Изобретение относится к обработке металлов резанием и может быть использовано в конструкциях двухсторонних дисковых фрез при обработке пазов в различных деталях.
Известна конструкция дисковых фрез [1], в которой зубья фрез установлены с постоянной величиной в сборной конструкции корпуса. Предложенное решение обеспечивает экономию металла и технологичность изготовления. Не позволяет изменять величину разношагости зубьев, а потому не обладает универсальностью.
В аналоге с целью повышения технологичности конструкции и точности установки пластин конструкция корпуса состоит из трех базовых элементов. Конструкция фрез не обеспечивает обработки глубоких пазов, не позволяет изменять величину разношагости зубьев.
В качестве прототипа принята конструкция дисковой фрезы, в которой с целью расширения технологических возможностей путем использования пластин различных типоразмеров корпус выполнен сборным, состоящим из двух частей с возможностью регулировки расстояния между ними, при этом режущие пластины контактируют с базовыми поверхностями обеих частей. Конструкция фрезы позволяет обрабатывать пазы различной ширины, но без возможности изменения углового расположения зубьев, что не позволяет демпфировать возникающие при резании колебания.
Целью изобретения является повышение качества обработки за счет повышения виброустойчивости фрезы оптимизации величины разношагости.
Цель достигается применением фрезы, включающей составной корпус, содержащий крепежную и рабочую части, режущие зубья которой расположены с неравномерным окружным шагом. Корпус фрезы выполнен составным с возможностью поворота в торцовой плоскости составных частей относительно друг друга, при этом разношагость зубьевΔε определена в соответствии с соотношением:
Δε =  , где ωфр- угловая скорость вращения фрезы;
, где ωфр- угловая скорость вращения фрезы;
ωо- собственная круговая частота колебаний;
N - номер безвибрационной зоны.
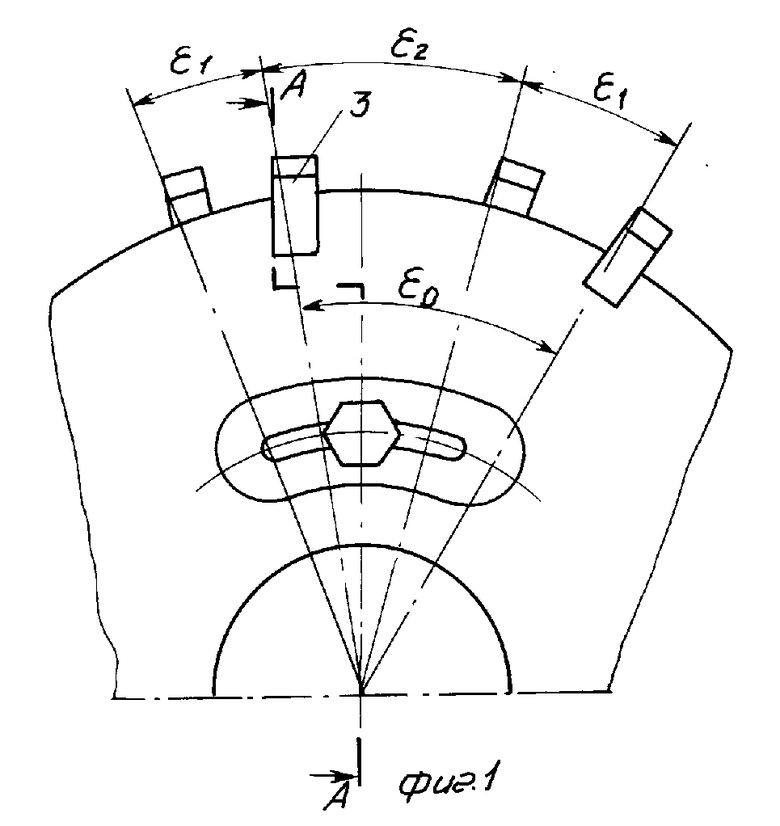
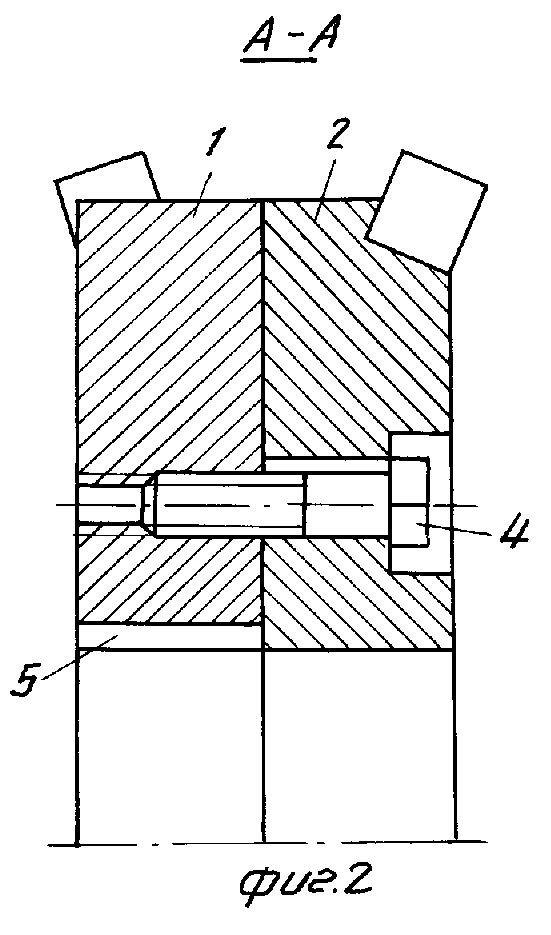
На фиг. 1 представлена схема углового расположения зубьев; на фиг.2 - разрез А-А на фиг.1 (возможное соединение полукорпусов и их относительный поворот).
Полукорпусы 1, 2 фрезы своим посадочным отверстием устанавливаются на общую оправку (не показана). Зубья 3 фрезы устанавливаются в каждом полукорпусе с равномерным окружным шагом εo=ε1+ε2.Соединение полукорпусов возможно винтами 4.
Регулировка и работа предлагаемого изобретения осуществляется следующим образом.
Определив необходимую величину разношагости Δε=ε2-ε1 при ослабленных винтах 4, осуществляют поворот полукорпуса 2 относительно полукорпуса 1 на необходимый угол, что возможно из-за наличия паза в полукорпусе 2 (фиг.1). Данную регулировку можно осуществить как при сборке фрез, так и на станке, так как в полукорпусе 2 отсутствует шпоночный паз 5, имеющийся в полукорпусе 1 (фиг.2). После этого винты 4 затягиваются силой, обеспечивающей передачу необходимого крутящего момента. Крутящий момент при работе фрезы передается через шпоночное соединение в полукорпусе 1.
Выбор величины разношагостиΔε осуществляется из условия демпфирования возникающих колебаний. Наиболее часто возникают в системе вынужденные и автоколебания. Так как природа этих колебаний различна, то для снижения их интенсивности требуется различное влияние, в частности, через характер и величину разношагости. Предлагаемое изобретение относится для случая демпфирования автоколебаний. Устойчивость процесса фрезерования определяется определенным соотношением величины разношагости Δε , угловой скорости вращения фрезы ωфр и собственной круговой частоты колебаний ωо:
Δε =  , где N - номер безвибрационной зоны.
, где N - номер безвибрационной зоны.
Полученная взаимосвязь отражает условия операции, и в каждом случае величина разношагости должна быть своя, это подтверждается экспериментальными результатами многих исследователей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСКОВАЯ ДВУСТОРОННЯЯ ФРЕЗА | 1990 |
|
RU2023549C1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2001 |
|
RU2212311C2 |
| ФРЕЗА | 1998 |
|
RU2138371C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| УСКОРИТЕЛЬНАЯ ГОЛОВКА | 2000 |
|
RU2185936C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2008142C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ШЛИФОВАНИЯ С СООБЩЕНИЕМ КРУГУ УГЛОВЫХ КОЛЕБАНИЙ | 1999 |
|
RU2163185C1 |
| СПОСОБ ПЛАНЕТАРНОГО ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2189895C2 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2164852C1 |
| ПЛУЖНО-ФРЕЗЕРНЫЙ ТРАНШЕЕКОПАТЕЛЬ | 1998 |
|
RU2141553C1 |
Использование: обработка металлов резанием. Сущность изобретения: корпус фрезы выполнен составным из двух отдельных дисков. Диски имеют возможность поворота в торцевой плоскости относительно друг друга. 2 ил.
ДИСКОВАЯ ФРЕЗА, содержащая составной корпус с крепежной и рабочей частями, а также режущими зубьями, расположенными с неравномерным шагом, отличающаяся тем, что, с целью повышения качества обработки за счет повышения виброустойчивости и за счет оптимизации величины разношагости, части корпуса выполнены с возможностью поворота одна относительно другой в торцевой плоскости.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дисковая фреза | 1983 |
|
SU1159727A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
