Изобретение относится к транспортным средствам, в частности к способам изготовления покрышек автомобильных пневматических шин с однослойным каркасом из текстильного корда.
Известен традиционный способ изготовления каркаса шин, при котором предварительно обрезинивается (каландрируется) текстильная кордная ткань, затем она режется поперек полотна и снова стыкуется с поворотом на 90 градусов, стыковка осуществляется за счет клейкости невулканизованной резины и закатывается в рулоны. Затем полученный материал на сборочном станке оборачивают (наматывают) на цилиндрический (как минимум в центральной части) барабан, на котором формируется заготовка каркаса шины. (В.В.Рагулин, Технология шинного производства, М.: Химия, 1970 г.)
Известен способ изготовления пневматической шины, в котором тороидальную заготовку армированного каркаса изготавливают путем спиральной намотки нити или корда с образованием, по меньшей мере, одного слоя на кольцеобразном сборочном сердечнике, предварительно покрытом, по меньшей мере, слоем резиновой смеси. Устанавливают бортовые кольца шины, затем разрезают по окружности с внутренней стороны тороидальную заготовку каркаса. Концы разрезанного каркаса отгибают наружу вокруг бортов шины. Образуют по обе стороны от разреза две половины тороидальной заготовки каркаса. Затем осуществляют окончательные операции по изготовлению шины. (Патент РФ №2129487, МПК B29D 30/06, B29D 30/08, опубл. 27.04.1999 г.)
Известен способ изготовления шины, предусматривающий изготовление каркаса, при котором осуществляют формирование одного слоя каркаса в виде полосы, последняя включает множество продольных и параллельных нитеобразных элементов, частично покрытых слоем эластомерного материала, дальнейшее нанесение полосы на тороидальную опору, к которой прикрепляют конструкцию в виде ленты, полосу протектора и пару боковых стенок с окружной внешней стороны каркаса. Осуществляют вулканизацию шины. Сплошной элемент в виде полосы наносят на тороидальную опору посредством чередующихся наносимых секций, каждая из которых расположена U-образно вокруг контура поперечного сечения тороидальной опоры для образования двух боковых участков, расположенных в плоскостях, ортогональных геометрической оси вращения тороидальной опоры и вершинных участков. Боковые участки расположены на расстоянии друг от друга в аксиальном направлении. Вершинные участки расположены радиально с внешней стороны между боковыми участками и нанесены последовательно бок о бок вдоль окружной протяженности тороидальной опоры. В то время каждый боковой участок каждой наносимой секции частично перекрыт боковым участком одной последующей наносимой секции. (Патент РФ №2213008, МПК B29D 30/08, опубл. 27.09.2003 - прототип.)
Недостатками известных способов является необходимость выполнения большого количества предварительных операций по подготовке исходного материала для сборки каркаса (обрезиневание, разрезка, стыковки полос), что связано с существенной долей трудо- и энергозатрат, а также большого количества транспортных операций. К тому же варианты изготовления каркаса на дорне более длительны, чем традиционный метод.
Покрышка автомобильной шины представляет собой эластичную прочную резиново-кордную оболочку, изготавливаемую путем последовательной сборки деталей на сборочным барабане, их технологической обработки и последующей вулканизации в пресс-формах.
Одной из основных деталей покрышки является каркас - резино-кордные слои, обычно содержащие текстильные (или м/к) нити, образующий торообразную силовую основу шины.
Основной тканью для текстильных слоев каркаса покрышек является уточный корд. Уточный корд - ткань, состоящая из частых прочных продольных нитей - основы и поперечных, более редких нитей - утка, предназначенных для фиксации нитей основы до обрезинивания. При этом нити утка не образуют узлов с нитями основы. Нити основы корда должны выдерживать большие нагрузки и обладать необходимой эластичностью и прочностью при многократных циклических (переменных) деформациях.
Технической задачей, на решение которой направлено предлагаемое изобретение, является повышение точности расположения нитей каркаса, повышение качества готовой шины при сокращении числа технологических операций в процессе производства каркаса, что снижает затраты на производство и одновременно повышает качественные показатели готовой шины, в первую очередь однородность.
Поставленная техническая задача решается тем, что в способе изготовления покрышки пневматической однослойной шины, характеризующемся формированием тороидальной заготовки каркаса из кордной ткани, включающей нити основы и утка, покрытые слоем клейкого состава, подготовкой и раскроем армирующих слоев брекера, сборкой, включающей наложение слоев брекера и протектора, формование и вулканизацию покрышки, согласно предложенному изобретению каркас изготавливают из необрезиненной кордной ткани, нити основы и нити утка которой в местах пересечения фиксируют между собой обвивочной нитью и покрывают клейким составом, обеспечивающим клейкость к невулканизированной резине, при сборке шины каркасную кордную ткань накладывают на сборочном барабане непосредственно на резиновую деталь или каркасную кордную ткань предварительно накладывают на резиновую деталь и наматывают на сборочный барабан совместно единой деталью.
Технический результат, достигаемый реализацией всей заявляемой совокупностью существенных признаков, состоит в:
- упрощении процесса изготовления каркаса ввиду исключения операций обрезинивания и предварительного раскроя резино-кордного материала;
- снижении расхода резины;
- повышении однородности готового изделия,
- снижении веса шины за счет исключения предварительного обрезинивания текстильных слоев каркаса.
Предложенный способ поясняется чертежами, где
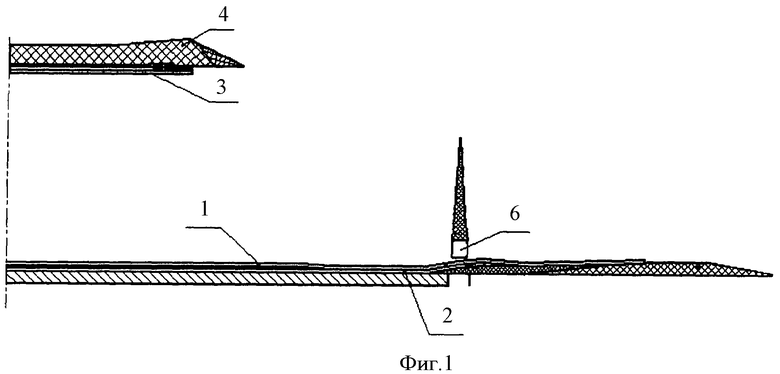
на фиг.1 показан пример сборки по заявляемому способу;
на фиг.2 показан внешний вид тороидальной заготовки шины.
На фиг.1-2 приведены следующие позиции чертежей:
1 - кордная необрезиниваемая ткань каркаса,
2 - резиновая деталь, включающая герметизирующий слой с резиновой прокладкой либо резиновую прослойку, герметизирующий слой и боковины,
3 - брекер;
4 - протектор;
5 - боковина;
6 - бортовое кольцо.
Использование для каркаса кордной ткани 1 из текстильного материала, в котором нити основы и нити утка зафиксированы между собой специальной тонкой обвивочной нитью, обеспечивает существенно лучшую взаимную фиксацию основных (каркасных) нитей корда между собой. Так как текстильный материал не только пропитывают для улучшения связи с резиной, но и покрывают специальным клейким составом, обеспечивающим высокую клейкость к невулканизированной резине, это позволяет не обрезинивать предварительно материал и использовать его сразу в процессе сборки шины.
Согласно предложенному способу такую кордную ткань 1 используют непосредственно на сборочном станке, накладывая ее на цилиндрический (как минимум в центральной части) каркасный барабан либо кордную ткань 1 предварительно накладывают на резиновую деталь 2 в устройстве подачи станка и наматывают их на сборочный барабан совместно единой деталью. Затем могут накладывать другие необходимые резиновые детали, если это необходимо, а также помещают бортовые кольца 6 с крыльями (фиг.1).
Резиновая деталь 2 является комбинированной деталью и включает резиновую прослойку и герметизирующий слой либо резиновую прослойку, герметизирующий слой и боковины 5.
После этого изготавливают брекерно-протекторный пояс и формируют тороидальную заготовку шины (фиг.2). При этом обкладка текстильного материала кордной ткани резиной производится непосредственно в процессе формования шины на сборочном барабане, а затекание резины между нитями и формирования связи резина-корд происходит непосредственно в процессе вулканизации резиной прилегающих деталей шины за счет давления диафрагмы в пресс-форме и высокой температуры.
В качестве примера конкретного выполнения можно привести способ изготовления покрышки пневматической однослойной шины и привести расчет параметров такой покрышки для легкового автомобиля 185/65R14 с одним слоем текстильного корда 18ПДУ в каркасе, двумя металлокордными слоями из корда 3л30 и одним «защитным» текстильным слоем в брекере 3.
В процессе сборки шин используется текстильная кордная ткань 1, изготовленная методом вязания, нити основы и нити утка которой в местах пересечения фиксируют между собой обвивочной нитью. Кордная ткань 1 предварительно пропитана и покрыта составом, обеспечивающим клейкость к резине. Сначала на каркасный сборочный барабан накладывается комбинированная резиновая деталь 2, состоящая из резиновой прослойки, герметизирующего слоя и боковины 5, затем накладывается кордная ткань 1, соответствующая по ширине каркасу (фиг.1). Возможен вариант, когда кордная ткань накладывается на резиновую комбинированную деталь предварительно. В этом случае кордная ткань каркаса и комбинированная резиновая деталь накладываются на каркасный сборочный барабан одновременно. Параллельно на брекерном барабане изготавливается из обрезиненного и раскроенного металлокордного полотна (полосы) брекер 3, если необходимо, накладывается экранирующий текстильный слой и протектор 4. Затем устройство переноса, на котором закрепляются предварительно бортовые кольца 6, сдублированные с крылом, перемещает брекерную заготовку в зону середины каркасного барабана, одновременно фиксируют бортовые кольца 6 за счет диафрагм каркасного барабана. Затем происходит формование заготовки шины за счет одновременного заворота резиновой детали боковины 5 и каркаса вокруг бортового кольца 6 с одновременным сближением бортовых колец и формованием центральной части диафрагмой (фиг.2). Готовая заготовка шины затем вулканизируется в пресс-форме.
В таблице 1 приведены расчетные данные по легковым шинам, собранным известным способом с использованием предварительно обрезиненных текстильных слоев каркаса (Эталон) и предлагаемым способом (Опытная) с применением в качестве кордной ткани каркаса необрезиненной кордной ткани, нити основы и нити утка которой в местах пересечения фиксируются между собой обвивочной нитью и покрываются клейким составом, обеспечивающим клейкость к невулканизированной резине.
Использование предложенного способа изготовления покрышки пневматической однослойной шины обеспечивает повышение эффективности производства за счет экономии энерго- и трудоресурсов и снижение амортизационных отчислений ввиду исключения операций обрезинки и раскроя резино-кордного материала и снижения расхода резины и соответственно снижения веса шины.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОКРЫШКА ПНЕВМАТИЧЕСКОЙ ШИНЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2487016C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| БРЕКЕР ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ С ЭКРАНИРУЮЩИМ СЛОЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2535686C1 |
| Пневматическая радиальная легковая шина | 2021 |
|
RU2797455C2 |
| Пневматическая радиальная легковая шина и легкогрузовая шина | 2021 |
|
RU2793770C2 |
| Пневматическая радиальная легковая шина (варианты) | 2022 |
|
RU2797706C1 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2809312C1 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2802826C1 |
| Грузовая цельнометаллокордная пневматическая шина с усиливающим бандажом | 2017 |
|
RU2671111C1 |
| ПОКРЫШКА ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2012 |
|
RU2496655C1 |
Изобретение относится к шинной промышленности и касается способа изготовления покрышки пневматической однослойной шины. Формируют тороидальную заготовку каркаса из кордной ткани, включающей нити основы и утка, покрытые слоем клейкого состава. Подготавливают и раскраивают армирующие слои брекера, осуществляют сборку, включающую наложение слоев брекера и протектора, формуют и вулканизируют покрышки. Каркас изготавливают из необрезиненной кордной ткани, нити основы и нити утка которой в местах пересечения фиксируют между собой обвивочной нитью и покрывают клейким составом, обеспечивающим клейкость к невулканизированной резине. При сборке шины каркасную кордную ткань накладывают на сборочном барабане непосредственно на резиновую деталь или каркасную кордную ткань предварительно накладывают на резиновую деталь и наматывают на сборочный барабан совместно единой деталью. Изобретение обеспечивает повышение точности расположения нитей каркаса, повышение качества готовой шины при сокращении числа технологических операций в процессе производства каркаса, что снижает затраты на производство и одновременно повышает качественные показатели готовой шины, в первую очередь однородность. 2 з.п. ф-лы, 2 ил., 1 табл.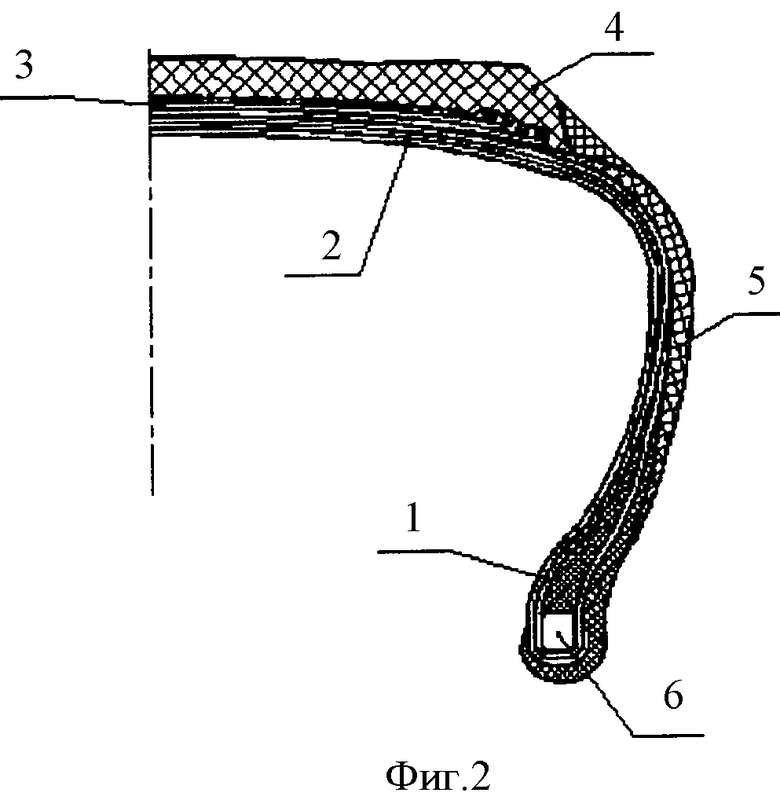
1. Способ изготовления покрышки пневматической однослойной шины, характеризующийся формированием тороидальной заготовки каркаса из кордной ткани, включающей нити основы и утка, покрытые слоем клейкого состава, подготовкой и раскроем армирующих слоев брекера, сборкой, включающей наложение слоев брекера и протектора, формование и вулканизацию покрышки, отличающийся тем, что каркас изготавливают из необрезиненной кордной ткани, нити основы и нити утка которой в местах пересечения фиксируют между собой обвивочной нитью и покрывают клейким составом, обеспечивающим клейкость к невулканизированной резине.
2. Способ изготовления покрышки пневматической однослойной шины по п.1, отличающийся тем, что каркасную кордную ткань накладывают на сборочном барабане непосредственно на резиновую деталь.
3. Способ изготовления покрышки пневматической однослойной шины по п.1, отличающийся тем, что каркасную кордную ткань предварительно накладывают на резиновую деталь и наматывают на сборочный барабан совместно единой деталью.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ С КАРКАСНОЙ АРМАТУРОЙ, ОБРАЗОВАННОЙ ПО КРАЙНЕЙ МЕРЕ ОДНИМ СЛОЕМ НИТЕЙ ИЛИ КОРДОВ | 1994 |
|
RU2129487C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИНЫ (ВАРИАНТЫ) | 1998 |
|
RU2213008C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН (ВАРИАНТЫ) | 1998 |
|
RU2134199C1 |
| Пневматическая шина из эластомерного материала | 1973 |
|
SU584751A3 |
| JP 2006256603 A, 28.09.2006 | |||
| US 3356553 A, 05.12.1967. | |||

