Изобретение относится к области механической обработки резанием преимущественно глубоких отверстий, в частности - к способу охлаждения и смазки режущей части инструмента и к конструкции сверл для обработки глубоких отверстий с подводом СОЖ под давлением в зону резания, направлено на повышение стойкости и долговечности инструмента, качества обработки отверстий, что особенно актуально при производстве ответственных узлов некоторых видов оборудования, например для АЭС.
Охлаждение и смазка режущей части инструмента, в том числе и при обработке глубоких отверстий, путем подачи СОЖ под давлением в зону резания в технике известно и используется достаточно давно, однако общеизвестный способ подвода СОЖ в зону резания при обработке глубоких отверстий по выполненному в сверлильной головке каналу или по кольцевому зазору между сверлильной головкой и стенками обрабатываемого отверстия с отводом пульпы (СОЖ со стружкой), соответственно, в стружкоотводящий V-образный желоб на наружной поверхности стебля сверла или в осевой стружкоотводящий канал стебля, не в полной мере обеспечивают эффективность смазывающего и охлаждающего действия СОЖ, повышение стойкости инструмента и качества обработки отверстий.
Из патентных источников известен способ охлаждения режущей части сверла одностороннего резания, при котором СОЖ подают в полость, образованную задней поверхностью режущей части сверла и обрабатываемой поверхностью, а отводят СОЖ из этой полости частично в стружкоотводящий желоб стебля сверла через щель, образованную нерабочей торцевой частью сверлильной головки и обрабатываемой поверхностью, и частично через эжекторный канал, вход которого расположен на задней поверхности сверла, а выход - на стружкоотводящем желобе ниже режущей пластины, причем вход эжекторного канала располагают в зоне наибольшего пьезометрического напора СОЖ, а количество отводимой по эжекторному каналу СОЖ равно 30 - 50%, другой особенностью этого известного способа является то, что "... берут теплообменник, устанавливают его в режущей части сверла и пропускают через него всю СОЖ, отводимую по эжекторному каналу." (см. авт. свид. СССР N 1310184, МКИ - B 23 B 51/06, 1984).
Этот известный способ охлаждения режущей части сверла мог бы быть прототипом заявляемого способа, но собственно способ охлаждения в описании изобретения раскрыт лишь частично, конструкция сверла для осуществления способа в описании изобретения не раскрыта вообще, а вариант осуществления способа, приведенный в описании, не только не соответствует формуле изобретения и графическим материалам, но и представляет собой лишь постановку задачи без конкретных вариантов ее решения. Так, в описании способа охлаждения не указано расположение зоны наибольшего пьезометрического напора СОЖ для выполнения входа эжекторного канала в сверле конкретного вида, а на приведенных в описании чертежах эта зона показана неверно, ни в формуле, ни в описании изобретения не указаны приемы способа или особенности конструкции сверла, обеспечивающие отвод по эжекторному каналу от 30 до 50% общего объема подводимой СОЖ. Не раскрыта в описании способа конструкция теплообменника, указанного в п. 1 формулы изобретения, его установка в корпусе сверлильной головки, а указанный в описании способа вариант выполнения теплообменника и его включения в эжекторный канал не соответствует графическим материалам описания, все это делает невозможной практическую реализацию указанного известного способа и ставит под сомнение правомерность его правовой защиты.
Если даже опустить указанные выше недостатки известного способа охлаждения режущей части сверла и описания конструкции последнего, указанные объекты имеют и ряд других, не менее существенных недостатков, в частности отвод части подводимой СОЖ по эжекторному каналу при указанных его конструктивных особенностях и расположении вблизи режущей пластины действительно улучшит отвод тепла от режущей пластины, но очень незначительно и не от зоны повышенной температурной напряженности - режущей кромки, наличие теплообменника, прилегавшего к режущей пластине или выполненного в ней, и пропуск через него всего объема СОЖ, отводимой по эжекторному каналу, увеличит теплоотвод от режущей пластины, но одновременно ослабит режущую пластину и жесткость ее закрепления в сверлильной головке. При этом условия работы режущей кромки, в плане ее охлаждения, улучшатся незначительно, а в плане смазки станут даже хуже из-за уменьшения поступающей непосредственно к режущей пластине СОЖ, что приведет к увеличению коэффициента трения по передней поверхности режущей пластины и необходимости повышения силы резания при прочих равных условиях, наконец, указанный известный способ охлаждения режущей части сверла предназначен только для использования в сверлах одностороннего резания с монолитной сверлильной головкой, имеющей внутренний подвод СОЖ и отвод пульпы (СОЖ со стружкой) по внешнему V-образному желобу, совмещенному с внешним желобом стебля сверла, тогда как на практике не менее широкое распространение получили сверла для обработки глубоких отверстий, работающие по методу ВТА.
Вместе с тем, в технике, при некоторых видах механической обработки резанием, известно более эффективное использование охлаждающих и смазывающих свойств СОЖ. В частности зарубежными исследователями установлено, что при точении металла при направленной подаче СОЖ под давлением со стороны главной задней поверхности режущего инструмента в виде струи диаметром 0,25 мм и давлением до 2,76 МПа стойкость резца из быстрорежущей стали увеличивается в 8 раз по сравнению с операцией точения, в которой СОЖ подводилась путем свободного полива сверху. При этом отмечалось уменьшение шероховатости обработанной поверхности, отсутствие наростообразования и выкрашивания режущей кромки, равномерность ее износа по ширине среза, использование более прочного инструментального материала позволит, по мнению исследователей, наряду с повышением скорости резания увеличить стойкость инструмента до 30 раз. Другими исследователями установлено, что при увеличении давления струи водорастворимой СОЖ до 0,689 МПа температура на передней поверхности уменьшается, а затем постепенно увеличивается и принимает постоянное значение при давлении 2,06 МПа. Аналогично изменяется и радиальная составляющая силы резания, принимавшая минимальное значение при давлении СОЖ 0,689 МПа, высоконапорная струя может проникать непосредственно в зону резания, тем самым увеличивая интенсивность теплоотвода, а также образовывать гидродинамический клин между заготовкой и инструментом даже при высоких скоростях резания. Если СОЖ проникает к режущей кромке, то средние напряжения на ее вершине уменьшаются до значений, характерных для обычных условий жидкостного трения. Это позволяет создать гидродинамическую силу, способствующую уменьшению длины контакта стружки с инструментом, а также обеспечить избирательный охлаждающий эффект. Установлено также, что при использовании охлаждения свободным поливом, независимо от направления струи, сила резания имеет одинаковую величину, а при использовании высоконапорной струи осевая составляющая уменьшается на 50, результирующая сила - на 20%, а коэффициент трения уменьшается от 0,75 до 0,5 при скорости резания 180 м/мин и до 0,4 при скорости резания 36 м/мин (см, экспресс-информация "Режущие инструменты", выпуск 1, М., 1990, стр. 5-9).
Сведений о результатах аналогичных исследований и их проведении вообще при обработке глубоких отверстий в доступных источниках информации выявить не удалось. Вероятно, это связано с отсутствием технических решений, обеспечивающих возможность направленной подачи струи СОЖ под давлением на рабочие поверхности режущих пластин сверла для обработки глубоких отверстий, решение такой технической задачи позволит получить аналогичные результаты и при этом виде механической обработки резанием.
Данное изобретение решает техническую задачу повышения эффективности обработки глубоких отверстий - повышение стойкости инструмента, качества обработки отверстий и производительности труда при одновременном снижении энергозатрат на обработку за счет повышения эффективности охлаждения и смазки режущей части инструмента и разработки новой конструкции инструмента для этого вида механической обработки.
Поставленная техническая задача решается усовершенствованием известного способа охлаждения режущей части сверл для обработки глубоких отверстий путем подачи СОЖ под давлением в зону резания по подводящему каналу с частичным отбором из него СОЖ для дополнительного охлаждения режущих пластин непосредственно и отвода пульпы (СОЖ со стружкой) по стружкоотводящему каналу. Сущность нового способа охлаждения режущей части сверл для обработки глубоких отверстий в соответствии с данным изобретением заключается в том, что сечение выходного участка канала подвода в зону резания СОЖ под давлением пережимают, а для дополнительного охлаждения режущих пластин часть подводимого потока СОЖ отбирают непосредственно из подводящего канала. При этом весь поток СОЖ, отбираемой из подводящего канала, может быть направлен на переднюю поверхность режущих пластин под снимаемую стружку, на заднюю поверхность режущей кромки (лезвия) или в непосредственной близости от нее или одновременно на обе указанные поверхности в виде одной или нескольких струй, распределяемых по ширине режущей кромки (лезвия). Упомянутый пережим сечения выходного участка канала для подвода СОЖ в зону резания выполняют пропорционально распределению объемов СОЖ, направляемых непосредственно в зону резания и для дополнительного охлаждения режущих пластин.
Поставленная техническая задача решается также и усовершенствованием конструкции известных типов сверл для обработки глубоких отверстий, позволяющим осуществить заявляемый новый способ охлаждения их режущей части.
Известно сверло одностороннего резания для обработки глубоких отверстий, содержащее закрепленную на конце полого профилированного стебля сверлильную головку, корпус которой имеет внешний V-образный желоб для отвода пульпы в виде смазочно-охлаждающей жидкости (СОЖ) со стружкой, совмещенный с ответным желобом указанного стебля, жестко соединен с режущей и направляющей пластинами и имеет канал для подвода в зону резания СОЖ под давлением, сообщенный с полостью указанного стебля и выведенный на заднюю поверхность сверлильной головки, а также средства для дополнительного охлаждения режущей пластины посредством отвода части потока СОЖ через упомянутые средства в стружкоотводящий желоб (см. SU 921708, B 23 B 51/02, 1982).
Предлагаемое усовершенствование известного сверла одностороннего резания для обработки глубоких отверстий, включающего закрепленную на конце полого профилированного стебля сверлильную головку с внешним V-образным желобом для отвода пульпы (СОЖ со стружкой), совмещенным с ответным желобом стебля сверла, снабженную режущей и направляющими пластинами и внутренним каналом для подачи в зону резания СОЖ под давлением, сообщенным с полостью стебля сверла и выведенным на заднюю поверхность сверлильной головки, а также средствами для дополнительного охлаждения непосредственно режущей пластины частью потока СОЖ, подводимого в зону резания, с отводом этой части потока СОЖ из упомянутых средств в стружкоотводящий канал, - в соответствии с данным изобретением заключается в том, что выходной участок канала подвода СОЖ в зону резания выполнен меньшего сечения, а в качестве средств для дополнительного охлаждения непосредственно режущей пластины в последней выполнен по меньшей мере один канал в виде отверстия, выходящий на переднюю поверхность режущей пластины вблизи ее режущей кромки (лезвия), а вход в эти каналы дополнительными каналами в корпусе сверлильной головки сообщен с каналом подвода СОЖ в зону резания до его выходного участка. При этом в сверлильной головке может быть выполнен по меньшей мере еще один канал, выходящий на заднюю поверхность режущей пластины или в непосредственной близости от нее и сообщенный с каналом подвода СОЖ под давлением в зону резания.
Предлагается аналогичное усовершенствование известного сверла для обработки глубоких отверстии по методу ВТА, включающего закрепленную на конце полого стебля сверлильную головку, корпус которой снабжен по меньшей мере одной режущей и направляющей пластинами и имеет внутренний канал для отвода пульпы (СОЖ со стружкой), сообщенный с полостью стебля сверла, а подвод в зону резания СОЖ под давлением предусмотрен по кольцевому каналу, образуемому наружной поверхностью сверла и стенками обрабатываемого отверстия. Сущность предлагаемого в соответствии с данным изобретением усовершенствования сверл этого типа заключается в том, что наружный диаметр корпуса сверлильной головки выполнен меньше номинального диаметра сверла (выполняемого им отверстия) на величину, превышающую допустимый износ пластин сверлильной головки по диаметру сверла на 0,1 - 0,2 мм, против каждой режущей пластины на наружной затылованной поверхности корпуса головки вдоль его образующей выполнен паз, проходящий от заднего торца корпуса до зоны расположения режущей пластины, а в режущих пластинах выполнен по меньшей мере один канал в виде отверстия, выходящий на переднюю поверхность режущей пластины вблизи ее режущей кромки, вход в который дополнительными каналами в корпусе сообщен с полостью упомянутого паза. Как и в новом сверле одностороннего резания, в сверлильной головке сверла рассматриваемого типа может быть выполнен еще по меньшей мере один канал, выходящий на заднюю поверхность режущей пластины или в непосредственной близости от нее, сообщенный с полостью упомянутого продольного паза.
В обоих рассмотренных типах сверл в соответствии с данным изобретением упомянутые каналы подачи части потока СОЖ под давлением на переднюю и/или заднюю поверхности режущих пластин могут быть сообщены с соответствующими каналами подвода СОЖ в зону резания через поперечный паз в корпусе сверлильной головки под режущими пластинами, выполненный от плоскости крепления последних к корпусу сверлильной головки, При этом целесообразно, чтобы поперечный паз в корпусе сверлильной головки был выполнен ближе к заднему торцу режущей пластины, вход каналов, выведенных на переднюю поверхность режущей пластины, был расположен на опорной поверхности последней между ее рабочим торцом и упомянутым поперечным пазом, с полостью которого каждый из них сообщен проточкой на опорной поверхности режущей пластины, а каналы, выведенные на заднюю поверхность режущей пластины или в непосредственной близости от нее, выполнены в виде проточек на опорной поверхности соответственно режущей пластины или корпуса сверлильной головки для установки режущей пластины, проходящих от полости поперечного паза до рабочего торца сверлильной головки. Оси каналов в режущих пластинах для подачи СОЖ на их переднюю поверхность могут быть расположены под углом к упомянутой поверхности меньше 90o, обращенным вершиной к режущей кромке пластины, при этом минимальное расстояние от режущей кромки пластины до стенки каналов подачи СОЖ на переднюю поверхность может быть в пределах 2 - 5 мм - в зависимости от номинального диаметра сверла, но не более половины диаметра завитка снимаемой сверлом стружки. Наконец, корпус сверлильной головки на опорной поверхности для установки режущих пластин может иметь выступы, входящие при установке режущих пластин в проточки на ее опорной поверхности, выполненные от входа каналов, выведенных на переднюю поверхность пластин, до полости поперечного паза, глубина упомянутых проточек в режущей пластине увеличена по сравнению с расчетной на высоту входящих в нее выступов, а жесткое крепление режущей пластины в корпусе сверлильной головки при их сборке (например, пайкой) выполнено и по контактным боковым поверхностям указанных проточек и выступов. На опорной поверхности корпуса сверлильной головки могут быть выполнены аналогичные выступы, входящие в проточки на опорной поверхности режущей пластины для подачи СОЖ на заднюю поверхность режущих кромок, и выполнено такое же соединение режущей пластины с корпусом по контактным боковым поверхностям указанных проточек и выступов.
Действительно, пережим выходного участка канала подвода в зону резания СОЖ под давлением и отбор части подводимого потока СОЖ для дополнительного охлаждения режущих пластин из канала подвода СОЖ до его выходного участка позволяет поддерживать давление СОЖ в каналах ее подачи. Подача СОЖ под давлением на переднюю поверхность режущей пластины под снимаемую стружку обеспечивает не только эффективное охлаждение наиболее термонапряженного участка в зоне резания, но и проникновение СОЖ по передней поверхности режущей пластины к лезвию, что обеспечит эффективную смазку и охлаждение передней поверхности режущей пластины, уменьшит напряжения на режущей кромке, коэффициент трения между заготовкой и инструментом, осевую составляющую и результирующую силы резания, что при прочих равных условиях уменьшит энергозатраты на осуществление процесса. При этом между инструментом и снимаемой стружкой создается гидродинамический клин, обеспечивающий уменьшение диаметра завитков снимаемой стружки, ее ломкость и облегчение выноса мелких обломков стружки потоком СОЖ по стружкоотводящему каналу, уменьшается длина контакта стружки с инструментом и износ его передней поверхности за счет уменьшения давления на их контактной поверхности. Подача СОЖ под давлением на заднюю поверхность режущей пластины (лезвия) повышает стойкость лезвия за счет снижения наростообразования и выкрашивания режущей кромки при равномерности ее износа по ширине, уменьшает шероховатость обрабатываемой поверхности. Подача СОЖ под давлением на переднюю поверхность режущей пластины под снимаемую стружку и одновременно на заднюю поверхность пластины обеспечивает суммирование указанных эффектов, а подбор оптимальных режимов подачи СОЖ и ее распределения по ширине режущих пластин обеспечивает существенное повышение эффективности заявляемого способа.
Заявляемые принципиальные усовершенствования известных типов сверл для обработки глубоких отверстий, реализующих новый способ охлаждения их режущей части, позволяют без существенного изменения конструкции их сверлильных головок обеспечить уменьшение сечения выходного участка канала подвода в зону резания СОЖ под давлением, отбор части подводимого потока СОЖ без потерь его давления для дополнительного охлаждения режущей пластины путем подачи этой части потока по выполненным в корпусе сверлильной головки и в режущей пластине каналам с выходом СОЖ в виде отдельных струй под давлением на переднюю поверхность режущей пластины под снимаемую стружку, на заднюю поверхность режущей пластины или в непосредственной близости от нее, что обеспечивает достижение ожидаемого эффекта.
Другие конструктивные особенности заявляемых типов сверл для обработки глубоких отверстий, являвшиеся возможными вариантами их выполнения для осуществления нового способа охлаждения режущей части этих инструментов, касаются расположения и выполнения каналов подачи струй СОЖ под давлением на переднюю поверхность режущих пластин под снимаемую стружку, а также на заднюю поверхность режущих пластин или в непосредственной близости от нее. Заявляемые варианты выполнения упомянутых каналов отличаются как технологической сложностью их выполнения, так и эффективностью дополнительного охлаждения режущих пластин и смазки их рабочих поверхностей, а также возможной жесткостью крепления режущих пластин в корпусе сверлильной головки и являются общими для обоих типов сверл.
Таким образом, заявляемые способ охлаждения режущей части сверла и конструкции сверл для его осуществления направлены на решение единого изобретательского замысла и обеспечивают решение одной поставленной технической задачи.
Поскольку заявляемые объекты по сравнению с известными имеют указанные выше отличительные признаки, их следует признать соответствующими критерию изобретения "новизна", отсутствие сведений об известности использования отличительных признаков заявляемых объектов в этой же или в смежных областях техники для решения аналогичных технических задач позволяет признать заявляемые объекты соответствующими критерию "изобретательский уровень", так как для практической реализации заявляемых объектов нет препятствий технического, технологического или иного порядка, они должны быть признаны соответствующими критерия изобретения "промышленная применимость".
Сущность изобретения поясняют приводимые ниже примеры его конкретного осуществления, которые не охватывают все возможные варианты его реализации в пределах формулы изобретения, и чертежи, на которых представлены:
- на фиг. 1 - фрагмент корпуса сверлильной головки сверла одностороннего резания, вид на переднюю поверхность режущей пластины;
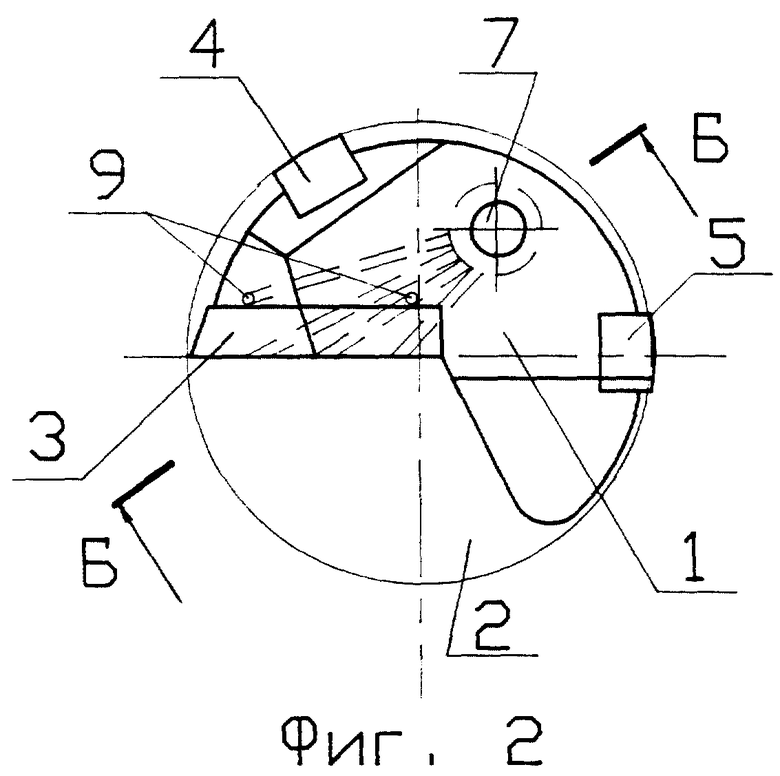
- на фиг. 2 - вид А по фиг. 1;
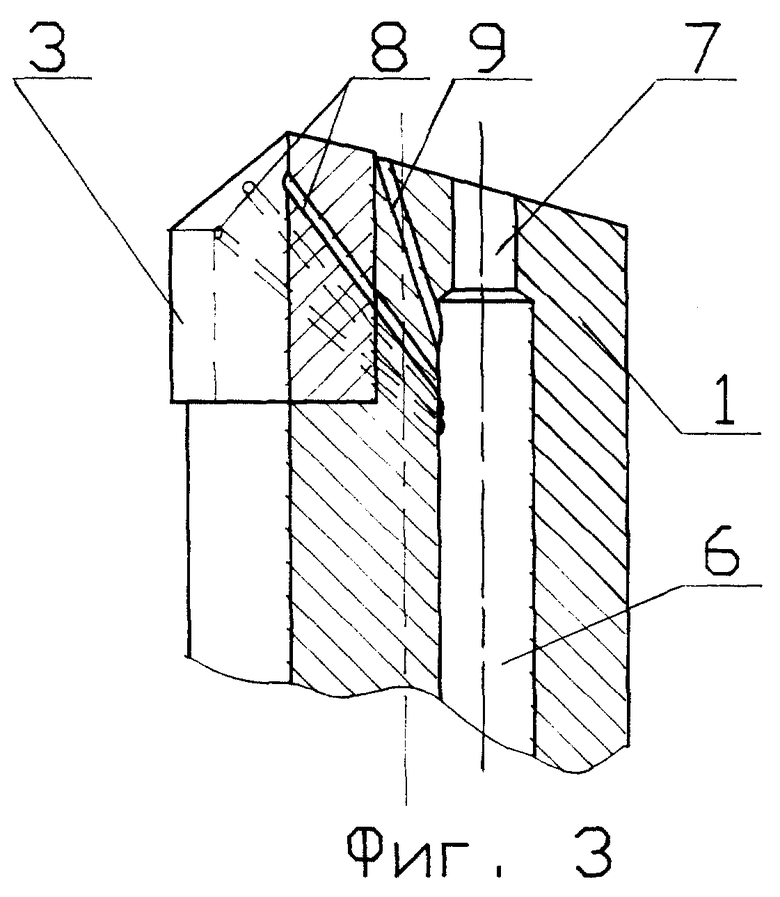
- на фиг. 3 - разрез Б - Б по фиг. 2 (повернуто), поясняющий выполнение выходного участка канала подвода в зону резания СОЖ под давлением и каналов отбора части подводимого потока СОЖ и подачи его на переднюю и заднюю поверхности режущей пластины;
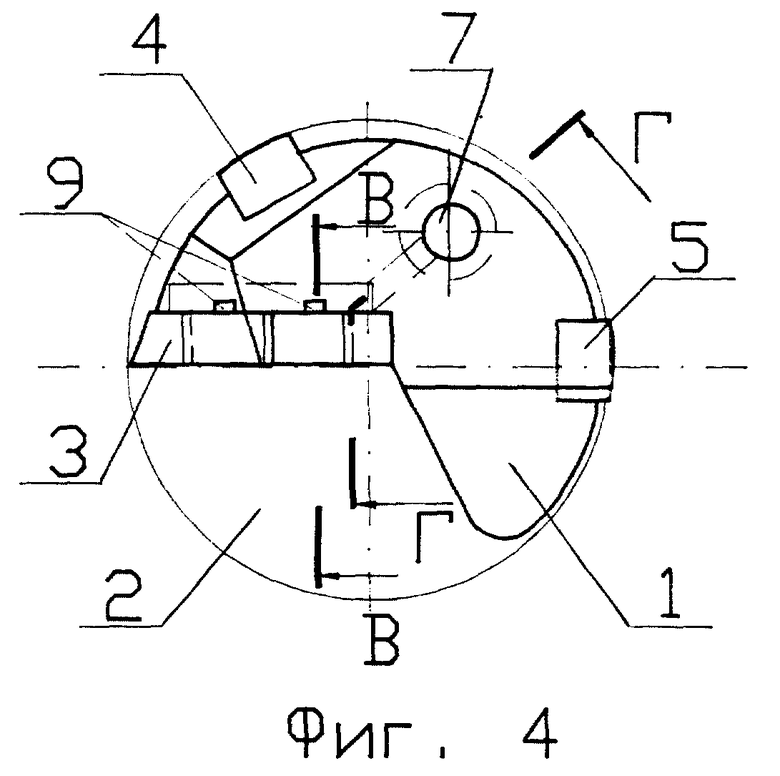
- на фиг. 4 - вид А по фиг. 1 для варианта конструкции сверла с выполнением каналов подачи части отбираемого потока СОЖ на переднюю и заднюю поверхности режущей пластины из поперечного паза в сверлильной головке под режущей пластиной;
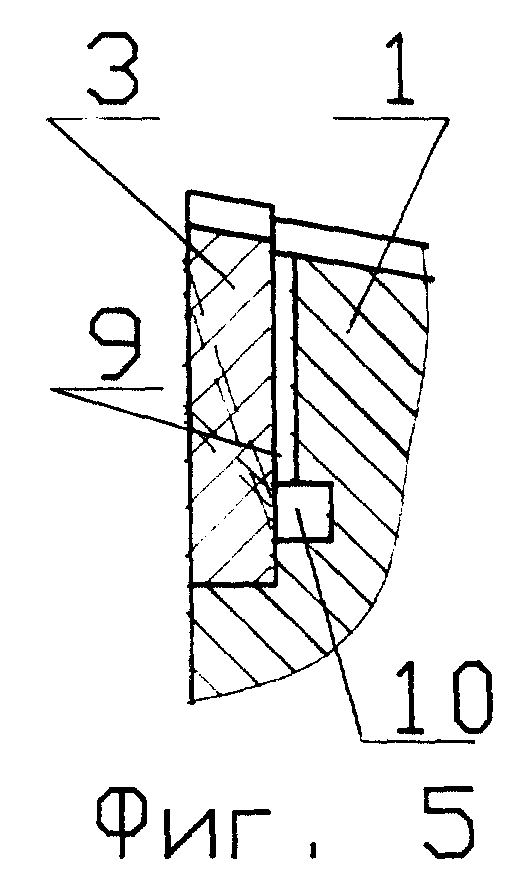
- на фиг. 5 - разрез В - В по фиг. 4 (повернуто), поясняющий вариант выполнения каналов подачи СОЖ в непосредственной близости от задней поверхности режущей пластины из поперечного паза под режущей пластиной;
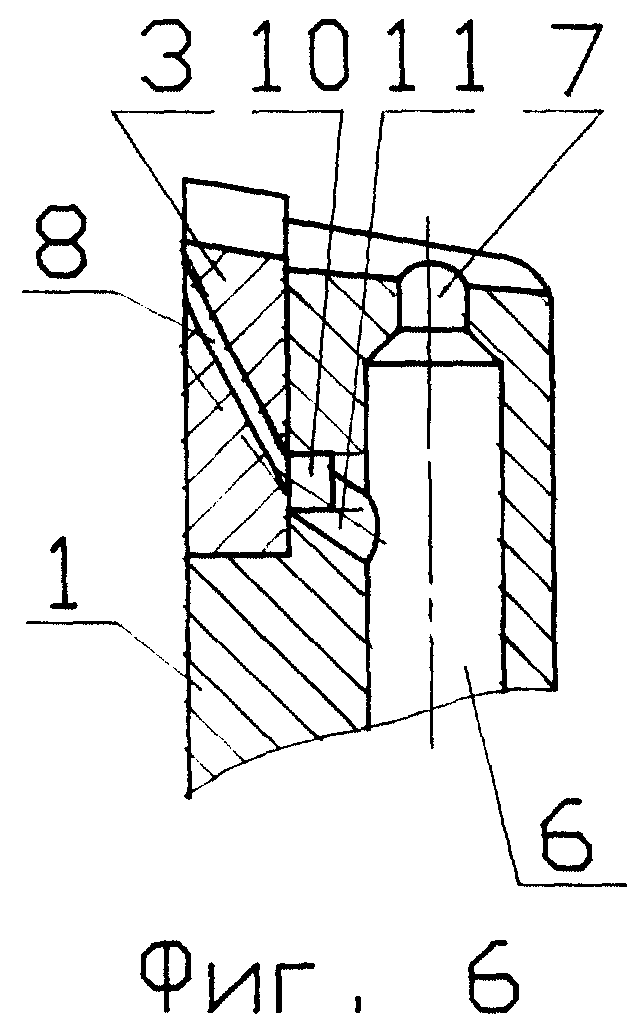
- на фиг. 6 - разрез Г - Г по фиг. 4 (повернуто), поясняющий вариант выполнения канала подачи СОЖ из поперечного паза под режущей пластиной на переднюю поверхность последней и сообщение поперечного паза с каналом подачи СОЖ под давлением в зону резания;
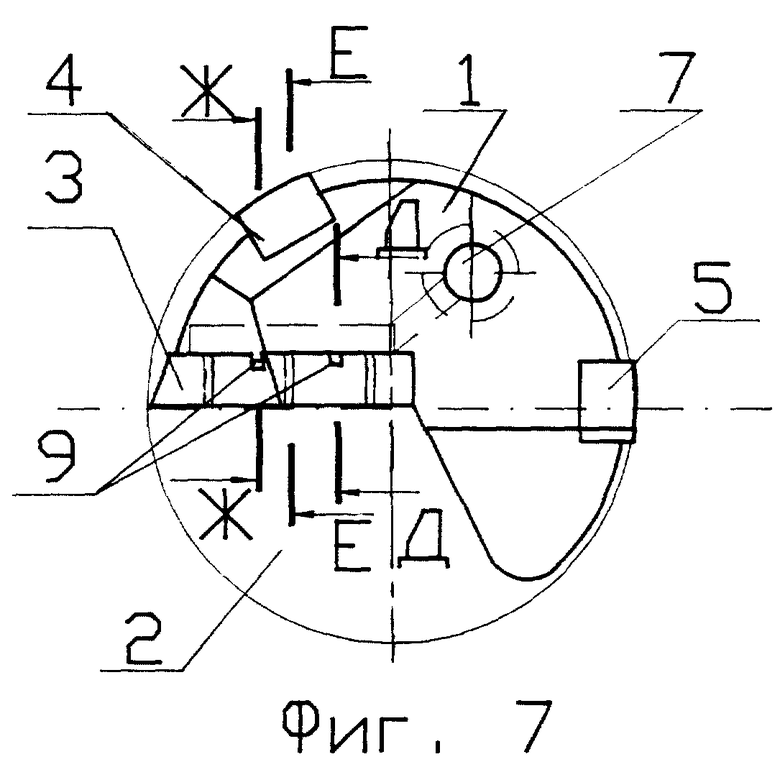
- на фиг. 7 - вид А по фиг. 1 для конструкции сверла с другими вариантами выполнения каналов подачи СОЖ на переднюю и заднюю поверхности режущей пластины;
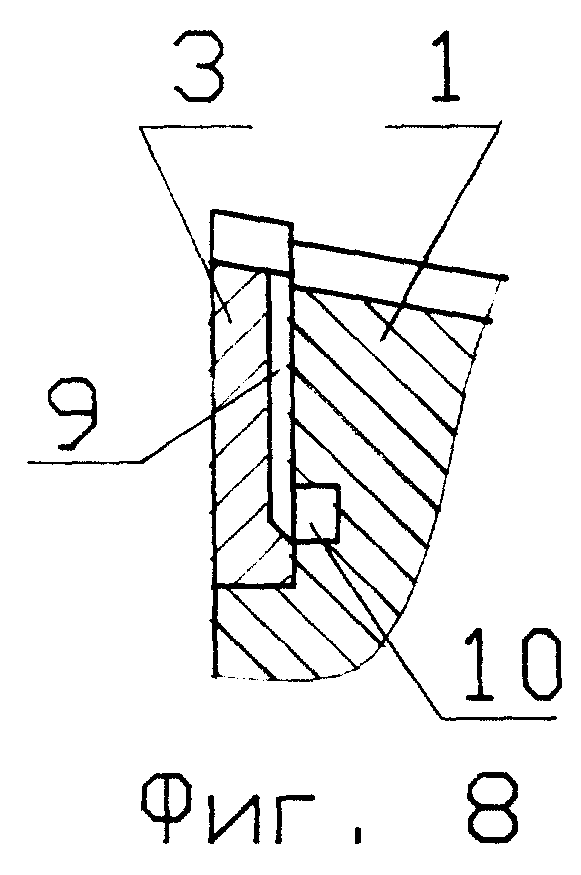
- на фиг. 8 - разрез Д - Д по фиг. 7 и по фиг. 19 (повернуто), показывающий вариант выполнения канала подачи СОЖ на заднюю поверхность режущей пластины для двух типов сверл;
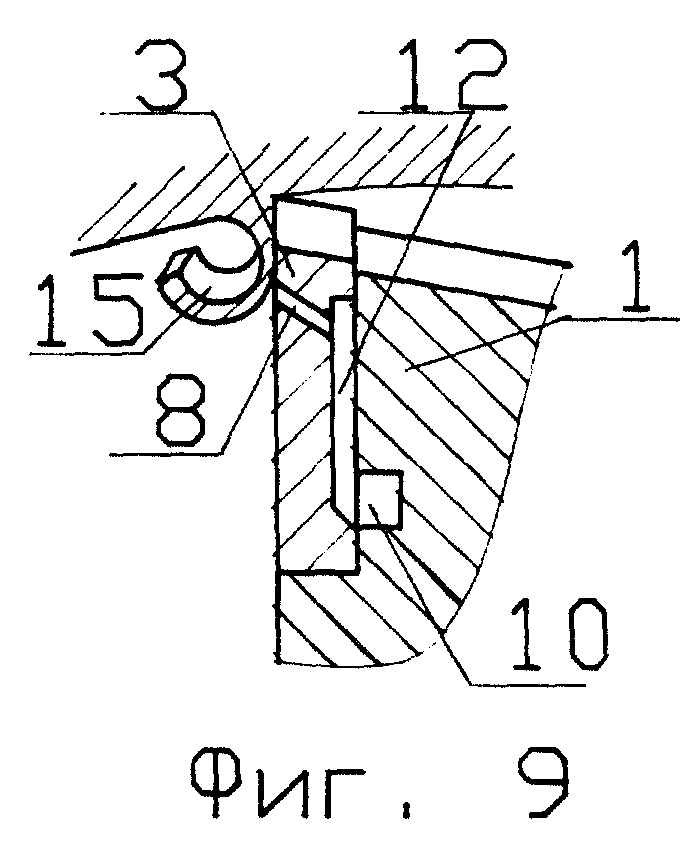
- на фиг. 9 - разрез Е - Е по фиг. 7 и по фиг. 19 (повернуто), показывающий вариант выполнения каналов подачи СОЖ на переднюю поверхность режущей пластины для двух типов сверл и, схематически, завиток снимаемой стружки;
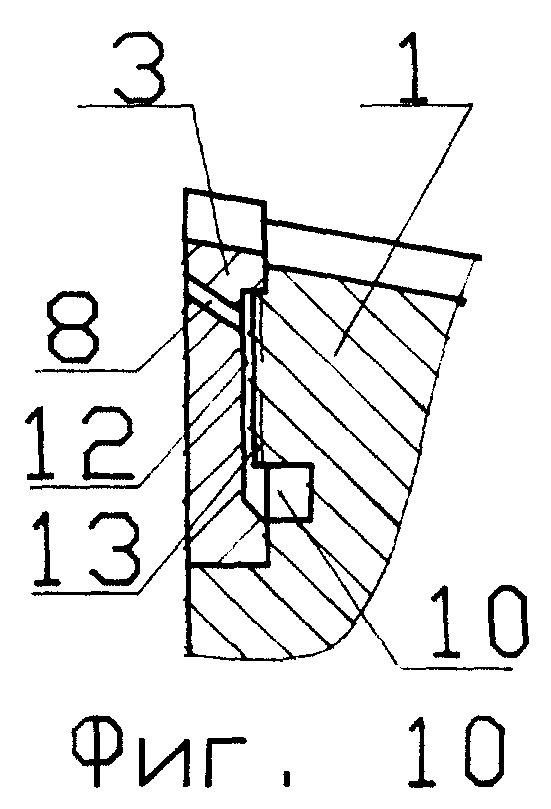
- на фиг. 10 - разрез Е - Е по фиг. 7 и по фиг. 19 (повернуто), показывающий еще один вариант выполнения того же канала по фиг. 9;
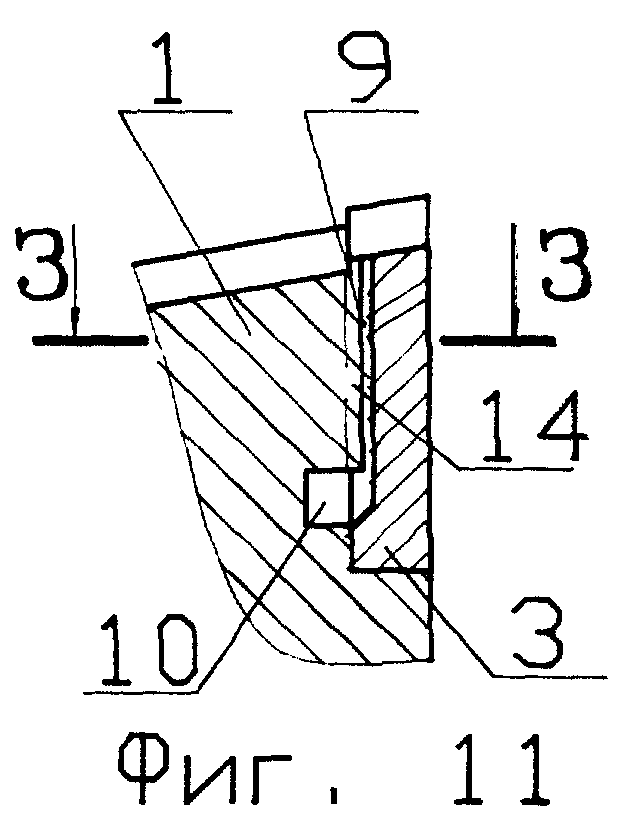
- на фиг. 11 - разрез Ж - Ж по фиг. 7 и по фиг. 19 (повернуто), показывающий вариант выполнения канала подачи СОЖ на заднюю поверхность режущей пластины;
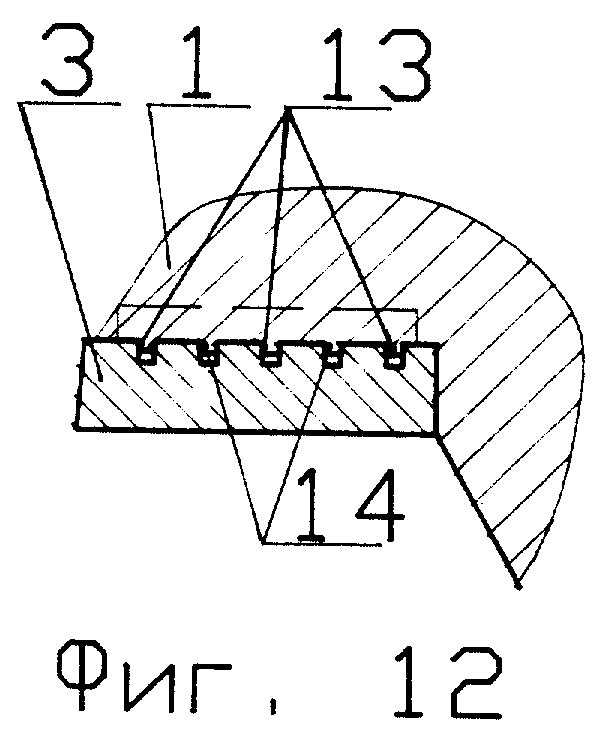
- на фиг. 12 - разрез З - З по фиг. 11;
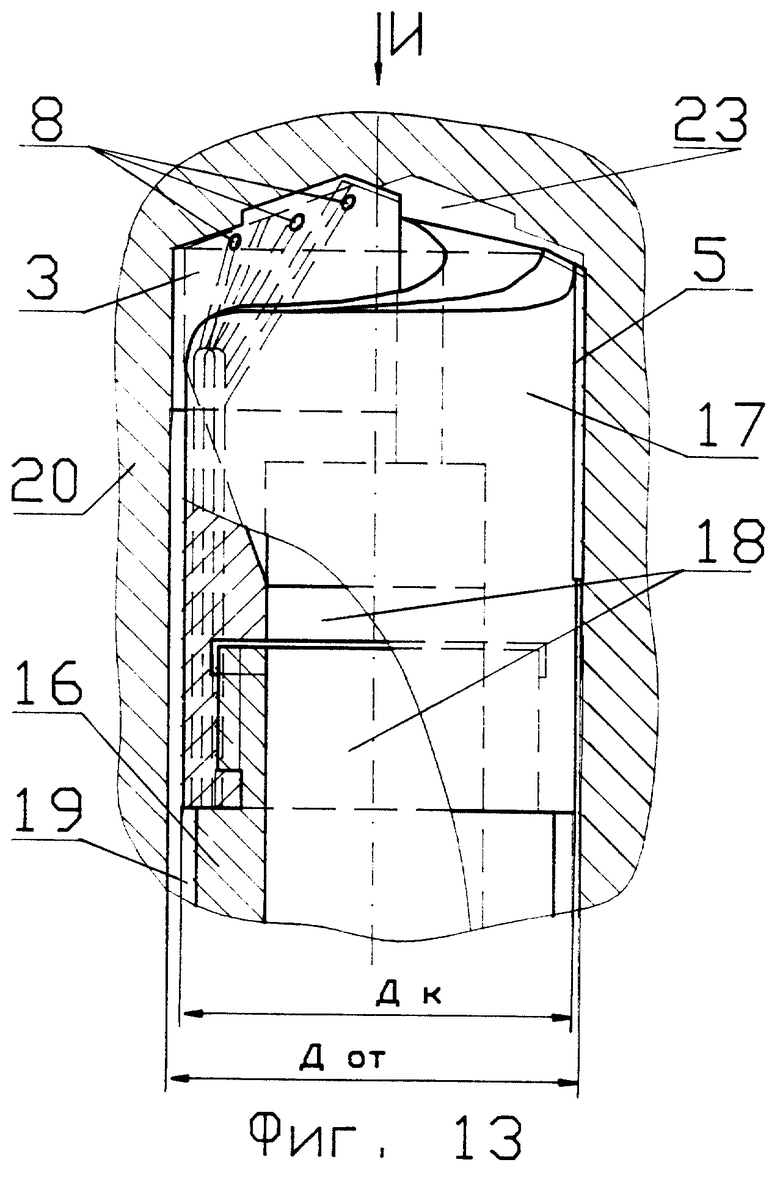
- на фиг. 13 - сверлильная головка для обработки глубоких отверстий по методу ВТА с одной режущей пластиной, в рабочем положении, вид на переднюю поверхность режущей пластины;
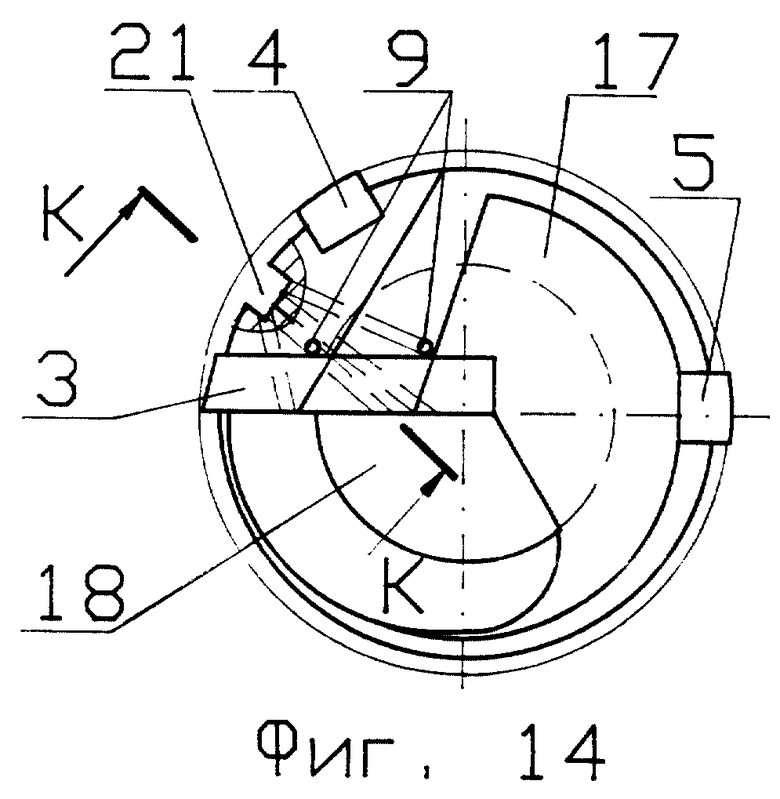
- на фиг. 14 - вид И по фиг. 13;
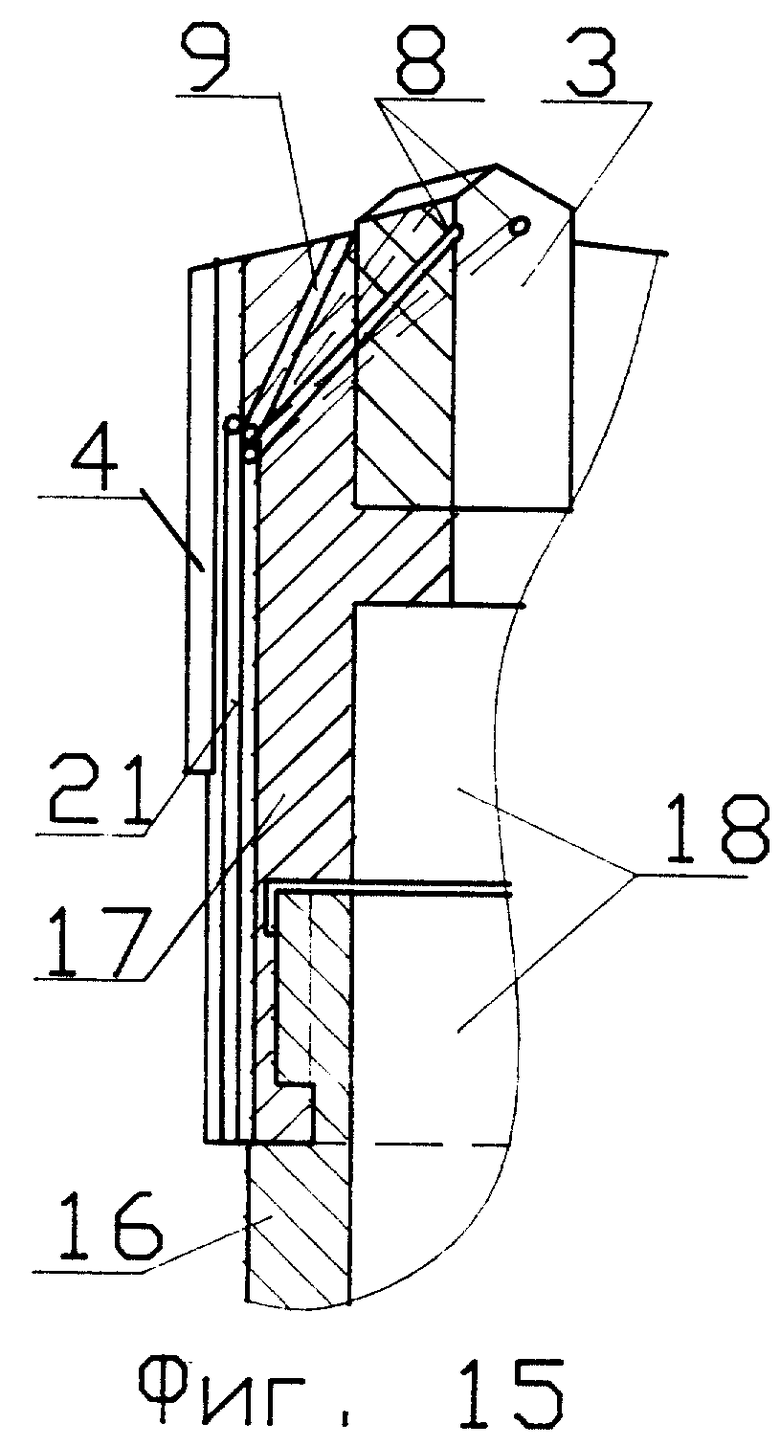
- на фиг. 15 - разрез К - К по фиг. 14 (повернуто), показывающий выполнение каналов подачи СОЖ на переднюю поверхность режущей пластины и вблизи ее задней поверхности непосредственно из продольного паза на боковой затылованной поверхности корпуса;
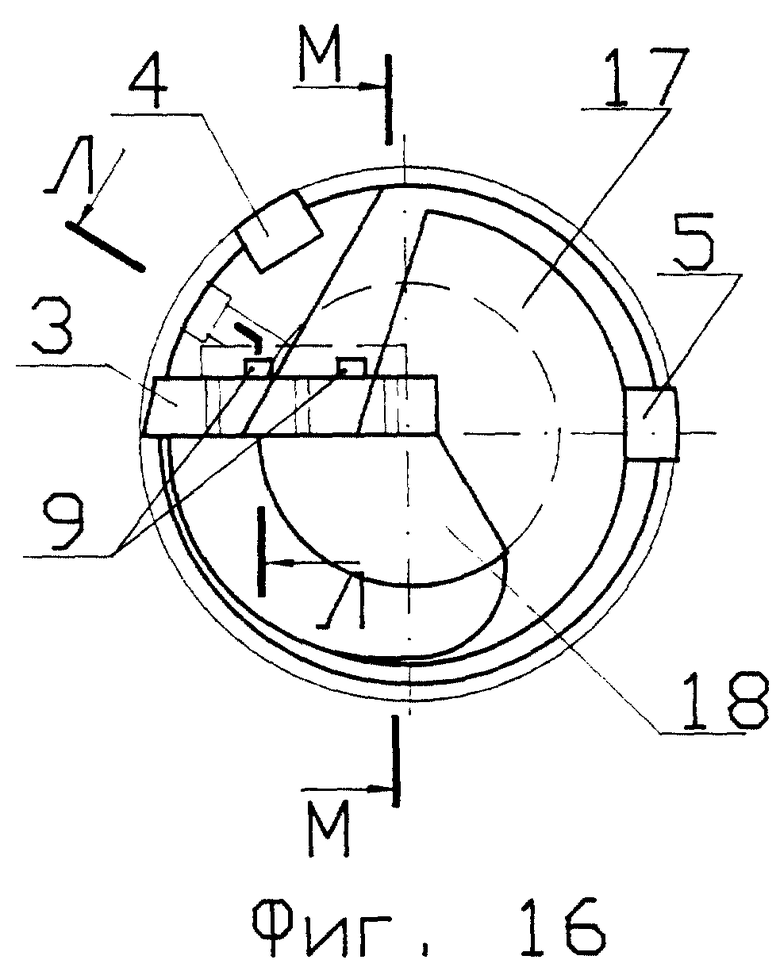
- на фиг. 16 - вид И по фиг. 13 для конструкции сверла с каналами подачи СОЖ на переднюю поверхность режущей пластины и в непосредственной близости от ее задней поверхности из поперечного паза под режущей пластиной;
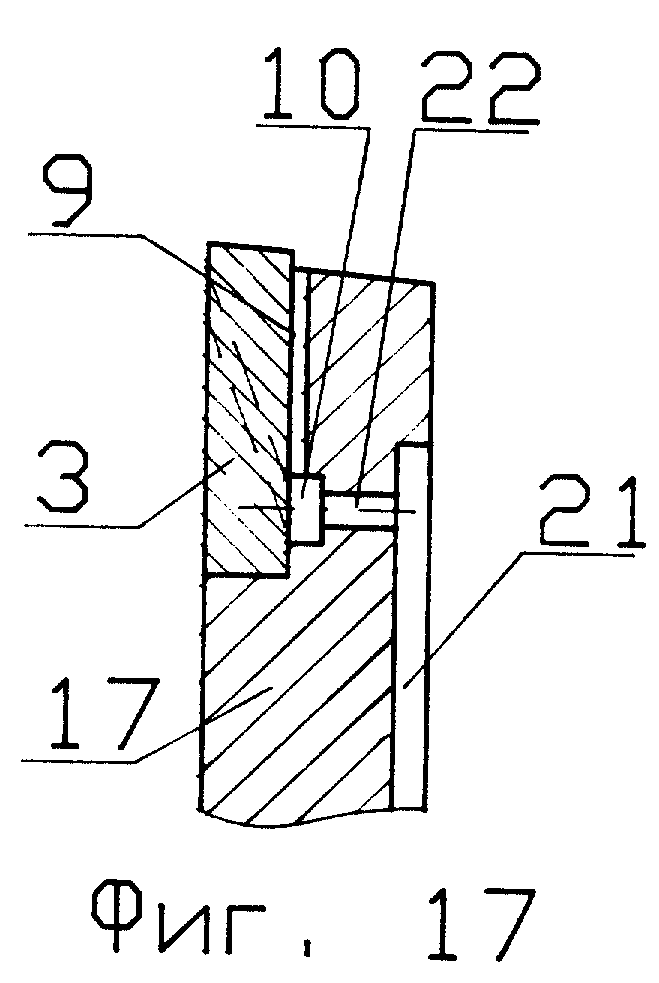
- на фиг. 17 - разрез Л - Л по фиг. 16, показывающий конструкцию и расположение каналов подачи СОЖ вблизи задней поверхности режущей пластины из поперечного паза под режущей пластиной и сообщение указанного паза с продольным пазом на боковой затылованной поверхности корпуса;
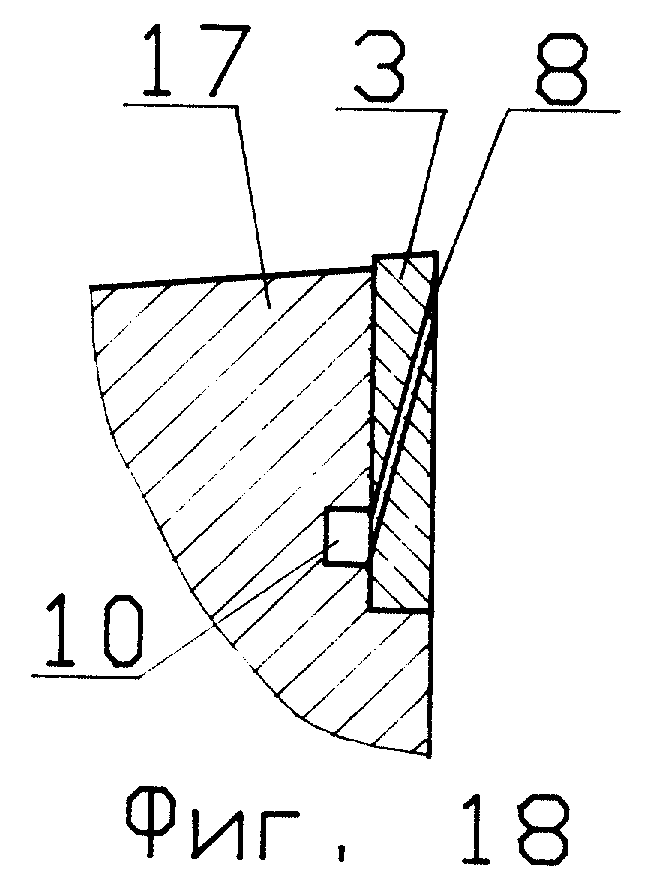
- на фиг. 18 - разрез М - М по фиг. 16, показывающий конструкцию и расположение каналов подачи СОЖ на переднюю поверхность режущей пластины из поперечного паза под нею;
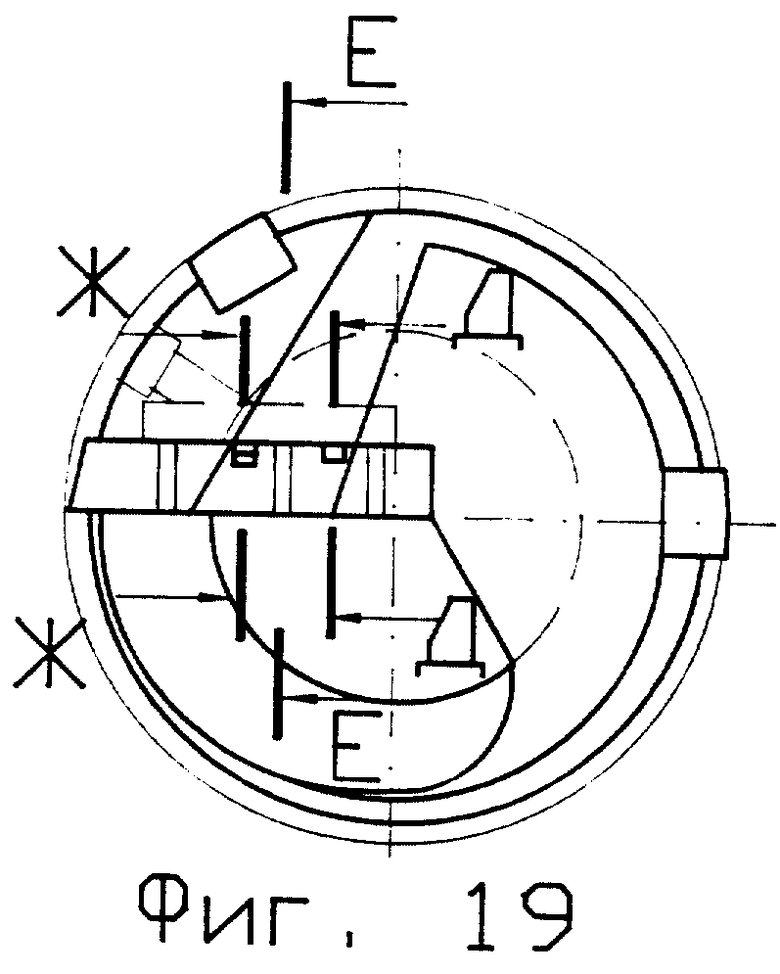
- на фиг. 19 - вид И по фиг. 13 для этого же сверла, поясняющий другие варианты выполнения каналов подачи СОЖ на переднюю поверхность режущей пластины и ее заднюю поверхность из полости поперечного паза (см. также фиг. 8 - 11).
Заявляемый способ охлаждения режущей части сверла для обработки глубоких отверстий реализуется с помощью новой конструкции сверла, одностороннего резания с отводом пульпы по внешнему V-образному желобу и новой конструкции сверла, работающего по методу ВТА - с отводом пульпы по внутреннему каналу.
Как и известные сверла одностороннего резания, новое сверло в соответствии с данным изобретением содержит (см. фиг. 1 и фиг. 2) закрепленную на рабочем конце полого профилированного стебля (не показан) сверлильную головку, содержащую корпус 1 с внешним V-образным желобом 2 для отвода пульпы, совмещенным с ответным желобом стебля сверла, закрепленную в соответствующей стенке V-образного желоба корпуса 1 режущую пластину 3 и направляющие пластины 4 и 5, закрепленные в пазах на наружной боковой поверхности корпуса 1, а также канал 6 для подвода в зону резания СОЖ под давлением, сообщенный с внутренней полостью стебля сверла и выведенный на заднюю поверхность корпуса 1 сверлильной головки, однако по сравнению с аналогичными известными сверлами новое сверло имеет ряд конструктивных особенностей. Во-первых, выходной участок 7 канала 6 подвода СОЖ в зону резания выполнен меньшего сечения, и в сверлильной головке выполнены каналы 8 в виде сквозных отверстий, проходящих через режущую пластину 3 и корпус 1 в канал 6 до его выходного участка 7 для подачи части подводимого в зону резания потока СОЖ на переднюю поверхность режущей пластины 3 вблизи ее режущей кромки (см. фиг. 3 - разрез Б - Б по фиг. 2). При этом выходы каналов 8 могут располагаться равномерно по длине режущей кромки или группироваться более плотно в зонах наибольшего температурного напряжения. Количество таких каналов не регламентируется и определяется в зависимости от размера сверла, ширины режущей пластины 3 и требуемыми условиями ее охлаждения и смазки. Кроме указанных каналов 8 в сверлильной головке могут быть выполнены каналы 9, выведенные из той же полости подводящего канала 6 на заднюю поверхность сверлильной головки в непосредственной близости от задней поверхности режущей пластины 3 или на заднюю поверхность самой пластины (такой вариант не показан). Такое выполнение каналов 8 и 9 для отвода части подводимого потока СОЖ и подачи его в виде отдельных струй на переднюю поверхность режущей пластины 3 под снимаемую сверлом стружку и на заднюю поверхность режущей пластины или в непосредственной близости от нее практически не влияет на прочность закрепления пластины 3 в корпусе 1, хотя в технологическом отношении представляет определенную сложность, однако указанные каналы не только повышают эффективность дополнительного охлаждения режущей части сверла, но и улучшают смазку рабочих поверхностей, характеристики процесса резания, качество обработки поверхностей выполняемых отверстий и условий эвакуации стружки.
Другие конструктивные особенности выполнения нового сверла этого типа связаны с новой конструкцией и расположением каналов 8 и 9 подачи отбираемой части потока СОЖ на рабочие поверхности режущей пластины 3. Это видно из рассмотрения фиг. 4 и 7 и показанных по этим чертежам разрезов. Основной особенностью является сообщение каналов 8 и 9 с подводящим каналом 6 через полость поперечного паза 10 в корпусе 1 сверлильной головки под режущей пластиной 3, выполненного от плоскости крепления последней к корпусу 1 и сообщенного с каналом 6 подвода СОЖ под давлением дополнительным каналом 11 (см. фиг. 5 и 6, разрезы В - В и Г - Г по фиг. 4 соответственно). В этом случае каналы 8 выполнены в пределах толщины режущей пластины 3 (фиг. 6) и берут начало на ее опорной поверхности крепления к корпусу 1 в зоне расположения поперечного паза 10, а каналы 9 выполнены в виде проточек на опорной поверхности корпуса 1 под установку режущей пластины 3 из полости поперечного паза 10 до задней поверхности сверлильной головки (фиг. 5). Такой вариант выполнения каналов 8 и 9 повышает эффективность дополнительного охлаждения режущей пластины 3 в силу большей поверхности каналов в пределах режущей пластины 3. Возможные варианты выполнения каналов 8 и 9 показаны на фиг. 7 и разрезах Д - Д, Е - Е и Ж - Ж по фиг. 7. Каналы 9 в этих вариантах конструкции рассматриваемого типа сверла выполнены в самой режущей пластине 3 в виде проточек на ее опорной поверхности от зоны расположения поперечного паза 10 до задней поверхности и выходят непосредственно на заднюю поверхность режущей пластины 3 (см. фиг. 8 чертежей). Это дополнительно увеличивает поверхность охлаждения режущей пластины 3 без ослабления жесткости ее закрепления в корпусе 1 по сравнению с вариантом по фиг. 5, и существенно улучшает смазку задней поверхности режущей пластины 3, увеличивает давление СОЖ в этой зоне и улучшает эксплуатационные характеристики сверла - уменьшает радиальную составляющую усилия резания и его общую величину, повышает стойкость режущей пластины 3. При наличии поперечного паза 10, расположенного ближе к заднему торцу режущей пластины 3, вход в каналы 8 в режущей пластине на ее опорной поверхности может быть выполнен в промежутке между расположением поперечного паза 10 и рабочим торцом пластины, но в этом случае вход в каналы 8 должен быть сообщен с полостью поперечного паза 10 проточкой 12 в режущей пластине, как показано на фиг. 9, это дополнительно несколько увеличит поверхность охлаждения режущей пластины 3. Однако выполнение каналов 9 в виде проточек на опорной поверхности корпуса 1 под установку режущей пластины 3 или в самой режущей пластине, а тем более при одновременном выполнении в режущей пластине 3 проточек 12 для сообщения каналов 8 с полостью поперечной проточки 10, в известной степени ослабит жесткость крепления режущей пластины 3 к корпусу 1 пайкой по их сопрягаемым поверхностям в силу уменьшения обшей поверхности контакта, ограничит возможные нагрузки на сверло в процессе резания, снижая эффективность усовершенствования конструкции сверла, этот недостаток легко устраняется незначительным усложнением рассмотренных вариантов конструкции каналов 8 и 9. Так проточки 12 в режущей пластине 3 и проточки под каналы 9 в режущей пластине 3 выполнены глубже по сравнению с расчетным значением, на опорной поверхности корпуса 1 под установку режущей пластины 3 выполнены выступы 13 и 14 соответственно, входящие в упомянутые проточки на часть глубины последних, а упомянутое жесткое крепление режущей пластины 3 в корпусе 1 пайкой выполнено и по контактным боковым поверхностям указанных проточек и выступов (см. фиг. 10 и 11). В этом случае жесткость крепления режущей пластины 3 к корпусу 1 пайкой значительно повышается, по сравнению с рассмотренными вариантами, не только за счет увеличения поверхности их контакта, но и за счет дополнительного сцепления по введенным в соответствующие проточки режущей пластины 3 выступов 13 и 14 на опорной поверхности корпуса 1 (см. фиг. 12).
В любом варианте конструктивного выполнения каналов 8 для рассматриваемого типа сверла целесообразно их оси располагать под углом к передней поверхности режущей пластины 3 меньше 90o, обращенным вершиной к режущей кромке пластины 3, с максимальным расстоянием стенки канала от режущей кромки в пределах 2 - 5 мм - в зависимости от диаметра сверла, но не более половины диаметра завитка снимаемой сверлом стружки. Это обеспечит направленную подачу вытекавших струй СОЖ под снимаемую стружку и повысит эффективность ее воздействия.
Работа заявляемого сверла одностороннего резания для обработки глубоких отверстий заключается в следующем/ В процессе обработки отверстий СОЖ под давлением в зону резания подают по каналу 6 в корпусе 1 сверлильной головки. Поскольку выходной участок 7 канала 6 выполнен меньшего сечения, в полость, образованную задней поверхностью режущей части сверла и обрабатываемой поверхностью, поступает только часть подводимого потока СОЖ, обратно пропорциональная степени уменьшения сечения выходного участка 7 канала 6, которая проходит через щель, образованную нерабочей торцевой частью сверлильной головки и обрабатываемой поверхностью, в стружкоотводящий желоб 2, охлаждает рабочие поверхности сверла и стружку и обеспечивает эвакуацию последней из зоны резания, остальная часть подводимого потока СОЖ из канала 6 по каналам 8 и 9 поступает в виде струй под давлением соответственно на переднюю поверхность режущей пластины 3 под снимаемую стружку и на заднюю поверхность режущей пластины 3. Проходя по каналам 8 и 9, эта часть подводимого потока СОЖ обеспечивает дополнительное охлаждение рабочей части сверлильной головки, а выходящие из указанных каналов струи СОЖ под давлением не только обеспечивают высокую эффективность охлаждения режущих кромок пластины 3 и снимаемой стружки, но и эффективную их смазку. Струи СОЖ, выходящие из каналов 8 под снимаемую стружку 15, как схематически показано на фиг. 9, способствуют проникновению СОЖ непосредственно в зону резания, увеличивая интенсивность теплоотвода, и создают гидродинамический клин между стружкой 15 и режущей пластиной 3. Это способствует, с одной стороны, уменьшению диаметра завитков снимаемой стружки, увеличивает степень закручивания спирали и ломкость стружки и ограничивает размеры ее обломков, что упрощает эвакуацию и уменьшает ее воздействие на обрабатываемые поверхности. С другой стороны, уменьшается длина зоны контакта стружки с режущей пластиной, улучшается смазка их контактной поверхности и снижается коэффициент трения, уменьшается осевая составлявшая и результирующая сила резания. Струи СОЖ, выходящие под давлением из каналов 9, попадают на заднюю поверхность режущей пластины и значительно повышают ее стойкость, снижая наростообразование на задней поверхности, выкрашивание режущей кромки и обеспечивая равномерность ее износа по ширине среза, а также снижают радиальную составляющую силы резания. Приведенные в описании новой конструкции сверла одностороннего резания варианты выполнения каналов 8 и 9 обеспечивают разную интенсивность теплоотвода и жесткость крепления режущей пластины 3 к корпусу 1 и оказывают определенное влияние на рабочие характеристики сверла, не изменяя характера его работы, как это указано в описании.
Таким образом, рассмотренная новая конструкция сверла одностороннего резания для обработки глубоких отверстий обеспечивает реализацию заявляемого способа охлаждения режущей части сверла и решение поставленной технической задачи.
Заявляемый способ охлаждения режущей части сверла для обработки глубоких отверстий может быть реализован и в новой конструкции сверла, работающего по методу ВТА.
Как и известные конструкции сверл этого типа, новое сверло в соответствии с данным изобретением содержит (см. фиг. 13 и 14) закрепленную на конце полого стебля 16 сверлильную головку, корпус 17 которой снабжен режущей пластиной 3 (или несколькими режущими пластинами - такой вариант в чертежах не представлен), направляющими пластинами 4 и 5 и имеет внутренний канал 18 для отвода пульпы (СОЖ ее стружкой), сообщенный с полостью стебля 16, а подвод в зону резания СОЖ под давлением предусмотрен по кольцевому каналу 19, образуемому наружной поверхностью сверла и стенками отверстия в обрабатываемом изделии 20. В известных конструкциях сверл этого типа наружный диаметр Dк корпуса 17 сверлильной головки выполняют меньше номинального диаметра сверла или выполняемого им отверстия Dот по меньшей мере на 0,8 - 1,0 мм - для относительно свободного доступа в зону резания подаваемой СОЖ под давлением, одна из основных особенностей заявляемого сверла этого типа заключается в том, что наружный диаметр Dк корпуса 17 сверлильной головки выполнен меньше номинального диаметра выполняемого сверлом отверстия Dот на величину, превышающую допустимый износ режущих и направляющих пластин по диаметру сверла на 0,1-0,2 мм. Это обеспечивает уменьшение сечения выходного участка канала 19 и ограничивает объем СОЖ, подаваемый непосредственно в зону резания. Для подачи стабильного объема СОЖ в зону резания против каждой режущей пластины (в показанном на чертежах варианте - против пластины 3) на наружной затылованной поверхности корпуса 17 вдоль образующей выполнен паз 21, проходящий от заднего торца корпуса 17 до зоны расположения режущей пластины 3, из полости которого выполнены каналы 8 в виде сквозных отверстий через корпус 17 и режущую пластину 3, выходящих на переднюю поверхность режущей пластины 3 вблизи ее режущей кромки (см. фиг. 15 - разрез К - К по фиг. 14). Из полости паза 21 могут быть выполнены аналогичные каналы 9, выведенные на заднюю поверхность сверлильной головки в непосредственной близости от задней поверхности режущей пластины 3 или непосредственно на заднюю поверхность режущей пластины 3 (такой вариант в чертежах не показан). В рассматриваемых чертежах показано выполнение в сверлильной головке и каналов 6, и каналов 9, что обеспечивает одновременную подачу части подводимого потока СОЖ в виде струй под давлением и на переднюю и к задней поверхности режущей пластины 3. Как и в ранее рассмотренном сверле одностороннего резания, выходы каналов 8 и 9 могут располагаться равномерно по ширине режущих кромок (ширине режущих пластин) или группироваться в зоне наибольших температурных напряжений. При этом значение и эффективность каналов 8 и 9 такие же, как и в рассмотренном ранее сверле одностороннего резания. Каналы 8 и 9 с полостью продольного паза 21 могут быть сообщены через полость поперечного паза 10, как и в рассмотренном ранее сверле одностороннего резания, выполненного в корпусе 17 сверлильной головки под режущей пластиной 3 от плоскости крепления последней к корпусу и сообщенного с продольным пазом 21 промежуточным каналом 22 (см. фиг. 17 - разрез Л - Л по фиг. 16 и фиг. 18 - разрез М - М по фиг. 16). Варианты расположения и конструктивного исполнения каналов 8 и 9 в этом типе сверла могут в точности соответствовать этим же каналам в сверле одностороннего резания, что подтверждается из рассмотрения фиг. 19 и показанных на ней разрезов Д - Д, Е - Е и Ж - Ж, представленных на фигурах 8, 9, 10 и 11, а также разреза В - В по фиг. 11, показанного на фиг. 12.
В описанном примере осуществления изобретения рассмотрено сверло для обработки глубоких отверстий по методу ВТА, снабженное одной режущей пластиной. При использовании сверла такого типа с несколькими режущими пластинами в его корпусе должно быть выполнено соответствующее количество продольных пазов 21 и поперечных пазов 10, сообщенных между собой попарно, а количество каналов 8 и 9 для каждой режущей пластины будет зависеть от ее ширины и режима работы.
Сверло для обработки глубоких отверстий по методу ВТА в соответствии с данным изобретением работает следующим образом. В процессе обработки отверстий СОЖ под давлением в зону резания подают по кольцевому каналу 19, образуемому наружной поверхностью сверла и стенками отверстия в обрабатываемом изделии 20. Поскольку наружный диаметр Dк корпуса 17 выполнен большего диаметра по сравнению с известными такими же сверлами при прочих равных условиях, выходной участок канала 19 в зоне корпуса 17 оказывается меньшего сечения и ограничивает объем СОЖ, подаваемый в зону резания непосредственно, часть подаваемого потока СОЖ поступает из канала 19 по продольному пазу 21, из которого непосредственно или через полость поперечного паза 10 по каналам 8 и 9 подается в виде струй под давлением на переднюю поверхность режущей пластины 3 под снимаемую стружку и на заднюю поверхность режущей пластины. Эффективность такой подачи части подводимого потока СОЖ в зависимости от расположения и конструктивного выполнения каналов 8 и 9 такая же, как и при соответствующем выполнении этих каналов в сверле одностороннего резания, рассмотренном ранее, часть потока СОЖ, поступавшего через выходной участок канала 19 уменьшенного сечения непосредственно в зону резания - в полость 23 (см. фиг. 13), образованную задней поверхностью режущей части сверла и обрабатываемой поверхностью - вместе с выводящими из каналов 9 струями СОЖ через щель, образованную нерабочей торцевой частью сверлильной головки и обрабатываемой поверхностью, отводится в стружкоотводящий канал 18, куда поступает и СОЖ из каналов 8, и вместе с обломками стружки выводится из зоны резания по внутреннему каналу полого стебля 19, в остальном работа сверла этого типа не отличается от работы сверла одностороннего резания по данному изобретению.
Таким образом, и новая конструкция сверла для обработки глубоких отверстий по методу ВТА обеспечивает реализацию заявляемого способа охлаждения режущей части сверла и решение поставленной технической задачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2101141C1 |
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2068321C1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169642C2 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169059C2 |
| ЛЮНЕТНЫЙ УЗЕЛ ДЛЯ СВЕРЛА ГЛУБОКОГО СВЕРЛЕНИЯ С НАРУЖНЫМ ОТВОДОМ СМАЗЫВАЮЩЕ-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1995 |
|
RU2088394C1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1996 |
|
RU2105639C1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ СВЕРЛА ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088380C1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088381C1 |
| СПОСОБ ЗАЩИТЫ ЗОНЫ РЕЗАНИЯ ОТ РАСПРОСТРАНЕНИЯ ЗА ЕЕ ПРЕДЕЛЫ ПАРОВ И БРЫЗГ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2158669C2 |
| НАПРАВЛЯЮЩАЯ ВТУЛКА | 1995 |
|
RU2098236C1 |
Изобретение относится к области машиностроения, обработке глубоких отверстий и изготовлению инструмента для этого. Способ включает подачу смазочно-охлаждающей жидкости (СОЖ) в зону резания по подводящему каналу с частичным ее отводом для дополнительного охлаждения режущих пластин и отвод пульпы в виде СОЖ со стружкой через стружкоотводящий канал. Для повышения стойкости инструмента, качества обработки отверстий и производительности труда при одновременном снижении энергозатрат на обработку за счет повышения эффективности охлаждения и смазки режущей части инструмента выходной участок подводящего канала пережимают, а упомянутую отводящую часть потока СОЖ отбирают непосредственно из подводящего канала до его пережима. Для достижения того же результата в сверле одностороннего резания или в сверле с отводом пульпы по внутреннему каналу выходной участок подвода СОЖ в зону резания выполнен меньшего сечения. Для дополнительного охлаждения режущей пластины в ней выполнен, по меньшей мере, один канал в виде отверстия, выходящий на ее переднюю поверхность вблизи режущей кромки. Вход в этот канал дополнительными каналами в сверлильной головке сообщен с каналом подвода СОЖ в зону резания до его выходного участка. 3 с. и 18 з.п. ф-лы, 19 ил.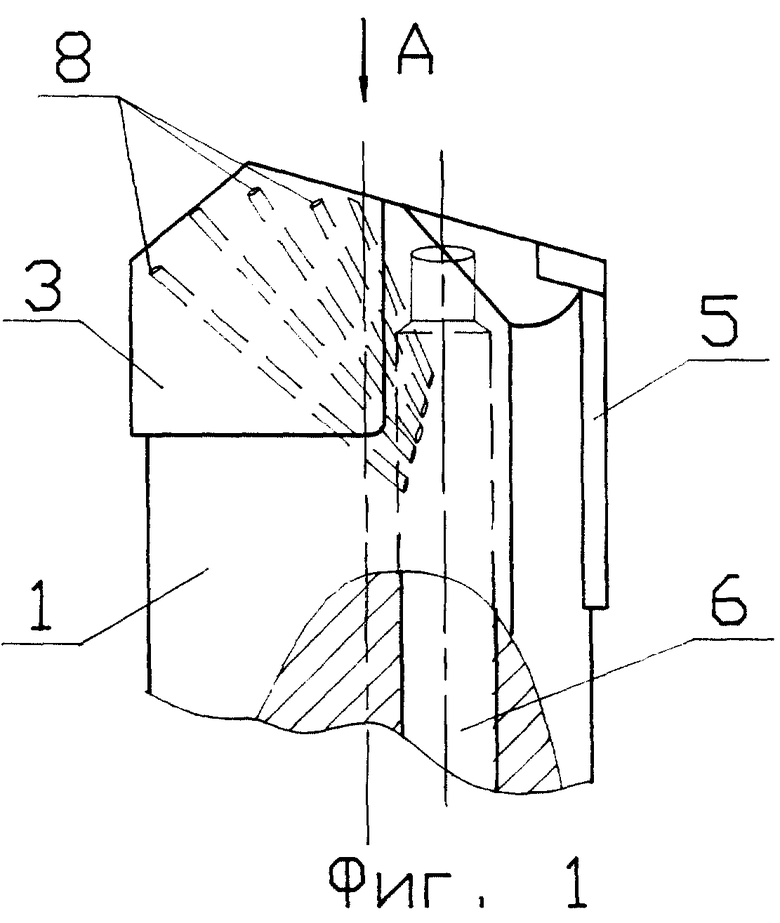
| Способ охлаждения режущей части сверла одностороннего резания | 1984 |
|
SU1310184A1 |
| Двухперовое сверло | 1979 |
|
SU921708A1 |
| Спиральное сверло | 1973 |
|
SU536895A2 |
| Спиральное сверло | 1973 |
|
SU677825A2 |
| US 3293727, 27.12.1966 | |||
| Огнетушитель | 0 |
|
SU91A1 |

