаемой конструкции фрезы рекомендуется мелкоразмерное треугольное шлицевое соединение, которое в настоящее время не оговаривается требованиями ГОСТа, однако рекомендации по проектированию и эксплуатации указаны в справочной литературе [2]. Обработка шлицевых оправок в большинстве случаев ведется червячными фрезами по ГОСТ 8027-86, точность которых находится в пределах 0,008...0,02 мм по шагу, 0,007...0,2 мм по профилю и 0,02...0,06 мм по радиальному биению, что вполне приемлемо для изготовления предлагаемой фасонной фрезы. Обработка шлицевых отверстий в дисковых фрезах ведется шлицевыми протяжками.
Элементарные дисковые фрезы 1 имеют прямые режущие зубья, которые получают и перетачивают в сборе в пакете, где передние поверхности режущих зубьев располагают в одной продольной плоскости (см. фиг.1-2).
При подготовке к работе фасонная фреза проходит этап регулировки и настройки, заключающийся в следующем. Новую или переточенную фасонную фрезу разбирают, элементарные дисковые фрезы сдвигают относительно друг друга в окружном направлении на величину одного шага шлицевого соединения и вновь собирают и закрепляют на оправке 3 гайкой 2.
Чтобы зубья элементарных дисковых фрез 1 вступали в работу последовательно друг за другом должно быть соблюдено соотношение между количеством шлиц шлицевого соединения - Zш, количеством зубьев фрезы - Zф и количеством дисковых фрез - nд, определяемое по формуле
 ,
,
где nд - четное количество дисковых фрез.
Предлагаемая конструкция фасонной фрезы расширяет технологические возможности по обрабатыванию тел вращения и винтовых поверхностей сложной формы, позволяет упростить изготовление, сборку и настройку, повышает производительность, качество обработки и стойкость инструмента путем обеспечения плавности процесса фасонного фрезерования за счет уменьшения ширины среза и использования последовательной, генераторной схемы резания, которая позволяет в несколько раз увеличить толщину среза.
Пример. Разработана и изготовлена фасонная фреза, изображенная на фиг.1-7, предназначенная для обработки винтовых канавок винтов нефтяных винтовых насосов модели 1 В 80/75 с большим шагом. Техническая характеристика винта: D=125 мм, d=67,4 мм, 2е=28,8 мм, Т=180·2=360 мм. Фрезерование фасонных винтовых поверхностей винта предлагаемой фрезой производилось на токарном станке мод. 16К20ФЗ (фиг.7). Заготовку 4 винта устанавливали в патроне 5, оснащенном кулачками 6, и поджимали задним центром 7. Ось фрезы наклоняли под углом β=40°22/02// наклона винтовой поверхности винта. Максимальный наружный диаметр фрезы Dф=150 мм, материал - сталь Р18 ГОСТ 19265-73, твердость - 62...64 HRC, предварительный профиль получали по шаблону затылованием αпр=30°, окончательный профиль получали по копиру затылованием αок=12°. Высота фасонной фрезы в сборе из восьми дисковых фрез - (17,5 · 8)=140 мм. Заточку и переточки производили, когда передние поверхности зубьев дисковых фрез располагались в одной продольной плоскости. Число режущих зубьев каждой дисковой фрезы - Zф=12. Число дисковых фрез nд= 8. Количество треугольных шлиц шлицевого соединения - Zш= 48. Перед эксплуатацией дисковые фрезы сборной фасонной фрезы сдвигали относительно друг друга в окружном направлении на величину одного шага шлицевого соединения, т.е на (360° : 48)=7°30'.
Полная обработка винтовой поверхности была достигнута через Тм= 7,5 мин (против  мин по базовому варианту при традиционном фрезеровании на АО "Ливгидромаш"). Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл. 1 ГОСТ 577-68. Накопленная погрешность между любыми не соседними шагами была не более 0,1 мм, просвет при контроле лекальной линейкой образующих по диаметру выступов - не более 0,07 мм, что допустимо по ТУ.
мин по базовому варианту при традиционном фрезеровании на АО "Ливгидромаш"). Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл. 1 ГОСТ 577-68. Накопленная погрешность между любыми не соседними шагами была не более 0,1 мм, просвет при контроле лекальной линейкой образующих по диаметру выступов - не более 0,07 мм, что допустимо по ТУ.
За счет уменьшения ширины среза и использования последовательной генераторной схемы резания предлагаемая фасонная фреза обеспечила плавность процесса, что позволило в несколько раз увеличить толщину среза, повысить производительность, качество обработки и стойкость инструмента.
Источники информации
1. Родин П.Р. Металлорежущие инструменты: Учебник для вузов. - 3-е изд., перераб. и доп. - К.: Вища шк. Головное изд-во 1986, С.150-151, рис.102 - прототип.
2. Анурьев В.Н. Справочник конструктора-машиностроителя. М.: Машиностроение, 1982. Т.2. 880 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФАСОННОГО ФРЕЗЕРОВАНИЯ | 2006 |
|
RU2317877C1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| Сборная червячная фреза с групповой схемой резания | 2019 |
|
RU2720011C1 |
| СПОСОБ ФАСОННОГО ФРЕЗЕРОВАНИЯ | 2004 |
|
RU2269397C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ФРЕЗЫ | 2004 |
|
RU2270078C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| КОМБИНИРОВАННАЯ ДИСКОВАЯ МОДУЛЬНАЯ ФРЕЗА | 2011 |
|
RU2467839C2 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2009 |
|
RU2507041C2 |
| Сборная червячная цилиндрическая фреза | 1958 |
|
SU118453A1 |




Изобретение относится к области металлообработки, сборным фрезам для обработки профиля винтовой канавки винтов нефтяных винтовых насосов. Фреза имеет требуемый фасонный профиль в виде огибающей кривой к совокупности простых по форме кромок отдельных ее режущих элементов. Для расширения технологических возможностей она выполнена сборной, состоящей из пакета дисковых пазовых фрез, установленных и закрепленных с помощью гайки на общей шлицевой оправке. При этом количество дисковых фрез выбрано четным и они имеют шлицевые отверстия по профилю, ответному шлицевому профилю оправки. При этом дисковые фрезы имеют прямые режущие зубья, получаемые и перетачиваемые в сборе в пакете, где передние поверхности режущих зубьев расположены в одной продольной плоскости. В рабочем состоянии дисковые фрезы сдвинуты относительно друг друга в окружном направлении на величину одного шага шлицевого соединения дисковых фрез и оправки, а соотношение между количеством шлиц шлицевого соединения, количеством зубьев фрезы и четным количеством дисковых фрез определено по приведенной формуле. 1 з.п. ф-лы, 8 ил.
Zш=Zф·nд / 2.
| Фасонная фреза | 1985 |
|
SU1242316A1 |
| Фасонная фреза с вставными зубцами с твердым сплавом для фрезерования бандажей | 1945 |
|
SU87522A1 |
| Сборная фреза | 1991 |
|
SU1780943A1 |
| SU 1853253 A3, 07.08.1993 | |||
| US 4219291 А, 26.08.1980. | |||

