Группа изобретений относится к пневматическим легкогрузовым шинам радиальной конструкции, номинальная ширина профиля которых составляет 155 мм, 165 мм, 175 мм, а брекерно-протекторная часть состоит из протектора, выполненного, по меньшей мере, из трех видов резин, двух слоев обрезиненного металлического корда, наложенных крест-накрест друг на друга, и одного или двух слоев обрезиненного текстильного слоя.
Известны технические решения пневматических легковых шин с металлокордными и текстильными слоями в брекере: патент РФ №2385234 на изобретение «Пневматическая шина, имеющая усовершенствованную брекерную конструкцию» опубл. 27.03.2010, патент РФ №2363582 на изобретение «Способ и установка для производства шин для колес транспортных средств» опубл. 10.08.2009, патент РФ №2320495 на изобретение «Высокоэффективная шина для колес транспортных средств» опубл. 27.03.2008, патент РФ №2436675 на изобретение «Способ изготовления покрышки пневматической однослойной шины» опубл. 20.12.2011.
Наиболее близким аналогом к разработанной группе изобретений является техническое решение по патенту РФ №2385234 на изобретение «Пневматическая шина, имеющая усовершенствованную брекерную конструкцию». Изобретение относится к транспортному машиностроению. Пневматическая шина имеет брекерную конструкцию, содержащую: первый брекерный слой; второй брекерный слой в радиально-внутреннем положении относительно первого брекерного слоя, третий брекерный слой в радиально-внутреннем положении относительно первого и второго брекерных слоев. Каждый брекерный слой содержит множество удлиненных усиливающих элементов, расположенных под первым, вторым и третьим углом брекера, соответственно. Причем первый и второй углы брекера имеют абсолютную величину от 15 до 40 градусов; второй угол имеет противоположный знак относительно первого угла брекера; третий угол брекера имеет абсолютную величину от 40 до 90 градусов и имеет противоположный знак относительно второго угла брекера. Брекерная конструкция также содержит брекерный слой под углом ноль градусов, расположенный в радиально-наружном положении относительно первого брекерного слоя, содержащий удлиненные усиливающие элементы, расположенные таким образом, что они образуют по существу нулевой угол брекера.
В данных решениях недостаточно рассмотрены варианты конструкции и способы изготовления брекерно-протекторной части легкогрузовых пневматических шин, позволяющие повысить потребительские качества готового изделия, а также эффективность производства за счет экономии энерго- и трудоресурсов, снижения амортизационных отчислений.
Задачей разработанной группы изобретений является расширение арсенала технических средств и разработка пневматической радиальной легкогрузовой шины с увеличенной общей работоспособностью за счет снижение гистерезисных потерь в брекерно-протекторной части легкогрузовых пневматических шин, снижения максимальной температуры катящейся шины и увеличения коррозионной стойкости обрезиненного брекерного браслета при механических повреждениях шины, а также увеличение упругости обрезиненного брекерно-протекторного браслета и окружной жесткости шины, в результате повышающих характеристику сопротивления шин боковому уводу, при достижении оптимальных сцепными качествами на сухих и мокрых дорожных покрытиях.
Для достижения поставленной задачи разработаны 6 вариантов конструкций пневматической радиальной легкогрузовой шины:
1. Пневматическая радиальная легкогрузовая шина с номинальной шириной профиля 155 мм, состоящая из протектора, каркаса, выполненного из текстильных кордов, боковин, бортовых колец, обрезиненного брекерного браслета, состоящего из двух слоев обрезиненного металлического корда и одного или двух экранирующих слоев, отличающаяся выполнением протектора из трех видов резин, (беговая часть, подканавочный слой, мини-боковина) с шириной беговой дорожки по пресс-форме 125±3 мм (А), первого слоя металлокордного брекера шириной (В), зависящей от ширины беговой дорожки (В=А+2÷8 мм), второго слоя металлокордного брекера шириной (С), зависящей от ширины первого слоя брекера (С=В - 10 мм), раскроенных под углом 20-25° и наложенных крест-накрест друг на друга, и одного или двух слоев экранирующего текстильного слоя шириной (D), зависящей от ширины первого слоя брекера (D=В+6÷8 мм), с толщиной подканавочного слоя протектора (Е) для летних шин 2,2±0,4 мм и 3,0±0,5 мм для зимних шин, и выполнением металлического корда состоящим из двух слоев обрезиненного металлического корда структуры 4Л32НТ, с возможным разведением кромок слоев брекера с помощью наложения резиновой ленты на кромку второго слоя металлокорда с нижней стороны, выполнением экранирующего слоя из необрезиненного клейкого анидного материала, образованного из предварительно пропитанных и термообработанных сдвоенных кордных нитей структуры 1/940 РА 6.6 по утку и основе.
2. Пневматическая радиальная легкогрузовая шина с номинальной шириной профиля 165 мм, состоящая из протектора, каркаса, выполненного из текстильных кордов, боковин, бортовых колец, обрезиненного брекерного браслета, состоящего из двух слоев обрезиненного металлического корда и одного экранирующего слоя, отличающаяся выполнением протектора из трех видов резин, (беговая часть, подканавочный слой, мини-боковина) с шириной беговой дорожки по пресс-форме 133±4 мм (А), первого слоя металлокордного брекера шириной (В), зависящей от ширины беговой дорожки (В=А+2÷9 мм), второго слоя металлокордного брекера шириной (С), зависящей от ширины первого слоя брекера (С=В - 10 мм), раскроенных под углом 20-25° и наложенных крест-накрест друг на друга, и одного или двух слоев экранирующего текстильного слоя шириной (D), зависящей от ширины первого слоя брекера (D=В+6÷8 мм), с толщиной подканавочного слоя протектора (Е) для летних шин 2,2±0,4 мм и 3,0±0,5 мм для зимних шин, и выполнением металлического корда состоящим из двух слоев обрезиненного металлического корда структуры 4Л32НТ, с возможным разведением кромок слоев брекера с помощью наложения резиновой ленты на кромку второго слоя металлокорда с нижней стороны, выполнением экранирующего слоя из необрезиненного клейкого анидного материала, образованного из предварительно пропитанных и термообработанных сдвоенных кордных нитей структуры 1/940 РА 6.6 по утку и основе.
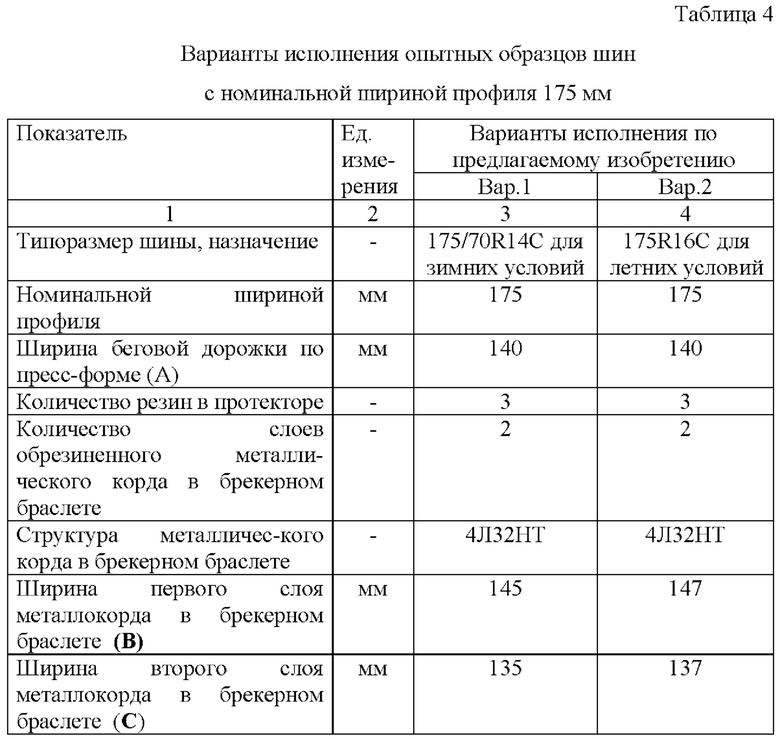
3. Пневматическая радиальная легко грузовая шина с номинальной шириной профиля 175 мм, состоящая из протектора, каркаса, выполненного из текстильных кордов, боковин, бортовых колец, обрезиненного брекерного браслета, состоящего из двух слоев обрезиненного металлического корда и одного экранирующего слоя, отличающаяся выполнением протектора из трех видов резин, (беговая часть, подканавочный слой, мини-боковина) с шириной беговой дорожки по пресс-форме 140±3 мм (А), первого слоя металлокордного брекера шириной (В), зависящей от ширины беговой дорожки (В=А+2÷8 мм), второго слоя металлокордного брекера шириной (С), зависящей от ширины первого слоя брекера (С=В - 10 мм), раскроенных под углом 20-25° и наложенных крест-накрест друг на друга, и одного или двух слоев экранирующего текстильного слоя шириной (D), зависящей от ширины первого слоя брекера (D=В+6÷8 мм), с толщиной подканавочного слоя протектора (Е) для летних шин 2,2±0,4 мм и 3,0±0,5 мм для зимних шин, и выполнением металлического корда состоящим из двух слоев обрезиненного металлического корда структуры 4Л32НТ, с возможным разведением кромок слоев брекера с помощью наложения резиновой ленты на кромку второго слоя металлокорда с нижней стороны, выполнением экранирующего слоя из необрезиненного клейкого анидного материала, образованного из предварительно пропитанных и термообработанных сдвоенных кордных нитей структуры 1/940 РА 6.6 по утку и основе.
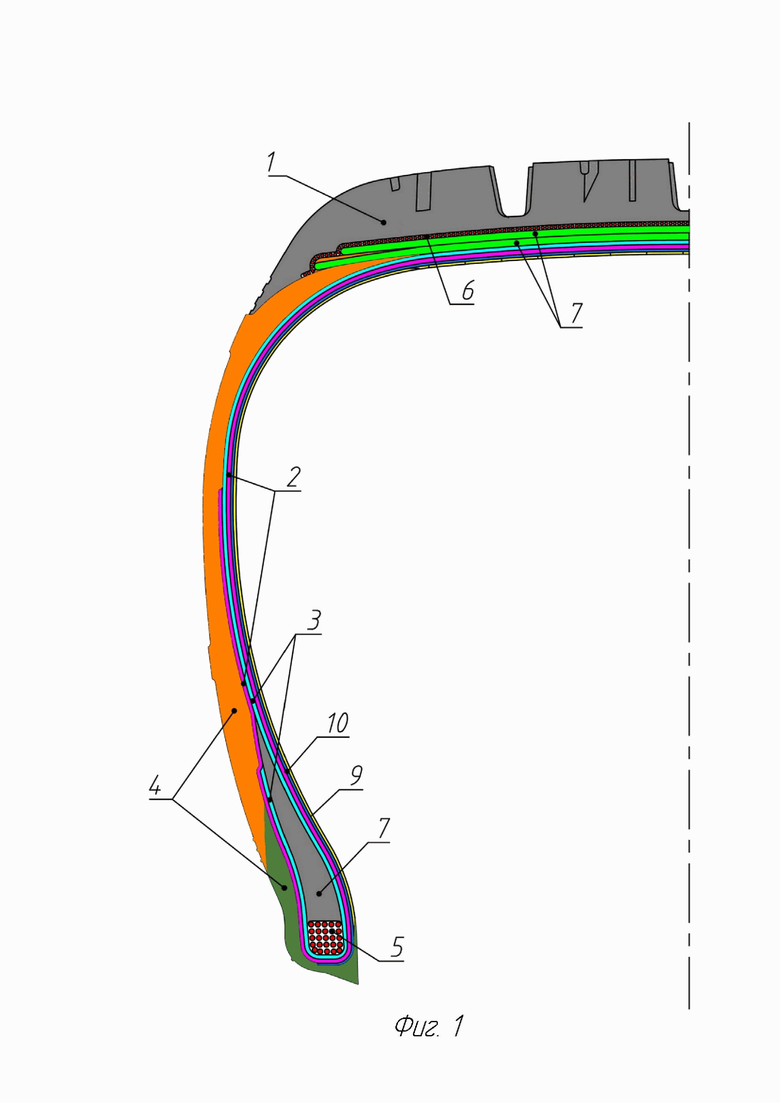
Согласно заявленной группе изобретений пневматическая радиальная легкогрузовая шина состоит из протектора (1), выполненного, по меньшей мере, из трех видов резин, каркаса, выполненного из текстильных кордов (2,3), боковин (4), бортовых колец (5), обрезиненного брекерного браслета, состоящего из двух слоев обрезиненного металлического корда (7), и одного или двух экранирующих слоев (6). Конструкция шины в поперечном сечении приведена на Фиг. 1.
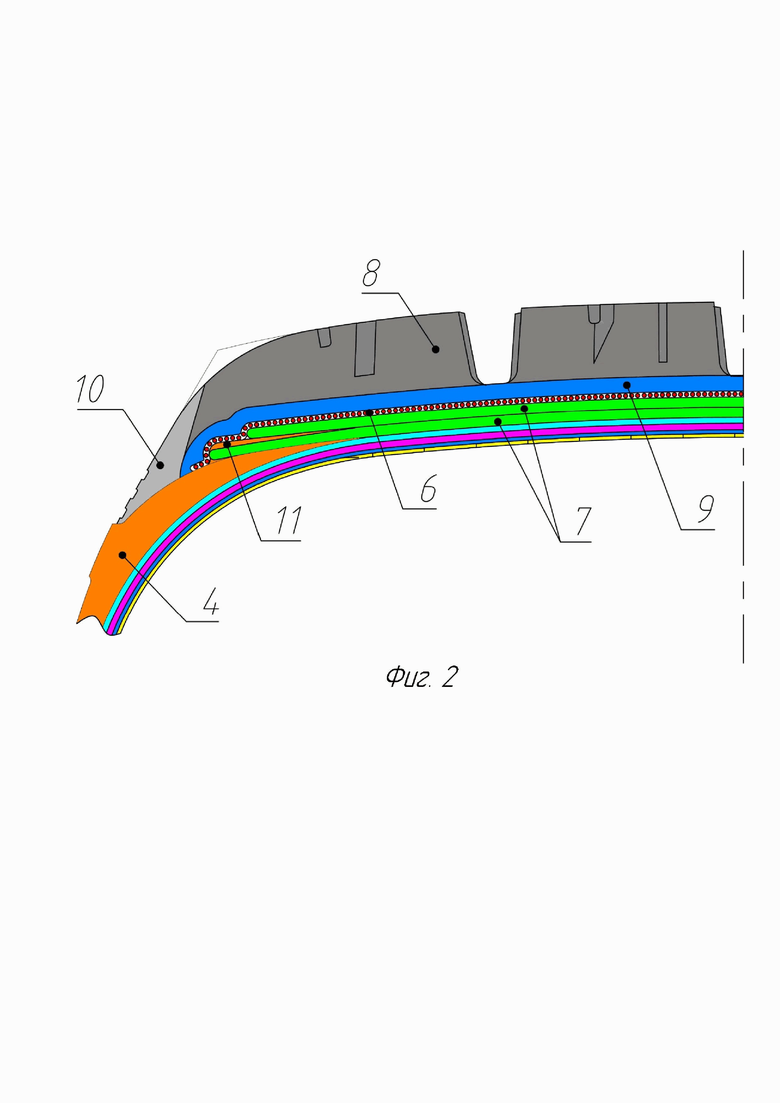
Получение протекторной заготовки в виде одной детали осуществляется методом профилирования на червячном прессе. Конфигурация профиля заготовки протекторной детали формируется в головке червячного пресса с помощью сменной профильной планки, с учетом реологических и релаксационных свойств резиновой смеси. Изготовление протекторов из трех и более резин (Фиг. 2) позволяет существенно повысить эксплуатационные характеристики готового изделия (например, беговая дорожка (8, Фиг. 2) из более износостойкой, подканавочный слой (9, Фиг. 2) из более мягкой и эластичной, а мини-боковина (10, Фиг. 2) из более близкой по рецептуре к резиновой смеси боковины, с целью повышения адгезионных свойств в зоне стыка деталей).
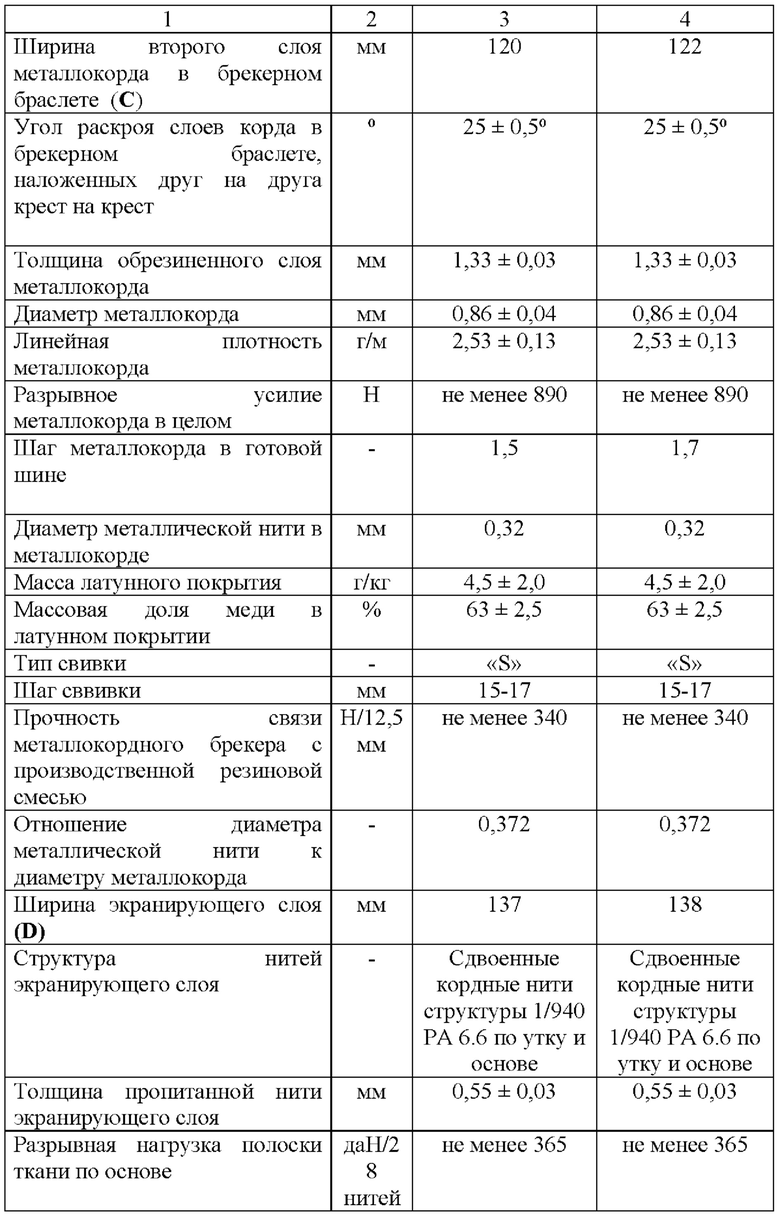
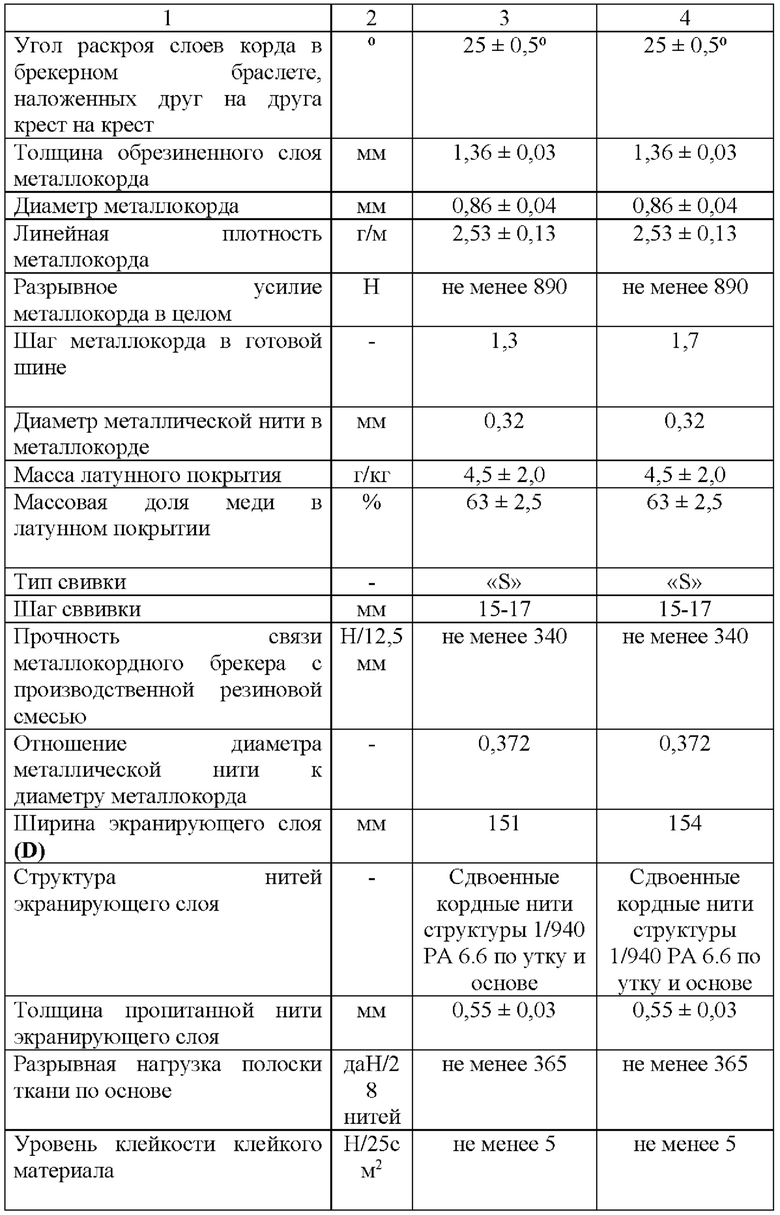
Металлический корд (7, Фиг. 2), состоящий из двух слоев обрезиненного металлического корда структуры 4Л32НТ, раскроенных под углом 25±2° и наложенных друг на друга крест-накрест, с толщиной обрезиненного слоя металлокорда (1,3÷1,4)±0,03 мм, диаметром металлокорда 0,86±0,04 мм, линейной плотностью металлокорда 2,40-2,66 г/м и разрывным усилием металлокорда в целом не менее 890 Н, шагом металлокорда в готовой шине 1,3 - 1,8, причем металллокорд выполнен из металлических нитей высокой прочности одинакового диаметра 0,32 мм с латунным покрытием массой 4,5±2,0 г/кг и массовой доли меди в латунном покрытии 63±2,5%, свитых между собой по типу «S» с шагом 15-17 мм, с прочностью связи металлокордного брекера с производственной резиновой смесью не менее 340 Н/12,5 мм, причем отношение диаметра металлической нити к диаметру металлокорда составляет 0,372, с возможным разведением кромок слоев брекера с помощью наложения резиновой ленты (11, Фиг. 3) на кромку второго слоя металлокорда с нижней стороны.
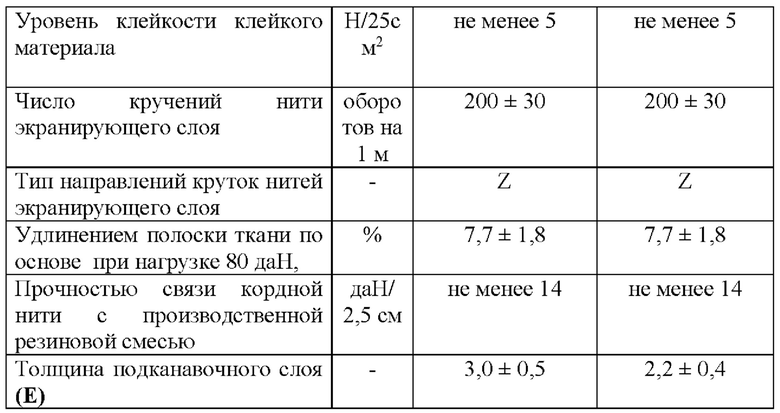
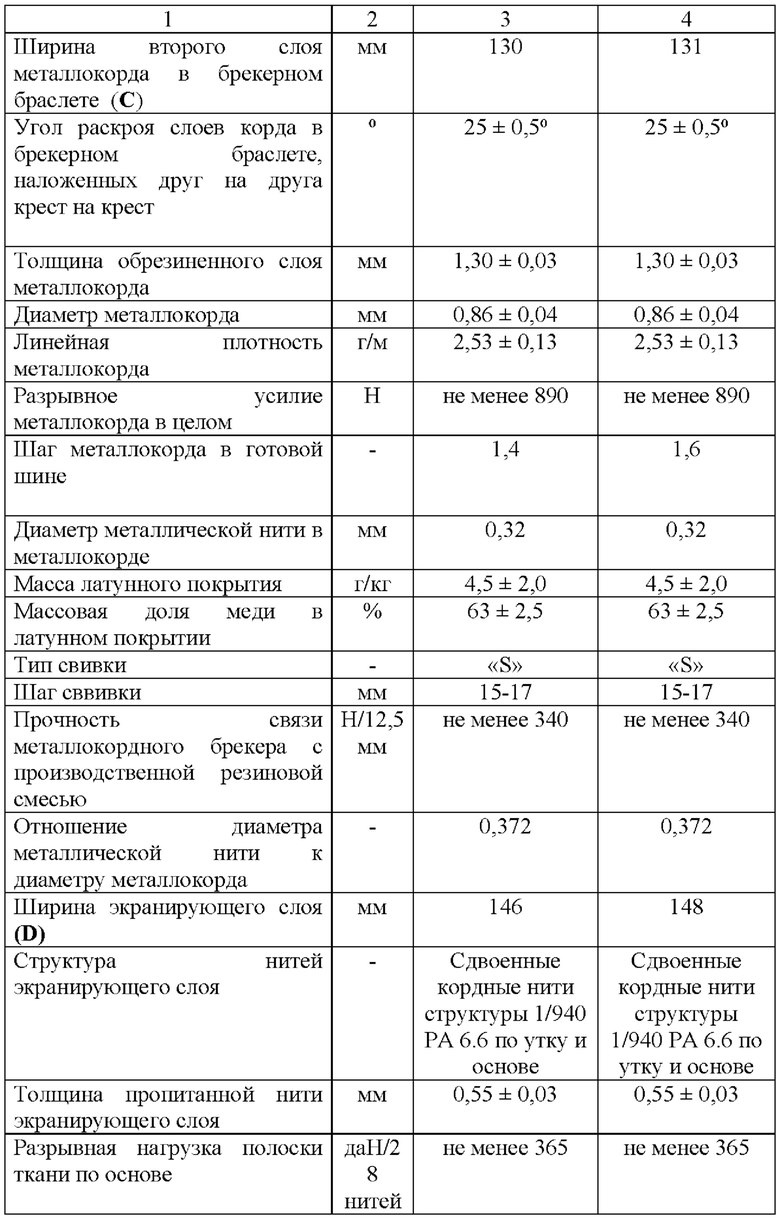
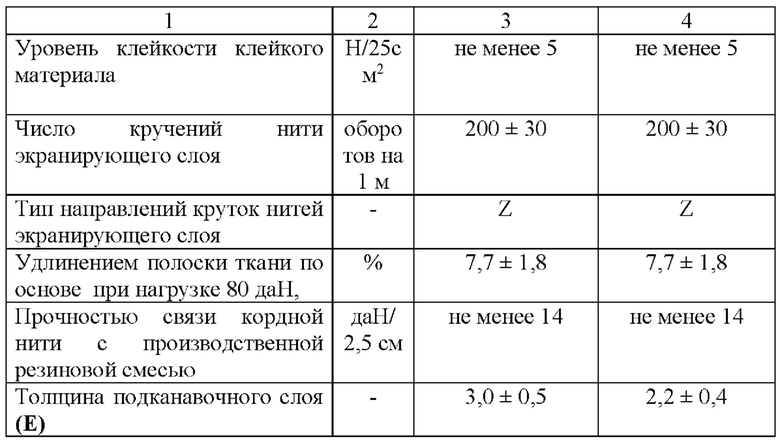
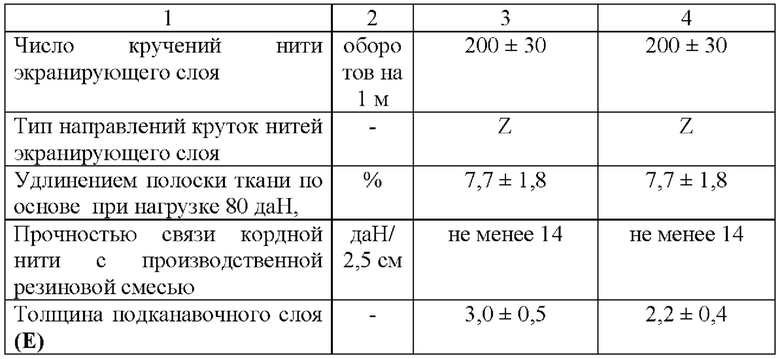
Для всех вариантов изготовления шин с использованием в экранирующем слое (6, Фиг. 2) необрезиненного клейкого анидного материала, образованного из предварительно пропитанных и термообработанных сдвоенных кордных нитей структуры 1/940 РА 6.6 по утку и основе, с толщиной пропитанной нити 0,55±0,03 мм, разрывной нагрузкой полоски ткани по основе не менее 365 даН/28 нитей, числом кручений нити 200±30 оборотов на 1 м и направлением круток по типу «Z», с удлинением полоски ткани по основе 7,7±1,8% при нагрузке 80 даН, уровнем клейкости не менее 5 Н/25 см2 и прочностью связи кордной нити с производственной резиновой смесью не менее 14 даН/2,5 см.
Главное назначение экранирующего слоя (6, Фиг. 2) - повышение стабильности металлокордных слоев брекера (7, Фиг. 2) для высокоскоростных шин, повышение однородности готового изделия, снижение рабочей температуры брекерно-протекторной зоны, упрощение процесса изготовления экранирующего слоя шин, снижение материалоемкости изделия, повышение механической прочности.
Назначение обрезиненного металлического корда (7, Фиг. 2) - предохранение каркаса от резких ударных нагрузок, а также повышение механической прочности пневматической шины. Являясь жестким, практически нерастяжимым способствует более высокому уровню сцепления шины с дорогой благодаря увеличению площади поверхности контакта, при этом контактное давление снижается и распределяется более равномерно, должен обладать значительной прочностью и высокой окружной жесткостью. Брекерный браслет в готовой шине по разработанному решению состоит из двух раскроенных под углом 25±2° наложенных друг на друга крест-накрест слоев обрезиненного металлокорда.
Конструкция брекерного браслета, число слоев металлокорда (7, Фиг. 2) и экранирующего слоя в шине (6, Фиг. 2), а также возможное разведением кромок слоев брекера с помощью резиновой ленты (11, Фиг. 2) определяются расчетом исходя из заданного внутреннего давления воздуха, нагрузки, типа и назначения шины. Металлические и текстильные нити несут основную нагрузку во время работы шины, обеспечивая механическую прочность, достаточную окружную жесткость, износостойкость и сохранение заданной формы.
В разработанных вариантах решений применяется металлокорд с конструкцией 4Л32НТ.
Металлокордные слои брекерного браслета (7, Фиг. 2) в совокупности с экранирующим слоем (6, Фиг. 2) в покрышке работают главным образом на растяжение и многократный изгиб. Эти напряжения возникают, как правило, в результате давления воздуха и действия центробежных сил, которые создают в корде растягивающие напряжения. Значительное влияние на работу которого оказывают толщина корда, его плотность, теплостойкость и другие физико-механические свойства.
Брекерные резины должны обладать высокой эластичностью, малым теплообразованием, обеспечивать прочную связь с протектором и каркасом, металлокордом брекерного браслета. Ввиду значительной температуры, развивающейся в зоне брекера при эксплуатации шин, брекерные резины должны обладать высокой температуро- и теплостойкостью. В лучшей степени требованиям высокой эластичности, высокой прочности связи с другими деталями покрышки, температуро- и теплостойкости отвечает натуральный каучук, который применяется в рецептуре.
Резина в слоях брекерного браслета работает в режиме, близком к режиму заданной деформации. Величина деформации резины определяется максимальной нагрузкой и относительным резиносодержанием в слое (зависит от частоты нитей корда). Особенностью нагружения резины в слоях брекера радиальных шин состоит в том, что при повороте шины на 4-6° направление главных деформаций меняется. При этом резина в слоях брекерного браслета испытывает двухосное растяжение, и сдвиг резины в слое составляет около 30%.
За счет модификации эластомерной матрицы улучшаются упруго-прочностные свойства резин в граничных областях, увеличивается густота пространственной сетки, обуславливающая возрастание прочности адгезионного соединения.
Одним из самых эффективных методов повышения адгезивных свойств резины со сталью является ее латунирование (сплав меди и цинка). Латунь характеризуется хорошей адгезией к обоим материалам, а также необходимыми механическими свойствами и стойкостью к коррозии. В процессе серной вулканизации происходит сульфидирование металлов, и между резиной и латунью образуется многослойная промежуточная пленка, состоящая из продуктов реакции: CuxS, ZnS, ZnO. Образование CuxS происходит в виде дендритов, которые врастают в фазу эластомера на глубину до 50 нм, что приводит к формированию развитой поверхности соприкосновения с множеством точек физического взаимодействия. Скорость роста дендритов, их размеры и форма определяются диффузией меди из состава латуни через слои ZnO и ZnS, поэтому масса латунного покрытия и массовая доля меди в латунном покрытии оказывают на прочность связи регулирующее действие. Опытным путем выявлено, что применение латунного покрытия массой 4,5±2,0 г/кг и массовой доли меди в латунном покрытии 63±2,5%о позволяет достичь прочности связи металлокордного брекера с производственной резиновой смесью не менее 340 Н/12,5 мм, а также не менее 270 Н/12,5 мм прочности связи после солевого старения (Методика ASTM D 2229). В разработанном решении применен металлокорд с латунным покрытием с вышеприведенными характеристиками.
Необходимость свивания нитей диктуется требованиями достижения заданной разрывной прочности, допустимых удлинений как при разрыве, так и при рабочих нагрузках, плюс необходимостью гарантировать стабильную связь с производственной резиновой смесью (адгезия). Кроме того, свивание металлических нитей дает возможность достижения необходимой долговечности при динамических нагрузках. Применение металлокорда высокой прочности конструкции 4Л32НТ, нити которого свиты между собой по типу «S» с шагом 15-17 мм, с толщиной обрезинивания корда 1,3 мм 1,4 мм, обеспечивает необходимые и достаточные запас прочности брекерного браслета шины, окружной жесткости, работоспособности и долговечности шины.
В брекерном браслете экранирующий слой, располагаемый поверх металлокордов, выполняет защитную функцию и увеличивает окружную жесткость шины.
На границе «экранирующий слой - резиновая смесь» связь обеспечивается вследствие образования межмолекулярного физического или химического взаимодействия между волокнами и активными функциональными группами.
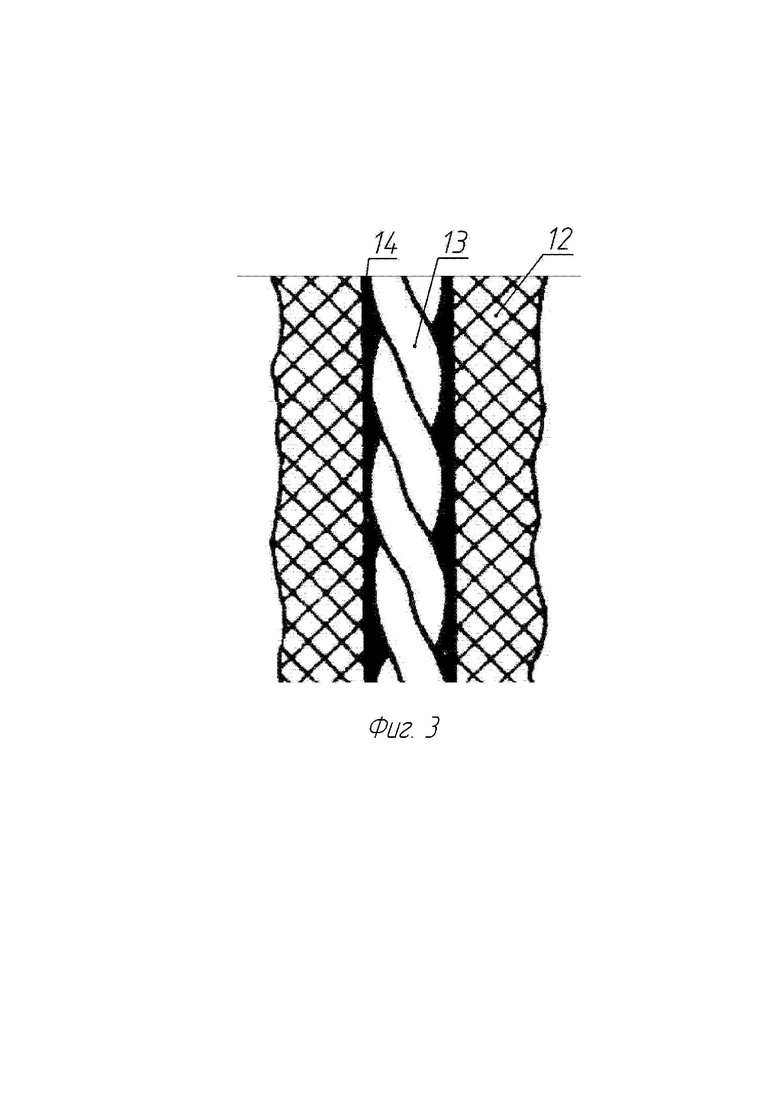
Одним из самых эффективных методов повышения адгезивных свойств резины с нитью экранирующего слоя является обработка различными пропиточными составами. После обрезинивания и вулканизации формируется трехкомпонентная система: нить (13, Фиг. 3) - адгезив (14, Фиг. 3) - резина (12, Фиг. 3), имеющая две межфазные поверхности. Основой пропиточных составов являются латексы различных каучуков. При подборе рецептуры пропиточного состава стараются обеспечить образование межфазных химических связей, что в сочетании с интенсивными ван-дер-ваальсовыми взаимодействиями делает область контакта нить - адгезив достаточно прочной и долговечной. Поверхность адгезив - резина значительно менее развита, и, хотя между материалами образуется много химических связей в результате совулканизации и других реакций, разрушение системы почти всегда происходит именно в этой области. На прочность связи в системе нить - адгезив - резина влияют: химическое строение и структура поверхности нити, состав и свойства примененного адгезива и рецептура резиновой смеси (наличие модификаторов). Необходимость модификаторов в резиновой смеси диктуется требованиями достижения заданной разрывной прочности экранирующей ленты, допустимых удлинений как при разрыве, так и при рабочих нагрузках, плюс необходимостью гарантировать стабильную связь в межфазной поверхности.
Конструктивные параметры профиля шины (формующая поверхность по пресс-форме), характеристики примененных армирующих материалов, в сочетании с использованием уникальных резин, применяемых при обрезинивании армирующих материалов, а также резин формирующих протекторную заготовку позволяют достичь высоких прочностных и ездовых характеристик при использовании унифицированных ширин применяемых армирующих материалов к пневматическим легкогрузовым шинам радиальной конструкции, брекерно-протекторная часть состоит из протектора, выполненного, по меньшей мере, из трех видов резин (беговая часть, подканавочный слой, мини-боковина) с шириной беговой дорожки по пресс-форме (А), (Фиг. 4), первого слоя металлокордного брекера шириной (В), (Фиг. 4), зависящей от ширины беговой дорожки (В=А+X), второго слоя металлокордного брекера шириной (С), (Фиг. 4), зависящей от ширины первого слоя брекера (С=В-Y), раскроенных под углом 20-25° и наложенных крест-накрест друг на друга, и одного или двух слоев экранирующего текстильного слоя шириной (D), (Фиг. 4) зависящей от ширины первого слоя брекера (D=В+Z), а также толщиной подканавочного слоя (Е), (Фиг. 4), отличающегося для летних шин и для зимних шин толщиной, позволяющих существенно упростить изготовление как армирующих слоев шин, так и профилирующих деталей, благодаря использованию унифицированных ширин полуфабрикатов повысить эффективность производства за счет экономии энерго- и трудоресурсов и снижения амортизационных отчислений ввиду снижения операций раскроя резинокордного материала и сохранении потребительских качеств готового изделия.
Параметры А, В, С, D, Е, X, Y, Z (Фиг. 4) зависят от номинальной ширины профиля шин, определены и рассчитаны в оптимальных значениях, приведенных в таблице 1.

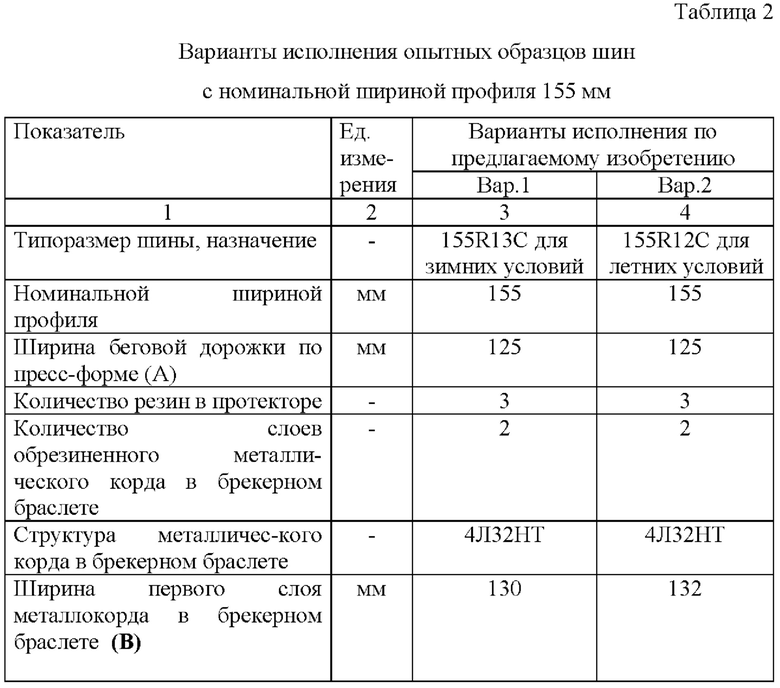
По настоящему изобретению были изготовлены шины в следующих вариантах исполнения (таблицы 2-4):
1) с номинальной шириной профиля 155 мм (таблица 2), а именно типоразмеров 155R13C (предназначенной для эксплуатации в зимних условиях, таблица 2, вар. 1) и 155R12C (предназначенной для эксплуатации в летних условиях, таблица 2, вар. 2 и вар. 3);
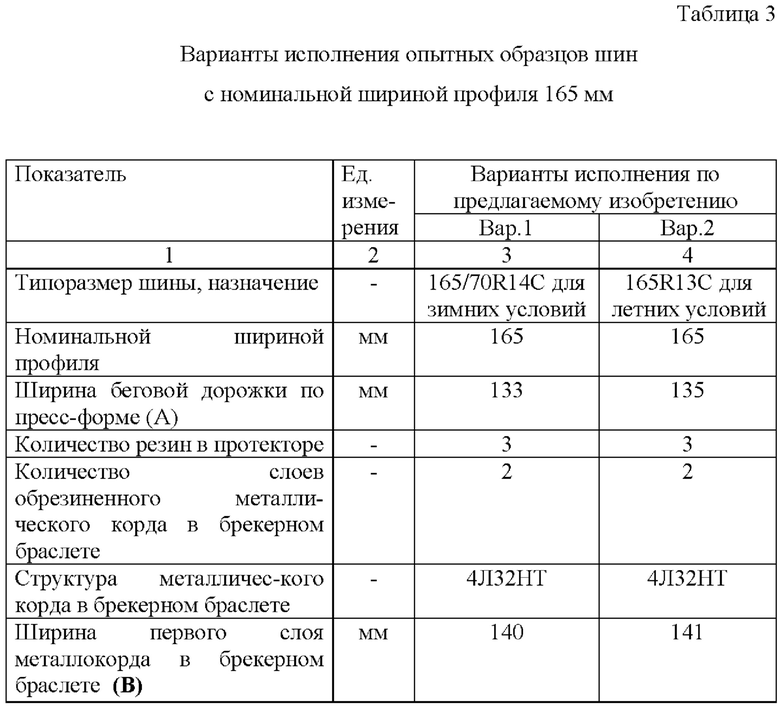
2) с номинальной шириной профиля 165 мм (таблица 3), а именно типоразмеров 165/70R14C (предназначенной для эксплуатации в зимних условиях, таблица 3, вар. 1) и 165R13C (предназначенной для эксплуатации в летних условиях, таблица 3, вар. 2 и вар. 3);
3) с номинальной шириной профиля 175 мм (таблица 4), а именно типоразмеров 175/70R14C (предназначенной для эксплуатации в зимних условиях, таблица 4, вар. 1) и 175R16C (предназначенной для эксплуатации в летних условиях, таблица 4, вар. 2 и вар. 3).
Конструктивные параметры для шин каждого типоразмера приведены в таблицах 2-4 в различных вариантах исполнения. Комбинации конструктивных параметров шины по каждому варианту подобрана опытным и расчетным путем, являются оптимальными. Иные варианты, не вошедшие в указанные варианты, не заявляются для правовой охраны ввиду недостижения ими заявленного технического результата.
Разработанные решения могут быть осуществлены на стандартном оборудовании с использованием стандартной технологии.
По итогам испытаний шины во всех вариантах, изготовленных по конструктивным параметрам, приведенным в таблицах 2-7, соответствуют требованиям международных и национальных стандартов: ETRTO, TRA, ГОСТ 4754, Правилам ООН №54, №117, Техническому регламенту Таможенного союза «О безопасности колесных транспортных средств» и в сравнении с прототипом достигают заявленный технический результат всей заявляемой совокупностью существенных признаков данного изобретения, расширяют арсенал технических средств. Все образцы шин по настоящей группе изобретений обладали увеличенной общей работоспособностью за счет снижение гистерезисных потерь в брекерно-протекторной части легкогрузовых пневматических шин, снижения максимальной температуры катящейся шины и увеличения коррозионной стойкости обрезиненного брекерного браслета при механических повреждениях шины, а также обладали увеличенной упругостью обрезиненного брекерно-протекторного браслета и окружной жесткости шины, в результате повышающих характеристику сопротивления шин боковому уводу, при достижении оптимальных сцепных качеств на сухих и мокрых дорожных покрытиях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2802826C1 |
| Пневматическая радиальная высокоскоростная шина (варианты исполнения брекерно-протекторной части) | 2024 |
|
RU2828340C1 |
| Пневматическая радиальная легковая шина (варианты) | 2022 |
|
RU2797706C1 |
| Пневматическая радиальная легковая шина | 2019 |
|
RU2729867C1 |
| Пневматическая радиальная легковая шина | 2019 |
|
RU2729902C1 |
| Пневматическая радиальная легковая шина и легкогрузовая шина | 2021 |
|
RU2793769C2 |
| Пневматическая радиальная легковая шина и легкогрузовая шина | 2021 |
|
RU2793770C2 |
| Пневматическая радиальная легковая шина | 2019 |
|
RU2729903C1 |
| Пневматическая радиальная легковая шина | 2021 |
|
RU2797455C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
Группа изобретений относится к автомобильным пневматическим легкогрузовым шинам радиальной конструкции, номинальная ширина профиля которых составляет 155 мм, 165 мм, 175 мм. Брекерно-протекторная часть шины состоит из протектора, выполненного по меньшей мере из трех видов резин, двух слоев обрезиненного металлического корда, наложенных крест-накрест друг на друга, и одного или двух слоев обрезиненного текстильного слоя. Технический результат – улучшение эксплуатационных характеристик шины. 3 н. и 3 з.п. ф-лы, 4 ил., 4 табл.
1. Пневматическая радиальная легкогрузовая шина с номинальной шириной профиля 155 мм, состоящая из протектора, каркаса, выполненного из текстильных кордов, боковин, бортовых колец, обрезиненного брекерного браслета, состоящего из двух слоев обрезиненного металлического корда и одного или двух экранирующих слоев, отличающаяся выполнением протектора из трех видов резин (беговая часть, подканавочный слой, мини-боковина) с шириной беговой дорожки по пресс-форме 125±3 мм (A), первого слоя металлокордного брекера шириной (B), зависящей от ширины беговой дорожки (B = A + 2÷8 мм), второго слоя металлокордного брекера шириной (C), зависящей от ширины первого слоя брекера (C = B – 10 мм), раскроенных под углом 20-25° и наложенных крест-накрест друг на друга, и одного или двух слоев экранирующего текстильного слоя шириной (D), зависящей от ширины первого слоя брекера (D = B + 6÷8 мм), с толщиной подканавочного слоя протектора (E) для летних шин 2,2±0,4 мм и 3,0±0,5 мм для зимних шин.
2. Пневматическая радиальная легковая шина с номинальной шириной профиля 155 мм по п.1, характеризующаяся выполнением металлического корда состоящим из двух слоев обрезиненного металлического корда структуры 4Л32НТ, с возможным разведением кромок слоев брекера с помощью наложения резиновой ленты на кромку второго слоя металлокорда с нижней стороны, выполнением экранирующего слоя из необрезиненного клейкого анидного материала, образованного из предварительно пропитанных и термообработанных сдвоенных кордных нитей структуры 1/940 PA 6.6 по утку и основе.
3. Пневматическая радиальная легкогрузовая шина с номинальной шириной профиля 165 мм, состоящая из протектора, каркаса, выполненного из текстильных кордов, боковин, бортовых колец, обрезиненного брекерного браслета, состоящего из двух слоев обрезиненного металлического корда и одного экранирующего слоя, отличающаяся выполнением протектора из трех видов резин (беговая часть, подканавочный слой, мини-боковина) с шириной беговой дорожки по пресс-форме 133±4 мм (A), первого слоя металлокордного брекера шириной (B), зависящей от ширины беговой дорожки (B = A + 2÷9 мм), второго слоя металлокордного брекера шириной (C), зависящей от ширины первого слоя брекера (C = B – 10 мм), раскроенных под углом 20-25° и наложенных крест-накрест друг на друга, и одного или двух слоев экранирующего текстильного слоя шириной (D), зависящей от ширины первого слоя брекера (D = B + 6÷8 мм), с толщиной подканавочного слоя протектора (E) для летних шин 2,2±0,4 мм и 3,0±0,5 мм для зимних шин.
4. Пневматическая радиальная легковая шина с номинальной шириной профиля 165 мм по п.3, характеризующаяся выполнением металлического корда состоящим из двух слоев обрезиненного металлического корда структуры 4Л32НТ, с возможным разведением кромок слоев брекера с помощью наложения резиновой ленты на кромку второго слоя металлокорда с нижней стороны, выполнением экранирующего слоя из необрезиненного клейкого анидного материала, образованного из предварительно пропитанных и термообработанных сдвоенных кордных нитей структуры 1/940 PA 6.6 по утку и основе.
5. Пневматическая радиальная легкогрузовая шина с номинальной шириной профиля 175 мм, состоящая из протектора, каркаса, выполненного из текстильных кордов, боковин, бортовых колец, обрезиненного брекерного браслета, состоящего из двух слоев обрезиненного металлического корда и одного экранирующего слоя, отличающаяся выполнением протектора из трех видов резин (беговая часть, подканавочный слой, мини-боковина) с шириной беговой дорожки по пресс-форме 170±3 мм (A), первого слоя металлокордного брекера шириной (B), зависящей от ширины беговой дорожки (B = A + 2÷8 мм), второго слоя металлокордного брекера шириной (C), зависящей от ширины первого слоя брекера (C = B – 10 мм), раскроенных под углом 20-25° и наложенных крест-накрест друг на друга, и одного или двух слоев экранирующего текстильного слоя шириной (D), зависящей от ширины первого слоя брекера (D = B + 6÷8 мм), с толщиной подканавочного слоя протектора (E) для летних шин 2,2±0,4 мм и 3,0±0,5 мм для зимних шин.
6. Пневматическая радиальная легковая шина с номинальной шириной профиля 175 мм по п.5, характеризующаяся выполнением металлического корда состоящим из двух слоев обрезиненного металлического корда структуры 4Л32НТ, с возможным разведением кромок слоев брекера с помощью наложения резиновой ленты на кромку второго слоя металлокорда с нижней стороны, выполнением экранирующего слоя из необрезиненного клейкого анидного материала, образованного из предварительно пропитанных и термообработанных сдвоенных кордных нитей структуры 1/940 PA 6.6 по утку и основе.
| ПНЕВМАТИЧЕСКАЯ ШИНА, ИМЕЮЩАЯ УСОВЕРШЕНСТВОВАННУЮ БРЕКЕРНУЮ КОНСТРУКЦИЮ | 2005 |
|
RU2385234C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| US 6367527 B1, 09.04.2002 | |||
| DE 3202039 A1, 28.07.1983. | |||

