ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к сверлильным режущим пластинам и узлам сверлильного инструмента, а также к способам сверления металлических или других материалов для обеспечения улучшенных характеристик при механической обработке различных типов современных материалов, используемых в производстве товаров. Сверлильная режущая пластина по изобретению обеспечивает выпуск охлаждающей жидкости по наружному диаметру режущей пластины в области взаимодействия с просверленным отверстием. Сверлильные режущие пластины по изобретению обеспечивают снижение трения и тепловыделения, сохраняя при этом высокую стабильность и предотвращая скопление материалов на поверхностях сверлильных режущих пластин. Это обеспечивает более высокие скорости проходки и рабочие скорости при сохранении целостности сверлильных режущих пластин.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
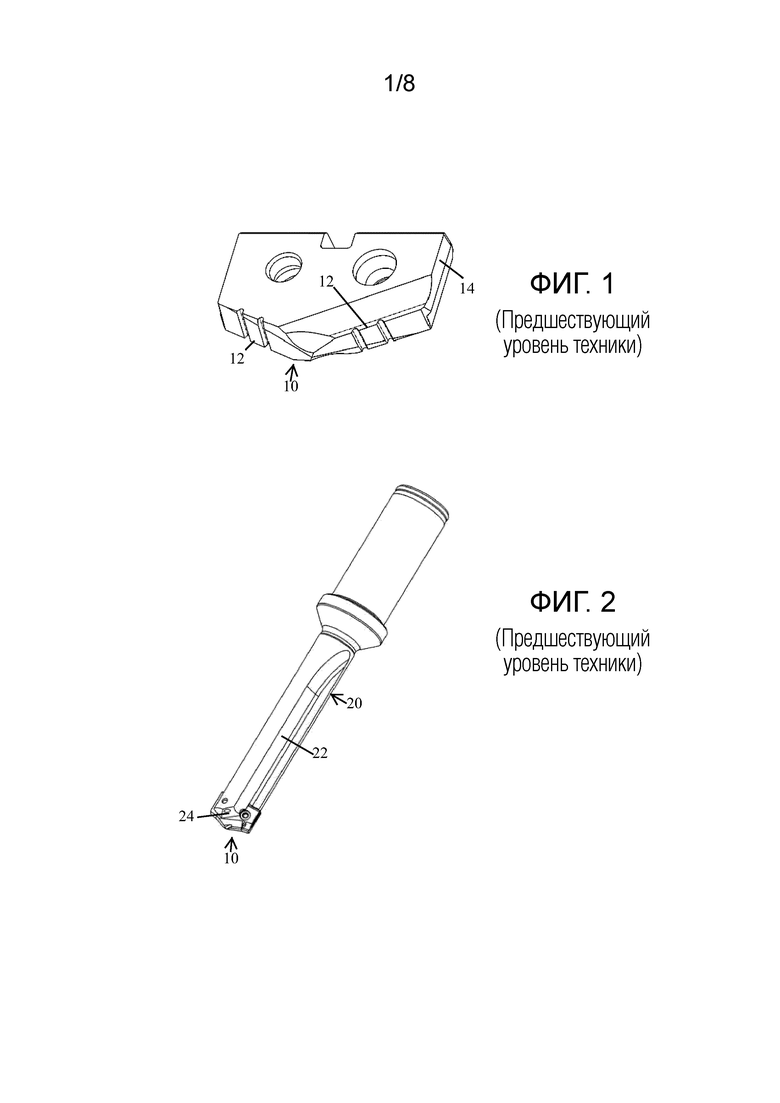
[0002] При обработке отверстий в металлических материалах, обычно используют цельные спиральные сверла или режущие пластины для сверления лопаточным сверлом. Со ссылкой на фигуры 1-3, режущая пластина 10 для сверления лопаточным сверлом по предшествующему уровню техники выполнена, в целом, как плоская прямоугольная пластина из твердого материала, такого как карбид вольфрама, с вершиной и режущими кромками 12 на ее передней стороне. Внешние края 14, образующие наружный диаметр режущей пластины 10, образуют область взаимодействия со стороной просверленного отверстия. Лопаточная режущая пластина 10 собрана в держатель 20 с передним концом для приема лопаточной режущей пластины 10. Как видно на фиг. 2, держатель 20 может иметь прямую стружечную канавку 22 с каждой стороны, связанную с двумя режущими кромками 12 режущей пластины 10, или винтовые стружечные канавки, связанные с режущими кромками. Стружечные канавки 22 удаляют стружку после образования на режущих кромках вместе с охлаждающей жидкостью, подаваемой к переднему концу держателя 20 через сквозную подачу охлаждающей жидкости инструмента и выходы 24. Поскольку режущая пластина 10 изнашивается в результате использования, режущая пластина может быть быстро и экономично заменена другой режущей пластиной 10. Во многих случаях, это является предпочтительным для обычных спиральных сверл, замена которых является либо дорогой, либо требует много времени для повторной заточки. Режущие пластины также используются в других режущих инструментах для обработки заготовок, например, при обточке, растачивании, строгании, формовании, механической обработке и развертывании отверстий, и в таких применениях могут возникать такие же проблемы.
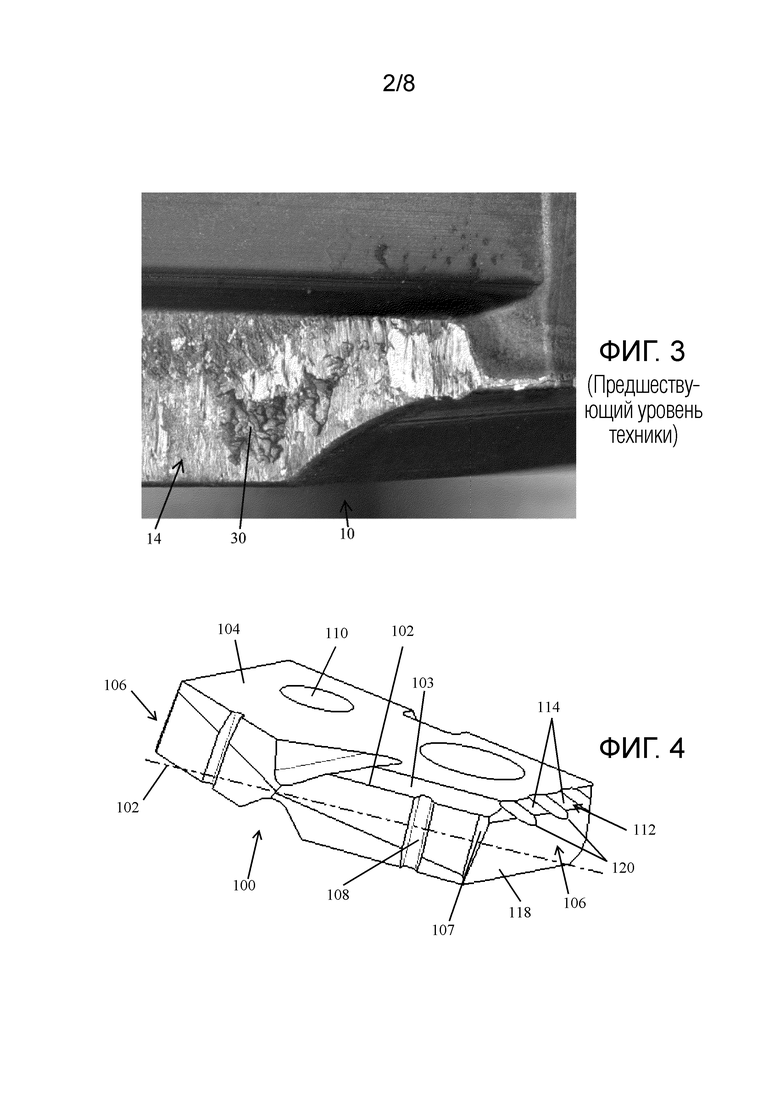
[0003] В индустрии сверления металлов, охлаждающая жидкость используется для повышения производительности инструмента. Использование охлаждающей жидкости обеспечивает смазывание, отвод тепла от инструмента и способствует эвакуации стружки. В результате инструмент работает быстрее и имеет более длительный срок службы. Хотя использование охлаждающей жидкости в сверлильной продукции для различных отраслей является типичным, в индустрии сверлильных инструментов по-прежнему существует потребность в улучшенном способе подачи охлаждающей жидкости, который обеспечивает подачу охлаждающей жидкости к определенным областям инструмента, где возникают такие проблемы, как тепловыделение, налипание материала или могут возникнуть другие проблемы. Хотя такие сверлильные режущие пластины предшествующего уровня техники являются функциональными, области взаимодействия на направляющих поверхностях 14 на наружном диаметре сверлильной режущей пластины 10 подвержены выделению значительного тепла и трению, что, в свою очередь, может вызвать прилипание материалов, таких как стружка или мелкие частицы, к поверхностям, смежным областям взаимодействия во время процесса сверления. Как видно на фиг. 3, материал 30 может прилипать и скапливаться рядом с областью взаимодействия на наружном диаметре 14 режущей пластины 10, что приводит к ухудшению характеристик в операции сверления. Проблема прилипания срезанных материалов в этих местах к режущей пластине 10 усугубляется современными материалами, используемыми при изготовлении изделий, которые разработаны с различными свойствами для достижения определенных эксплуатационных характеристик. Такие материалы могут создавать нежелательное тепло, трение и/или прилипание, как показано на фиг. 3. Эти нежелательные эффекты усугубляются растущей необходимостью быстрее сверлить отверстия в условиях высокой производительности. Следовательно, существует потребность в решении проблем, связанных с наружным диаметром сверлильной режущей пластины, которые встречаются во многих областях применения и при использовании различных материалов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004] Таким образом, изобретение направлено к сверлильному инструменту, в котором достигаются полезные эффекты минимизации нежелательного нагрева, трения и прилипания материалов в области наружного диаметра сверлильных инструментов этого типа. Изобретение согласно примеру, обеспечивает режущую пластину сверла, содержащую тело сверлильной режущей пластины, имеющее первый конец, противоположный второму концу, первую и вторую боковые установочные поверхности и первую направляющую поверхность, противоположную второй направляющей поверхности на наружном диаметре тела. Первый конец тела сверлильной режущей пластины имеет связанные с ним режущие кромки, а первая и вторая установочные поверхности вместе устанавливают режущую пластину относительно держателя сверлильной режущей пластины и стружечные канавки для удаления стружки, связанные с держателем сверлильной режущей пластины. Первая и вторая направляющие имеют передний и задний края и образуют область взаимодействия со стороной просверленного отверстия. Первая и вторая направляющие включают в себя множество разнесенных канавок, продолжающихся между передним и задним краями областей взаимодействия, чтобы позволить охлаждающей текучей среде протекать рядом с задним краем областей взаимодействия на первой и второй направляющих и по наружному диаметру режущей пластины.
[0005] В другом примере, сверлильная режущая пластина содержит тело с осью вращения, нижнюю поверхность, первую и вторую боковые поверхности и переднюю поверхность и, по меньшей мере, две внешние поверхности, образующие наружный диаметр тела и определяющие области взаимодействия между телом и стороной просверливаемого отверстия. Предусмотрены режущие кромки, связанные с передней поверхностью, продолжающиеся от оси вращения тела, по меньшей мере, к двум внешним поверхностям. Каждая, по меньшей мере, из двух внешних поверхностей имеет множество канавок в теле, продолжающихся в поперечном направлении через область взаимодействия, по меньшей мере, двух внешних поверхностей со стороной отверстия, при этом множество канавок расположены под углом ориентации для входа охлаждающей жидкости с нижней части просверленного отверстия и распределения охлаждающей жидкости в области, смежной задней стороне областей взаимодействия.
[0006] Сверлильная режущая пластина сопрягается с держателем, имеющим ось вращения и первый и второй зажимные рычаги, которые могут образовывать, например, установочную щель, в которой крепятся установочные поверхности сверлильной режущей пластины. Сквозная подача охлаждающей жидкости инструмента, связанная с держателем, подает охлаждающую жидкость к переднему концу держателя рядом со сверлильной режущей пластиной. Стружка, образованная режущими кромками, перемещается охлаждающей жидкостью к стружечной канавке в держателе для эвакуации. Множество канавок, образованных относительно каждой области взаимодействия наружного диаметра сверлильной режущей пластины, расположены для удаления материалов, которые в противном случае могли бы прилипнуть к поверхностям, смежным областям взаимодействия режущей пластины со стороной образованного отверстия, и рассеивания тепла и трения в областях взаимодействия. За счет снижения нагрева, трения и прилипания, конструкция позволяет повысить производительность на более высоких скоростях по сравнению с предыдущими конструкциями сверла. Эти преимущества достигаются за счет конструкции, обеспечивающей рельеф на наружном диаметре, что позволяет направлять охлаждающую жидкость от переднего края стружечной канавки через область поверхности контакта наружного диаметра. Расположение позволяет охлаждающей жидкости поступать с переднего края стружечной канавки, в то же время, распределяясь в области контакта поверхности наружного диаметра со стенкой отверстия для дополнительного уменьшения трения. В то же время, расположение сохраняет значительную площадь линейного контакта по всей области взаимодействия для повышения стабильности во время сверления.
[0007] Изобретение также обеспечивает способ доставки охлаждающей жидкости в область взаимодействия между сверлильной режущей пластиной и стенкой просверленного отверстия при операции сверления. Сверлильный инструмент, содержащий держатель, имеющий первый и второй концы и ось вращения, и сверлильную режущую пластину с режущими кромками, установленную в держателе, при этом сверлильная режущая пластина имеет, по меньшей мере, две области взаимодействия со стенкой просверленного отверстия. Множество канавок продолжается через каждую, по меньшей мере, из двух областей взаимодействия со стенкой отверстия. Сверлильная режущая пластина вращается, чтобы прорезать отверстие в заготовке, при этом охлаждающая жидкость подается под давлением по направлению нижней части отверстия множеством канавок, расположенных таким образом, чтобы обеспечить протекание охлаждающей жидкости через области взаимодействия в области, смежной обеим сторонам области взаимодействия.
[0008] Вышеупомянутые усовершенствования и преимущества наряду с другими задачами и преимуществами настоящего изобретения станут очевидными при прочтении описания различных примеров, взятых в сочетании с чертежами и формулой изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0009] Изобретение и его характеристики более подробно описаны ниже посредством примеров со ссылкой на чертежи, на которых:
[0010] Фиг. 1 представляет собой вид сверлильной режущей пластины по предшествующему уровню техники.
[0011] Фиг. 2 представляет собой вид сверлильной режущей пластины по предшествующему уровню техники по фиг. 1 в держателе.
[0012] Фиг. 3 представляет собой изображение наружного диаметра сверлильной режущей пластины, такой как показана на фиг. 1 после использования для образования отверстия в металлической заготовке.
[0013] Фиг. 4 представляет собой вид сверлильной режущей пластины согласно первому примеру изобретения.
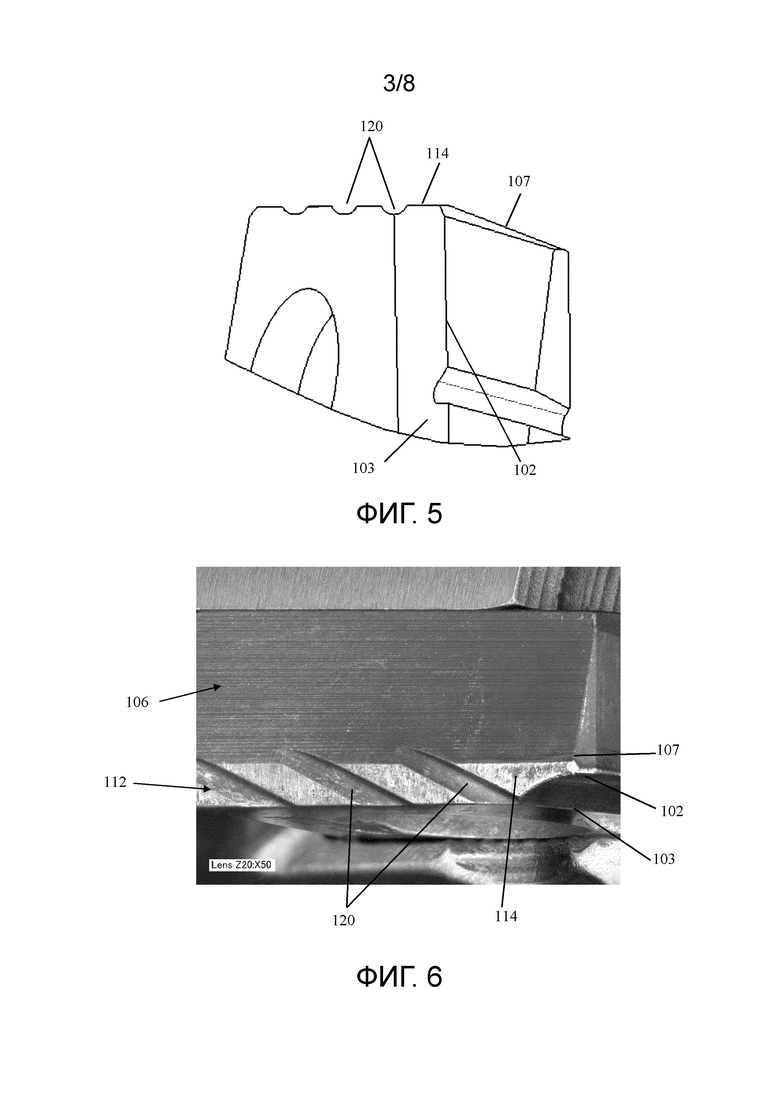
[0014] Фиг. 5 представляет собой частичный вид сверлильной режущей пластины примера по фиг. 4.
[0015] Фиг. 6 представляет собой изображение наружного диаметра сверлильной режущей пластины, такой как показана в примере по фиг. 4, после использования для образования отверстия в металлической заготовке.
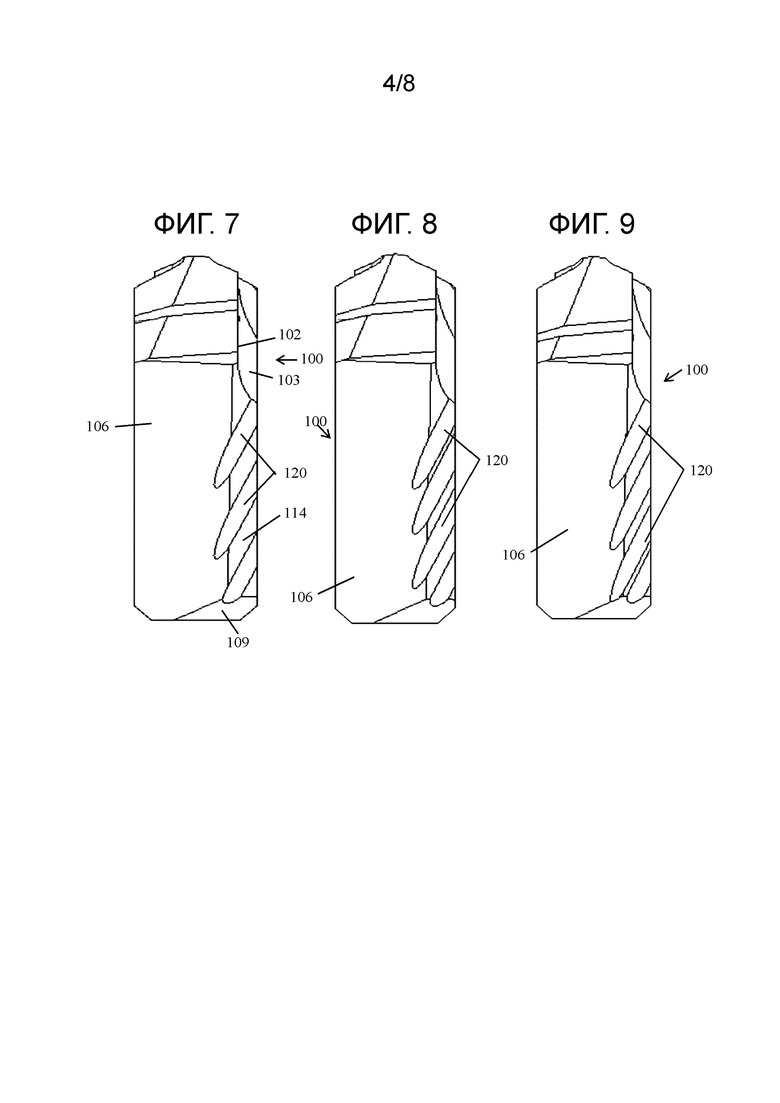
[0016] Фиг. 7 представляет собой вид сбоку другого примера сверлильной режущей пластины согласно изобретению.
[0017] Фиг. 8 представляет собой вид сбоку другого примера сверлильной режущей пластины согласно изобретению.
[0018] Фиг. 9 представляет собой вид сбоку другого примера сверлильной пластины согласно изобретению.
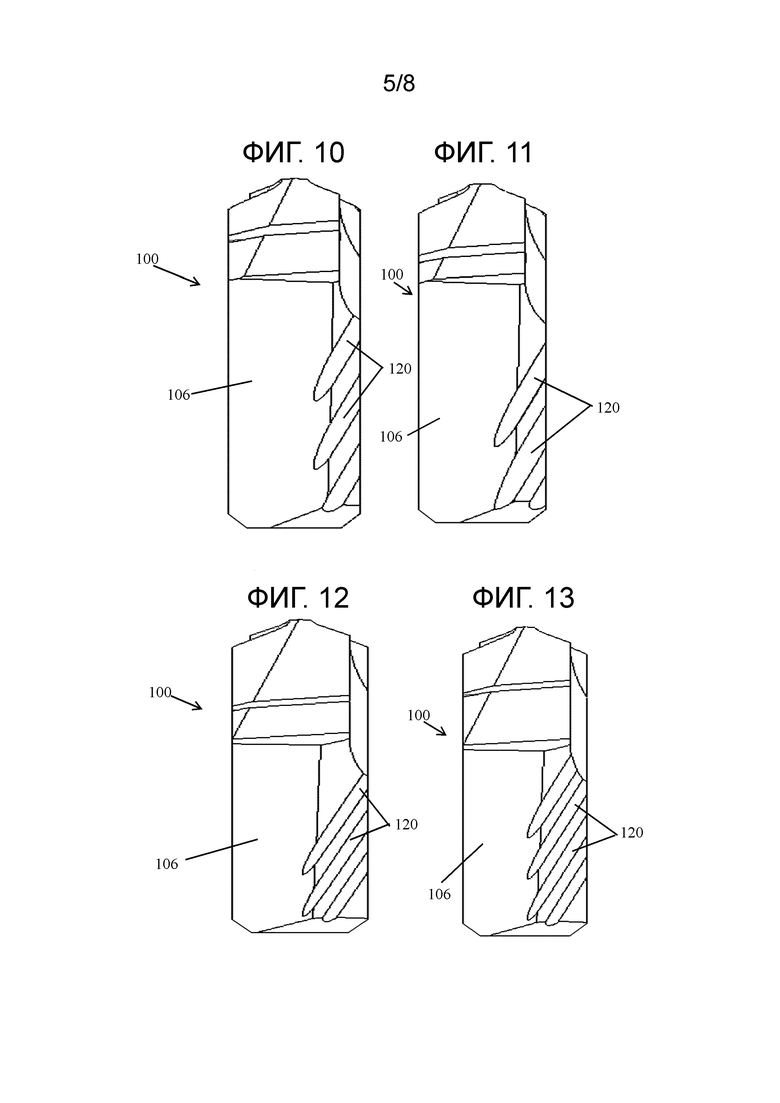
[0019] Фигуры 10 и 11 представляют собой виды сбоку противоположных направляющих поверхностей сверлильной режущей пластины согласно другому примеру изобретения.
[0020] Фигуры 12 и 13 представляют собой виды сбоку противоположных направляющих поверхностей сверлильной режущей пластины согласно другому примеру изобретения.
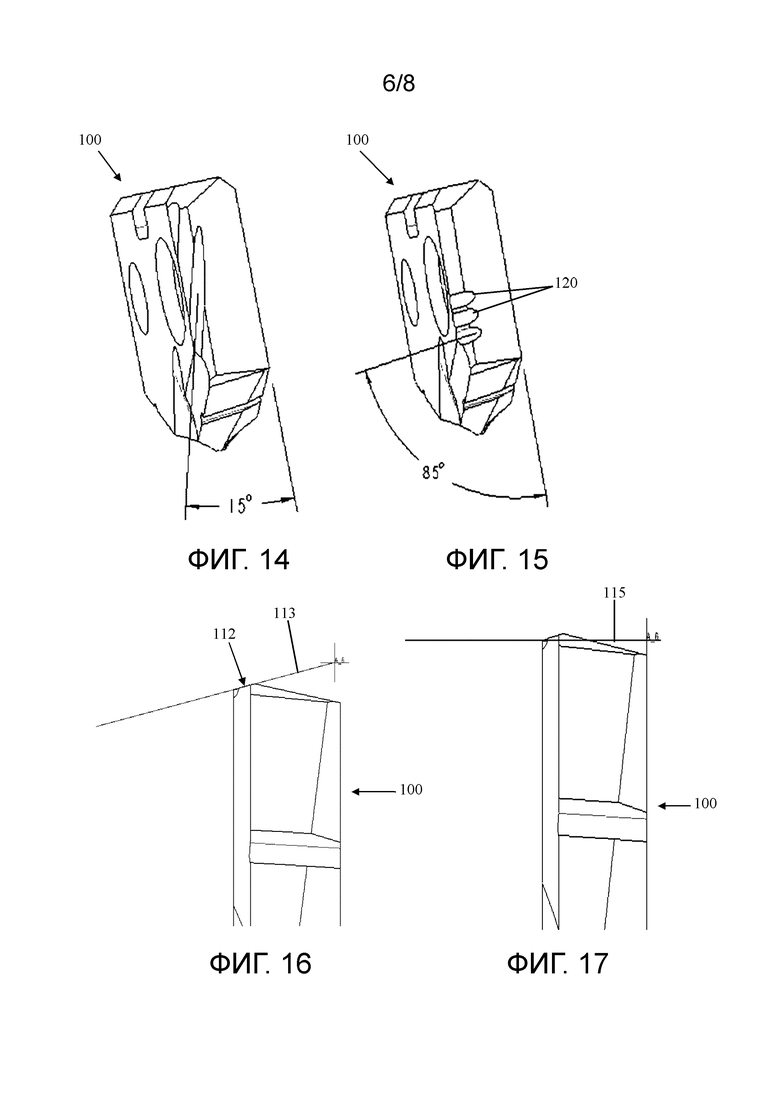
[0021] Фигуры 14 и 15 представляют собой виды, показывающие ориентацию канавок в примерах сверлильной режущей пластины согласно изобретению.
[0022] Фигуры 16 и 17 представляют собой виды, показывающие траекторию канавок в примерах сверлильной режущей пластины согласно изобретению.
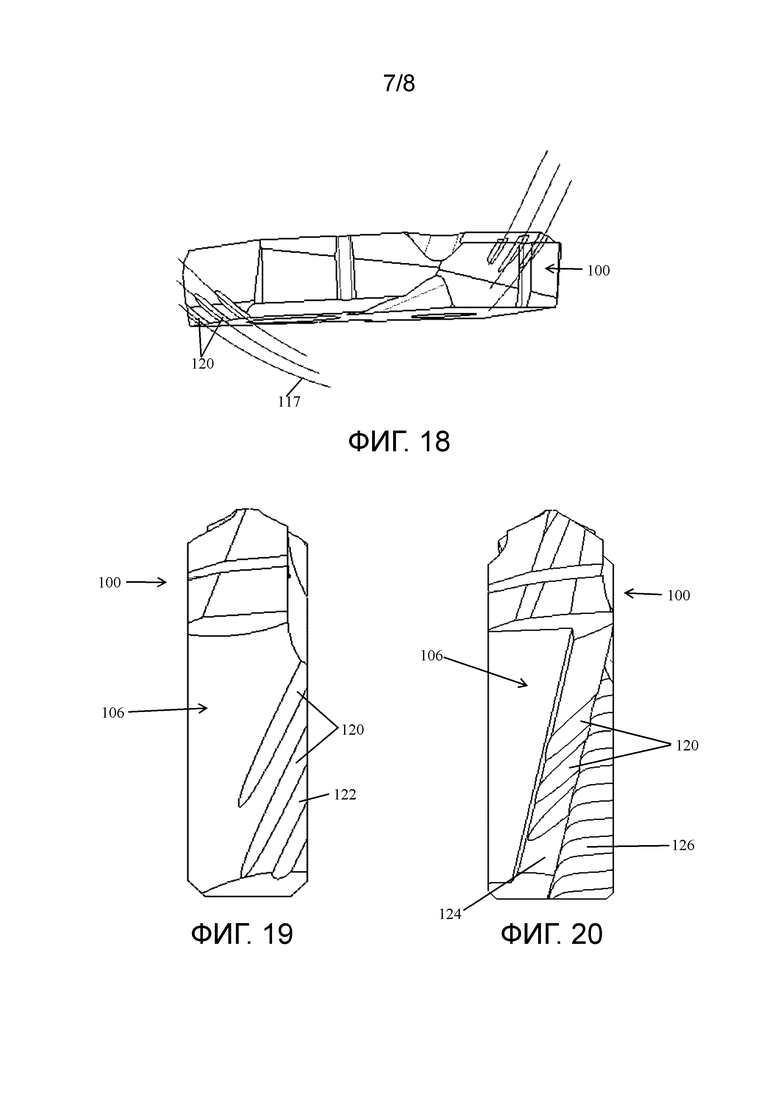
[0023] Фиг. 18 представляет собой вид, относящийся к альтернативной конфигурации канавки, образованной в сверлильных режущих пластинах согласно изобретению.
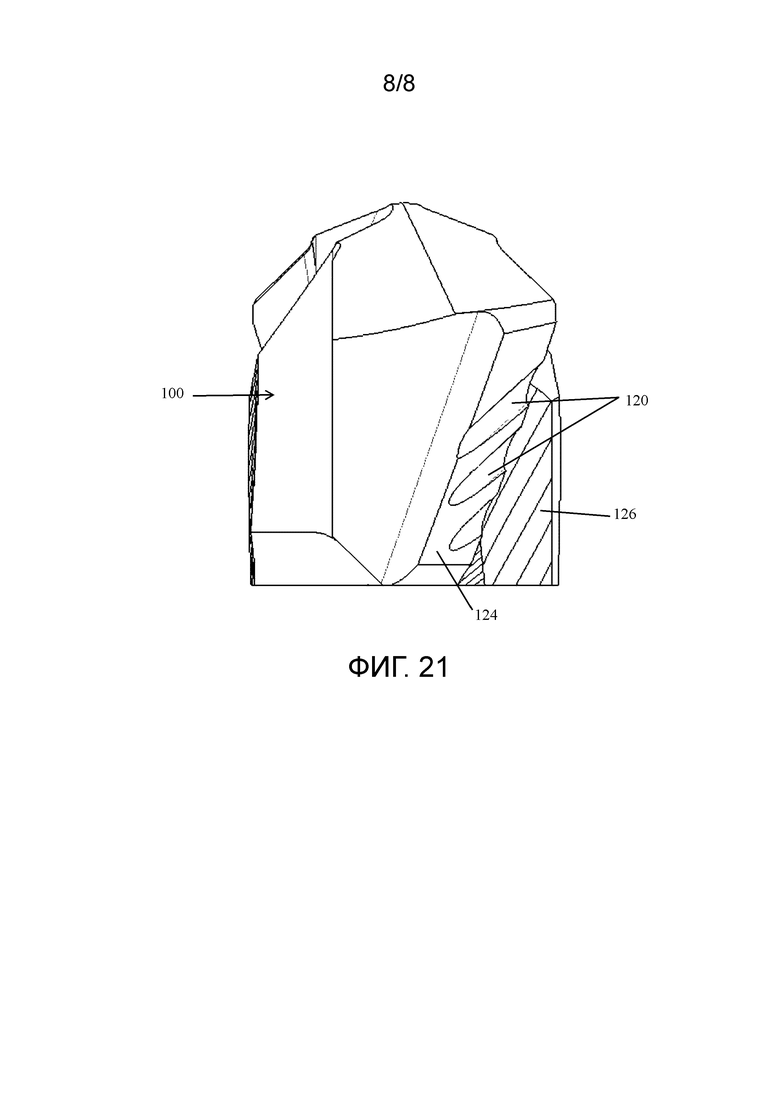
[0024] Фигуры 19-21 показывают виды, относящиеся к альтернативным конфигурациям направляющей поверхности и края с множеством канавок, образованных на ней, в дополнительных примерах сверлильных режущих пластин согласно изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0025] Обращаясь теперь к примерам изобретения, следует отметить, что конфигурации подачи охлаждающей жидкости обеспечивают явные преимущества в сочетании со сверлильными инструментами, используемыми для создания отверстий. Известные конфигурации подвода охлаждающей жидкости для сверл могут включать сверла со сквозным подводом охлаждающей жидкости, которые спроектированы так, что охлаждающая жидкость выходит из держателя режущей пластины рядом с режущими кромками режущей пластины по направлению к нижней части просверленного отверстия. Хотя охлаждающая жидкость течет от нижней части отверстия к стружечным канавкам держателя, наружный диаметр режущей пластины не снабжается охлаждающей жидкостью, чтобы уменьшить тепло и трение в областях взаимодействия режущей пластины со стенкой просверленного отверстия, и материалы могут прилипать к режущей пластине, как указано в отношении фиг. 3 выше. В примерах изобретения, расположение подачи охлаждающей жидкости обеспечивает превосходное рассеивание охлаждающей жидкости для лучшего нацеливания на всю область взаимодействия на наружном диаметре режущей пластины и уменьшения трения и накопления тепла или прилипания материалов к режущей пластине. Примеры относятся к усовершенствованным системам подачи охлаждающей жидкости и способам повышения производительности сверления.
[0026] Обращаясь к фигурам 4-5, иллюстрирован первый пример узла сверлильной режущей пластины, в целом, обозначенного позицией 100. Сверлильная режущая пластина 100 выполнена с возможностью размещения в держателе, как указано в отношении фиг. 2, например, с держателем, имеющим зажимную или установочную щель, в которую позиционируется и прикрепляется сверлильная режущая пластина 100. Сверлильная режущая пластина 100 точно располагается относительно держателя для выполнения требуемой функции сверления вместе с держателем, и позволяет заменять режущую пластину 100 при износе. Режущая пластина 100 имеет двойную эффективную геометрию сверления с геометрией вершины, содержащей множество режущих кромок 102, которые точно позиционированы относительно оси вращения держателя, чтобы свести к минимуму ошибки в результирующей операции сверления.
[0027] Сверлильная режущая пластина 100 может быть образована в виде лезвия лопатовидного сверла с режущими кромками 102 на переднем конце и боковыми установочными поверхностями 104 лезвия, в целом, параллельными оси вращения держателя, как например, показано на фиг. 2, когда сверлильная режущая пластина 100 установлена и закреплена на нем. Сверлильная режущая пластина 100 имеет толщину и включает, по меньшей мере, две направляющие поверхности 106, по меньшей мере, с участком, который зацепляет стенку просверленного отверстия во время сверления. По меньшей мере, две режущие кромки 102 на сверлильной режущей пластине 100 продолжаются от осевого центра к наружному диаметру на направляющих 106. Режущие кромки 102 могут включать в себя множество участков сверления, могут быть прямыми или изогнутыми и могут включать стружколомы 108 или другие структуры для создания более мелкой стружки вместе с режущими кромками 102. Режущие кромки обеспечивают двойную эффективную резку материала при вращательном приводе в сочетании с держателем. Установочные отверстия 110 обеспечивают соединение с зажимными рычагами держателя, например, для надлежащего размещения режущей пластины 100 относительно держателя.
[0028] В этом примере, расположение, по меньшей мере, двух направляющих поверхностей 106 позволяет применять и подавать смазочно-охлаждающую жидкость непосредственно к областям, смежным области взаимодействия между направляющими поверхностями 106 и стенкой просверленного отверстия. Каждая направляющая поверхность 106 образует область взаимодействия со стенкой просверленного отверстия, которая, как уже отмечалось, подвержена трению и выделению тепла, а также возможному прилипанию срезанных материалов в областях, смежных области взаимодействия направляющих поверхностей 106. В этом примере, направляющие поверхности 106 включают краевые зоны 112, которые образуют область взаимодействия со стороной просверленного отверстия. Каждая краевая зона 112 включает в себя множество рельефных областей, представляющих собой канавки 120, которые прерывают область взаимодействия краевой зоны 112 со стенкой просверленного отверстия. Множество канавок 120 разнесены вдоль краевой зоны 112 и ориентированы поперек краевых зон 112, для продолжения через краевую зону 112 по наружному диаметру режущей пластины 100. Множество канавок 120 открыты на каждом конце для переднего и заднего края стружечной канавки, связанной с режущей пластиной 100 и держателем, в котором она установлена. Открытые концы множества канавок 120 позволяют охлаждающей жидкости входить и протекать через канавки 120 во время цикла сверления, тем самым обеспечивая улучшенное охлаждение и смазку в области взаимодействия каждой направляющей 106. Направляющие 106 имеют зазор позади краевых зон 112, и поток охлаждающей жидкости через множество канавок 120 эффективно рассеивает любые режущие материалы, которые в противном случае могут иметь тенденцию прилипания к этой поверхности зазора или в области, смежной области взаимодействия. Это особенно относится к таким материалам, как аустенитная нержавеющая сталь, низкоуглеродистая сталь или другие стали или материалы, которые склонны прилипать и накапливаться на режущих кромках или других участках сверлильной режущей пластины. Конфигурация согласно изобретению, использующая многочисленные небольшие канавки 120 по всей области наружного диаметра, создает множество граничных контактных областей 114, разнесенных по всей области наружного диаметра, для улучшения отвода тепла при сохранении стабильности сверления по сравнению с предшествующими конструкциями направляющей. Для различных применений или материалов, процент краевой зоны 112, который заменяется множеством канавок 120, может составлять от 30% до 70% от общей площади краевой зоны. Размер и расположение множества канавок 120 определяются таким образом, чтобы обеспечивать и способствовать протеканию охлаждающей жидкости через них, блокируя при этом попадание стружки в область. Это достигается за счет расположения множества канавок 120 под поперечным углом, что способствует желаемому рассеиванию охлаждающей жидкости при минимизации возможности попадания стружки или мелких частиц, поскольку размер канавок в области взаимодействия является очень маленьким. Множество канавок 120 может быть образовано в виде радиуса с верхними краями под тупым углом относительно наружного диаметра, или в другой подходящей форме или конфигурации. В качестве альтернативы, рельефные области могут быть образованы в виде отверстий, продолжающихся через тело режущей пластины рядом с краевыми зонами 112. Отверстия могут продолжаться через область взаимодействия от переднего до заднего края области взаимодействия, чтобы поддерживать стабильность краевой зоны при распределении охлаждающей жидкости к заднему краю, чтобы обеспечить желаемые преимущества. Такие альтернативные рельефные области, такие как отверстия, могут быть расположены для направления охлаждающей жидкости к конкретным областям, смежным области взаимодействия, при необходимости, и могут быть использованы вместе с канавками 120 или т.п.
[0029] В этом примере, множество канавок 120 продолжаются через краевую зону 112, открываясь рядом с рельефной поверхностью 118 на направляющей поверхности 106. Первая канавка 120 расположена на заданном расстоянии от режущих кромок 102, например, в области взаимодействия поверхности 103 скоса, образованной ниже режущих кромок 102, с краевой зоной 112. Такое расположение оставляет достаточную краевую зону 114 в месте, смежном режущим кромкам 102, для поддержания стабильности во время сверления, обеспечивая при этом поток охлаждающей жидкости в этой области взаимодействия краевой зоны 112 со стенкой просверленного отверстия. Верхний участок 114 краевой зоны, смежной режущим кромкам 102, имеет размер, чтобы быть больше, чем области 114 краевой зоны между канавками 120 вдоль краевой зоны 112. Это место, ближайшее к режущим кромкам 102, подвержено возможному прилипанию материалов из-за близости к режущим кромкам 102. Таким образом, первая или верхняя канавка 120 может быть специально расположена так, чтобы совпадать с пересечением задней стороны скоса 103 и толщины режущей пластины, для предотвращения прилипания материалов в этой области, но при этом обеспечения достаточной стабильности во время сверления. Как правило, желательно, чтобы расстояние между первой канавкой 120 и режущей кромкой 102, которая может включать угловой зажим 107, связанный с внешним углом режущей кромки, составляло, по меньшей мере, около 0,015 дюйма, но это расстояние может варьироваться в зависимости, например, от материала или применения. Расстояние от 0,025 дюйма до 0,040 дюйма может обеспечить дополнительную стабильность краевой зоны в области, ближайшей к режущей кромке 102. Расстояние или интервал между первой из множества канавок от смежной канавки 120 обычно меньше, чем расстояние от режущей кромки 102 до первой канавки 120.
[0030] После позиционирования первой канавки 120 в требуемом положении относительно режущей кромки 102 и участка краевой зоны 112, смежного режущим кромкам 102, предусмотрены дополнительные канавки 120 на расстоянии относительно первой канавки вдоль длины краевой зоны. 112. Размер остальных областей 114 краевой зоны между канавками 120 позволяет свести к минимуму нежелательный нагрев, трение и, как следствие, повышенный износ областей 114 краевой зоны при сохранении стабильности инструмента во время сверления. Это позволяет достигать более высоких скоростей проходки при сверлении. Расстояние между канавками 120, образующими дополнительные области 114 краевой зоны, составляет, по меньшей мере, 0,005 дюйма, но может быть увеличено на основе размера режущей пластины и/или материалов или областей применений, в которых используется режущая пластина 100. Например, расстояние между канавками 120 может находиться в диапазоне от 0,010 дюйма до 0,025 дюйма, и расстояние между отдельными канавками 120 может варьироваться.
[0031] Выпускные отверстия для охлаждающей жидкости в держателе обеспечивают охлаждающую жидкость, направляемую в нижнюю часть отверстия, которая затем направляется из отверстия через стружечные канавки держателя, связанные с каждой режущей кромкой 102, для облегчения удаления стружки. Расположение множества канавок 120 позволяет протекать некоторому количеству охлаждающей жидкости через область взаимодействия в краевых зонах 112 под действием силы охлаждающей жидкости после столкновения с нижней частью отверстия и за счет вращения сверлильной режущей пластины 100 во время сверления. Это рассеивание охлаждающей жидкости по наружному диаметру разрушает или смещает частицы от прилипания к поверхностям режущей пластины, смежным областям взаимодействия краевой зоны. Ориентация множества канавок 120 расположена под углом, чтобы способствовать рассеиванию охлаждающей жидкости в областях, смежных областям взаимодействия, и через области взаимодействия. Как видно на фиг. 6, расположение множества канавок 120 существенно предотвращает прилипание материалов в области взаимодействия краевой зоны на режущей пластине 100.
[0032] Количество и положение канавок 120 в области взаимодействия краевой зоны 112 может варьироваться в зависимости от размера режущей пластины, просверливаемых материалов или конкретного применения при необходимости, а канавки 120 могут быть расположены одинаково или неодинаково по длине краевой зоны 112, как показано на фиг. 7. Как видно в этом примере, канавки продолжаются между передним краем краевой зоны 112 и через задний край под углом ориентации относительно плоскости краевой зоны 112. Самая нижняя канавка 120 может продолжаться между передним краем краевой зоны 112 и нижней установочной поверхностью 109 режущей пластины 100. Альтернативно, интервал между канавками 120 может быть увеличен от переднего конца краевой зоны 112, как показано на фиг. 8, или уменьшен от переднего конца краевой зоны 112, как показано на фиг. 9. Интервал между канавками 120 также может отличаться от одной направляющей 106 к другой, как показано на фигурах 10 и 11, которые показывают противоположные направляющие 106 режущей пластины 100. Дополнительно, количество канавок 120 может варьироваться в зависимости от длины краевой зоны 112 или скоса 103 режущей пластины 100. Как видно на фигурах 12 и 13, которые показывают, например, противоположные направляющие поверхности 106 режущей пластины 100, количество канавок 120 также может варьироваться от одной направляющей поверхности 106 к другой. Возможность расположения канавок 120 относительно области взаимодействия на каждой направляющей 106 и друг друга в этих различных расположениях позволяет оптимизировать характеристики для использования с конкретным материалом или в конкретном применении за счет управления потоком охлаждающей жидкости от переднего края к заднему краю краевой зоны 112 относительно режущих кромок 102 и нижней части отверстия. Распределение охлаждающей жидкости по области взаимодействия краевой зоны 112 желаемым образом сводит к минимуму трение и выделение тепла, а также смывает любые материалы для предотвращения прилипания к поверхностям на наружном диаметре режущей пластины 100.
[0033] Угол ориентации канавок 120 расположен таким образом, чтобы способствовать рассеиванию охлаждающей жидкости по области взаимодействия краевых зон 112 желаемым образом, чтобы свести к минимуму трение и выделение тепла, и смывать любые материалы для предотвращения прилипания к поверхностям на наружном диаметре режущей пластины 100. Как видно в примере на фигурах 4 и 5, например, угол канавок 120 наклонен примерно на 25° относительно толщины режущей пластины и плоскости области взаимодействия краевой зоны 112 от режущих кромок 102 к нижней части режущей пластины 100. Ориентация канавок 120 относительно толщины режущей пластины 100 может обычно варьироваться от примерно 15° до менее 90°, как показано на фигурах 14 и 15, например. Было обнаружено, что для некоторых применений эффективным является угол от 20° до 30°, при этом ориентация канавок 120 облегчает движение охлаждающей жидкости от нижней части отверстия к области взаимодействия, причем некоторое количество направляется в канавки 120 и проходит через них к задней стороне области взаимодействия. В качестве альтернативы, канавки 120 также могут иметь различную ориентацию относительно друг друга, чтобы распределять охлаждающую жидкость желаемым образом, например, для облегчения нацеливания на конкретную область в области взаимодействия режущей пластины по наружному диаметру.
[0034] Размер и положение канавок 120 в области взаимодействия между краевой зоной 112 и стенкой просверленного отверстия также позволяют распределить требуемый объем охлаждающей жидкости через краевую область взаимодействия. Охлаждающая жидкость может быть подана под давлением, например, около 1000 фунтов на квадратный дюйм или более, но другие давления могут быть подходящими или предпочтительными в зависимости от применения и обрабатываемых материалов. Таким образом, охлаждающая жидкость под давлением нагнетается в область областей взаимодействия краевых зон 112, а некоторой части допускается протекать через область взаимодействия посредством канавок 120. Как отмечалось выше, угол ориентации канавок 120 облегчает контроль над тем, как охлаждающая жидкость перемещается между передней и задней сторонами области взаимодействия в краевых зонах 112. Угол траектории канавок 120 относительно области взаимодействия также может способствовать контролю и рассеиванию охлаждающей жидкости в месте расположения областей взаимодействия. Как видно, например, на фиг. 16, канавки 120 могут быть образованы под углом, который, по существу, является касательным к области взаимодействия в краевых зонах 112, как показано ссылочной позицией 113, чтобы проходить через область взаимодействия примерно на той же глубине от переднего до заднего края краевой зоны 112. Размер раскрывов на переднем и/или заднем крае регулируется шириной и глубиной канавок 120, которые могут составлять, например, от 0,002 дюйма до 0,015 дюйма, но обычно имеют конфигурацию от 0,005 дюйма до 0,10 дюйма. Краевые зоны 112 могут быть образованы под углом около 100°, измеряемым перпендикулярно центральной линии режущей пластины 100, например, как показано на фиг. 16. В качестве альтернативы, как показано на фиг. 17, канавки 120 могут быть образованы под углом, который, по существу, является перпендикулярным центральной линии режущей пластины 100, чтобы образовать канавку, которая увеличивается по глубине от переднего к заднему краю краевых зон 112 через область взаимодействия, как показано позицией 115. Канавки 120 также могут быть образованы, чтобы иметь уменьшающуюся глубину от переднего края к заднему краю, что вызовет увеличение давления охлаждающей жидкости, когда она выходит из канавки. Канавки 120 также могут быть образованы, чтобы иметь увеличивающуюся или уменьшающуюся ширину или участок с изменяющейся шириной по мере того, как канавки 120 проходят от переднего края к заднему краю области взаимодействия. При необходимости, канавки 120 могут быть образованы таким образом, чтобы повторять кривизну поверхности краевой зоны в области взаимодействия. Угол траектории канавки может составлять между 60° и 120° относительно центральной линии режущей пластины 100, например, для обеспечения рассеивания и потока охлаждающей жидкости в области областей взаимодействия, при необходимости. Для облегчения рассеивания охлаждающей жидкости для нарушения прилипания материалов, раскрывы канавок 120 на заднем крае области взаимодействия могут быть расширены, чтобы обеспечить распространение охлаждающей жидкости при выходе из канавок 120. В качестве альтернативы, выходные раскрывы канавок 120 могут быть ориентированы для направления охлаждающей жидкости определенным образом, или структуры отклонения потока охлаждающей жидкости могут быть предусмотрены вместе с раскрывом на задней стороне области взаимодействия для управления потоком и рассеиванием охлаждающей жидкости на наружном диаметре режущей пластины, например, для нацеливания на определенные площади поверхности. В качестве дополнительной альтернативы, как показано на фиг. 18, канавки 120 могут быть изогнутыми, например, образованными в виде спиральных канавок 120, с одинаковой или переменной глубиной от переднего до заднего края краевых зон 112 через область взаимодействия в краевых зонах 112, как показано позицией 117. Таким образом, во время работы, формирование канавок относительно областей взаимодействия на наружном диаметре может варьироваться, чтобы обеспечить желаемое рассеивание и движение охлаждающей жидкости в областях областей взаимодействия.
[0035] Конфигурация сверлильной режущей пластины 100 согласно изобретению может варьироваться для различных применений и материалов, и, по меньшей мере, две направляющие, связанные с режущей пластиной, могут варьироваться аналогичным образом, наряду с областью взаимодействия со стороной просверленного отверстия. В других примерах, таких как показан на фиг. 19, направляющая поверхность 106 режущей пластины 100 может иметь цилиндрическую краевую зону 122, которая зацепляется со стороной просверленного отверстия поверх его участка. Множество канавок 120 образованы так, что они продолжаются от переднего края до заднего края области взаимодействия со стенкой просверленного отверстия. Альтернативно, как видно на фигурах 20 и 21, направляющая 106 может иметь спиральную краевую зону 124 с множеством канавок 120, образованных так, чтобы продолжаться от переднего края спиральной краевой зоны 124 до задней стороны области взаимодействия со стенкой просверленного отверстия, созданного таким образом. Могут использоваться другие конфигурации краевых зон 124, а также возможно, что режущие пластины 120 могут использовать множество краевых зон, которые по отдельности взаимодействуют со стенкой просверленного отверстия на направляющих поверхностях. Множество канавок могут быть образованы так, чтобы продолжаться от переднего края к заднему краю области взаимодействия множества краевых зон или относительно каждой предусмотренной краевой зоны. В этих примерах, множество канавок 120 продолжаются от участка стружечной канавки 126, образованной в теле режущей пластины 100, которая сопрягается со стружечной канавкой на держателе, к которому прикреплена режущая пластина 100. Относительно конфигурации краевой зоны и области взаимодействия со стороной просверленного отверстия, множество канавок 120 обеспечивают желаемое рассеивание и движение охлаждающей жидкости в месте расположения наружного диаметра режущих пластин, и в такие варианты могут быть включены отмеченные ранее варианты альтернативных режущих пластин 100.
[0036] Хотя данное изобретение было описано со ссылкой на его примеры, следует понимать, что такое описание приведено только в качестве иллюстрации и не должно толковаться как ограничивающее объем заявленного изобретения. Соответственно, объем и содержание примеров должны определяться только условиями следующей формулы изобретения. Кроме того, следует понимать, что признаки любого обсуждаемого здесь примера могут быть объединены с одним или более признаками любого одного или более примеров, обсуждаемых или предполагаемых в данном документе, если не указано иное.
Изобретение относится к сверлильным режущим пластинам и узлам сверлильного инструмента. Сверлильная режущая пластина содержит тело сверлильной режущей пластины, имеющее первый режущий конец, противоположный второму установочному концу, первую и вторую боковые установочные поверхности и первую направляющую поверхность, противоположную второй направляющей поверхности на наружном диаметре тела, и ось вращения. Первый режущий конец тела сверлильной режущей пластины имеет связанные с ним режущие кромки. Первая и вторая боковые установочные поверхности вместе устанавливают режущую пластину относительно держателя сверлильной режущей пластины. Первая и вторая направляющая поверхности образуют область взаимодействия со стороной просверленного отверстия на его участке. Области взаимодействия имеют передний и задний концы. Разнесенные каналы подачи охлаждающей жидкости проходят через области взаимодействия от переднего до заднего края областей взаимодействия, чтобы позволить охлаждающей жидкости протекать через области взаимодействия и смежно заднему концу областей взаимодействия на наружном диаметре тела сверлильной режущей пластины. Обеспечивается снижение трения, выделение тепла при сохранении высокой стабильности и предотвращение скопления материалов на поверхностях сверлильных режущих пластин по наружному диаметру режущей пластины. 14 з.п. ф-лы, 21 ил.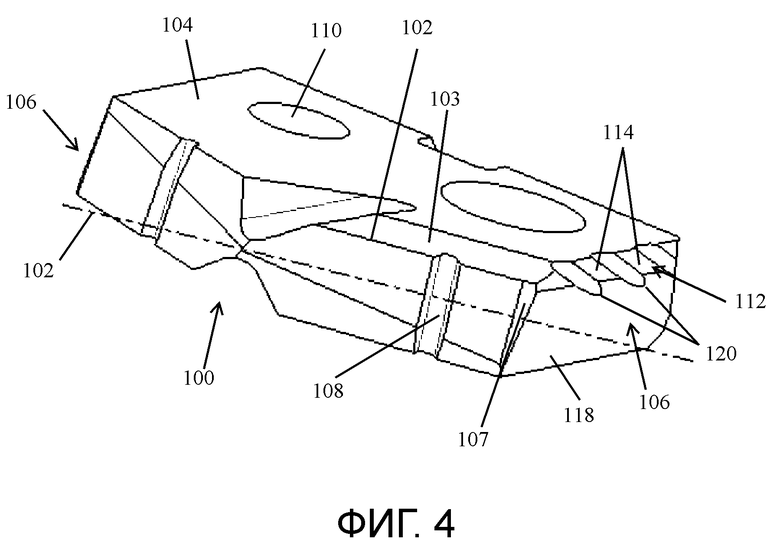
1. Сверлильная режущая пластина, содержащая:
тело сверлильной режущей пластины, имеющее первый режущий конец, противоположный второму установочному концу, первую и вторую боковые установочные поверхности и первую направляющую поверхность, противоположную второй направляющей поверхности на наружном диаметре тела, и ось вращения,
причем первый режущий конец тела сверлильной режущей пластины имеет связанные с ним режущие кромки, а первая и вторая боковые установочные поверхности вместе устанавливают режущую пластину относительно держателя сверлильной режущей пластины,
при этом каждая из первой и второй направляющей поверхностей образует область взаимодействия со стороной просверленного отверстия, по меньшей мере, на его участке, причем области взаимодействия имеют передний и задний концы, и при этом множество разнесенных каналов подачи охлаждающей жидкости продолжаются через области взаимодействия от переднего до заднего края областей взаимодействия, чтобы позволить охлаждающей жидкости протекать через области взаимодействия и смежно заднему концу областей взаимодействия на наружном диаметре тела сверлильной режущей пластины.
2. Сверлильная режущая пластина по п. 1, в которой предусмотрен скос, связанный с режущими кромками, которые продолжаются до наружного диаметра режущей пластины, а первый канал подачи охлаждающей жидкости расположен в области взаимодействия скоса ниже режущей кромки на наружном диаметре режущей пластины.
3. Сверлильная режущая пластина по п. 1, в которой множество каналов подачи охлаждающей жидкости направлены от первого режущего конца под углом ориентации относительно толщины тела сверлильной режущей пластины.
4. Сверлильная режущая пластина по п. 1, в которой множество каналов подачи охлаждающей жидкости направлены под углом траектории относительно областей взаимодействия, чтобы управлять рассеиванием охлаждающей жидкости на заднем крае областей взаимодействия.
5. Сверлильная режущая пластина по любому из пп. 1-4, в которой расстояние между множеством каналов подачи охлаждающей жидкости на каждой направляющей поверхности является одинаковым или неодинаковым.
6. Сверлильная режущая пластина по любому из пп. 1-4, в которой одинаковое или различное число каналов подачи охлаждающей жидкости предусмотрены на каждой направляющей поверхности.
7. Сверлильная режущая пластина по любому из пп. 1-4, в которой первая и вторая направляющие поверхности включают в себя, по меньшей мере, одну поверхность краевой зоны, которая образует область взаимодействия со стенкой просверленного отверстия, причем, по меньшей мере, одна поверхность краевой зоны выполнена в форме, выбранной из цилиндрической или спиральной относительно оси вращения сверлильной режущей пластины, и множество каналов подачи охлаждающей жидкости продолжаются между передней и задней сторонами, по меньшей мере, одной краевой зоны на каждой направляющей поверхности.
8. Сверлильная режущая пластина по любому из пп. 1-4, в которой, по меньшей мере, один из множества каналов подачи охлаждающей жидкости имеет криволинейную конфигурацию.
9. Сверлильная режущая пластина по любому из пп. 1-4, в которой тело сверлильной режущей пластины образовано со стружечной канавкой, связанной с каждой режущей кромкой, и множество каналов подачи охлаждающей жидкости продолжаются от каждой стружечной канавки к задней стороне области взаимодействия.
10. Сверлильная режущая пластина по любому из пп. 1-4, в которой ширина или глубина, по меньшей мере, одного из множества каналов подачи охлаждающей жидкости варьируется от переднего края к заднему краю.
11. Сверлильная режущая пластина по любому из пп. 1-4, в которой расстояние между первым каналом подачи охлаждающей жидкости от режущей кромки на наружном диаметре режущей пластины составляет, по меньшей мере, около 0,015 дюйма.
12. Сверлильная режущая пластина по любому из пп. 1-4, в которой расстояние между другими каналами подачи охлаждающей жидкости из множества каналов подачи охлаждающей жидкости меньше расстояния между режущей кромкой и первым каналом подачи охлаждающей жидкости.
13. Сверлильная режущая пластина по п. 3, в которой угол ориентации, по меньшей мере, одного из множества каналов подачи охлаждающей жидкости отличается от угла ориентации, по меньшей мере, одного другого из множества каналов подачи охлаждающей жидкости.
14. Сверлильная режущая пластина по п. 3, в которой угол ориентации каналов подачи охлаждающей жидкости составляет от 15° до менее 90°.
15. Сверлильная режущая пластина по п. 4, в которой угол траектории каналов подачи охлаждающей жидкости составляет от 60° до 120° относительно центральной линии режущей пластины.
| US 20180221967 A1, 09.08.2018 | |||
| КОСВЕННОЕ ОХЛАЖДЕНИЕ ВРАЩАЮЩЕГОСЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2522401C2 |
| СПОСОБ ОХЛАЖДЕНИЯ РЕЖУЩЕЙ ЧАСТИ СВЕРЛА ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ И СВЕРЛО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2156180C2 |
| Режущая многогранная пластина | 1982 |
|
SU1155369A1 |
| EP 3372330 A1, 12.09.2018. | |||

