Область техники, к которой относится изобретение
Изобретение относится к коагуляционным ваннам для формования (варианты) и к способам упрочнения формованного изделия (варианты).
Уровень техники
Целлюлоза и другие полимеры могут быть растворены в соответствующих растворителях и посредством контролируемого упрочнения могут быть преобразованы в желаемое формованное изделие. Когда под этим формованным изделием понимаются нити, фибриллы и т.д., то говорят также о процессе формования. Целлюлоза растворяется, к примеру, в водных растворах аминоксидов, в частности, в растворах N-Methyl-Morpholin-N-oxid (NMMO), чтобы из полученных формовочных растворов получить формованные продукты, к примеру, филаменты, штапельные волокна, пленки и т.д. Это происходит посредством выделения экструдатов в воде или в разбавленных растворах аминоксида, после того, как экструдаты из экструзионного формующего инструмента через воздушный зазор проводятся в осадительную ванну.
US 4,416,698 относится к способу экструзии или формования для растворов целлюлозы с целью формования целлюлозы в нити. При этом текучий формуемый материал - раствор целлюлозы и NMMO (N-Methyl-Morpholin-N-oxid) или других третичных аминов - формуется посредством экструзии и помещается в осадительную ванну для упрочнения и вытягивания. Этот способ известен также как «Lyocell»-способ.
US 4,246,221 и DE 2913589 описывают способы изготовления филаментов или пленок из целлюлозы, причем целлюлоза вытягивается в текучей форме. Там описывается процесс формования, при котором целлюлоза растворяется в третичном аминоксиде, причем полученный раствор целлюлозы продавливается через инструмент с форсунками, через воздушный зазор экструдируется в формовочную воронку и в конце формовочной воронки снимается в форме филаментной нити. Использованная формовочная воронка оснащена средством подачи и средством отведения для осадительной ванны.
US 4,261,943 относится к способу изготовления формованных изделий из целлюлозы, причем поверхность формованных нитей обрабатывается нерастворимым средством.
В US 5,252,284 описывается следующий способ, в котором для формования массы целлюлозы используются удлиненные формовочные капилляры.
В WO 92/07124 описывается способ изготовления уменьшающего фибрилляцию целлюлозного волокна. Не высушенное волокно обрабатывается при этом катионным полимером.
WO 93/19230 А1 описывает вариант усовершенствования способа «Lyocell», при котором содержащий целлюлозу формованный материал непосредственно после формования перед введением в осадительную ванну охлаждается.
WO 94/28218 А1 описывает способ изготовления филаментов из целлюлозы, при котором раствор целлюлозы через форсунку формуется в большое количество нитей. Эти нити через обтекаемый газом зазор помещаются в осадительную ванну и непрерывно выводятся из нее.
DE 555183 относится к емкости для мокрого способа формования, причем формованная нить вертикально проходит несколько ванн.
WO 92/4871 описывает способ изготовления целлюлозного волокна с уменьшенной склонностью к фибрилляции. Уменьшенная фибрилляция достигается посредством того, что все ванны, с которыми волокна входят в контакт перед первой сушкой, должны иметь значение pH максимально 8,5. Такая регулировка в проходной ванне очень сложна и требует использования химикатов для контроля pH.
В СА 2057133 А1 описан способ производства целлюлозных нитей, причем формованная масса экструдируется и через воздушный зазор вводится в охлажденную содержащую NMMO водяную ванну. Водяная ванна для регулирования компонентов NMMO имеет круговой контур для регенерации жидкости в ванной с устройством подачи в формовочную ванну и с устройством выпуска.
WO 03/014432 А1 описывает осадительную ванну с центральным устройством отведения нитей под защитной пленкой.
DE 102004031025 В3 демонстрирует формовочное устройство с осадительной ванной, которая имеет камеру притока жидкости в формовочную ванну, для формирования ламинарного течения в осадительной ванне. При этом предусматривается отражательная перегородка, которая должна предотвращать попадание формованных нитей в осадительную ванну.
ЕР 1900860 А1 описывает 2-ступенчатую коагуляционную ванну формовочного устройства, причем ванны могут иметь различный состав H2SO4.
US 4,510,111 А относится к способу изготовления акриловых волокон, при котором формуемый раствор непосредственно и без прохождении воздушного зазора помещается в первую ванну.
US 3,851,036 А относится к способу формования полых волокон из акрилонитрила, которые могут быть получены посредством процесса формования и проведения через несколько ванн.
GB 679543 А описывает способ формования вискозы в обратном потоке раствора с различным составом.
US 4,056,517 А относится к формованию модакриловых сополимеров, причем формованные нити проводятся через несколько ванн.
Maron et al. (Lenzinger Berichte, 76 (1997) 98-102) занимается, наряду с выбором сырья, также и условиями коагуляции и их воздействия на NMMO-волокна. Выявляется, что при сильно изменяющейся концентрации осадительной ванны на прочность волокна оказывается лишь очень незначительное воздействие.
Michels und Kosan (Lenzinger Berichte, 86 (2006) 144-153) занимается процессом коагуляции целлюлозных волокон без или с добавлением присадок из формующих растворов, состоящих из NMMO или ионных жидкостей. Целью данных исследований является определение водоудерживающей способности и прочности получаемых в результате этого волокон. Прочность изготовленных волокон в соответствии с примерами до известной степени не зависит от использованных растворителей, правда, дополнительные компоненты (в смеси с целлюлозой) способствуют, как правило, явному снижению прочности. Примеры демонстрируют также явное воздействие на водоудерживающую способность «never dried» волокон. Правда, эти различия до известной степени выравниваются посредством однократной сушки.
Использованием двухступенчатого осаждения с применением различных осаждающих средств (1-ая ступень - спирт, 2-ая ступень - вода или NMMO на водной основе) занимается Fink et al. (Lenzinger Berichte, 78 (1998) 41-44). В результате таких мероприятий должен быть получен эффект «skin-core», который должен приводить к уменьшению склонности к фибрилляции «Lyocell»-волокон.
Раскрытие изобретения
Задачей изобретения является создание оптимизированных коагуляционных ванн для процесса формования, чтобы целенаправленно воздействовать на свойства волокон, в частности, на склонность к фибрилляции и на разбухание волокон. Задачей является также возможность обеспечения точного контроля состава коагуляционной ванны - также и потому, что используемые в «Lyocell»-способах растворители для целлюлозы, такие как NMMO и проч., дороги - а также эффективное применение и вторичное использование растворителей.
Изобретение относится к коагуляционной ванне с устройством подачи коагулирующей жидкости, причем устройство подачи коагулирующей жидкости имеет одно или несколько входных отверстий, которые располагаются ниже уровня коагулирующей жидкости в коагуляционной ванне или, причем, по меньшей мере, одно устройство подачи коагулирующей жидкости расположено ниже уровня коагулирующей жидкости в коагуляционной ванне. Предложенное на рассмотрение изобретение представляется далее посредством других аспектов, а также описывается посредством способов, в которых используются устройства в соответствии с изобретением, которые все выполнены с возможностью комбинации друг с другом. Изобретение определяется далее, как изложено в формуле изобретения. В соответствии с изобретением посредством щадящего и контролируемого осаждения в каждом аспекте изобретения оптимально контролируется относительное удлинение формованного изделия.
Изобретение описывает коагуляционную ванну с устройством подачи коагулирующей жидкости и зоной входа для формованных изделий, которые подвергаются упрочнению в коагуляционной ванне, причем зона входа предусмотрена в положении, в котором при наполненной коагулирующей жидкостью коагуляционной ванне имеется поверхность коагулирующей жидкости, причем устройство подачи коагулирующей жидкости имеет одно или несколько входных отверстий, которые располагаются ниже зоны входа и направлены на помещенные в коагуляционную ванну формованные изделия, так что формованные изделия в ходе процесса обтекаются поданной или свежей коагулирующей жидкостью.
Формованными изделиями в соответствии с изобретением являются в предпочтительном варианте формованные нити. Согласно этому, в соответствии с изобретением коагуляционная ванна обозначается также как осадительная ванна. Термины «осадительная ванна» и «коагуляционная ванна» используются в данном случае как взаимозаменяемые. Формованными изделиями могут быть также пленки или другие формованные изделия с любым поперченным сечением. Формованные изделия формуются обычно непрерывным образом посредством экструзии и обозначаются, поэтому, также как бесконечные формованные изделия с неопределенной длиной.
В частности, предложенное на рассмотрение изобретение относится к осадительной ванне с устройством подачи коагулирующей жидкости и с зоной входа для формованных нитей, которые подвергаются упрочнению в осадительной ванне, причем зона входа предусмотрена в положении, в котором при наполненной коагулирующей жидкостью осадительной ванне имеется поверхность коагулирующей жидкости, отличающейся тем, что устройство подачи коагулирующей жидкости имеет одно или несколько входных отверстий, которые располагаются ниже зоны входа и направлены на помещенные в осадительную ванну формованные нити, так что формованные нити в ходе процесса обтекаются поданной коагулирующей жидкостью.
Коагуляционная ванна в соответствии с изобретением позиционируется обычно под устройством для экструзии, в котором еще текучие формованные изделия или формуемые нити подвергаются экструзии. В ходе «Lyocell»-способа формованные нити проходят воздушный зазор, в котором нити дополнительно могут быть подвержены обдуванию воздухом, а затем попадают в осадительную ванну. Высота воздушного зазора может составлять, к примеру, от 5 мм до 40 мм, в частности, от 10 мм до 30 мм. В воздушном зазоре формованные изделия или формованные нити могут вытягиваться, что в некоторых случаях улучшает текстильные свойства полученных упрочненных продуктов. В соответствии с изобретением вытягивание является дополнительной функцией и может быть осуществлено или же нет. В определенном положении в осадительной ванне формованные изделия входят в ванну и коагулируют определенным образом посредством коагулирующей жидкости, которая обычно не является растворителем для массы формованного изделия. Массой формованного изделия в предпочтительном варианте является целлюлоза. Осадительные ванны имеют обычно устройство подачи для коагулирующей жидкости для обновления коагулирующей жидкости в осадительной ванне. Так как формованные изделия содержат растворители, то состав осадительной ванны мог бы изменяться без контролируемой подачи, вследствие чего периодическое изменение коагулирующих свойств могло бы негативно повлиять на консистенцию формованных изделий. Коагулирующая жидкость обычно выводится из ванны с формованными изделиями. Ванна может иметь также отдельный выход для коагулирующей жидкости.
Приток текучих формованных изделий служит для замены растворителей и нерастворителей между текучими формованными изделиями и коагуляционной ванной, и может быть осуществлен посредством различных устройств.
В соответствии с первым аспектом предложенного на рассмотрение изобретения входные отверстия устройства подачи коагулирующей жидкости позиционированы внутри осадительной ванны, а именно, ниже зоны входа формованных изделий. Входные отверстия направлены, в частности, на помещенные в коагуляционную ванну формованные изделия, так что формованные изделия в ходе процесса обтекаются коагулирующей жидкостью. Постоянные условия коагуляции создаются до тех пор, пока консистенция не будет повышена и не станет возможна точная регулировка условий коагуляции, чтобы, к примеру, оказать необходимое воздействие на склонность к фибрилляции. К примеру, предпочтительным является, если на этой стадии формованные изделия коагулируют не полностью, а лишь на поверхности. На следующей стадии, после зоны, в которой формованные изделия обтекаются коагулирующей жидкостью, нити посредством удаления растворителя далее или полностью упрочняются. Между тем, нити могут оставаться в желеобразном состоянии. Эта вторая стадия может быть осуществлена еще и в этой первой осадительной ванне или же в следующей отдельной осадительной ванне.
Входные отверстия устройства подачи коагулирующей жидкости в предпочтительных вариантах осуществления изобретения в осадительной ванне сбоку направлены на формованные изделия, к примеру, на формованные нити. Боковой приток способствует беспрепятственному проведению формованных изделий через осадительную ванну, причем поданная посредством притока и, соответственно, свежая коагулирующая жидкость захватывается нитями. Вследствие этого, коагуляция, по меньшей мере, на поверхности формованных изделий осуществляется на контролируемых условиях.
Входные отверстия расположены в предпочтительном варианте по центру осадительной ванны, в частности, предпочтительно с горизонтальной ориентацией. Точное расположение в осадительной ванне при этом не существенно, однако, следует учитывать положение на краю осадительной ванны, которое не подходит или лишь незначительно пригодно для прямого притока формованных изделий, с целью достижения эффекта в соответствии с изобретением.
Входные отверстия подводящего жидкость трубопровода в предпочтительных вариантах осуществления изобретения ориентированы с наклоном против направления экструзии формованных нитей или в направлении поверхности жидкости осадительной ванны (вверх), однако, могут быть ориентированы также перпендикулярно направлению экструзии филаментов или даже с наклоном вниз (в направлении экструзии). Также возможно горизонтальное расположение (к примеру, в основном, параллельно поверхности жидкости). Угол между направлением транспортировки/экструзии формованных изделий и направлением потока поданной к отверстиям коагулирующей жидкости составляет в предпочтительном варианте от -90° (вниз) до +90° (вверх), от -40° (вниз) до 80° (вверх), в частности, предпочтительно от -30° до 70°, особо предпочтительно от -25° до 65°, от -30° до 60° или от -35° до 55°.
В следующем предпочтительном варианте осуществления изобретения дополнительно к первому подводящему жидкость трубопроводу могут быть установлены еще и другие подводящие жидкость трубопроводы, которые позиционированы как ниже, так и выше поверхности жидкости, и снабжаются либо совместно с первым подводящим жидкость трубопроводом, либо отдельно от него.
Входящие отверстия в других предпочтительных вариантах осуществления изобретения позиционированы на расстоянии от 1 мм до 50 мм от транспортируемых через коагуляционную ванну формованных изделий. Это геометрически минимальный зазор, к примеру, определенный перпендикуляром к направлению формования (направлению экструзии) или к направлению, в котором формованные изделия транспортируются через осадительную ванну (к примеру, протягиваются через поворотный ролик). В особо предпочтительном варианте расстояние составляет от 2 мм до 45 мм, от 3 мм до 40 мм, от 4 мм до 35 мм, от 5 мм до 30 мм, от 6 мм до 25 мм, от 7 мм до 20 мм или от 8 мм до 15 мм. За счет меньшего зазора уменьшается смешивание подведенной коагулирующей жидкости с уже находящейся в осадительной ванне коагулирующей жидкостью, которая перемешана с введенными посредством формованных изделий растворителями.
Для уменьшения смешивания обеих коагулирующих жидкостей в осадительной ванне в зоне входящих отверстий также могут быть предусмотрены отклоняющие элементы. Отклоняющие элементы экранируют поток поданной коагулирующей жидкости на помещенные в осадительную ванну формованные изделия, в частности, в вышеуказанной зоне входа на поверхности коагулирующей жидкости, перед притоком находящейся в осадительной ванне коагулирующей жидкости.
Входные отверстия предусмотрены ниже поверхности (обозначенной также как уровень) коагулирующей жидкости в осадительной ванне и в этой функции пригодны также для того, чтобы производить внешнюю регулировку уровня наполнения осадительной ванны коагулирующей жидкостью. В предпочтительном варианте входные отверстия располагаются на расстоянии от 1 мм до 500 мм ниже поверхности или уровня коагулирующей жидкости в осадительной ванне, в особо предпочтительных вариантах осуществления от 2 мм до 400 мм, от 3 мм до 300 мм, от 4 мм до 250 мм, от 5 мм до 200 мм, от 6 мм до 150 мм, от 8 мм до 100 мм, от 10 мм до 80 мм, от 12 мм до 60 мм, от 14 мм до 40 мм или же от 15 мм до 30 мм. В предпочтительном варианте входные отверстия располагаются в вертикальном направлении в верхней половине уровня коагулирующей жидкости, который необходим для работы.
В предпочтительном варианте - в комбинации со всеми аспектами изобретения - поверхность коагулирующей жидкости в значительной степени находится в непосредственном контакте с газом (в частности, с воздухом) воздушного зазора, то есть, коагулирующая жидкость не покрыта пленкой. В альтернативном варианте на поверхность осадительной ванны может быть помещен покрывной слой. Также предпочтительно коагулирующая жидкость не разделена горизонтально на две зоны, а представляет собой в осадительной ванне одну выполненную с возможностью смешивания посредством конвекции среду.
Во втором аспекте предложенного на рассмотрение изобретения в распоряжение предоставляется коагуляционная ванна с емкостью для жидкости, к примеру, с ванной, с трубопроводом для жидкости в емкости для жидкости с одним или несколькими входными отверстиями ниже определенного уровня жидкости в емкости для жидкости, и с регулятором заполнения жидкостью вне емкости для жидкости, который через трубопровод для жидкости находится в гидравлическом соединении с жидкостью в емкости для жидкости, причем регулятор заполнения жидкостью имеет отверстие на определенном уровне. Благодаря этому, устанавливается уровень жидкости в емкости для жидкости по типу сообщающегося с расположенным вовне регулятором заполнения жидкостью сосуда или посредством гидравлического соединения определяется уровень жидкости в емкости для жидкости.
В соответствии с изобретением в распоряжение предоставляется регулятор заполнения жидкостью вне наполненной коагулирующей жидкостью емкости для жидкости коагуляционной ванны (в данном случае обозначается также как осадительная ванна). Осадительные ванны имеют зачастую устройство подачи коагулирующей жидкости, чтобы выровнять, по меньшей мере, емкость для жидкости посредством проведения вместе с транспортируемыми через осадительную ванну формованными изделиями. Для усиленного обновления жидкости осадительная ванна может иметь дополнительно также отдельное устройство вывода жидкости. В предпочтительном варианте, однако, в осадительной ванне не предусматривается никакого отдельного устройства вывода для жидкости (за исключением жидкости, которая выводится с формованными нитями («потери выводящего потока») - оно не обозначается в данном случае как устройство вывода для жидкости). Коагулирующая жидкость, как правило, загрязняется различными субстанциями, растворителями и нерастворителями массы формованных изделий или другими субстанциями производственного процесса. Загрязняющими субстанциями могут быть, к примеру, ионы металлов, которые могут высвобождаться из аппаратов для экструзии (к примеру, из стали, специальной стали, керамики, металлокерамики, алюминия, пластмассы, цветных металлов или благородных металлов). Предпочтительными материалами являются все железистые материалы, ферросплавы, хромоникелевые стали, никелевые стали (к примеру, хастеллой-материалы, титан, тантал).
За счет наличия регулятора заполнения жидкостью предоставляется возможность подводить к осадительной ванне лишь такое количество жидкости, которое, ввиду потерь выводящего потока, обусловленного отведенным филаментом, удаляется из коагуляционной емкости. Это позволяет осуществить особенно щадящее и не сопровождающееся турбулентностью снабжение зоны коагуляции коагулирующей жидкостью.
К тому же, это позволяет осуществлять перелив, который производится через отверстие в регуляторе, вне осадительной ванны и, таким образом, осуществлять его без загрязнений или изменений состава коагулирующей жидкости, которые, кроме того, имеют место в процессе формования. Для этого в предпочтительном варианте регулятор заполнения жидкостью комбинируется с устройством подачи жидкости. Для этого регулятор заполнения жидкостью имеет устройство подачи жидкости. Таким образом, в регуляторе заполнения жидкостью величина притока жидкости в ванну контролируется посредством положения отверстия и, тем самым, уровня заполнения в ванне. Трубопровод от регулятора заполнения жидкостью к осадительной ванне проводит затем коагулирующую жидкость в осадительную ванну. Трубопровод входит в ванну, в частности, ниже уровня коагулирующей жидкости, как описано выше - в частности, чтобы осуществить гидравлическое соединение с регулятором заполнения жидкостью, однако, также, чтобы в предпочтительных вариантах осуществления, как описано выше, входящие в осадительную ванну формованные изделия омывать непосредственно поданной (свежей) коагулирующей жидкостью. Поэтому, трубопровод для жидкости ведет в предпочтительном варианте во внутренне пространство емкости для жидкости, к примеру, ванны, причем входные отверстия располагаются во внутреннем пространстве емкости для жидкости. В частности, в предпочтительном варианте входные отверстия располагаются посередине, то есть не на краю емкости для жидкости, как описано выше.
В предпочтительном варианте отверстие в регуляторе заполнения жидкостью выполнено с возможностью регулировки по высоте. К примеру, отверстие может быть осуществлено с возможностью регулировки по высоте посредством вращения выполненного в возможностью осуществления вращательного движения элемента. Посредством регулировки по высоте различия в уровнях могут варьироваться, к примеру, от 5 мм до 200 мм, предпочтительно от 10 мм до 150 мм, от 15 мм до 100 мм или от 20 мм до 50 мм.
Перелив из отверстия может быть использован для снабжения последующего этапа промывки. Последующим этапом промывки может быть следующая ванна, в которую помещаются формованные изделия после коагуляции.
В следующем аспекте изобретение относится к устройству коагуляционной ванны, по меньшей мере, с одной емкостью для коагулирующей жидкости и со следующей емкостью для промывки, с первой емкостью для жидкости («емкость для коагулирующей жидкости») с первой коагулирующей жидкостью, и со второй емкостью для жидкости («емкость для промывки») со второй коагулирующей жидкостью, и с устройством поворота формованных изделий для проведения формованных изделий от емкости для коагулирующей жидкости в емкость для промывки, причем первая коагулирующая жидкость может иметь другую концентрацию коагулирующих средств, чем вторая коагулирующая жидкость, и/или другую температуру. И этот аспект, естественно, может быть скомбинирован со всеми ранее упомянутыми признаками первого и второго аспектов изобретения, причем, в частности, первая емкость для жидкости и, соответственно, ее регулятор заполнения жидкостью, может быть аналогичным описанному выше.
Емкость для коагулирующей жидкости в комбинации со следующей емкостью для промывки, сформированная, к примеру, соответственно, как ванна, может быть использована для создания других условий коагуляции. К примеру, в первой емкости может подвергаться упрочнению лишь поверхность формованных изделий, а во второй емкости может осуществляться полное упрочнение (к примеру, посредством полного вымывания оставшихся в формованном изделии растворителей). В жидкости количество растворителя обратно количеству коагулирующих средств. В предпочтительном варианте в первой емкости имеется повышенная концентрация растворителя и, соответственно, уменьшенная концентрация коагулирующих средств, чем во второй емкости, или наоборот. В зависимости от концентрации коагулирующих средств в первой и/или во второй емкости может быть осуществлена плавная или быстрая коагуляция. Благодаря этому, на параметры продукта, такие как фибрилляция, можно воздействовать контролируемым образом - в зависимости от формы формованных изделий и размеров поперечного сечения.
В предпочтительном варианте концентрация растворителей, к примеру, третичного аминоксида, в частности, предпочтительно NMMO, в первой коагуляционной ванне составляет от 15% до 50%, предпочтительно от 20% до 40% (все данные в процентах по весу). В предпочтительном варианте в первой ванне осуществляется не мгновенное осаждение, а щадящее осаждение, к примеру, за счет наличия растворителей. При этом, в частности, формованные изделия коагулируются лишь не полностью, то есть, не до центра. В соответствии с изобретением посредством щадящего и контролируемого осаждения в каждом аспекте изобретения оптимально контролируется относительное удлинение формованного изделия.
Ввиду использования различных коагуляционных ванн, могут быть достигнуты различные варианты обработки формованных изделий. В предпочтительном варианте формованные изделия в первой коагулирующей ванне упрочняются не полностью, а переводятся в гелеобразное состояние. В предпочтительном варианте формованные изделия еще в первой коагулирующей ванне подвергаются вытягиванию, которое ввиду различной степени коагуляции во внутренней и внешней зонах формованных изделий способствует формированию особенно интересных свойств полученных готовых формованных изделий, в частности, у нитей.
В предпочтительных вариантах осуществления изобретения вторая емкость для жидкости имеет отдельное от первой емкости для жидкости устройство подачи жидкости.
Вторая емкость для жидкости может иметь устройство отведения жидкости отдельно от устройства выгрузки формованных изделий. Устройством отведения жидкости может быть перелив. В предпочтительном варианте жидкость, которая выводится из первой емкости для коагулирующей жидкости посредством формованных изделий, таких как мотки филамента, помещается во вторую емкость для жидкости. Благодаря этому, дорогие растворители или коагулирующие жидкости эффективным образом используются многократно.
В предпочтительном варианте устройство подачи жидкости первой и/или второй емкости для жидкости имеет вне емкости для жидкости расположенный вовне регулятор заполнения жидкостью, в частности, как описано выше.
Изобретение относится к другим способам упрочнения формованных изделий, с применением любых описанных здесь коагуляционных ванн или устройств.
В частности, изобретение относится к способу упрочнения формованных изделий, причем текучие формованные изделия вводятся в коагуляционную ванну с коагулирующей жидкостью, причем в коагуляционной ванне формованные изделия обтекаются введенной в коагуляционную ванну коагулирующей жидкостью. Для этого в коагуляционную ванну могут входить трубопроводы для коагулирующей жидкости, так что входные отверстия направлены на формованные изделия, как уже описано выше.
Изобретение относится также к способу упрочнения формованных изделий, причем текучие формованные изделия вводятся в коагуляционную ванну с емкостью для коагулирующей жидкости, причем уровень коагулирующей жидкости задан посредством находящегося вне емкости для жидкости регулятора заполнения жидкостью, предпочтительно посредством отдельного регулятора заполнения жидкостью, как описано ранее. В предпочтительном варианте введенная в ванну коагулирующая жидкость проводится над регулятором заполнения жидкостью. Затем жидкость направляется в регулятор и посредством гидравлического соединения через следующий трубопровод соединяется с ванной. За счет такого соединения жидкость проходит от регулятора в ванну, в зависимости от уровня наполнения в ванной для выравнивания жидкости с уровнем отверстия.
Далее изобретение относится к способу упрочнения формованных изделий в устройстве коагуляционной ванны, по меньшей мере, с двумя отделенными друг от друга емкостями для жидкости (к примеру, ваннами), причем в первой емкости для жидкости формованные изделия подвергаются частичному упрочнению, а во второй емкости для жидкости, предпочтительно после вывода из первой емкости для жидкости, проводятся над поворотным и/или связывающим устройством, и во второй емкости для жидкости формованные изделия дополнительно промываются и подвергаются дальнейшему упрочнению. В двух или нескольких емкостях для жидкости могут быть установлены различные условия, за счет различия температур, в частности, плавкие в горячем состоянии формованные изделия охлаждаются и упрочняются за два контролируемых этапа. В растворах растворители могут вымываться из формованных изделий, по меньшей мере, за два этапа при различных условиях.
Для формования формованных изделий выходные отверстия на экструдере могут быть выбраны различной формы. Возможны продолговатые отверстия для формования пленок и маленькие, круглые отверстия для формования филаментов или нитей. В предпочтительном варианте отверстия должны быть в диаметре максимум 2 мм, максимум 1,5 мм, максимум 1,2 мм, максимум 1,1 мм, максимум 1 мм. Диметр отверстий может составлять минимально 0,1 мм, минимально 0,2 мм, минимально 0,3 мм, минимально 0,4 мм, минимально 0,5 мм, минимально 0,6 мм, минимально 0,7 мм, минимально 0,8 мм, минимально 0,9 мм. После выхода материал оказывается именно с сформованном состоянии, но еще в текучей фазе.
В предпочтительном варианте рядом друг с другом предусматривается несколько экструзионных отверстий на экструдере или несколько формуемых изделий. Экструзионные отверстия могут быть предусмотрены на выпуклой, то есть изогнутой, экструзионной пластине, причем в предпочтительном варианте угол α выпуклости на краю экструзионной пластины в направлении экструзии является острым углом. Угол α выпуклости в предпочтительном варианте меньше 85°, в частности, меньше 80°, меньше 75°, меньше 70°, меньше 65°, меньше 60°, меньше 55°. Посредством выпуклой формы профиль расположения экструзионных отверстий может быть согласован с профилем поверхности жидкости в коагуляционной ванне. За счет введения формованных изделий в коагуляционную ванну поверхность жидкости там изгибается, вследствие чего при плоском расположении экструзионных отверстий центральным формованным изделиям необходимо больше времени для прохождения пути, чем внешним формованным изделиям. Вследствие этого, за счет различного времени воздействия, в газовом зазоре может возникнуть неоднородность. Возникновение неоднородности предотвращается в соответствии с изобретением.
В коагуляционной ванне могут быть предусмотрены среды, жидкости и/или температуры, в которых формованные изделия упрочняются. К примеру, могут использоваться жидкости или растворы, в которых материал нерастворим и, таким образом, осаждается. В альтернативном варианте или в дополнение могут быть выбраны низкие температуры, при которых материал упрочняется. Посредством, по меньшей мере, периодически непрерывного осаждения могут быть получены формованные изделия в соответствии с изобретением, к примеру, филаменты, нити или пленки. Формованные изделия могут выгружаться из коагуляционной ванны непрерывно или периодически. Жидкость в коагуляционной ванне может обновляться также непрерывно или периодически. Приемная ванна может быть отрегулирована на определенную температуру, к примеру, посредством нагревательных и охлаждающих элементов или посредством регулировки замены среды.
Формованные изделия (к примеру, формованные нити или волокна) могут состоять из термопластичной массы, в частности, из вискозной текучей среды, которая в коагуляционной ванне упрочняется. В предпочтительном варианте масса выбрана из растворов целлюлозы, отверждаемых текучих сред, в частности, «hot-melts», таких как полимеры, поликарбонаты, полиэстеры, полиамиды, полимолочные кислоты, полипропилены и т.д. Растворы целлюлозы являются, в частности, целлюлозо-аминоксидными растворами, в особенности, растворами третичного аминоксида. Примером является раствор целлюлозы-NMMO (N-Methylmorpholin-N-oxid), как описано в US 4,416,698 или в WO 03/057951 А1. В предпочтительном варианте для переработки в экструзионные продукты используются растворы целлюлозы с содержанием целлюлозы от 4% до 23%. В предпочтительном варианте формованные изделия перед упрочнением в коагулирующей жидкости состоят из растворенной целлюлозы. Раствор может представлять собой смесь воды и третичного аминоксида, такого как NMMO, в частности, предпочтительны водные растворы. Растворитель, к примеру, NMMO, должен содержаться в осадительной ванне (или ваннах) в достаточно низкой для осаждения целлюлозы концентрации. Растворитель посредством формованных изделий вводится в осадительную ванну или в осадительные ванны и для обновления коагулирующей жидкости за счет подачи должен удерживаться на достаточно низком процентном уровне, для достижения желаемой степени коагуляции в соответствующей осадительной ванне.
Раствор материала формованных изделий может быть водным раствором. Раствор может быть тиксотропной текучей средой, в частности, формовочным раствором. Формовочный раствор может содержать NMMO и целлюлозу, причем соотношение масс NMMO и целлюлозы составляет от 12 до 3, предпочтительно от 10 до 4, или еще более предпочтительно от 9 до 5.
Особо предпочтительно соотношение масс a) («input») NMMO и целлюлозы в формованном изделии перед введением в коагулирующую жидкость в размере от 12 до 3, предпочтительно от 10 до 4 или от 9 до 5. В альтернативном варианте или в комбинации в предпочтительных вариантах осуществления изобретения соотношение масс b) («output») адгезирующего в формованное изделие или на формованное изделие NMMO и целлюлозы в формованном изделии при выведении из (первой) коагуляционной ванны составляет от 10 до 0,5, предпочтительно от 8 до 1, в частности, от 6 до 3. Особо предпочтительно соотношение соотношений масс а) и b) («input» : «output»), причем соотношение масс а) и b) определено как представлено выше, в пределах от 0,2 до 25, предпочтительно от 0,3 до 10, в частности, от 0,5 до 3. Соотношения масс NMMO и целлюлозы в формованных изделиях могут быть выбраны посредством соответствующего смешения субстанций (перед экструзией и, в связи с этим, перед введением в коагуляционную ванну). Соотношение масс b) «output» может регулироваться посредством количества NMMO в коагулирующей жидкости и/или скоростью потока и скоростью выгрузки формованных изделий, а также, особенно посредством устройств для съема или стекания каплями адгезированной на формованное изделие жидкости. Термин «адгезированный в формованное изделие или на формованное изделие NMMO» следует понимать таким образом, что формованное изделие после обработки в коагуляционной ванне еще имеет растворители, прежде всего, в центре, и коагулировано лишь на поверхности («в»), а также, при определенных обстоятельствах, жидкость из коагуляционной ванны адгезирует на формованное изделие («на»). Коагулирующая жидкость, прежде всего, из первой ванны, может иметь еще относительно большое количество растворителя (NMMO). В частности, если формованное изделие образует филамент, то оно может вывести с собой большое количество жидкости. Это количество отведенной жидкости компенсируется в предпочтительном варианте посредством подачи коагулирующей жидкости через устройство подачи. Поскольку соотношение а:b>1, то к коагулирующей жидкости должен быть дополнительно подведен NMMO, так как поданного посредством псевдоожиженных формованных изделий количества NMMO не достаточно для вывода и, в противном случае, количество NMMO в ванне стало бы уменьшаться (что является также менее предпочтительным, однако, все же, возможным вариантом осуществления). Дополнительная подача NMMO осуществляется в предпочтительном варианте через устройство подачи коагулирующей жидкости.
При выведении NMMO из коагуляционной ванны через формованные изделия можно отказаться от другого варианта выведения жидкости.
Специальные материала имеют температуру плавления, по меньшей мере, примерно 40°С, по меньшей мере, 50°С, по меньшей мере, 55°С, по меньшей мере, 60°С, по меньшей мере, 65°С, по меньше мере, 70°С, по меньшей мере, 75°С. Материал может быть экструдирован при температурах примерно, по меньшей мере, около 40°С, по меньшей мере, 50°С, по меньшей мере, 55°С, по меньшей мере, 60°С, по меньшей мере, 65°С, по меньшей мере, 70°С, по меньшей мере, 75°С, по меньшей мере, примерно 80°С, по меньшей мере, 85°С, по меньшей мере, 90°С, по меньшей мере, 95°С и проведен в коагуляционную ванну. В предпочтительном варианте нулевая сдвиговая вязкость текучей среды составляет от 100 Па⋅с до 20.000 Па⋅с, в частности, от 500 Па⋅с до 16.000 Па⋅с.
Температура первой и/или второй коагуляционной ванны составляет в предпочтительном варианте от 5°С до 60°С, в частности, предпочтительно от 10°С до 50°С или от 15°С до 40°С. В специальных вариантах осуществления температура второй коагуляционной ванны, по меньшей мере, на 1°С, предпочтительно, по меньшей мере, на 5°С ниже, чем температура первой коагуляцонной ванны.
Формованные изделия могут через поворотный и/или связывающий элемент, к примеру, поворотный ролик (неподвижный или вращающийся) выводиться из коагуляционной ванны (или ванн). В предпочтительных вариантах осуществления изобретения скорость вывода для отведения формованных изделий из первой или второй коагуляционных ванн - которые могут выбираться вне зависимости друг от друга -составляет от 5 м/мин до 100 м/мин, в частности, предпочтительно от 10 м/мин до 80 м/мин, особо предпочтительно от 20 м/мин до 60 м/мин, особенно от 25 м/мин до 50 м/мин.
В первую и/или вторую коагуляционные ванны могут добавляться присадки для достижения определенных свойств продукта. К примеру, могут добавляться образователи сетчатой структуры, эмульгаторы, поверхностно-активные вещества, детергены, или же красители или пигменты (также и «бесцветные» пигменты). Формованные изделия могут подвергаться обработке эмульгируемым полимером, к примеру, полиэтиленом или поливинилацетатом, или же образованию сетчатой структуры посредством глиоксаля. Уменьшение фибрилляции сформованных с использованием растворителей целлюлозных формованных изделий может быть получено посредством использования биреактивных красителей, глиоксаля, гликоля, гликольного эфира, полигликоля, полигликольного эфира, спиртов, таких как изоамиловый спирт, изобутиловый спирт или изопропиловый спирт.
Для задержания коагулирующих жидкостей при отведении формованных изделий из ванн эти ванны могут иметь съемные закраины.
К тому же, изобретение относится к формованному изделию, которое может быть получено или изготовлено одним из способов в соответствии с изобретением.
Краткое описание чертежей
Изобретение поясняется чертежами, на которых показано:
фиг. 1 демонстрирует систему в соответствии с изобретением подачи коагулирующей жидкости в осадительную ванну. Экструдированные посредством экструзионного устройства 1 формованные нити 2 или другие формованные изделия, проходя воздушный зазор, попадают в осадительную ванну. Поверхность коагулирующей жидкости или уровень обозначены ссылочной позицией 3. Зона входа формованных нитей в ванну располагается между точками пересечения линий 2 и 3. В осадительной ванне имеется устройство подачи коагулирующей жидкости, которое загружается через трубопровод (схематично изображенный ссылочной позицией 4). Посредством распределительных труб 5а и 5b, представленных в поперечном сечении, коагулирующая жидкость через входные отверстия 6а и 6b в направлении формованных нитей подается в осадительную ванну. Тонкими пунктирными линиями обозначается поток свежей коагулирующей жидкости. Он захватывается потоком формованных нитей. Как выше, так и ниже уровня поверхности коагулирующей жидкости могут быть установлены дополнительные устройства подачи жидкости с осуществленными соответствующим образом входными отверстиями;
фиг. 2 демонстрирует систему, аналогичную системе с фиг. 1, и дополнительно демонстрирует отклоняющие элементы 7а и 7b, которые минимизируют приток коагулирующей жидкости из осадительной ванны к зоне входа формованных нитей, так что в зоне входа предпочтительным образом имеется свежий приток коагулирующей жидкости. Далее представлен поворотный ролик 8 для изменения направления коагулированных формованных нитей 9;
фиг. 3 демонстрирует систему, аналогичную системе с фиг. 2, и демонстрирует трубопровод 4 для коагулирующей жидкости и ванну 10 осадительной ванны. Трубопровод 4 для коагулирующей жидкости соединен с регулятором 11 заполнения жидкостью. Регулятор имеет отверстие 12, через которое регулируется уровень 3 наполнения осадительной ванны 10. Регулятор выполнен с возможностью приведения во вращательное движение посредством рукоятки 13, благодаря чему отверстие 12 может регулироваться по высоте и, тем самым, может регулироваться уровень 3;
фиг. 4 демонстрирует систему, аналогичную системе с фиг. 3, причем распределительные трубы 5 подводящего трубопровода - совместно закрепленные в выполненном с возможностью регулировки по высоте монтажном устройстве 14 - позиционированы в ванне более глубоко;
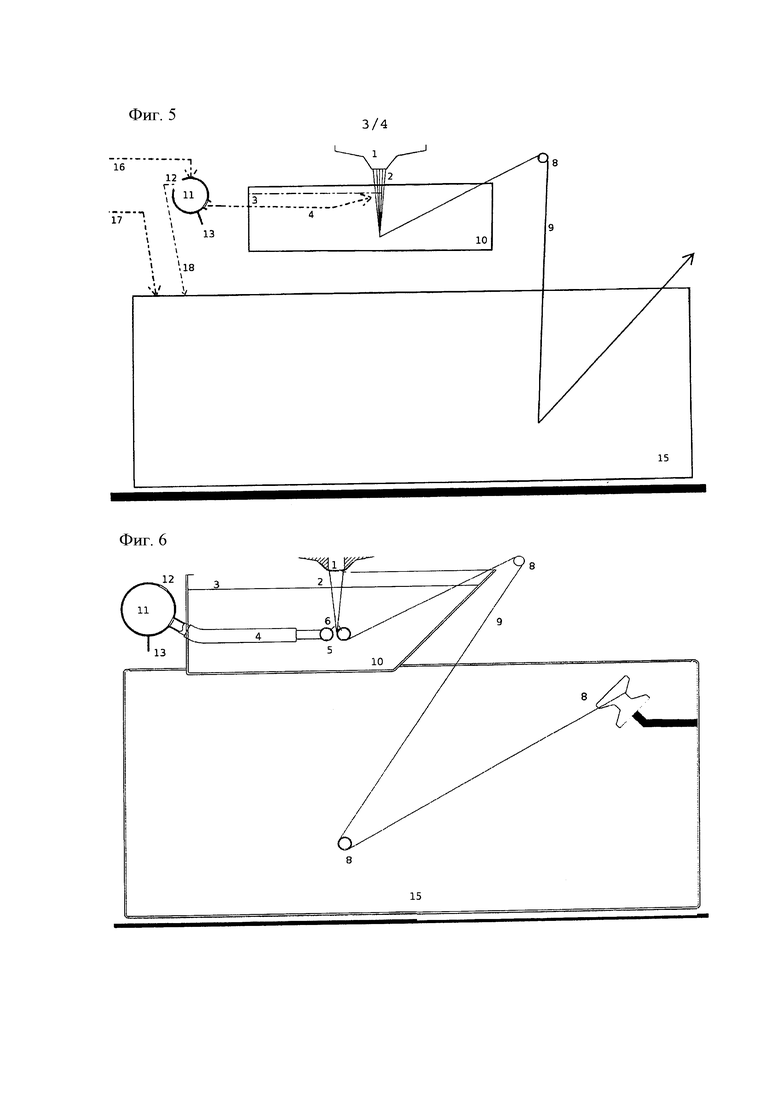
фиг. 5 схематично демонстрирует устройство осадительной ванны, состоящей из двух ванн (10 и 15). В ванне 10 производится первое упрочнение формованных нитей 2. Коагулированные формованные нити 9 через поворотные ролики 8 проводятся в ванну 15, где за счет присутствия коагулирующей жидкости, которая может отличаться от коагулирующей жидкости в ванне 10, связанные в мотки нити 9 могут подвергаться дальнейшему упрочнению или промыванию. Регулятор 11 заполнения жидкостью через трубопровод 16 заполняется коагулирующей жидкостью. Таким образом, регулятор заполнения жидкостью через трубопровод 4 служит в качестве устройства подачи жидкости для ванны 10. Ванна 15 может иметь отдельное устройство 17 подачи жидкости. Отверстие 12 регулятора, которое регулирует уровень наполнения в ванне 10, может при переливах вести в ванну 15, чтобы дополнительно или в альтернативном варианте заполнить ее коагулирующей жидкостью;
фиг. 6 демонстрирует устройство осадительной ванны, состоящей из двух ванн (10 и 15), как описано на фиг. 5, с первой ванной 10, как представлено на фиг. 4;
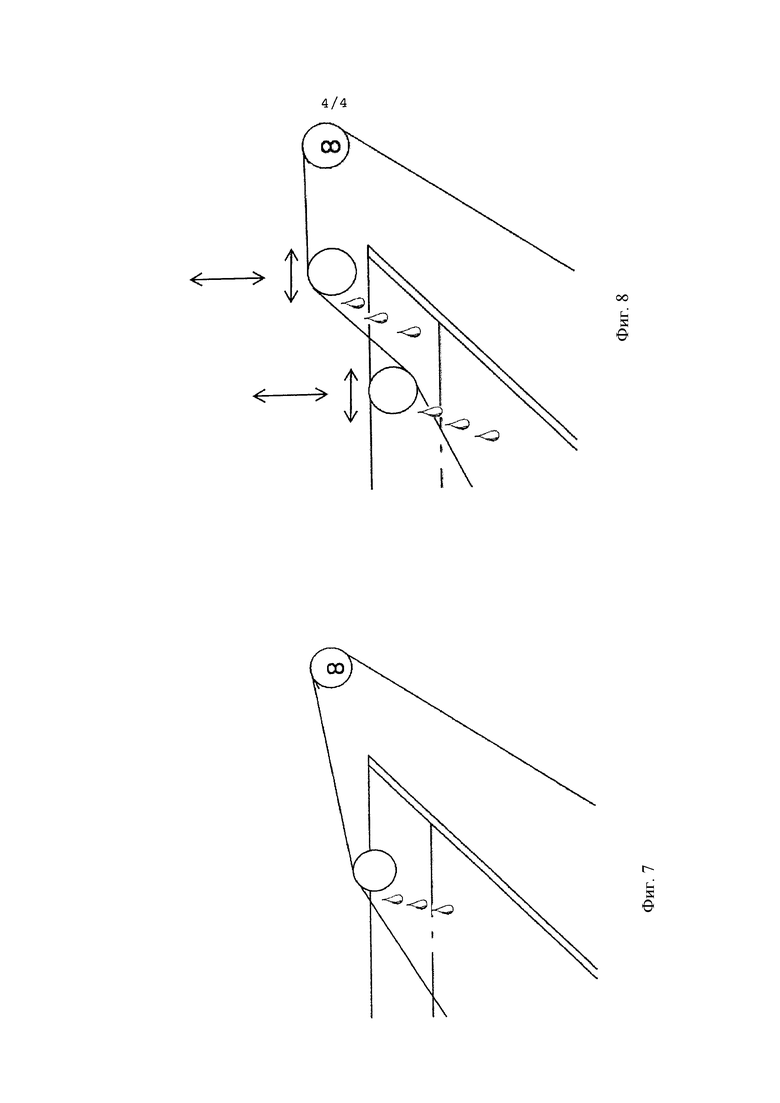
фиг. 7 демонстрирует съемное и поворотное устройство (съемные закраины) для формованных изделий, которое имеет выполненный с возможностью регулировки по вертикали и по высоте поворотный ролик (который может быть осуществлен неподвижным или вращающимся) для снижения или регулировки до желаемого значения потери жидкости из ванны при выведении формованных изделий. Этот поворотный ролик позиционирован над ванной, так что стекающая каплями жидкость снова возвращается в ванну. Это устройство может быть предусмотрено для коагуляционной ванны и/или для промывочной ванны;
фиг. 8 демонстрирует съемное и поворотное устройство для формованных изделий, аналогичное устройству с фиг. 7, представленное с двумя, вместо одного, выполненными с возможностью регулировки по вертикали и по высоте поворотными роликами (маркированными двойными вертикальными и горизонтальными стрелками) над ванной.
Осуществление изобретения
Примеры
Неожиданно выявило себя то обстоятельство, что эффективная система упрочнения и коагуляции для Dry-Jet Wet способа формования может быть образована следующим образом и использована для формования целлюлозных материалов и добавок. В качестве формовочной массы использовался состав из целлюлозы 12,9%, аминоксида (NMMO - N-Methyl-Morpholin-N-Oxid) 76,3%, воды 10,8%, который подавался к формовочному устройству.
Сначала поток формовочной массы разделяется на отдельные формовочные позиции или формовочные группы и подается к отдельным формовочным позициям. Под давлением масса продавливается через экструзионные отверстия и формуется в формованные изделия, которые в воздушном зазоре между экструзионными отверстиями и коагулирующей ванной дополнительно вытягиваются. Вытягивание формованных изделий не всегда непременно желательно и не всегда должно быть осуществлено по отношению к экструдатам.
Формованное изделие вводится в коагуляционную ванну. В этой первой коагуляционной или осадительной ванне производится предварительное, частичное или полное упрочнение формованного изделия, причем для предварительного, частичного или полного упрочнения могут быть использованы различные составы коагуляционной ванны. Предварительно, частично или полностью упрочненное вытянутое формованное изделие приобретает в первой коагуляционной ванне желаемые свойства и посредством находящегося в первой ванне поворотного и транспортирующего устройства передается из первой ванны через следующее поворотное устройство в находящуюся под ней вторую ванну для дальнейшей обработки формованного изделия.
Обработка в первой ванне может состоять в том, что могут быть осуществлены процессы коагуляции, промывки, запаривания, замены растворителя, пропитки, формирования сетчатой структуры формованного изделия с использованием различных химикатов и реагентов.
Дальнейшая обработка во второй ванне может состоять в том, что могут быть осуществлены процессы коагуляции, промывки, запаривания, замены растворителя, пропитки, формирования сетчатой структуры формованного изделия с использованием различных химикатов и реагентов. В первой ванне коагулирующая жидкость подается на формованное изделие близко к поверхности. Вследствие этого, первая ванна отличается тем, что к осадительной, или обрабатывающей, или коагуляцонной ванне подается лишь такое количество коагулирующей жидкости, которое выводится с осажденным продуктом из первой ванны. Осадительная, или обрабатывающая, или коагуляционная ванна может быть проведена после первой ванны над отжимными устройствами или съемными закраинами, благодаря чему производится возврат избыточной жидкости в первую ванну (стекание каплями), прежде чем осажденный продукт будет подан для непрерывной последующей обработки ко второй ванне. Обычно вторая ванна используется для промывки, и из этой ванны промытый, обработанный, изготовленный осажденный продукт выводится посредством установленного там поворотного устройства. По усмотрению, процесс может быть расширен посредством нескольких этапов промывки или обработки.
Все поворотные ролики в ваннах, а также входные отверстия для коагулирующей жидкости могут быть осуществлены подвижными независимо друг от друга или фиксированными, в частности, подвижными для обеспечения возможности гибкой регулировки времени обработки в первой и/или во второй ваннах.
Устройство подачи к первой коагуляционной ванне может иметь отверстие для регулирования притока коагулирующей жидкости в коагуляционную ванну, причем обусловленный автоматическим регулированием перелив подается ко второй коагуляционной ванне. Этот перелив может регулироваться, с одной стороны, посредством свободного гребня водослива или посредством регулировочного клапана.
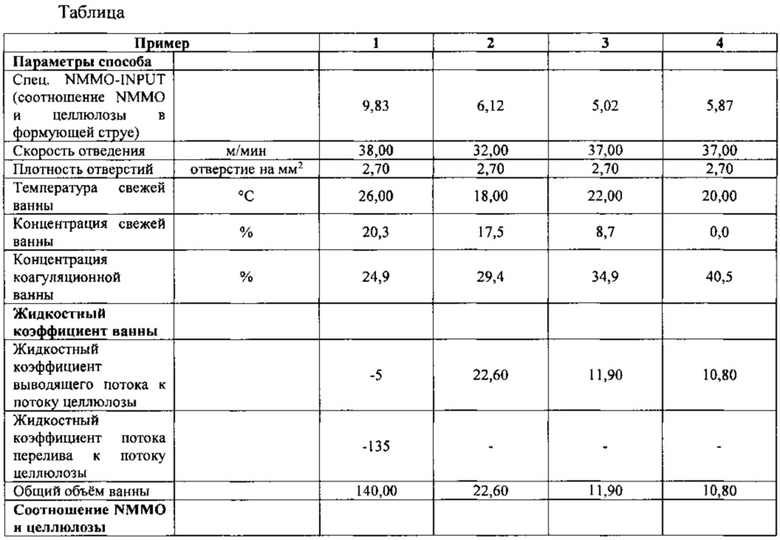

Пример 1 (см. также таблицу):
Формовочный раствор с соотношением NMMO и целлюлозы 9,83 («спец. NMMO-INPUT») подавался на фильеру. Экструдированный через фильеру с плотностью 2,7 отверстий на мм2 плоский филамент со скоростью отведения 38 м/мин проводился через коагуляционную ванну.
В конце обменного участка филамент посредством керамического связывающего ролика связывался в компактный моток филамента.
Свежая жидкость подавалась с концентрацией NMMO 20,3% и температурой 26°С.
За счет принудительного связывания плоского филамента в компактный жгут в конце обменного участка едва ли коагулирующая жидкость могла быть выведена из коагуляционной ванны, так что для получения требуемой концентрации NMMO 23,1% в коагуляционную ванну должно было быть подано существенно большее количество свежей жидкости, чем отведенного принудительно связанного в жгут волокна.
Количество свежей жидкости для коагуляционной ванны и перелив из коагуляционной ванны были измерены и приведены в соотношение с выходящим из коагуляционной ванны потоком целлюлозы.
На основании разности количества свежей жидкости [кг/ч] и перелива [кг/ч], разделенной на поток целлюлозы [кг/ч], рассчитывался «жидкостный коэффициент выводящего потока к потоку целлюлозы».
На основании деления перелива на поток целлюлозы можно было определить «жидкостный коэффициент потока перелива к потоку целлюлозы».
Общий «объем ванны» был определен на основании суммирования вышеуказанных частей объема ванны.
Поток перелива подвергался гравиметрическому измерению для определения содержания NMMO (весовой %).
Для определения отведенного выводящим потоком и мотком нитей количества NMMO перелив NMMO (рассчитанный на основании потока перелива [кг/ч] и содержания NMMO [весовой %]) вычитался из поданного в систему посредством свежей жидкости и формовочной струи количества NMMO.
В результате отведенное посредством выводящего потока и мотка нитей количество NMMO было приведено в соответствие с отведенным количеством целлюлозы для получения «спец. NMMO-OUTPUT».
Частное при делении «спец. NMMO-OUTPUT» на «спец. NMMO-INPUT» представляет собой, в конце концов, количество NMMO, которое было выведено через нити из системы формования по отношению к введенному посредством формовочной струи количеству NMMO, причем при более высоких значениях обнаруживаются в соответствии с тенденцией более щадящие условия коагуляции.
Процесс формования и вариации титров были оценены как удовлетворительные. Повторные проверки параметров фибрилляции на основании Naβscheuerzahl (примечание переводчика: нет варианта перевода) выявили обычные значения для стандарта волокон Lyocell.
Пример 2
Формовочный раствор с соотношением NMMO к целлюлозе 6,12 («спец. NMMO-INPUT») подавался на фильеру. Экструдированный, как в примере 1, плоский филамент со скоростью отведения 32 м/мин проводился через коагуляционную ванну.
В конце обменного участка плоский филамент не связывался в моток, а в виде плоского филамента проводился через направляющие элементы и, таким образом, подавался на последующие этапы обработки.
Свежая жидкость подавалась с концентрацией NMMO 17,5% и температурой 18°С.
Так как плоский филамент в конце обменного участка выводился из ванны без связывания в моток, то коагулирующая жидкость в достаточных количествах могла быть выведена из коагуляционной ванны, и то же количество свежей жидкости могло быть подано для получения требуемой концентрации NMMO в коагуляционной ванне, равной примерно 30% (измерено: 29,4%).
Поданное количество свежей жидкости и выведенное количество коагулирующей жидкости могло взаимно компенсироваться посредством опытной установки, как на фиг. 3, перелив из коагуляционной ванны не возникал.
Количество свежей жидкости измерялось и приводилось в соответствие с выходящим из коагуляционной ванны потоком целлюлозы.
Из количества свежей жидкости [кг/ч], поделенного на поток целлюлозы [кг/ч] рассчитывался «жидкостный коэффициент выводящего потока к потоку целлюлозы».
Так как поток перелива отсутствовал, то «жидкостный коэффициент потока перелива к потоку целлюлозы» рассчитывался равным нулю. «Общий объем ванны» соответствовал, таким образом, жидкостному коэффициенту выводящего потока к потоку целлюлозы.
Так как не возникало потока перелива, то отведенное посредством выводящего потока и мотков нитей количество NMMO соответствовало поданному к системе посредством свежей жидкости и формующей струи количеству NMMO.
В результате отведенное посредством выводящего потока и мотка нитей количество NMMO было приведено в соответствие с отведенным количеством целлюлозы для получения «спец. NMMO-OUTPUT».
Частное при делении «спец. NMMO-OUTPUT» на «спец. NMMO-INPUT» представляет собой, в конце концов, количество NMMO, которое было выведено через нити из системы формования по отношению к введенному посредством формовочной струи количеству NMMO, причем более высокие значения обнаруживают в соответствии с тенденцией более щадящие условия коагуляции.
Процесс формования и вариации титров были оценены как очень удовлетворительные.
Повторные проверки параметров фибрилляции на основании Naβscheuerzahl (примечание переводчика: нет варианта перевода) выявили явно лучшие (меньшие) значения, чем можно было ожидать для стандарта волокон Lyocell.
Пример 3
Формовочный раствор с соотношением NMMO к целлюлозе 5,02 («спец. NMMO-INPUT») подавался на фильеру. Экструдированный, как в примере 1, плоский филамент со скоростью отведения 37 м/мин проводился через коагуляционную ванну.
В конце обменного участка плоский филамент проводился над направляющими элементами и, в соответствии с фиг. 7, через съемное устройство, которое возвращает часть выведенного содержимого коагуляционной ванны обратно в коагуляционную ванну, выводился из коагуляционной ванны.
Свежая жидкость подавалась с концентрацией NMMO 8,7% и температурой 22°С.
Коагулирующая жидкость в достаточных количествах могла быть выведена из коагуляционной ванны, и то же количество свежей жидкости могло быть подано для получения требуемой концентрации NMMO в коагуляционной ванне, равной примерно 35% (измерено: 34,9%).
Поданное количество свежей жидкости и выведенное количество коагулирующей жидкости могло взаимно компенсироваться посредством опытной установки, как представлено на фиг. 3 в комбинации с фиг. 7, перелив из коагуляционной ванны не возникал.
Количество свежей жидкости измерялось и приводилось в соответствие с выходящим из коагуляционной ванны потоком целлюлозы.
Из количества свежей жидкости [кг/ч], поделенного на поток целлюлозы [кг/ч] рассчитывался «жидкостный коэффициент выводящего потока к потоку целлюлозы».
Так как поток перелива отсутствовал, то «жидкостный коэффициент потока перелива к потоку целлюлозы» рассчитывался равным нулю.
«Общий объем ванны» соответствовал, таким образом, жидкостному коэффициенту выводящего потока к потоку целлюлозы.
Процесс формования и вариации титров были оценены как удовлетворительные.
Так как не возникало потока перелива, то отведенное посредством выводящего потока и мотков нитей количество NMMO соответствовало поданному к системе посредством свежей жидкости и формующей струи количеству NMMO.
В результате отведенное посредством выводящего потока и мотка нитей количество NMMO приводилось в соответствие с отведенным количеством целлюлозы для получения «спец. NMMO-OUTPUT».
Частное при делении «спец. NMMO-OUTPUT» на «спец. NMMO-INPUT» представляет собой, в конце концов, количество NMMO, которое было выведено через нити из системы формования по отношению к введенному посредством формовочной струи количеству NMMO, причем более высокие значения обнаруживают в соответствии с тенденцией более щадящие условия коагуляции.
Повторные проверки параметров фибрилляции на основании Naβscheuerzahl (примечание переводчика: нет варианта перевода) выявили еще более улучшенные (меньшие) значения, чем имело место в примере 2.
Пример 4
Формовочный раствор с соотношением NMMO к целлюлозе 5,87 («спец. NMMO-INPUT») подавался на фильеру. Опыт производился аналогично примеру 3, правда плоский филамент в конце обменного участка, в соответствии с фиг. 8, через два съемных устройства (сверху и снизу), которые снова возвращают часть содержимого коагуляционной ванны в эту коагуляционную ванну, выводился из коагуляционной ванны. Чистая вода подавалась к коагуляционной ванне при температуре 20°С.
Коагулирующая жидкость в достаточных количествах могла быть выведена из коагуляционной ванны, и то же количество свежей жидкости могло быть подано для получения требуемой концентрации NMMO в коагуляционной ванне, равной примерно 40% (измерено: 40,5%).
Поданное количество свежей жидкости и выведенное количество коагулирующей жидкости могло взаимно компенсироваться посредством опытной установки, как представлено на фиг. 3 в комбинации с фиг. 8, перелив из коагуляционной ванны не возникал.
Количество свежей жидкости измерялось и приводилось в соответствие с выходящим из коагуляционной ванны потоком целлюлозы.
Из количества свежей жидкости [кг/ч], поделенного на поток целлюлозы [кг/ч] рассчитывался «жидкостный коэффициент выводящего потока к потоку целлюлозы».
Так как поток перелива отсутствовал, то «жидкостный коэффициент потока перелива к потоку целлюлозы» рассчитывался равным нулю.
Общий объем ванны соответствовал, таким образом, жидкостному коэффициенту выводящего потока к потоку целлюлозы.
Так как не возникало потока перелива, отведенное посредством выводящего потока и мотков нитей количество NMMO соответствовало поданному к системе посредством свежей жидкости и формовочной струи количеству NMMO.
В результате отведенное посредством выводящего потока и мотка нитей количество NMMO приводилось в соответствие с отведенным количеством целлюлозы для получения «спец. NMMO-OUTPUT».
Частное при делении «спец. NMMO-OUTPUT» на «спец. NMMO-INPUT» представляет собой, в конце концов, количество NMMO, которое было выведено через нити из системы формования по отношению к введенному посредством формовочной струи количеству NMMO, причем более высокие значения обнаруживают в соответствии с тенденцией более щадящие условия коагуляции.
Процесс формования и вариации титров были оценены как удовлетворительные. Повторные проверки параметров фибрилляции на основании Naβscheuerzahl (примечание переводчика: нет варианта перевода) выявили еще более хорошие (меньшие) значения, правда, хуже, чем имели место в примере 2 и в примере 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНОЕ УСТРОЙСТВО | 1995 |
|
RU2132418C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ЭЛЕМЕНТАРНОЙ НИТИ С ИЗМЕНЕНИЕМ НАПРАВЛЕНИЯ | 2019 |
|
RU2808962C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЛЮЛОЗНОГО ФОРМОВАННОГО ИЗДЕЛИЯ | 1992 |
|
RU2072006C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕГЕНЕРАЦИИ РАСТВОРИТЕЛЯ ЦЕЛЛЮЛОЗЫ ИЗ ПРОЦЕССА ПРЯДЕНИЯ | 2020 |
|
RU2819018C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЦЕЛЛЮЛОЗНЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ | 1995 |
|
RU2142523C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТВЕРДЫХ ВОЛОКОН ИЛИ ПЛЕНОК, А ТАКЖЕ ПРИМЕНЕНИЕ УСТРОЙСТВА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2012 |
|
RU2621101C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДЫХ ФОРМОВАННЫХ ТЕЛ ИЛИ ПЛЕНОК | 2012 |
|
RU2603364C2 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ, ФОРМОВАННЫЕ ИЗДЕЛИЯ И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2001 |
|
RU2255945C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИГНИНСОДЕРЖАЩЕГО ПРЕДШЕСТВЕННИКА ВОЛОКОН, А ТАКЖЕ УГЛЕРОДНЫХ ВОЛОКОН | 2012 |
|
RU2625306C2 |
| ЛИОЦЕЛЛОВЫЙ МАТЕРИАЛ ДЛЯ ТАБАЧНОГО ФИЛЬТРА И СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ | 2014 |
|
RU2636547C2 |


Изобретение относится к коагуляционной ванне с устройством (4) подачи коагулирующей жидкости, причем устройство (4) подачи коагулирующей жидкости имеет одно или несколько входных отверстий (6), которые располагаются ниже уровня (3) коагулирующей жидкости; в частности, к системе коагуляционной ванны с устройством (4) подачи коагулирующей жидкости и зоной входа для формованных нитей, которые подвергаются упрочнению в осадительной ванне, причем зона входа предусмотрена в положении, в котором у наполненной коагулирующей жидкостью осадительной ванны имеется поверхность коагулирующей жидкости, отличающейся тем, что устройство (4) подачи коагулирующей жидкости имеет одно или несколько входных отверстий (6), которые располагаются ниже зоны входа и направлены на помещенные в осадительную ванну формованные нити, так что формованные нити в ходе процесса обтекаются свежей коагулирующей жидкостью, а также дополнительно имеет регулятор (11) заполнения жидкостью и, в случае необходимости, другую ванну с другим составом коагулирующей жидкости, и к способу формования нитей в осадительной ванне. 3 н. и 18 з.п. ф-лы, 8 ил., 1 табл.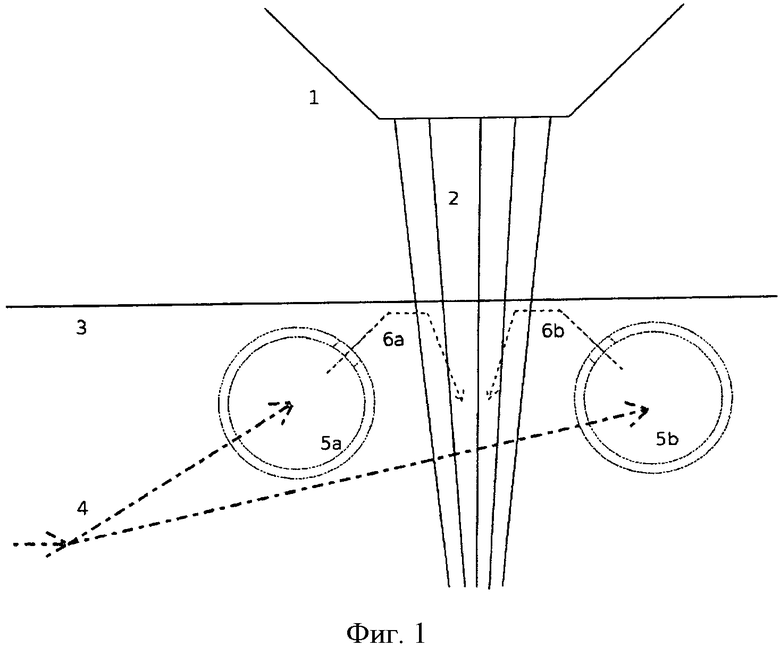
1. Коагуляционная ванна с устройством (4) подачи коагулирующей жидкости, в которой расположено ниже уровня (3) коагулирующей жидкости в коагуляционной ванне по меньшей мере одно устройство (4) подачи коагулирующей жидкости, и с зоной входа для формованных изделий, которые подвергаются упрочнению в коагуляционной ванне, отличающаяся тем, что устройство (4) подачи коагулирующей жидкости имеет одно или несколько входных отверстий (6), которые расположены ниже зоны входа и направлены на помещённые в коагуляционную ванну формованные изделия (2), в результате чего формованные изделия в ходе процесса обтекаются поданной коагулирующей жидкостью.
2. Коагуляционная ванна по п.1, отличающаяся тем, что входные отверстия (6) сбоку направлены на формованные изделия (2) в коагуляционной ванне и/или что входные отверстия расположены в коагуляционной ванне примерно посередине.
3. Коагуляционная ванна по п. 1, отличающаяся тем, что входные отверстия (6) ориентированы горизонтально.
4. Коагуляционная ванна по п. 2, отличающаяся тем, что входные отверстия (6) ориентированы горизонтально.
5. Коагуляционная ванна по п. 1, отличающаяся тем, что входные отверстия (6) позиционированы на расстоянии от 1 до 50 мм от транспортируемых через коагуляционную ванну формованных изделий (2).
6. Коагуляционная ванна по п. 2, отличающаяся тем, что входные отверстия (6) позиционированы на расстоянии от 1 до 50 мм от транспортируемых через коагуляционную ванну формованных изделий (2).
7. Коагуляционная ванна по п. 3, отличающаяся тем, что входные отверстия (6) позиционированы на расстоянии от 1 до 50 мм от транспортируемых через коагуляционную ванну формованных изделий (2).
8. Коагуляционная ванна по любому из пп. 1-7, отличающаяся тем, что входные отверстия (6) ориентированы с наклоном в направлении экструзии или против направления экструзии формованных изделий (2) или в направлении поверхности (3) жидкости, или же расположены горизонтально.
9. Коагуляционная ванна по любому из пп. 1-7 с ёмкостью (10) для жидкости, отличающаяся тем, что снабжена трубопроводом (4) для жидкости в ёмкости (10) для жидкости с одним или несколькими входными отверстиями (6) ниже определённого уровня (3) жидкости в ёмкости (10) для жидкости, и с регулятором (11) заполнения жидкостью вне ёмкости (10) для жидкости, который через трубопровод (4) для жидкости находится в гидравлическом сообщении с жидкостью в ёмкости (10) для жидкости, причём регулятор (11) заполнения жидкостью имеет отверстие (12) на заданном уровне, вследствие чего уровень (3) жидкости в ёмкости (10) для жидкости устанавливается по типу сообщающегося с расположенным вне регулятора (11) заполнения жидкостью сосуда.
10. Коагуляционная ванна по п. 9, отличающаяся тем, что высота отверстия (12) в регуляторе (11) заполнения жидкостью выполнена регулируемой.
11. Коагуляционная ванна по п. 9, отличающаяся тем, что регулятор (11) заполнения жидкостью имеет устройство (16) подачи жидкости.
12. Коагуляционная ванна по п. 10, отличающаяся тем, что регулятор (11) заполнения жидкостью имеет устройство (16) подачи жидкости.
13. Коагуляционная ванна по п. 9, отличающаяся тем, что регулятор (11) заполнения жидкостью имеет устройство (16) подачи жидкости.
14. Коагуляционная ванна по п. 9, отличающаяся тем, что трубопровод ( 4) для жидкости заведёт внутрь ёмкости (10) для жидкости и входные отверстия (6) расположены внутри ёмкости (10) для жидкости и входные отверстия (6) расположены внутри ёмкости (10) для жидкости, в частности, как охарактеризовано в одном из пп.2-9.
`15. Устройство для коагуляционной ванны по любому из пп. 1-14 по меньшей мере с двумя ёмкостями (10, 15) для коагулирующей жидкости, с первой ёмкостью (10) для жидкости с первой коагулирующей жидкостью, и со второй ёмкостью (15) для жидкости со второй коагулирующей жидкостью, и с устройством (8) связывания в мотки формованных изделий для проведения формованных изделий от первой ёмкости для жидкости во вторую ёмкость для жидкости, причём первая коагулирующая жидкость имеет другую концентрацию коагулирующих средств и/или другую температуру, чем вторая коагулирующая жидкость.
16. Устройство для коагуляционной ванны по п. 15, отличающееся тем, что вторая ёмкость (15) для жидкости имеет отдельное от первой ёмкости (10) для жидкости устройство (17) подачи жидкости, причём вторая ёмкость для жидкости имеет устройство (18) отведения жидкости, и/или устройство подачи жидкости первой ёмкости для жидкости располагается вне ёмкости для жидкости и оснащено расположенным вне регулятора (11) заполнения жидкостью, в частности, предпочтительно, как в одном из пп. 7-10.
17. Способ упрочнения формованных изделий, причём текучие формованные изделия (2) вводят в коагуляционную ванну с коагулирующей жидкостью, отличающийся тем, что в коагуляционной ванне текучие формованные изделия обтекаются введённой в коагуляционную ванну коагулирующей жидкостью для обмена растворителями и нерастворимыми средствами между текучими формованными изделиями и коагуляционной ванной.
18. Способ по п. 17, при этом текучие формованные изделия вводят в коагуляционную ванну с ёмкостью (10) с коагулирующей жидкостью, отличающийся тем, что уровень (3) коагулирующей жидкости задан посредством находящегося вне ёмкости для жидкости регулятора (11) заполнения жидкостью, предпочтительно посредством регулятора заполнения жидкостью, определённого в одном из пп. 9-14.
19. Способ по п. 17 для упрочнения формованных изделий в устройстве для коагуляционной ванны по меньшей мере с двумя отделёнными друг от друга ёмкостями (10, 15) для жидкости, причём в первой ёмкости (10) для жидкости формованные изделия подвергают частичному упрочнению во второй ёмкости (15) ёмкости (15) для жидкости, предпочтительно после вывода из первой ёмкости для жидкости, проводят через связующее устройство (8), и во второй ёмкости для жидкости формованные изделия промывают и упрочняют.
20. Способ по п. 18 для упрочнения формованных изделий в устройстве для коагуляционной ванны по меньшей мере с двумя отделёнными друг от друга ёмкостями (10, 15) для жидкости, причём в первой ёмкости (10) для жидкости формованные изделия подвергают частичному упрочнению во второй ёмкости (15) ёмкости (15) для жидкости, предпочтительно после вывода из первой ёмкости для жидкости, проводят через связующее устройство (8), и во второй ёмкости для жидкости формованные изделия промывают и упрочняют.
21. Способ по любому из пп. 17-20, отличающийся тем, что формованные изделия перед упрочнением в коагулирующей жидкости состоят из растворённой целлюлозы, предпочтительно из раствора со смесью воды и NMMO, в частности, предпочтительно, причём коагулирующие растворы являются водными растворами и, при необходимости, NMMO содержатся в достаточно низкой для осаждения целлюлозы концентрации, особо предпочтительно, причём соотношение масс а) NMMO и целлюлозы в формованном изделии перед введением в коагулирующую жидкость составляет от 12 до 3, предпочтительно от 10 до 4 или от 9 до 5, и/или, причём соотношение масс b) прилипшего в или на формованном изделии NMMO и целлюлозы в формованном изделии при выведении из (первой) коагуляционной ванны составляет от 10 до 0,5, предпочтительно от 8 до 1, в частности, от 6 до 3, и/или, причём соотношение соотношений масс а) и b), причём соотношения масс а) и b), как было определено выше, составляет от 0,2 до 25, предпочтительно от 0,3 до 10, в частности, от 0,5 до 3.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| DE 102004031025 B3, 29.12.2005 | |||
| US 4261943 A1, 14.04.1981 | |||
| EP 1900860 A1, 19.03.2008 | |||
| СПОСОБ ДЛЯ ПОЛУЧЕНИЯ ВОЛОКОН ИЗ ОПТИЧЕСКИ АНИЗОТРОПНОГО ПРЯДИЛЬНОГО РАСТВОРА | 1996 |
|
RU2142522C1 |

