Настоящее изобретение относится к резервуару для очистки, содержащему по меньшей мере один преобразователь для непрерывной очистки полосового проката. Такое изобретение повышает эффективность процесса очистки.
В металлургической отрасли производство полосового проката с высоким качеством поверхности имеет большое значение. Во время этапа прокатки к металлическому полосовому прокату прилипают частицы железа, металлические частицы, грязь и жир. Такие налипания приводят к ухудшению качества поверхности полосового проката после нанесения покрытия, поскольку они будут захвачены под поверхность покрытия, и, таким образом, поверхность не будет гладкой. Для того чтобы избежать таких недостатков, полосовой прокат очищают перед этапом нанесения покрытия. Как правило, это происходит после операции прокатки и перед отжигом или нанесением покрытия. Для этого большинство линий очистки используют электролитический процесс помимо своих операций очистки. Однако такая технология представляет высокий риск для безопасности вследствие накопления газа H2, приводящего к угрозам безопасности, таким как пожар. Вследствие этого, для замены электролитического процесса были разработаны линии очистки с использованием ультразвука.
Ультразвуковая очистка работает благодаря распространению ультразвуковой волны (или, в более общем смысле, акустической волны) через водный раствор, что вызывает локальные изменения давления водного раствора. Когда отрицательное давление достаточно низкое (ниже, чем давление паров водного раствора), силы сцепления водного раствора разрушаются и образуются пузырьки газа (также называемые кавитационными пузырьками). Эти пузырьки затем подвергаются колебаниям давления (вследствие распространения акустических волн), которые заставляют их последовательно расширяться и сжиматься до тех пор, пока они не схлопнутся. Ультразвуковые волны вызывают тепловой эффект, а также механический эффект вследствие кавитации.
Действительно, при разрушении кавитационных пузырьков происходят два явления:
- ударные волны вследствие сильного сжатия газа, находящегося в пузыре,
- микроструи: вблизи твердой поверхности схлопывание пузырьков становится несимметричным, и возникающая в результате ударная волна создает микроструи водного раствора, направленные к твердой поверхности. Удары микроструй о твердую поверхность обладают значительной энергией, и этот механический эффект может быть использован в гальванике для очистки поверхности полосового проката после холодной прокатки.
Патент KR 20050063155 раскрывает устройство для очистки стального листа. Упомянутый стальной лист пропускают через резервуар, заполненный щелочным раствором, в котором с каждой стороны проходящего листа размещены короба или ящики, излучающие ультразвук. Эти излучающие ультразвук короба содержат излучающие ультразвук средства, такие как пьезоэлектрические преобразователи, закрепленные на сторонах ящика. Когда пьезоэлектрические преобразователи вибрируют, вибрация передается на стенки ящика, а затем на раствор. Следовательно, ультразвуковые волны распространяются в ванне для очистки и на полосовой прокат. Это повышает эффективность очистки.
Однако при использовании вышеуказанного способа и его оборудования, эффективность очистки не является оптимальной.
Задача этого изобретения состоит в том, чтобы предложить решение, решающее вышеупомянутые проблемы.
Эта задача достигается посредством обеспечения оборудования по п. 1 формулы изобретения. Способ также может содержать любые характеристики по пп. 2-7. Эта задача также достигается посредством обеспечения способа по пп. 8-10.
Другие характеристики и преимущества изобретения станут очевидными из последующего подробного описания изобретения.
Для иллюстрации изобретения будут описаны различные варианты осуществления изобретения и испытания неограничивающих примеров, в частности со ссылкой на следующие фигуры:
на фиг. 1А и 1В показаны вид сбоку и спереди варианта осуществления резервуара, оборудованного преобразователями;
на фиг. 2А и 2В показаны вид сбоку и сверху второго варианта осуществления резервуара, оборудованного преобразователями;
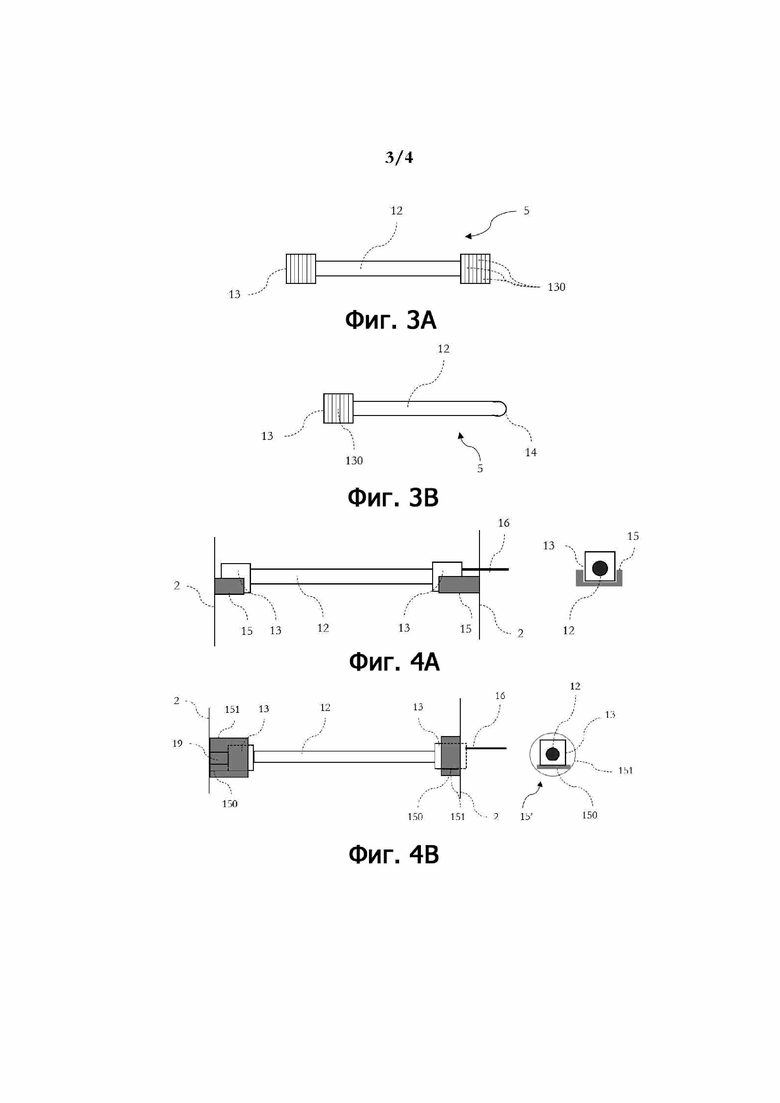
на фиг. 3А и 3В показаны два варианта осуществления преобразователей;
на фиг. 4А и 4В показаны два варианта осуществления средств для поддержки преобразователей;
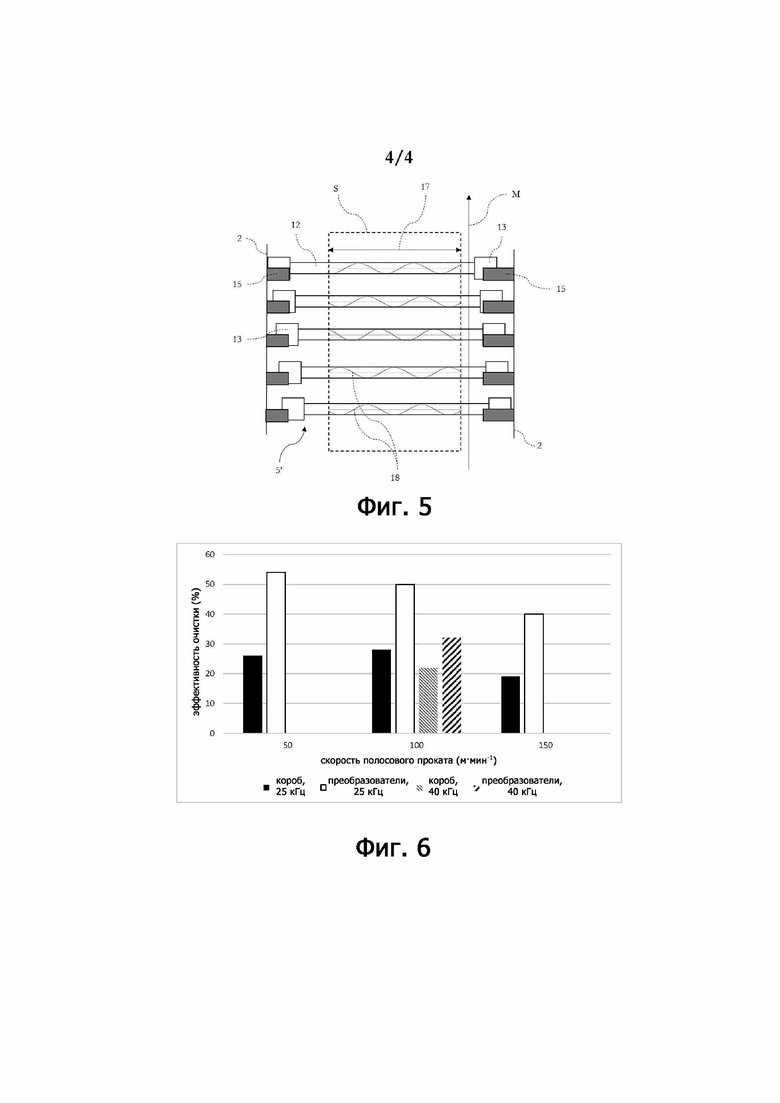
на фиг. 5 показано предпочтительное расположение преобразователей и взаимосвязанных с ними волн;
на фиг. 6 показан эффект воздействия средства определенного типа, излучающего ультразвук, на эффективность очистки.
Изобретение относится к оборудованию 1 для непрерывной очистки перемещающегося стального полосового проката S, содержащему:
- резервуар 2, вмещающий в себя водный раствор 3,
- по меньшей мере валок 4 для направления указанного полосового проката в указанный резервуар 2,
- по меньшей мере преобразователь 5, погруженный в водный раствор 3.
Фиг. 1А представляет собой вид сбоку, а фиг. 1В представляет собой вид спереди установки непрерывной очистки. Как проиллюстрировано на фиг. 1А и 1В, установка 1 непрерывной очистки перемещающегося полосового проката S содержит резервуар 2 с водным раствором 3 внутри упомянутого резервуара. Она также содержит, по меньшей мере, валок 4, погруженный в указанный водный раствор 3, и, по меньшей мере, преобразователь 5. Водный раствор может содержать щелочной продукт, или кислотный раствор, или нейтральный раствор для повышения эффективности очистки. Выбор решения зависит от подложки и загрязняющих веществ.
Резервуар также может содержать средства 6 для подачи водного раствора в резервуар и средства 7 для опорожнения резервуара.
Как проиллюстрировано на фиг. 1А, средства 6 для подачи предпочтительно расположены в верхней части резервуара или сверху резервуара, что обеспечивает лучшее заполнение резервуара, поэтому время очистки и расстояние, пройденное полосовым прокатом через водный раствор увеличиваются. Средства 7 опорожнения расположены в нижней части резервуара и предпочтительно на его дне, чтобы максимально опорожнить резервуар, насколько это возможно. Такими средствами могут быть трубы и клапаны, соединенные с процессом сброса, рециркуляции или регенерации.
По меньшей мере, один валок 4 предпочтительно находится на дне резервуара, но выше средства 7 опорожнения, такое расположение увеличивает расстояние, проходимое полосовым прокатом S через водный раствор 3, и время очистки, тем самым улучшая очистку.
Водный раствор 3 вводится в резервуар с помощью подающих средств 6, таких как трубы и клапаны, предпочтительно соединенных с другим резервуаром, заполненным раствором (не показан).
Как проиллюстрировано на фиг. 1А, очистная установка 1 предпочтительно содержит, по меньшей мере, два внешних валка 8, расположенных над упомянутым резервуаром 2, по меньшей мере, по одному с каждой стороны резервуара, например, один на стороне 9, расположенной выше по ходу потока, а другой - на стороне 10, расположенной ниже по ходу потока, от установки ультразвуковой очистки. Валки 8 и 4 предпочтительно имеют одинаковую ориентацию, т.е. их оси вращения параллельны. Позиционирование валков предпочтительно должно позволять полосовому прокату S проходить через водный раствор 3 без перекручивания.
Кроме того, установка также может содержать средства для оценки уровня водного раствора. Средствами 11 для оценки уровня водного раствора могут быть устройства захвата перепада давления, вибрационные датчики уровня или любые средства, используемые в гидростатическом способе.
По меньшей мере один преобразователь 5 размещается внутри указанного резервуара 2, предпочтительно под средством 6 подачи и предпочтительно выше валка 4.
На фиг.2А и 2В показан вид сбоку и сверху второго предпочтительного варианта осуществления изобретения установки непрерывной очистки, в которой полосовой прокат S в основном перемещается через водный раствор горизонтально, по сравнению с фиг. 1А и 1В, где полосовой прокат S проходит в основном вертикально.
Преобразователь 5, как проиллюстрировано на фиг. 3А и 3В, состоит из резонаторного стержня 12, имеющего на одной или обеих концевых частях приводную головку 13, такую как двухтактные пьезоэлектрические преобразователи. Упомянутая приводная головка 13 обычно содержит несколько пьезоэлектрических преобразователей 130. Стержень 12 резонатора вибрирует благодаря, по меньшей мере, одной приводной головке 13. Такая система излучает ультразвук во всех направлениях. Когда преобразователь находится только на приводной головке, другая концевая часть 14 предпочтительно должна быть круглой или заостренной, как проиллюстрировано на фиг. 3В.
Как проиллюстрировано на фиг. 4А и 4В, преобразователи 5 предпочтительно поддерживаются с помощью стенки 2 резервуара или опорных элементов 15, 150 и 151, прикрепленных к стенке резервуара. Предпочтительно, электрические провода 16, соединенные с упомянутыми приводными головками 13, проходят через стенку 2 резервуара, при этом они не погружаются в водный раствор и не контактируют с ним.
Преобразователи способны работать на частоте 20 - 60 кГц. Преобразователи предпочтительно работают на частоте по меньшей мере 25 кГц. Преобразователи предпочтительно работают на частоте максимум 40 кГц. Каждый преобразователь предпочтительно способен работать при мощности 500 - 3000 кВт. Еще более предпочтительно, каждый преобразователь имеет мощность по меньшей мере 2000 кВт.
В процессе очистки уровень ванны может изменяться до такой степени, что преобразователь больше не погружен в раствор, в этом случае предпочтительно отключить непогруженный резонатор, чтобы избежать повреждения вследствие перегрева. Во время технического обслуживания резервуар можно опорожнять, в этом случае предпочтительно отключить резонатор во избежание его повреждения вследствие перегрева. В общем, когда резонатор не погружен по меньшей мере на 3 см ниже поверхности водного раствора, предпочтительнее отключить его, чтобы снизить риск повреждения вследствие перегрева.
Резервуар для очистки, в соответствии с изобретением, содержащий, по меньшей мере, преобразователь, позволяет повысить эффективность очистки по сравнению с резервуаром для очистки, известным в данной области техники, содержащим погруженные короба со средствами ультразвукового излучателя, имеющими ту же самую рабочую частоту.
Было проведено несколько испытаний, чтобы продемонстрировать повышенную эффективность резервуара для очистки, оснащенного преобразователями, такими как двухтактные преобразователи, по сравнению с резервуаром, оснащенным погружными коробами. В этих испытаниях чистота образца полосового проката измерялась до и после этапа очистки. В этих экспериментах полосовой прокат погружают на 24 с в коробку, содержащую чистящую ванну, имеющую 10 г/л NaOH, при 65°C и либо набор из двух двухтактных пьезоэлектрических преобразователей мощностью 2 кВт, либо погружную коробку, имеющую мощность 2 кВт. Предполагается, что время погружения 24 секунды в условиях эксперимента соответствует времени прямого воздействия около 6 секунд, поскольку часть полосового проката сталкивается с ультразвуковым излучателем только в течение четверти времени эксперимента вследствие ее перемещения через водный раствор.
Эффективность очистки, как указано в следующей таблице, составляет: «оценочная чистота до этапа очистки», разделенная на «оценочную чистоту после этапа очистки». Для оценки чистоты клей 3M 595 Scoth™ прижимается к поверхности полосового проката, чтобы приклеить с помощью клея мелкие частицы железа и масло. Затем рефлектометром измеряется коэффициент отражения поверхности с приклеенными частицами. Эта отражательная способность обработанной поверхности связана с плотностью частиц железа на квадратный метр. Чем больше частиц железа прилипнет к клею, тем ниже будет его отражательная способность. Следовательно, чем выше коэффициент отражения клея, тем чище полосовой прокат. В следующей таблице приведены основные параметры эксперимента. На фигуре 6 показана эффективность очистки при различной скорости полосового проката для обоих типов ультразвуковых излучающих средств: двухтактных трубок и погружаемых коробов.
Предпочтительно, чтобы все работающие резонаторы были полностью погружены по меньшей мере на 3 см под поверхность раствора. Это позволяет снизить риск перегрева резонаторов.
Предпочтительно, как можно увидеть на фиг. 5, длина указанного преобразователя 5 параллельна ширине 17 полосового проката. Другими словами, длина стержня 12 резонатора параллельна ширине 17 полосового проката. Еще более предпочтительно, чтобы преобразователь позиционировался параллельно ширине полосового проката 17 таким образом, чтобы его длина покрывала всю ширину полосового проката. Такое расположение должно повысить эффективность очистки и равномерность очистки по ширине полосового проката.
Когда резервуар содержит по меньшей мере два преобразователя, длина стержня резонатора которых меньше ширины полосового проката, стержни резонатора смещаются, чтобы охватить всю ширину полосового проката.
Предпочтительно, как проиллюстрировано на фиг. 1А и 2А, резервуар содержит по меньшей мере два преобразователя 5. Еще более предпочтительно резервуар содержит 5, 10 или 15 преобразователей.
При наличии двух преобразователей на одной и той же стороне полосового проката, они предпочтительно смещены друг от друга на расстояние, соответствующее 0,5-кратной длины волны, создаваемой двухтактными преобразователями. Когда количество средств излучения ультразвука равно m, каждое из них может быть дополнительно смещено на аналогичное расстояние, умноженное на длину волны с множителем 1/m, по отношению к соседним средствам. Например, если шесть преобразователей, работающих на частоте 25 кГц, используются в среде, сравнимой с водой, скорость волны, которая зависит от множества факторов (например, температуры и давления), составляет приблизительно 1500 м/с. Длина волны равна скорости волны, деленной на частоту волны, поэтому в этом случае 1 500/25 000 = 0,06, длина волны составляет приблизительно 6 см. В том случае, когда средства излучения ультразвука излучают ультразвук с длиной волны 6 см, они должны быть смещены в поперечном направлении на (1/6) x6 = 1 см одно относительно другого.
Как можно увидеть на фиг. 5, такое расположение предотвращает совмещение двух узлов 18 в направлении перемещения полосового проката. Такой сдвиг позволяет улучшить однородность очистки, так как обеспечивает воздействие хотя бы одной ультразвуковой волны на все точки полосового проката.
Преобразователи 5 и полосовой прокат S предпочтительно разнесены на расстояние от 40 мм до 250 мм. Такое разнесение позволяет эффективно использовать средство, излучающее ультразвук. Такое разнесение улучшает установку 1, потому что, если разнесение меньше 40 мм, ультразвуковое излучающее средство в конце концов сломается полосовым прокатом S, например, вследствие изгиба полосового проката или неравномерности его плоскостности. Но если разнесение больше, чем 200 мм, эффективность очистительной способности ультразвукового излучающего средства, по-видимому, должна сильно снижаться.
Предпочтительно, чтобы каждая поверхность указанного полосового проката S была обращена по меньшей мере к одному преобразователю. Несмотря на то, что средство, излучающее ультразвук, расположенное на одной стороне полосового проката, очищает обе поверхности, размещение средства, излучающего ультразвук, обращенного к каждой поверхности, повышает качество очистки. Другими словами, в установке, аналогичной той, что представлена на фиг. 1А и 1В, по меньшей мере один преобразователь 5 позиционируется между стенкой резервуара и полосовым прокатом S, и по меньшей мере один преобразователь позиционируется между частью полосового проката, идущей вниз, и частью полосового проката идущей вверх. Аналогичным образом, в установке, аналогичной той, что представлена на фиг. 2А и 2В, по меньшей мере один преобразователь размещается над полосовым прокатом, а по меньшей мере еще один преобразователь - под полосовым прокатом.
Предпочтительно, указанное оборудование имеет удельную мощность от 5 Вт на литр до 25 Вт на литр единицы объема указанного водного раствора. Еще более предпочтительно, мощность на литр составляет 10-20 Вт на литр. Использование удельной мощности в этом диапазоне, по-видимому, является наилучшим компромиссом между эффективностью очистки и энергосбережением, это позволяет хорошо и в достаточной степени очищать полосовой прокат и избегать потерь энергии.
Настоящее изобретение также относится к способу очистки перемещающегося полосового проката в очистительной установке, содержащей резервуар 2, вмещающий в себя водный раствор 3, по меньшей мере, валок 4 для направления указанного полосового проката в указанный резервуар 2, по меньшей мере, преобразователь 5, погруженный в водный раствор, включающему в себя следующие этапы:
- погружение указанного перемещающегося полосового проката в указанный водный раствор 3,
- излучение ультразвука в указанный водный раствор, при этом указанный по меньшей мере один преобразователь погружен в водный раствор.
Предпочтительно, указанный водный раствор содержит от 10 граммов на литр до 40 граммов на литр щелочного продукта. Очевидно, что концентрация щелочного продукта в этом диапазоне улучшает очистку и эффективно использует щелочной продукт.
Предпочтительно, указанный водный раствор выдерживается при температуре 30°С - 80°С. Очевидно, что чем выше температура очищающего раствора, тем выше эффективность процесса очистки, но меньше срок службы преобразователя. Этот диапазон, по-видимому, является наилучшим компромиссом между эффективностью очистки и сроком службы средства ультразвукового излучения.
Изобретение было описано выше в отношении варианта осуществления, который считается практичным, а также предпочтительным в настоящее время. Однако следует понимать, что изобретение не ограничено вариантом осуществления, раскрытым в описании, и может быть соответствующим образом изменено в пределах, не выходящих за рамки сущности или духа изобретения, которые можно прочитать в прилагаемой формуле изобретения, при этом и общая спецификация, и способ изготовления горячекатаного стального листа, и устройство для изготовления горячекатаного стального листа с такими модификациями также охватываются техническим диапазоном изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПРАВЛЕНИЕ УЗ-ОБЕЗЖИРИВАНИЕМ | 2019 |
|
RU2759938C1 |
| УЗ-ОБЕЗЖИРИВАНИЕ ПОЛОСЫ | 2019 |
|
RU2764255C1 |
| СПОСОБ СТИРКИ И/ИЛИ ЧИСТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2118673C1 |
| СПОСОБ ОЧИСТКИ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2429086C1 |
| УЛЬТРАЗВУКОВОЙ РЕАКЦИОННЫЙ АППАРАТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ С ВЫСОКОЙ ПРОПУСКНОЙ СПОСОБНОСТЬЮ | 2005 |
|
RU2337749C1 |
| СИСТЕМА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 2010 |
|
RU2528578C2 |
| АППАРАТ ДЛЯ ЧИСТКИ ПРОМЫШЛЕННЫХ КОМПОНЕНТОВ | 2010 |
|
RU2548084C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ОТ ТЕХНОЛОГИЧЕСКИХ И ЭКСПЛУАТАЦИОННЫХ ЗАГРЯЗНЕНИЙ | 2008 |
|
RU2375126C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СКАНИРОВАНИЯ КОСТЕЙ В МЯСЕ | 2015 |
|
RU2705389C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОЧИСТКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2006 |
|
RU2357809C2 |


Группа изобретений может быть применена в металлургической отрасли при производстве полосового проката. Оборудование (1) для непрерывной очистки перемещающегося стального полосового проката (S) содержит резервуар (2), вмещающий в себя водный раствор (3), по меньшей мере валок (4) для направления проката в резервуар (2) и по меньшей мере два преобразователя (5). Преобразователи (5) погружены в водный раствор и расположены по меньшей мере по два по меньшей мере с одной из сторон стального полосового проката (S). Каждый преобразователь состоит из резонаторного стержня (12), имеющего на одной или обеих концевых частях приводную головку (13), и расположен так, что его длина параллельна ширине стального полосового проката (S). Все преобразователи на одной и той же стороне полосового проката установлены со смещением в боковом направлении один относительно другого. Преобразователи смещены один относительно соседнего на расстояние, соответствующее длине волны, создаваемой преобразователями в водном растворе (3), умноженной на 1/m, где m соответствует количеству преобразователей на указанной стороне полосового проката. Для очистки перемещающегося стального полосового проката применяют вышеописанное оборудование для непрерывной очистки. Осуществляют погружение перемещающегося полосового проката в водный раствор (3) и излучение ультразвука в указанный водный раствор посредством указанных преобразователей. Обеспечивается улучшение однородности очистки. 2 н. и 6 з.п. ф-лы, 10 ил., 1 табл.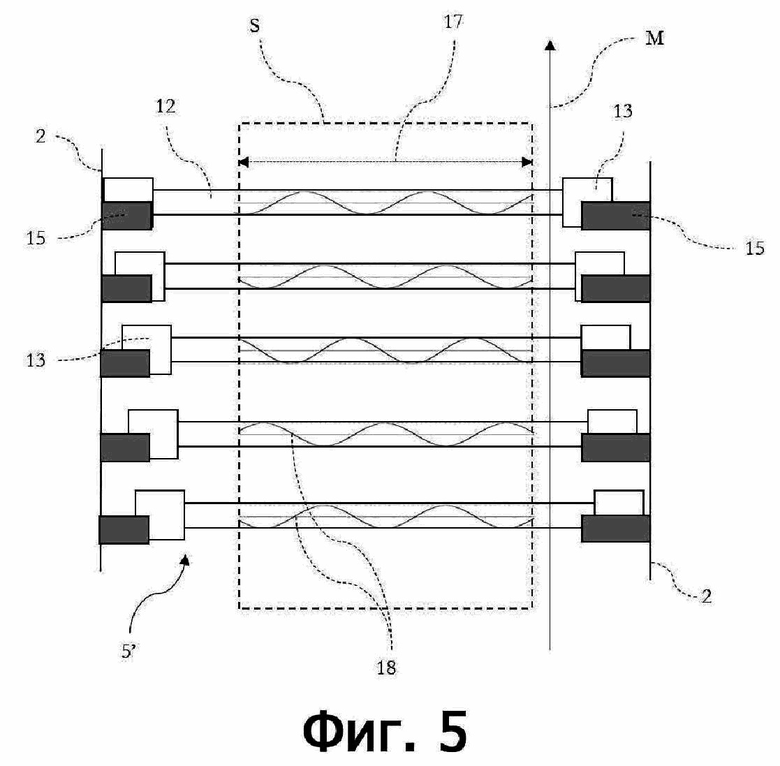
1. Оборудование (1) для непрерывной очистки перемещающегося стального полосового проката (S), содержащее резервуар (2), вмещающий в себя водный раствор (3), по меньшей мере валок (4) для направления указанного полосового проката в указанный резервуар (2) и по меньшей мере два преобразователя (5), погруженных в водный раствор и расположенных по меньшей мере по два по меньшей мере с одной из сторон стального полосового проката (S), при этом преобразователь состоит из резонаторного стержня (12), имеющего на одной или обеих концевых частях приводную головку (13), и расположен таким образом, что его длина параллельна ширине стального полосового проката (S),
отличающееся тем, что все преобразователи на одной и той же стороне полосового проката установлены со смещением в боковом направлении один относительно другого, при этом указанное смещение преобразователей выполнено таким образом, что они смещены один относительно соседнего на расстояние, соответствующее длине волны, создаваемой указанными преобразователями в указанном водном растворе (3), умноженной на 1/m, где m соответствует количеству указанных преобразователей на указанной стороне полосового проката.
2. Оборудование по п. 1, в котором указанный по меньшей мере один преобразователь способен работать на частоте 20-60 кГц.
3. Оборудование по п. 1, в котором указанный по меньшей мере один преобразователь способен работать при мощности 500-3000 кВт.
4. Оборудование по п. 3, в котором указанный преобразователь (5) и полосовой прокат (S) разнесены на расстояние 40-250 мм.
5. Оборудование по любому из пп. 1-4, в котором указанное оборудование имеет удельную мощность от 5 Вт на литр до 25 Вт на литр единицы объема указанного водного раствора.
6. Способ очистки перемещающегося стального полосового проката в оборудовании для непрерывной очистки, содержащем резервуар (2), вмещающий в себя водный раствор (3), по меньшей мере валок (4) для направления указанного полосового проката в указанный резервуар (2) и по меньшей мере два преобразователя (5), погруженных в водный раствор и расположенных по меньшей мере по два по меньшей мере с одной из сторон стального полосового проката (S), при этом преобразователь состоит из резонаторного стержня (12), имеющего на одной или обеих концевых частях приводную головку (13), и расположен таким образом, что его длина параллельна ширине стального полосового проката (S), при этом все преобразователи на одной и той же стороне полосового проката установлены со смещением в боковом направлении один относительно другого, при этом указанное смещение преобразователей выполнено таким образом, что они смещены один относительно соседнего на расстояние, соответствующее длине волны, создаваемой указанными преобразователями в указанном водном растворе (3), умноженной на 1/m, где m соответствует количеству указанных преобразователей на указанной стороне полосового проката,
при этом способ включает в себя погружение указанного перемещающегося полосового проката в указанный водный раствор (3) и излучение ультразвука в указанный водный раствор посредством указанных преобразователей.
7. Способ по п. 6, в котором указанный водный раствор содержит от 10 граммов на литр до 40 граммов на литр щелочного средства.
8. Способ по пп. 6 или 7, в котором указанный водный раствор поддерживают при температуре 30-80°С.
| Ультразвуковое устройство для очистки непрерывно движущейся полосы | 1981 |
|
SU1000127A1 |
| KR 20050063145 A, 28.06.2005 | |||
| Устройство для ультразвуковой очистки проката | 1979 |
|
SU878375A1 |
| Ультразвуковое устройство для очистки изделий | 1976 |
|
SU558722A1 |
| Станок для ультразвуковой обработки длинномерных изделий | 1976 |
|
SU704682A1 |
| CN 205673284 U, 09.11.2016 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОЧИСТКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2006 |
|
RU2357809C2 |

