Изобретение относится к области электронных носителей информации и передачи данных, а именно к способу изготовления устройства, представленного в виде пластикового брелока, оснащенного встроенной RFID-меткой.
В настоящее время известны способы производства полноцветных брелоков с полноцветной печатью, оснащенных встроенной RFID-меткой.
Так известен способ производства брелока, описанный в патенте на изобретение RU 2715172 С1, опубл. 25.02.2020, заключающийся в том, что собирают пакет для заготовки основы, включающий центральный преламинат с установленной как минимум одной RFID-меткой, прилегающие к преламинату с двух сторон декоративно-информационный слой лицевой стороны и декоративно-информационный слой оборотной стороны, к которым прилегают внешние защитные ламинирующие слои из поливинилхлорида, затем соединяют все слои и к внешним защитным ламинирующим слоям из поливинилхлорида для получения шероховатой поверхности накладывают металлические пластины, имеющие шероховатую поверхность с одной стороны, которые примыкают стороной с шероховатой поверхностью к внешним защитным ламинирующим слоям, после чего прессуют пакет для заготовки основы в пресс-ламинаторе термокомпрессионным способом под давлением с получением заготовки для основы в виде спрессованного листа, от которого удаляют металлические пластины, из заготовки для основы высекают основу, имеющую защитные ламинирующие внешние слои из поливинилхлорида с шероховатой поверхностью, далее основу укладывают в удерживающую форму и покрывают шероховатые поверхности внешних защитных ламинирующих слоев из поливинилхлорида слоем жидкого материала на основе полиуретана с получением слоев композитной линзы, полученные пластиковые брелоки высушивают, извлекают из формы и упаковывают.
Недостатки:
При изготовлении брелков согласно патенту RU 2715172 невозможно нанести последовательную печатную нумерацию на брелоке, включая чтение и печать UID кода по причине первоначальной полной вырубки брелка с листа и соответственно повышенной трудоемкостью на этапе персонализации и этапе контроля качества, повышенным затратам на вырубку, сборку и позиционирование брелков перед заливкой.
Известен способ, описанный в патенте на RU 2629143 C1, опубл. 24.08.2017 (ближайший аналог), заключающийся в следующем:
Используют листовые материалы слоев брелока одинакового размера, при этом вначале формируют центральный преламинат, для чего на лист с установленной RFID-меткой(ами) укладывают с двух сторон, лицевой и обратной стороны, пластиковые листы и термокомпрессионным способом соединяют листы между собой, далее формируют многослойную конструкцию - основу, для чего с обеих сторон центрального преламината укладывают по информационно-декоративному листу и защитному ламинирующему слою, затем термокомпрессионным способом соединяют все листы между собой, из полученной многослойной конструкции высекают множество, например 24, 48, 72 и более, заготовок брелоков со сквозными круглыми отверстиями каждый, при этом брелоки удерживаются на основе за полукруг с угла вблизи отверстия, причем на полукруге сделаны две надсечки, затем все заготовки покрывают с одной стороны жидким материалом на основе полиуретана, далее идет процесс полимеризации, после чего лист с заготовками переворачивают и покрывают все заготовки с другой стороны жидким материалом на основе полиуретана, при полимеризации которого образуется обратный слой композитной линзы, затем многослойный лист с заготовками высушивают, а готовые брелоки извлекают из основы и упаковывают.
Недостатки:
Однако, данный способ изготовления RFID брелоков отличается множеством недостатков. При изготовлении брелоков согласно этого способа существует проблема повышенного брака при заливке смолой ввиду невозможности выравнивания брелока относительно основного листа после надсечки на углу, что ведет к нестабильности заливки брелока смолой, по причине невозможности позиционирования основной части брелока относительно основного листа, так как при надсечке брелока, после удара штампом для нанесения надсечки брелок может изменить свое положение относительно листа в непредсказуемой плоскости.
Данную проблему невозможно решить выравниванием листа с помощью ровного основания на стадии заливки, по причине возможного перекоса брелка в двух и более плоскостях относительно основного листа после этапа надсечки.
Кроме того, способ из указанного аналога, обладает существенным недостатком по причине использования слоя клея для соединения основы и композитной линзы. Крепление композитной линзы с помощью клея на гладкие поверхности основы также не обеспечивает необходимого сцепления, и конструкция в целом не обладает достаточной прочностью в этом случае. Использование клея усложняет производство и удорожает всю конструкцию в целом.
Задачей настоящего изобретения является создание способа изготовления удобного, надежного, эргономичного, миниатюрного и удобного в использовании пластикового брелока с полноцветной печатью и RFID-меткой, выполняющего функцию смарт-карты с минимизацией брака на этапе заливки и возможностью печатной и электронной персонализации брелоков при расположении их на листе.
Технический результат: Заявляемый способ позволяет получить конструкцию пластикового брелока, обладающую повышенной прочностью по сравнению с ближайшим аналогом, а также повышенной устойчивостью к физическим нагрузкам, возникающим в повседневном использовании. Способ позволяет исключить перекос брелока в двух и более плоскостях относительно основного листа после этапа нанесения надсечки.
Технический результат достигается нанесением по меньшей мере двух перемычек между основным листом и телом брелока. При этом брелоки остаются на листе основы, удерживаясь за по меньшей мере две перемычки между основным листом и телом брелока, причем на каждой перемычке сделаны по меньшей мере две надсечки, которые впоследствии облегчают извлечение брелоков из основы. Перемычки обеспечивают надежную фиксацию брелока относительно основы, что на этапе заливки позволяет заливать поверхность, находящуюся строго в одной плоскости с основой.
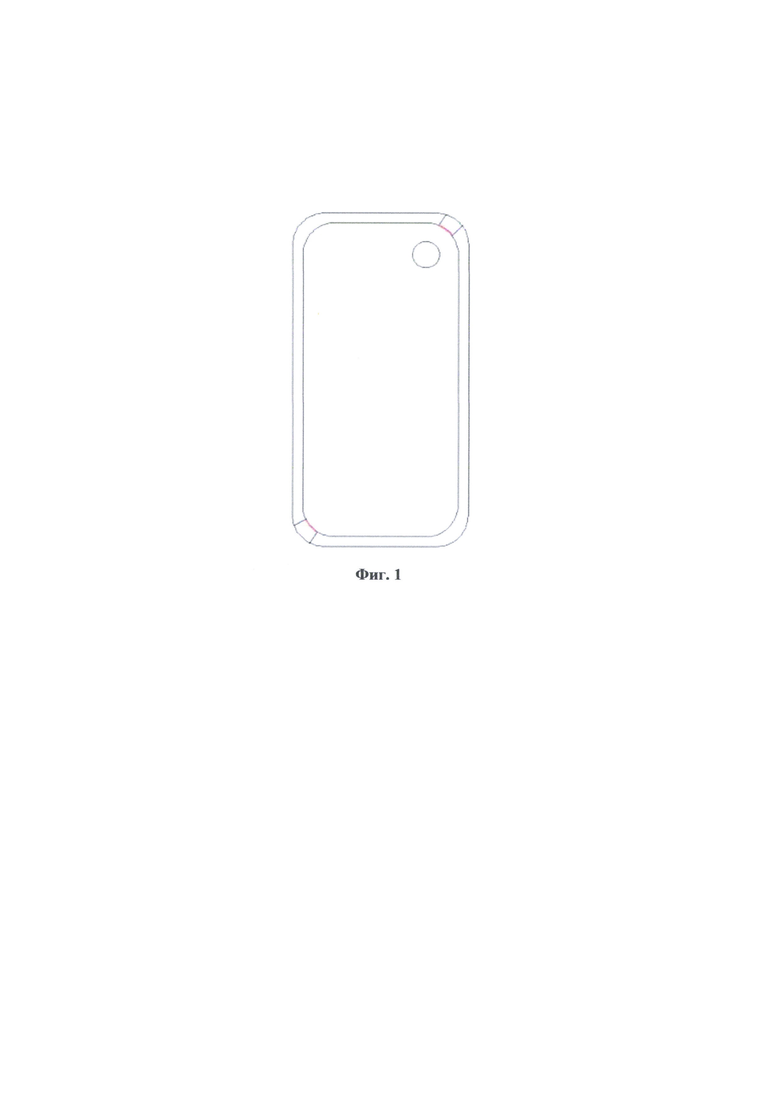
Предложен способ изготовления пластикового брелока, заключающийся в том, что вначале формируют центральный преламинат, далее формируют многослойную конструкцию - основу, для чего с обеих сторон центрального преламината укладывают по информационно-декоративному листу и защитному ламинирующему слою, затем термокомпрессионным способом соединяют все листы между собой, из полученной многослойной конструкции высекают множество заготовок брелоков со сквозными отверстиями каждый, при этом брелоки удерживаются на основе, все заготовки поверх основы с двух сторон покрывают жидким материалом (напр. полиуретан и пр.), многослойный лист с заготовками высушивают, а готовые брелоки извлекают из основы и упаковывают, отличающийся тем, что на этапе заливки брелоки остаются на листе основы, удерживаясь за по меньшей мере две перемычки, расположенные между основным листом и телом брелока и фиксирующие брелок относительно основы, причем на каждой перемычке сделаны по меньшей мере две надсечки, обеспечивающие извлечение брелоков из основы.
Полученный брелок представлен на Фиг. 1.
Способ изготовления пластикового брелока заключается в том, что брелок изготавливают на оборудовании, предназначенном для изготовления пластиковых смарт-карт, при этом используют листовые материалы одинакового размера, например формата 295×480 мм.
Оборудование, используемое для изготовления:
1. Печатная машина для запечатывания информационно-декоративного слоя;
2. Пресс-ламинатор для спекания слоев брелока термокомпрессионным способом;
3. Вырубный штамп.
Вначале формируют центральный преламинат, для чего на лист с установленной одной или несколькими RFID-меткой(ами), укладывают с двух сторон, лицевой и обратной стороны, пластиковые листы и термокомпрессионным способом соединяют листы между собой. Далее формируют многослойную конструкцию - основу, для чего с обеих сторон центрального преламината укладывают по информационно-декоративному листу и защитному ламинирующему слою. Затем термокомпрессионным способом соединяют все листы между собой.
Из полученной многослойной конструкции высекают множество, например 12, 24, 48, 72 и более, заготовок брелоков со сквозными отверстиями каждый.
При этом брелоки остаются на листе основы, удерживаясь за по меньшей мере две перемычки между основным листом и телом брелока, причем на каждой перемычке сделаны по меньшей мере две надсечки, которые впоследствии облегчают извлечение брелоков из основы. Перемычки осуществляют надежную фиксацию брелока относительно основы, что на этапе заливки позволяет заливать поверхность, находящуюся строго в одной плоскости с основой.
Далее заготовки брелоков покрывают вначале, с одной стороны, жидким материалом на основе полиуретана или другого композитного материала, перемещают на лоток и оставляют на 4-6 часов для полимеризации и сушки. В процессе полимеризации материал линзы надежно прилипает к PVC основе, что не позволяет ей отслаиваться в процессе использования и хранения брелока. Температура и вязкость жидкого материала для получения необходимого объема и высоты композитной линзы, подбирается эмпирическим способом, при этом в него добавляют добавки, в том числе антибактериальную. В результате введенных добавок композитная линза становится устойчивой к загрязнению, к многократным перегибам, не пропускает ультрафиолетовый свет. После высыхания лист основы с заготовками брелоков переворачивают и покрывают жидким материалом на основе полиуретана или другого композитного материала, с другой стороны, для образования обратного слоя композитной линзы. Полученные, таким способом, готовые брелоки высушивают, извлекают из основы и упаковывают.
Настоящее изобретение относится к области вычислительной техники. Технический результат заключается в повышении прочности и устойчивости к физическим нагрузкам в процессе использования брелока. Технический результат достигается за счёт того, что при изготовлении пластикового брелока с полноцветной печатью, оснащенного встроенной RFID-меткой, на этапе заливки брелоки остаются на листе основы, удерживаясь за по меньшей мере две перемычки, расположенные между основным листом и телом брелока и фиксирующие брелок относительно основы, причем на каждой перемычке сделаны по меньшей мере две надсечки, обеспечивающие извлечение брелоков из основы, тем самым позволяя исключить перекос брелока в двух и более плоскостях относительно основного листа после этапа нанесения надсечки. 1 ил.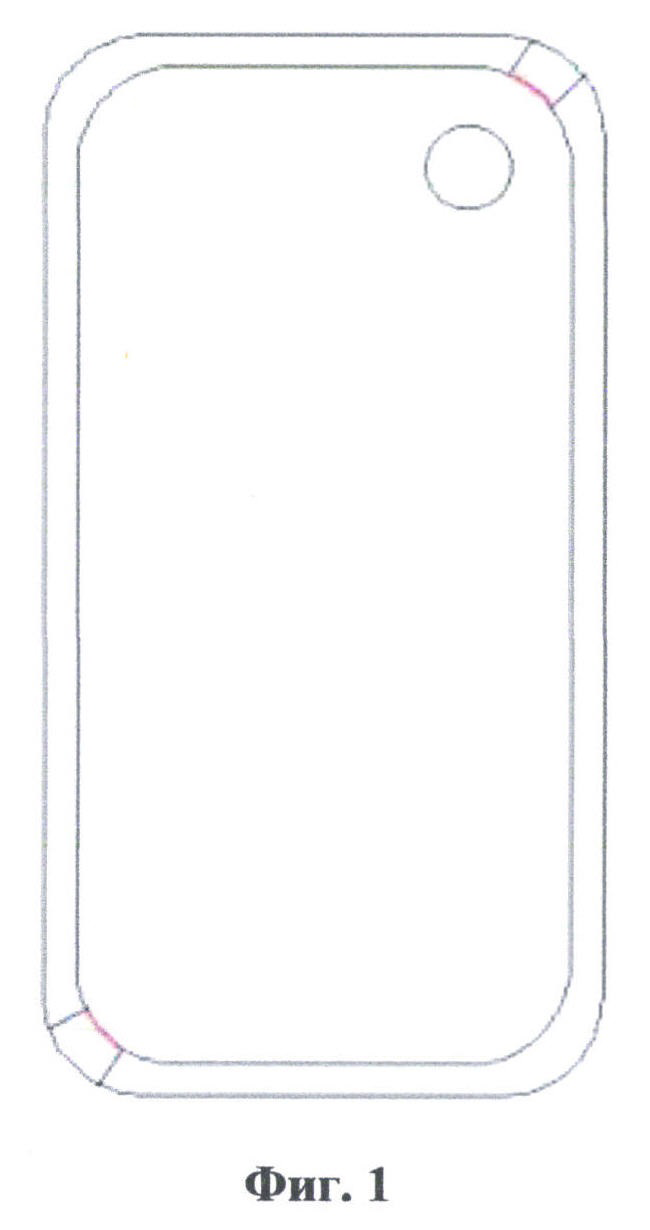
Способ производства пластикового брелока, заключающийся в том, что вначале формируют центральный преламинат, далее формируют многослойную конструкцию - основу, для чего с обеих сторон центрального преламината укладывают по информационно-декоративному листу и защитному ламинирующему слою, затем термокомпрессионным способом соединяют все листы между собой, из полученной многослойной конструкции высекают множество заготовок брелоков со сквозными отверстиями каждый, при этом брелоки удерживаются на основе, все заготовки поверх основы с двух сторон покрывают жидким материалом на основе композитного материала, многослойный лист с заготовками высушивают, а готовые брелоки извлекают из основы и упаковывают, отличающийся тем, что на этапе заливки брелоки остаются на листе основы, удерживаясь за по меньшей мере две перемычки, расположенные между основным листом и телом брелока и фиксирующие брелок относительно основы, причем на каждой перемычке сделаны по меньшей мере две надсечки, обеспечивающие извлечение брелоков из основы.
| Пластиковый брелок с полноцветной печатью, оснащенный встроенной RFID-меткой, и способ его изготовления | 2016 |
|
RU2629143C1 |
| Пластиковый брелок, оснащенный встроенной RFID-меткой, и способ его изготовления | 2019 |
|
RU2715172C1 |
| Конструкция транспондера для радиочастотной идентификации с втулкой и втулка для него | 2020 |
|
RU2772233C2 |
| US 20110101106 A1, 05.05.2011 | |||
| US 20150221242 A1, 06.08.2011. | |||

