Изобретение относится к пневматическим легковым шинам радиальной конструкции, максимально допустимая скорость эксплуатации которых составляет более 190 км/ч (категория скорости Н, V, W и более), а также всех легко грузовых шин, обрезиненный брекерный браслет которых состоит из двух слоев обрезиненного металлического корда, наложенных крест на крест друг на друга, и одного или двух слоев обрезиненного текстильного слоя.
Известны технические решения пневматических легковых шин с металлокордными и текстильными слоями в брекере: патент РФ №2487016 на изобретение «Покрышка пневматической шины и способ ее изготовления» опубл. 02.03.2013, патент РФ №2702369 на изобретение «Армирующий слой для предметов из эластомерного материала, предпочтительно для пневматических шин транспортного средства, и пневматические шины транспортного средства» опубл. 08.10.2019. Известно техническое решение по материалу для шин патент РФ №2731702 на изобретение «Полиамидная кордная ткань для каркаса многослойных шин» опубл. 08.09.2020.
Наиболее близким аналогом к разработанному решению является техническое решение по патенту 2487016 на изобретение «Покрышка пневматической шины и способ ее изготовления». Изобретение относится к покрышкам автомобильных пневматических шин с экранирующим слоем из текстильного корда и способу их производства. Техническим результатом прототипа является повышение стабильности брекера для высокоскоростных шин, снижение массы шины, повышение однородности готового изделия, снижение рабочей температуры брекерно-протекторной зоны, упрощение процесса изготовления экранирующего слоя шин, повышение механической прочности. Технический результат достигается в покрышке пневматической шины, которая включает экранирующий слой брекера, выполненный из необрезиненного текстильного материала, покрытого клейким к резине веществом. При этом текстильный материал выполнен в виде ленты, образованной из одиночных крученых нитей, приклеенных к уточным нитям и покрытых клейким к резине веществом.
Недостатками данных решений являются недостаточная работоспособность шин, высокая температура катящейся шины, высокое значение коэффициента сопротивления качению, недостаточная коррозионная стойкость обрезиненного брекерного браслета при механических повреждениях шины.
Задачей данного изобретения является разработка пневматической радиальной шины с увеличенной общей работоспособностью, обеспечивающей снижение гистерезисных потерь в обрезиненном брекерном браслете, включающей в себя необрезиненный экранирующий слой, в котором затекание резины между нитями и формирование связи резина-корд происходит непосредственно в процессе вулканизации резиной прилегающих деталей шины за счет давления диафрагмы в пресс-форме и высокой температуры, что приводит к увеличению упругости обрезиненного брекерного браслета и окружной жесткости шины, в результате повышающих характеристику сопротивления шин боковому уводу, позволяющих снизить максимальную температуру катящейся шины и увеличить коррозионную стойкость обрезиненного брекерного браслета при механических повреждениях шины, изобретение расширяет арсенал технических средств.
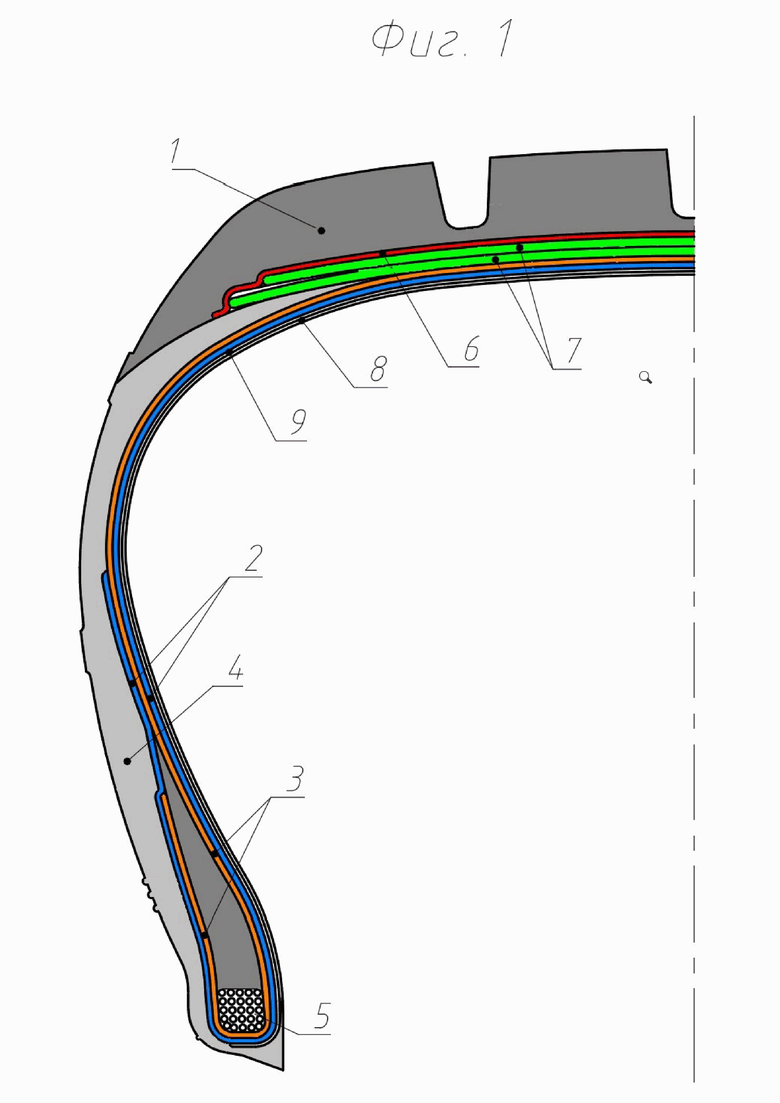
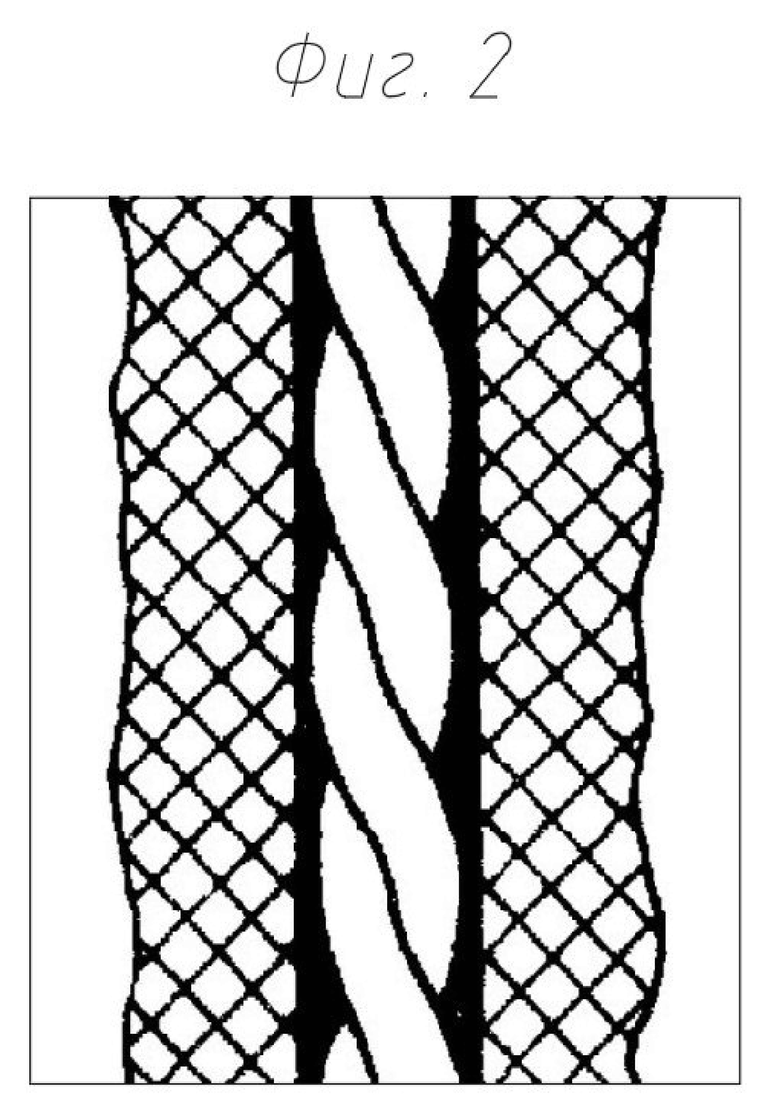
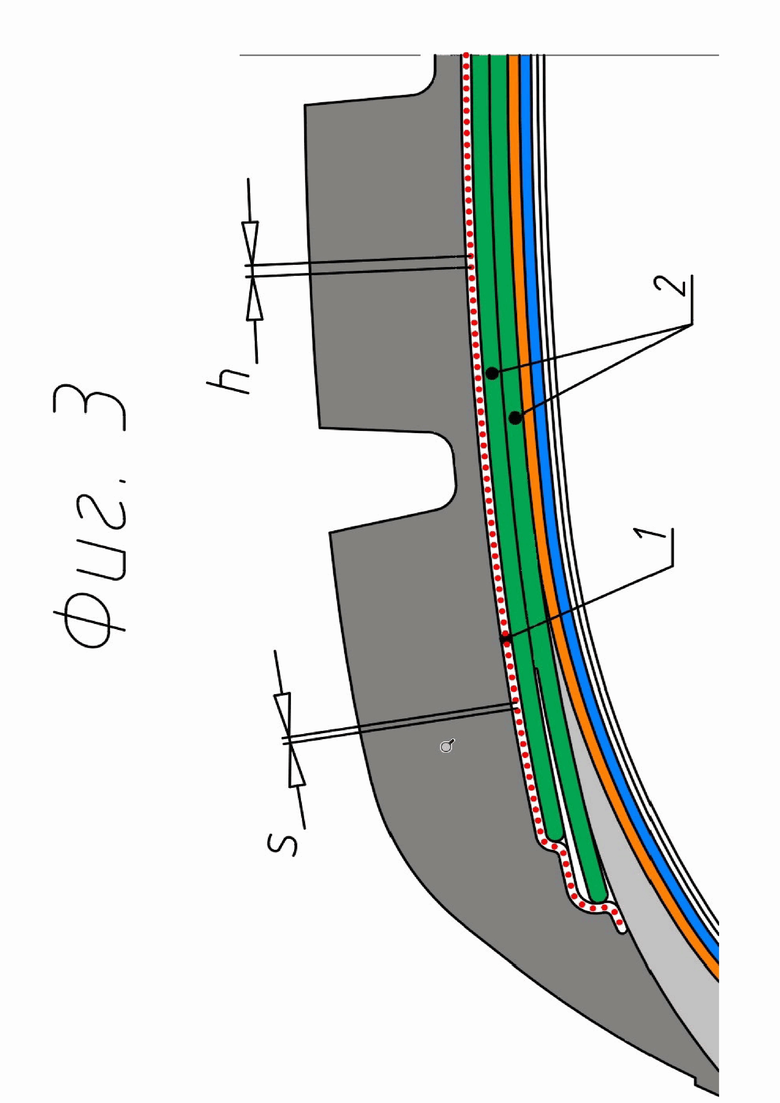
Для достижения поставленной задачи разработана конструкция пневматической легковой шины, состоящей из протектора (1), каркаса, выполненного из текстильных кордов (2, 3), боковин (4), гермослоя (8), техпрослойки (9), бортовых колец (5), обрезиненного брекерного браслета, состоящего из двух слоев обрезиненного металлического корда (7) и одного или двух экранирующих слоев (6), состоящих из необрезиненного клейкого материала, образованного из предварительно пропитанных и термообработанных сдвоенных кордных нитей структуры 0,23 РА 6.6 по утку и 2800/1 РА 6.6 по основе, с толщиной пропитанной нити 0,81±0,05 мм, разрывной нагрузкой полоски ткани по основе не менее 550 даН/27 нитей, числом кручений нити 110±20 оборотов на 1 м и направлением круток по типу «Z», с удлинением полоски ткани по основе 3,0±1,2% при нагрузке 80 даН и 18,0±3,0% при разрыве, уровнем клейкости не менее 6,5 Н/25 см2 и прочностью связи кордной нити с производственной резиновой смесью не менее 14 даН/2,5 см.. Конструкция шины в поперечном сечении приведена на Фиг. 1, конструкция протектерно-брекерной зоны шины - на Фиг. 3. На Фиг. 2 приведено расположение кордной нити, обработанной пропиточным составом, в резиновом слое обрезиненного экранирующего слоя (6).
Главное назначение экранирующего слоя (6) - повышение стабильности брекерного браслета (7) для высокоскоростных шин, повышение однородности готового изделия, снижение рабочей температуры брекерно-протекторной зоны, упрощение процесса изготовления экранирующего слоя шин, снижение материалоемкости изделия, повышение механической прочности. Экранирующий слой (6) в готовой шине по разработанному решению состоит из необрезиненного текстильного материала, покрытого клейким к резине веществом, при этом текстильный материал выполнен в виде ленты, образованной из сдвоенных крученых нитей, приклеенных к уточным нитям и покрытых клейким к резине веществом и последующей спиральной навивки экранирующих лент поверх брекерного браслета с программируемым шагом.
Конструкция навивки и число слоев обрезиненного экранирующего слоя (6) в шине определяются расчетом МКЭ (метод конечных элементов) исходя из заданного внутреннего давления воздуха, нагрузки, типа и назначения шины. Полиамидные нити несут основную нагрузку во время работы шины, обеспечивая механическую прочность, достаточную окружную жесткость, износостойкость и сохранение заданной формы шины. В разработанном решении использовалась необрезиненная лента клейкого анидного материала структуры 10,23 РА 6.6 по утку и 2800/1 РА 6.6 по основе, применяемая к пневматическим легковым шинам радиальной конструкции, максимально допустимая скорость эксплуатации которых составляет более 190 км/ч (категория скорости Н, V, W и более), а также всех легкогрузовых шин.
Брекерный браслет (7) в совокупности с экранирующим слоем (6) в покрышке работает главным образом на растяжение и многократный изгиб. Эти напряжения возникают, как правило, в результате давления воздуха и действия центробежных сил, которые создают в экранирующем слое растягивающие напряжения. Значительное влияние на работу которого оказывают толщина корда, его плотность, теплостойкость и другие физико-механические свойства.
В слоях экранирующего слоя готовой шины по разработанному решению шаг нитей по основе h составляет 1,85±0,08 мм, а по утку 5,0±0,3 мм, что позволяет заполнить промежутки между нитями резиновой смесью. Каждая нить экранирующего слоя брекерного браслета изолирована от соседних и в то же время связана с ними уникальной резиновой смесью. Резина предохраняет кордные нити от влаги, перетирания и способствует равномерному распределению нагрузок между ними. Наличие резины между нитями экранирующего слоя увеличивает массу шины, а, следовательно, влияет на ее эксплуатационные характеристики. Расчетным (методом конечных элементов) и опытным путем подобрана конструкция, толщина экранирующего слоя для соблюдения оптимальных характеристик шин по настоящему изобретению. Толщина обрезиненного экранирующего слоя, полученного в процессе вулканизации резиной прилегающих деталей шины за счет давления диафрагмы в пресс-форме и высокой температуры, составляет 1,0±0,1 мм.
Резиновая смесь, затекающая между нитями и формирующая связь резина-корд экранирующего слоя должна обладать высокой эластичностью, малым теплообразованием, обеспечивать прочную связь с подканавочным слоем протектора и брекерными резинами металлокордного браслета. Ввиду значительной температуры, развивающейся в зоне брекерного браслета и, следовательно, в экранирующем слое при эксплуатации шин, резиновая смесь экранирующего слоя должна обладать высокой температуро - и теплостойкостью. В лучшей степени требованиям высокой эластичности, высокой прочности связи с другими деталями покрышки, температуро- и теплостойкости отвечает натуральный каучук, который применяется в рецептуре.
Резина в экранирующем слое брекерного браслета работает в режиме, близком к режиму заданной деформации. Величина деформации резины определяется максимальной нагрузкой и относительным резиносодержанием в слое (зависит от частоты нитей (шага нитей) экранирующего слоя). Особенностью нагружения резины в слоях брекерного браслета радиальных шин состоит в том, что при повороте шины на 4-6° направление главных деформаций меняется. При этом резина в слоях брекерного браслета испытывает двухосное растяжение, и сдвиг резины в слое составляет около 30%.
На границе «кордная ткань - резиновая смесь» связь обеспечивается вследствие затекания резиновой смеси между элементарными волокнами, а также в результате образования межмолекулярного физического или химического взаимодействия между волокнами и активными функциональными группами. Под воздействием давления и температуры при вулканизации между волокном и ингредиентами резиновой смеси подканавочного слоя возникает межмолекулярное взаимодействие, происходит миграция ингредиентов резиновой смеси из резины в корд. Введение в резиновую смесь для обрезинивания металлокордного брекера специальных добавок с активными функциональными группами приводит к существенному повышению прочности связи системы вследствие образования химических связей. За счет модификации эластомерной матрицы улучшаются упруго-прочностные свойства резин в граничных областях, увеличивается густота пространственной сетки, обуславливающая возрастание прочности адгезионного соединения.
Одним из самых эффективных методов повышения адгезивных свойств резины с кордной нитью структуры РА 6.6 является обработка различными пропиточными составами. После обрезинивания и вулканизации формируется трехкомпонентная система: нить - адгезив - резина, имеющая две межфазные поверхности (Фиг. 2). Основой пропиточных составов являются латексы различных каучуков. При подборе рецептуры пропиточного состава стараются обеспечить образование межфазных химических связей, что в сочетании с интенсивными ван-дер-ваальсовыми взаимодействиями делает область контакта нить - адгезив достаточно прочной и долговечной. Поверхность адгезив - резина значительно менее развита, и, хотя между материалами образуется много химических связей в результате совулканизации и других реакций, разрушение системы почти всегда происходит именно в этой области. На прочность связи в системе нить - адгезив - резина влияют: химическое строение и структура поверхности нити, состав и свойства примененного адгезива и рецептура резиновой смеси (наличие модификаторов). Необходимость модификаторов в резиновой смеси диктуется требованиями достижения заданной разрывной прочности экранирующей ленты, допустимых удлинений как при разрыве, так и при рабочих нагрузках, плюс необходимостью гарантировать стабильную связь в межфазной поверхности.
Конструктивные параметры экранирующих слоев шины, характеристики примененной ленты клейкого анидного материала, в сочетании с использованием уникальных резин, позволяют достичь высоких прочностных характеристик, адгезионных свойств экранирующего слоя в пневматических радиальных шинах, как в связи нитей экранирующего слоя с резиновой смесью, так и со смежными резиновыми смесями брекерного браслета и подканавочного слоя протектора.
Для достижения технического результата разработана опытная резиновая смесь, обладающая высокой эластичностью, температуро - и теплостойкостью, со следующими прочностными показателями (значения приведены в таблице 1).
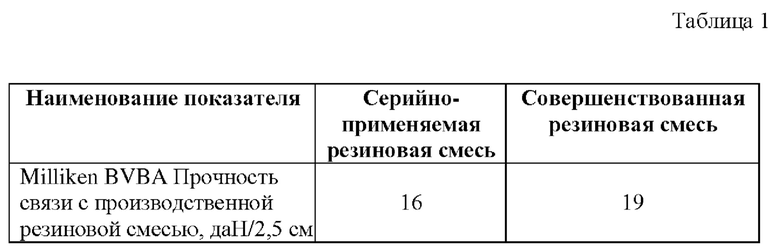
По настоящему изобретению были изготовлены шины 185/75R16C с одним экранирующим слоем и 205/55R16 с двумя экранирующими слоями из необрезиненного клейкого материала, образованного из предварительно пропитанных и термообработанных сдвоенных кордных нитей структуры 0,23 РА 6.6 по утку и 2800/1 РА 6.6 по основе, с толщиной пропитанной нити 0,81±0,05 мм, разрывной нагрузкой полоски ткани по основе не менее 550 даН/27 нитей, числом кручений нити 110±20 оборотов на 1 м и направлением круток по типу «Z», с удлинением полоски ткани по основе 3,0±1,2% при нагрузке 80 даН и 18,0±3,0% при разрыве, уровнем клейкости не менее 6,5 Н/25 см2 и прочностью связи кордной нити с производственной резиновой смесью не менее 14 даН/2,5 см, с применением опытной резиновой смеси, затекание которой между нитями и формирование связи резина-корд происходит непосредственно в процессе вулканизации резиной прилегающих деталей шины за счет давления диафрагмы в пресс-форме и высокой температуры.
По итогам испытаний разработанные шины соответствуют требованиям Правил ООН №30, №117 и в сравнении с прототипом обеспечивают увеличение работоспособности пневматической шины на высоких скоростях (до +5%), снижение гистерезисных потерь в брекерных слоях (что приводит к снижению коэффициента сопротивления качению до 4%), упрощение процесса изготовления экранирующего слоя, повышение эффективности производства за счет экономии энерго- и трудоресурсов ввиду исключения операций обрезинивания и раскроя резино-кордного материала при снижении расхода резины и, соответственно, снижение массы шины и повышении потребительских качеств готового изделия а также увеличение окружной жесткости шины, влияющих на улучшение сопротивления шин боковому уводу и снижение потерь на качение, достигая заявленный технический результат всей заявляемой совокупностью существенных признаков данного изобретения.
Разработанное решение может быть осуществлено на стандартном оборудовании с использованием стандартной технологии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматическая радиальная легковая шина | 2021 |
|
RU2797455C2 |
| Пневматическая радиальная легковая шина (варианты) | 2022 |
|
RU2797706C1 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2802826C1 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2809312C1 |
| Пневматическая радиальная легковая шина и легкогрузовая шина | 2021 |
|
RU2793769C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| ПОКРЫШКА ПНЕВМАТИЧЕСКОЙ ШИНЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2487016C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| БРЕКЕР ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ С ЭКРАНИРУЮЩИМ СЛОЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2535686C1 |
| Пневматическая радиальная высокоскоростная шина (варианты исполнения брекерно-протекторной части) | 2024 |
|
RU2828340C1 |
Изобретение относится к автомобильным пневматическим легковым шинам радиальной конструкции, максимально допустимая скорость эксплуатации которых составляет более 190 км/ч (категория скорости Н, V, W и более). Пневматическая шина состоит из протектора, каркаса, выполненного из текстильных кордов, боковин, бортовых колец, обрезиненного брекерного браслета, состоящего из двух слоев обрезиненного металлического корда и от одного до двух экранирующих слоев, состоящих из необрезиненного клейкого материала. При этом шина отличается образованием необрезиненного клейкого материала из предварительно пропитанных и термообработанных сдвоенных кордных нитей структуры 0,23 PA 6.6 по утку и 2800/1 PA 6.6 по основе. Толщиной пропитанной нити 0,81 ± 0,05 мм. Разрывная нагрузка полоски ткани по основе не менее 550 даН/27 нитей. Число кручений нити 110 ± 20 оборотов на 1 м с направлением круток по типу «Z». Удлинение полоски ткани по основе 3,0 ± 1,2% при нагрузке 80 даН и 18,0 ± 3,0% при разрыве. Уровень клейкости не менее 6,5 Н/25см2. Прочность связи кордной нити с производственной резиновой смесью не менее 14 даН/2,5 см. Технический результат – улучшение эксплуатационных характеристик шины. 1 з.п. ф-лы, 3 ил., 1 табл.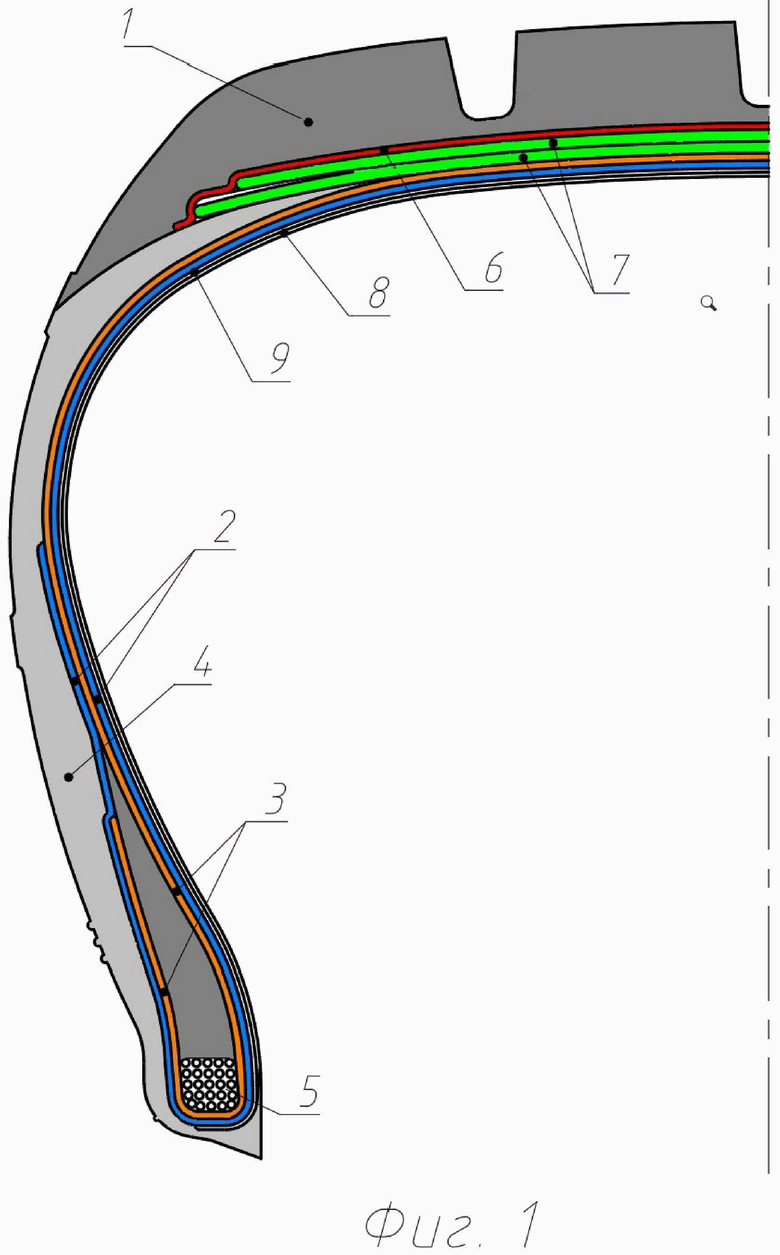
1. Пневматическая легковая шина, состоящая из протектора, каркаса, выполненного из текстильных кордов, боковин, бортовых колец, обрезиненного брекерного браслета, состоящего из двух слоев обрезиненного металлического корда и от одного до двух экранирующих слоев, состоящих из необрезиненного клейкого материала, отличающаяся образованием необрезиненного клейкого материала из предварительно пропитанных и термообработанных сдвоенных кордных нитей структуры 0,23 PA 6.6 по утку и 2800/1 PA 6.6 по основе, с толщиной пропитанной нити 0,81 ± 0,05 мм, разрывной нагрузкой полоски ткани по основе не менее 550 даН/27 нитей, числом кручений нити 110 ± 20 оборотов на 1 м и направлением круток по типу «Z», с удлинением полоски ткани по основе 3,0 ± 1,2% при нагрузке 80 даН и 18,0 ± 3,0% при разрыве, уровнем клейкости не менее 6,5 Н/25см2 и прочностью связи кордной нити с производственной резиновой смесью не менее 14 даН/2,5 см.
2. Пневматическая легковая шина по п. 1, содержащая в слоях экранирующего слоя готовой шины нити с шагом по основе 1,85 ± 0,08 мм, а по утку 5,0 ± 0,3 мм, причем толщина обрезиненного экранирующего слоя, полученного в процессе вулканизации резиной прилегающих деталей шины, составляет 1,0 ± 0,1 мм.
| ПОКРЫШКА ПНЕВМАТИЧЕСКОЙ ШИНЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2487016C2 |
| АРМИРУЮЩИЙ СЛОЙ ДЛЯ ИЗДЕЛИЙ ИЗ ЭЛАСТОМЕРНОГО МАТЕРИАЛА, ПРЕДПОЧТИТЕЛЬНО ДЛЯ ПНЕВМАТИЧЕСКИХ ШИН ТРАНСПОРТНОГО СРЕДСТВА, И ПНЕВМАТИЧЕСКАЯ ШИНА ТРАНСПОРТНОГО СРЕДСТВА | 2017 |
|
RU2703441C1 |
| WO 2014001039 A1, 03.01.2014 | |||
| EP 2781367 B1, 14.12.2016. | |||

