[0001] Данная заявка испрашивает приоритет и преимущество предварительной заявки США № 62/728,456, поданной 7 сентября 2018 г. и озаглавленной «Адаптивное управление ускорением для упаковочной машины», полное содержание которой включено в настоящий документ посредством ссылки.
Область техники
[0002] Настоящее изобретение относится к упаковочным машинам. В частности, настоящее изобретение относится к способам и устройству для адаптации ускорения для упаковочных машин.
Уровень техники
[0003] Продажи товаров и услуг через Интернет резко выросли в последние годы, и ожидается, что эта тенденция сохранится. Подавляющее большинство онлайн заказов доставляется покупателю, поэтому для доставки требуется упаковка большинства продуктов, приобретенных онлайн. Поскольку заказывается широкий ассортимент продуктов, упаковка может создать ряд проблем для производителей и дистрибьюторов. Например, хотя продукты всех форм и размеров должны быть упакованы и отправлены покупателям, производители и/или дистрибьюторы могут использовать упаковочные машины, которые способны только упаковывать продукты конкретного размера или незначительного диапазона размеров.
[0004] Кроме того, когда клиент заказывает продукты онлайн, он может заказать два или более продуктов вместе. Вместо того, чтобы упаковывать каждый продукт отдельно, производитель и/или дистрибьютор могут сэкономить место и время, упаковав два или более продуктов вместе в одну упаковку. Однако современные упаковочные машины ограничивают возможность производителей и/или дистрибьюторов укладывать или иным образом комбинировать два или более продуктов одного заказа в одной упаковке. Современные упаковочные машины, как правило, предназначены только для обработки определенных размеров и/или комбинаций продуктов, заказанных клиентом. В соответствии с этим, производители и/или дистрибьюторы не могут модернизировать или реконфигурировать свои существующие упаковочные машины, чтобы оперативно выполнять каждый уникальный заказ клиента. Таким образом, современные упаковочные машины не могут эффективно адаптироваться к различным размерам и комбинациям продуктов, заказываемых клиентами онлайн.
[0005] Одной из проблем, с которыми современные упаковочные машины сталкиваются при работе с таким широким диапазоном продуктов и комбинаций продуктов, является смещение, опрокидывание или иным образом выпадение продуктов из положения во время процесса упаковки. Например, упаковочные машины обычно включают в себя одну или более конвейерных лент, которые транспортируют продукты в упаковочную машину, через нее и из нее. Часто продукты передаются с одной конвейерной ленты на другую. Скорости и/или ускорения, с которыми эти различные конвейерные ленты транспортируют продукты или передают продукты с одной конвейерной ленты на другую, обычно не устанавливаются на основе размеров продукта (продуктов) и трения между продуктом (продуктами) и конвейерными лентами. Таким образом, конвейерная лента упаковочной машины, имеющая заданную скорость и/или ускорение, может вызывать опрокидывание, смещение или иным образом выпадение некоторых продуктов из положения при транспортировке на различных конвейерных лентах.
[0006] Продукты, которые уложены друг на друга для упаковки как единое целое, дополнительно усложняют и затрудняют процессы упаковки. Продукты, транспортируемые по одной или более конвейерным лентам для упаковки, имеют различные коэффициенты трения, которые зависят от материалов продукта. Кроме того, любые два продукта, контактирующие друг с другом, когда они транспортируются вдоль конвейерных лент, могут иметь различное трение между ними. Подобно продуктам, которые являются слишком легкими или слишком высокими для существующих упаковочных машин, продукты или группы продуктов, которые имеют низкое трение между продуктом и конвейерной лентой или между уложенными друг на друга продуктами, могут сместиться, наклониться или иным образом выпасть из положения, если скорость или ускорение конвейерных лент являются слишком высокими. Однако снижение ускорения различных конвейерных лент для размещения всех или большинства продуктов, которые могут быть заказаны клиентами, снижает производительность.
[0007] Опять же, следует понимать, что для производителей и/или дистрибьюторов невозможно перепроектировать или реконфигурировать свои существующие упаковочные машины для обработки переменных фрикционных свойств заказываемых и упаковываемых продуктов.
[0008] Соответственно, существует ряд проблем в данной области техники, которые необходимо решить. Заявленный здесь объект не ограничивается вариантами осуществления, которые устраняют какие-либо недостатки или работают только в средах, таких как описанные выше. Скорее, этот предшествующий уровень предназначен только для иллюстрации одного примера области технологии, в которой могут быть реализованы некоторые варианты осуществления, описанные здесь.
Сущность изобретения
[0009] Настоящее изобретение относится к упаковочным машинам. В частности, настоящее изобретение относится адаптируемому управлению скоростью и/или ускорением для упаковочных машин. Например, в варианте осуществления по настоящему изобретению, способ подачи продуктов в упаковочную машину включает размещение одного или более продуктов на первой приводной линии. Определяются размеры и/или вес продуктов и трение между продуктами и первой приводной линией. Кроме того, первая приводная линия имеет профиль скорости и/или ускорения, который может быть отрегулирован на основе определенных размеров и/или веса и трения одного или более продуктов. Первая приводная линия может передавать один или более продуктов на вторую приводную линию.
[0010] В варианте осуществления настоящего изобретения, способ подачи продуктов в упаковочную машину включает размещение одного или более продуктов на первой приводной линии и определение размеров и/или веса одного или более продуктов. Кроме того, также может быть определено первое трение между одним или более продуктами и первой приводной линией. Аналогичным образом может быть определено второе трение между одним или более продуктами и второй приводной линией. Один или более продуктов перемещаются от первой приводной линии ко второй приводной линии, причем каждая приводная линия имеет профиль скорости и/или ускорения. Профили скорости и/или ускорения первой и второй приводных линий могут быть отрегулированы на основе первого трения, второго трения, а также размеров и/или веса одного или более продуктов.
[0011] В варианте осуществления настоящего изобретения, упаковочная машина включает в себя первую приводную линию и вторую приводную линию. Первая приводная линия включает в себя первый конвейерный механизм, который направляет один или более продуктов вдоль первой приводной линии, и механизм перемещения. Механизм перемещения выполнен с возможностью перемещения первой приводной линии, по меньшей мере, в двух направлениях. Вторая приводная линия также включает конвейерный механизм. Упаковочная машина также включает в себя сканирующий механизм, выполненный с возможностью определения размеров и/или веса и одного или более коэффициентов трения, связанных с одним или более продуктами, упаковываемыми упаковочной машиной.
[0012] Эта сущность изобретения предоставлена для ознакомления с выбором идей в упрощенной форме, которые дополнительно описаны ниже в подробном описании. Это краткое изложение не предназначено как для идентификации ключевых или существенных признаков заявленного объекта изобретения, так и не предназначено для использования в качестве определения объема заявленного объекта изобретения. Дополнительные признаки и преимущества раскрытых вариантов осуществления будут изложены в описании, которое последует, и частично будут очевидны из описания или могут быть уяснены при осуществлении изобретения на практике. Эти и другие признаки станут более полно очевидными из последующего описания и прилагаемой формулы изобретения или могут быть уяснены практикой настоящего изобретения.
Краткое описание чертежей
[0013] Для дополнительного разъяснения вышеприведенных и других преимуществ и признаков настоящего изобретения, более конкретное описание изобретения будет передано посредством ссылки к конкретным его вариантам осуществления, которые иллюстрированы на прилагаемых чертежах. Следует понимать, что на этих чертежах показаны только иллюстративные варианты осуществления изобретения и поэтому они не должны рассматриваться как ограничивающие его объем. Изобретение будет описано и объяснено с дополнительной конкретизацией и детализацией посредством использования прилагаемых чертежей, на которых:
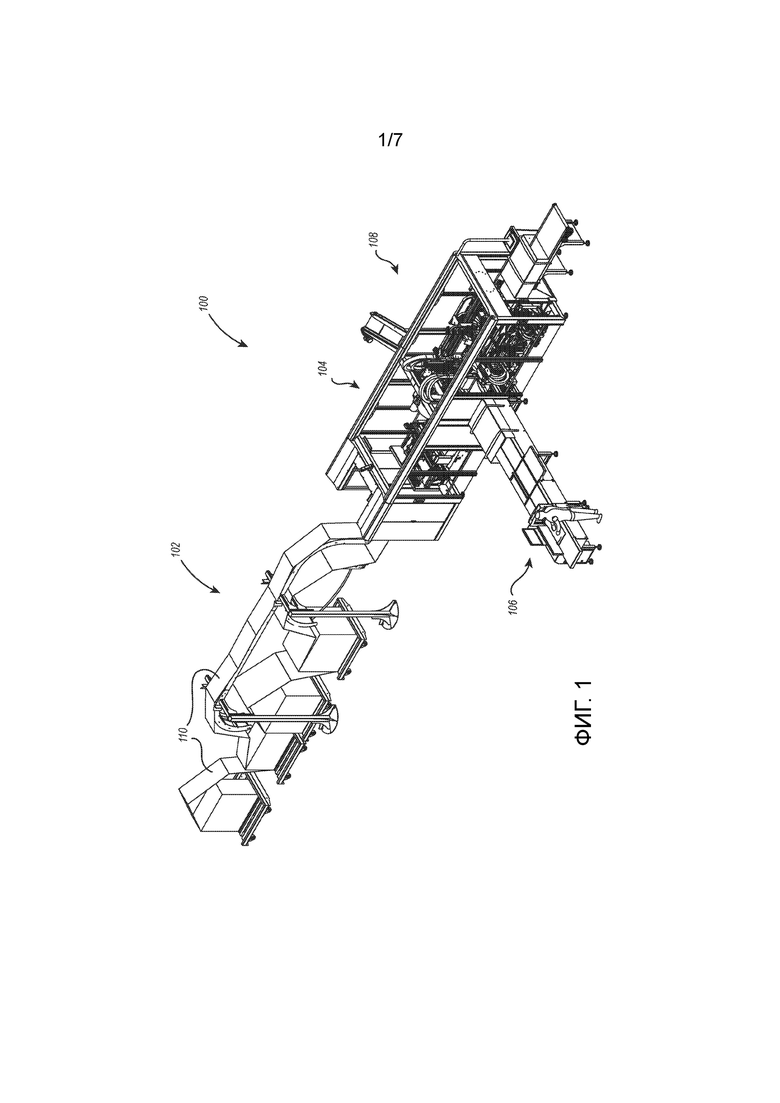
[0019] Фиг.1 - пример упаковочной системы, включающей систему подачи материала, машину для вырезания заготовки, устройство подачи продукта, и машину для образования коробки;
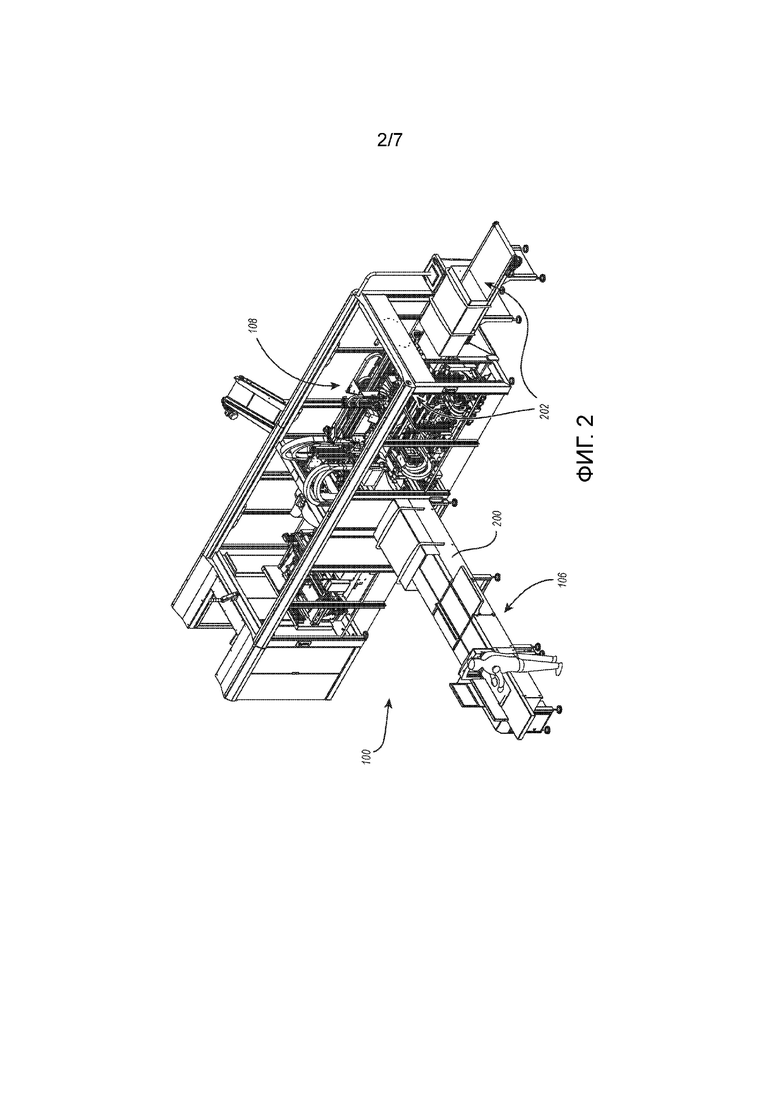
[0020] Фиг.2 - вид в крупном масштабе участка системы, иллюстрированной на фиг.1, включающего устройство подачи продукта и машину для образования коробки;
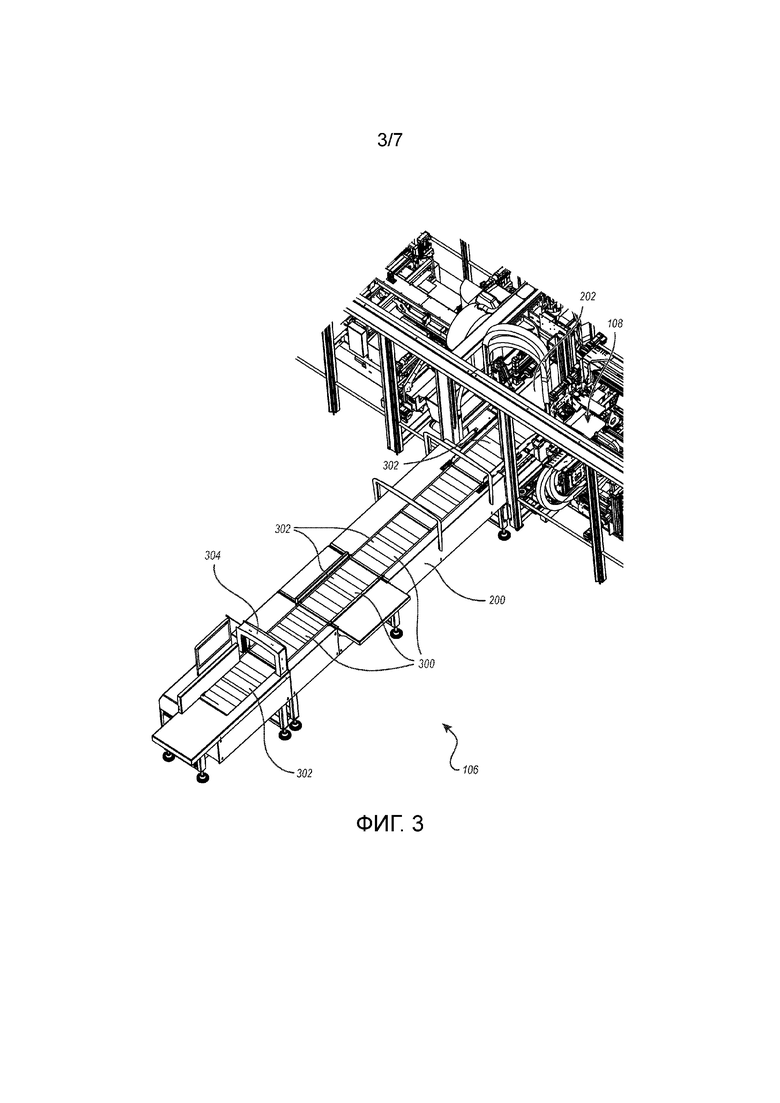
[0016] Фиг.3 - вид в перспективе варианта осуществления устройства подачи продукта, включающего в себя множество конвейерных механизмов, расположенных продольно вдоль приводной линии устройства подачи продукта;
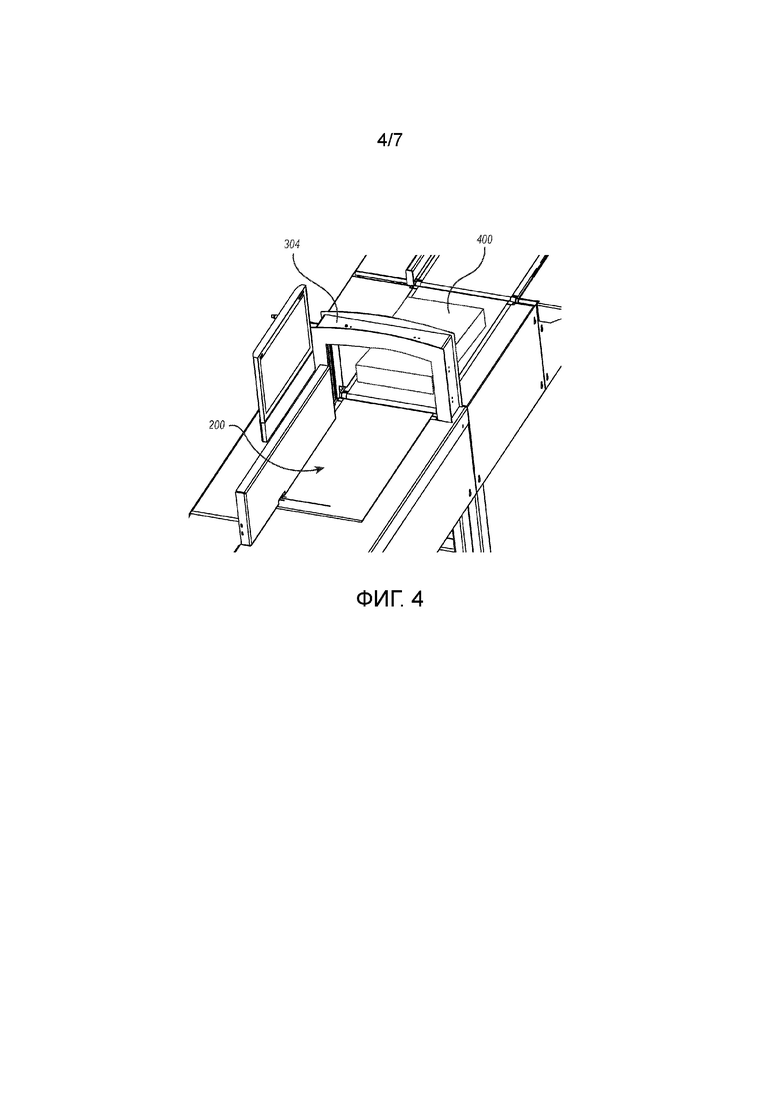
[0017] Фиг.4 - вариант осуществления механизма сканирования продукта, расположенного на первом конце устройства подачи продукта или рядом с ним;
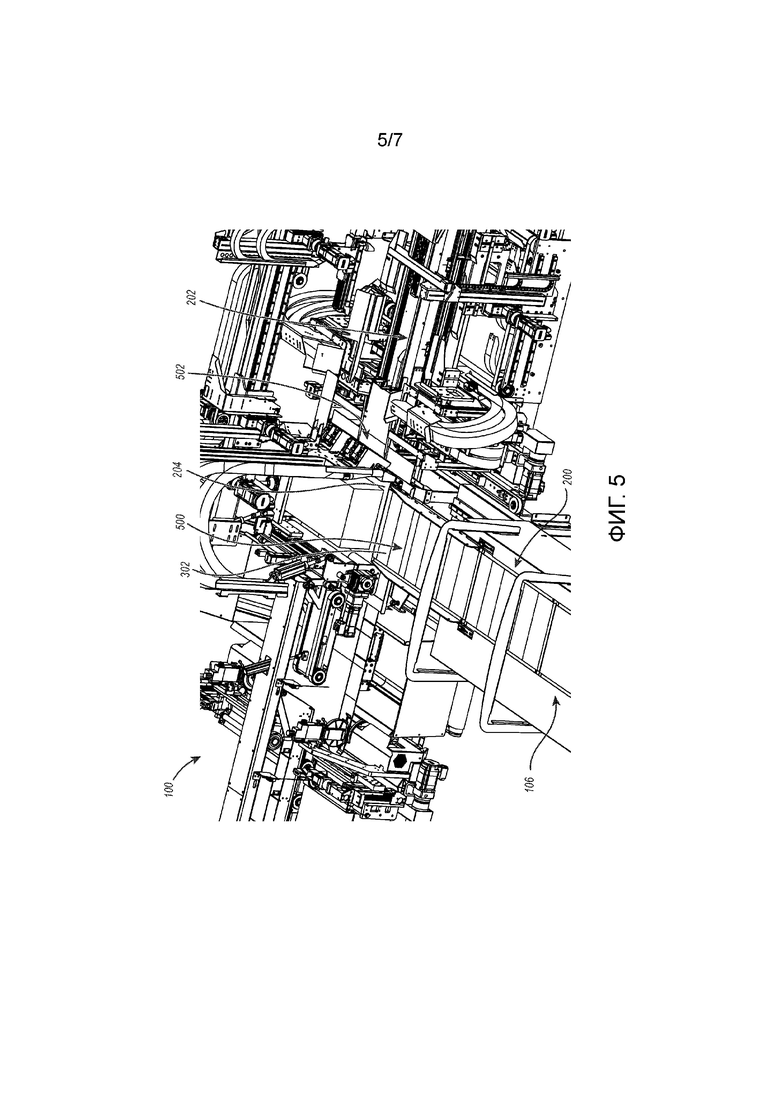
[0018] Фиг.5 - вид в перспективе перемещающегося участка устройства подачи продукта, расположенного на втором конце устройства подачи продукта или рядом с ним, который облегчает перемещение одного или более продуктов с первой приводной линии устройства подачи продукта на вторую приводную линию машины для образования коробки;
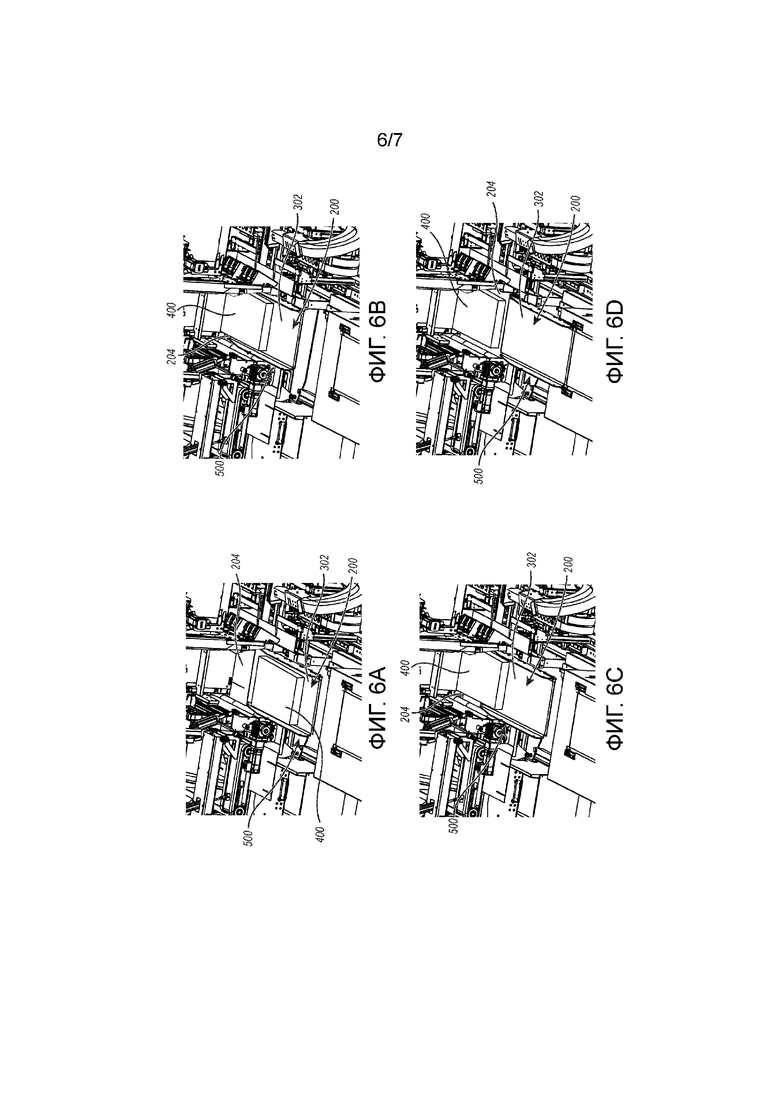
[0019] Фиг.6А - перемещающийся участок устройства подачи продукта, перемещающийся к приводной линии машины для образования коробки, в то время как конвейерная лента перемещающегося участка вращается;
[0020] Фиг.6В - перемещающийся участок, показанный на фиг.6, полностью переведенный к приводной линии машины для образования коробки;
[0021] Фиг.6С - перемещающийся участок, показанный на Фиг. 6А и 6В, перемещающийся от приводной линии машины для образования коробки, в то время как конвейерная лента устройства подачи продукта вращается, чтобы передать один или более продуктов на вторую приводную линию машины для образования коробки;
[0022] Фиг.6D - перемещающийся участок, показанный на Фиг. 6А и 6С, перемещающийся дополнительно от приводной линии машины для образования коробки, в то время как конвейерная лента устройства подачи продукта вращается для передачи одного или более продуктов от устройства подачи продукта к машине для образования коробки; и
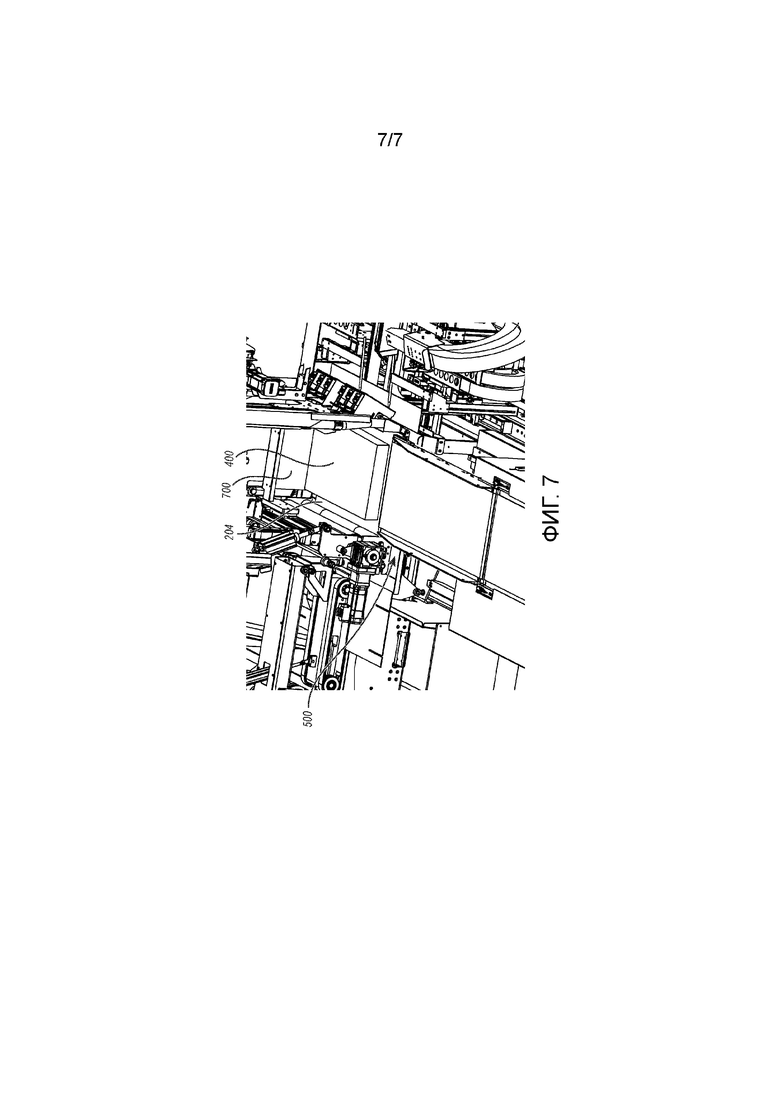
[0023] Фиг.7 - вариант осуществления ограничителя обратного хода второй приводной линии машины для образования коробки, облегчающий правильное позиционирование одного или более продуктов.
Подробное описание изобретения
[0024] Настоящее изобретение относится к упаковочным машинам. В частности, настоящее изобретение относится адаптируемому управлению ускорением для упаковочных машин. Например, в варианте осуществления по настоящему изобретению, способ подачи продуктов в упаковочную машину включает размещение одного или более продуктов на первой приводной линии. Определяются размеры и/или вес и центр тяжести продуктов, и трение между продуктами и первой приводной линией. Кроме того, первая приводная линия имеет профиль скорости и/или ускорения, который может быть отрегулирован на основе определенных размеров и трения одного или более продуктов. Первая приводная линия может передавать один или более продуктов на вторую приводную линию.
[0025] Варианты осуществления настоящего изобретения решают одну или более проблем в данной области техники, обсужденных выше, путем обеспечения способов и устройства для адаптации скорости и/или ускорения упаковочных машин на основе определенных параметров продуктов и продуктов, которые упаковываются. Например, один или более вариантов осуществления настоящего изобретения могут изменять профили скорости и/или ускорения одной или более конвейерных лент так, чтобы продукты различных размеров, форм, веса, центров тяжести и коэффициентов трения, помещенные на них, не опрокидывались, соскальзывали или иначе выпадали из положения при перемещении через упаковочную машину. По существу, один или более вариантов осуществления настоящего изобретения могут позволить производителям и дистрибьюторам быстро и эффективно упаковывать продукты любого количества размеров и их комбинаций, используя единую упаковочную машину, которая адаптируется к продуктам на ходу.
[0026] Используемый здесь термин «ускорение» следует понимать как включающий в себя как снижение скорости, так и увеличение скорости.
[0027] Возвращаясь теперь к чертежам, фиг.1 иллюстрирует иллюстративную систему 100 упаковки, включающую систему 102 подачи материала, машину 104 для вырезания заготовки, устройство 106 подачи продукта, и машину 108 для образования коробки. Как видно на Фиг.1, система 102 подачи материала включает в себя различные стопки фальцованного материала 110, который может подаваться в машину 104 для вырезания заготовки. Фальцованный материал 110 может подаваться в машину 104 для вырезания заготовки из системы 102 подачи материала. Машина 104 для вырезания заготовки может затем разрезать фальцованный материал 110 на плоские шаблоны коробок, называемые «заготовками».
[0028] Машина 104 для вырезания заготовки может образовать заготовки из фальцованного материала 110, разрезая и загибая различные панели и язычки в фальцованном материале. Затем машина 104 для вырезания заготовки может подавать заготовки в машину 108 для образования коробки. Впоследствии машина 108 для образования коробки может выполнять различные этапы складывания заготовки для образования упаковочных коробок из заготовок. Вдоль этих линий машина 104 для вырезания заготовки и машина 108 для образования коробки могут содержать одну или более приводных линий, которые перемещают заготовки от одной машины к следующей.
[0029] Например, в одном варианте осуществления, приводная линия машины 104 для вырезания заготовки может содержать один или более конвейерных механизмов, таких как конвейерные ленты, которые переносят заготовку через машину 104 для вырезания заготовки в машину 108 для образования коробки. Аналогичным образом, приводная линия машины 108 для образования коробки может содержать один или более конвейерных механизмов, таких как конвейерные ленты, которые переносят заготовку через машину 108 для образования коробки.
[0030] Кроме того, информация/данные, касающиеся размеров продуктов, упаковываемых упаковочной машиной 100, могут быть обеспечены машине 104 для вырезания заготовки до вырезания каждой заготовки. Машина 104 для вырезания заготовки может использовать эту информацию/данные для вырезания заготовок, которые могут образовать коробки, адаптированные к размеру продуктов, которые должны в них упаковываться. Таким образом, машина 100 для вырезания заготовки может минимизировать потери материала и пространства внутри коробок, образованных машиной 108 для образования коробки.
[0031] В одном варианте осуществления настоящего изобретения, после или во время вырезания заготовки и до или во время подачи заготовки в машину 108 для образования коробки, устройство 106 подачи продукта может транспортировать один или более продуктов на заготовку. В таком варианте осуществления, машина 108 для образования коробки может затем сгибать или складывать заготовку для образования упаковочной коробки вокруг одного или более продуктов, размещенных на заготовке.
[0032] Соответственно, упаковочная система 100 может содержать устройство 106 подачи продукта, которое перемещает один или более продуктов на заготовку. Фиг.2 иллюстрирует вид в крупном масштабе упаковочной системы 100, чтобы более подробно показать устройство 106 подачи продукта и машину 108 для образования коробки. Как показано, устройство 106 подачи продукта может содержать первую приводную линию 200, продолжающуюся к машине 108 для образования коробки. Аналогичным образом, машина 108 для образования коробки может содержать вторую приводную линию 202, продолжающуюся через машину 108 для образования коробки. Вторая приводная линия 202 может быть выполнена с возможностью переноса заготовки и одного или более продуктов, помещенных на нее, через машину 108 для образования коробки, когда заготовка складывается в упаковочную коробку, как отмечено выше.
[0033] В иллюстрированном на фиг. 1 и 2 варианте осуществления, первая приводная линия 200 устройства 106 подачи продукта расположена, в целом, перпендикулярно второй приводной линии 202 машины 108 для образования коробки. Однако очевидно, что один или более других вариантов осуществления упаковочной машины 100 могут содержать устройство 106 подачи продукта, имеющее первую приводную линию 200, ориентированную под углом, отличным от перпендикулярного, относительно второй приводной линии 202. Например, угол между первой приводной линией 200 и второй приводной линией 202 может составлять 0 градусов, 180 градусов или любой угол между ними. Кроме того, первая и вторая приводные линии 200, 202 или их участки также могут быть расположены или ориентированы в разных плоскостях. Также, один или более вариантов осуществления упаковочной системы 100, описанной в данном документе, могут содержать более одного устройства 106 подачи продукта, причем каждое устройство 106 подачи продукта имеет одну или более приводных линий 200. Также, один или более вариантов осуществления упаковочной системы 100, могут содержать более одной машины 108 образования коробки, причем каждая машина образования коробки имеет одну или более приводных линий 202.
[0034] Фиг.3 иллюстрирует вид в перспективе в крупном масштабе варианта осуществления устройства 106 подачи продукта согласно настоящему изобретению. В проиллюстрированном варианте осуществления, устройство 106 подачи продукта содержит один или более конвейерных механизмов 300, расположенных продольно вдоль первой приводной линии 200. В проиллюстрированном варианте осуществления, конвейерные механизмы 300 могут содержать конвейерные ленты 302, которые вращаются для переноса одного или более продуктов вдоль первой приводной линии 200. Один или более вариантов осуществления могут включать конвейерные механизмы 300, содержащие механизмы, отличные от конвейерных лент 302, такие как цепи, колеса и т.п., или их комбинации.
[0035] В проиллюстрированном варианте осуществления на Фиг.3 конвейерные ленты 302 могут быть расположены встык, так что один или более продуктов, размещенных на них, будут перемещаться по первой приводной линии 200 ко второй приводной линии 202 машины 108 для образования коробки. Количество и положение различных конвейерных механизмов 300 или конвейерных лент 302 может варьироваться в других вариантах осуществления. Например, в одном варианте осуществления, один или более конвейерных механизмов 300 могут быть расположены бок о бок поперек первой приводной линии 200. Также, например, один вариант осуществления может включать больше или меньше конвейерных механизмов 300, проиллюстрированных здесь.
[0036] Устройство 106 подачи продукта может также содержать один или более механизмов 304 сканирования, расположенных на первом конце первой приводной линии 200 или рядом с ним. Механизм 304 сканирования, показанный на фиг.3, содержит 3D сканер, через который может проходить один или более продуктов, когда конвейерные механизмы 300 несут продукты вниз по первой приводной линии 200 ко второй приводной линии 202. Механизм 304 сканирования может использоваться для определения размеров одного или более продуктов, размещаемых на первой приводной линии 200, включая высоту, ширину и длину продукта. Затем эти размерные данные могут быть сохранены и связаны со сканируемыми продуктами.
[0037] Фиг.4 иллюстрирует вид в перспективе одного или более продуктов 400, проходящих через механизм 304 сканирования вдоль первой приводной линии 200. В дополнение к сканированию одного или более продуктов для определения их размеров, устройство 106 подачи продукта может также включать в себя весы для определения веса одного или более продуктов.
[0038] Дополнительно или альтернативно, механизм 304 сканирования одного или более вариантов осуществления может включать в себя считыватель штрих-кода, сканер RFID или другой способ определения идентичности продуктов. В таком варианте осуществления, считыватель штрих-кода, сканер RFID или другой механизм идентификации может быть сконфигурирован для сканирования одного или более машиночитаемых представлений данных, таких как штрих-коды или QR-коды, связанных с одним или более сканируемыми продуктами. Данные, полученные сканером штрих-кода, могут содержать предварительно запомненные данные, связанные с одним или более сканируемыми продуктами. Предварительно запомненные данные могут включать размеры одного или более продуктов, включая высоту, ширину и длину продукта.
[0039] Кроме того, предварительно запомненные данные могут содержать другую информацию, касающуюся одного или более сканируемых продуктов. Например, предварительно запомненные данные для каждого сканируемого продукта могут включать вес продукта, центр тяжести, момент инерции и коэффициенты трения. Каждый продукт может иметь один или более коэффициентов трения, которые зависят от материала продукта или упаковки продукта. Эти коэффициенты трения могут использоваться для определения коэффициента трения между одним или более продуктами и конвейерными механизмами 300 первой приводной линии и/или коэффициентов трения между различными продуктами, которые могут быть уложены друг на друга или помещены в контакт рядом друг с другом.
[0040] Кроме того, эти коэффициенты трения также могут быть использованы для определения коэффициента трения между одним или более продуктами и второй приводной линией 202 машины 108 для образования коробки.
[0041] Дополнительно или альтернативно, один вариант осуществления устройства 106 подачи продукта может определять коэффициенты трения продукта путем увеличения скорости и/или ускорения конвейерных механизмов 300 приводных линий 200, 202 до тех пор, пока один или более продуктов, размещенных на нем, не сдвинутся, соскользнут, наклонятся или иным образом начнут выпадать из положения. Скорость и/или ускорение, с которым один или более продуктов выпадают из положения, могут использоваться вместе с другими предварительно запомненными данными продукта, такими как размеры, вес, центр тяжести и момент инерции, указанные выше, для расчета одного или более коэффициентов трения для каждого продукта. Эти данные, включая рассчитанные коэффициенты трения, могут быть записаны и сохранены как данные, связанные с каждым продуктом. Эти данные могут быть извлечены как предварительно запомненные данные, связанные с теми же или подобными продуктами, которые впоследствии помещаются в устройство 106 подачи продукта.
[0042] Данные, полученные механизмом 304 сканирования и/или сканером штрих-кода, который связан с каждым продуктом, могут быть переданы в машину 104 для вырезания заготовки, чтобы определить размер и конфигурацию заготовки, которая должна быть вырезана для упаковки. Например, данные о размерах каждого продукта могут быть переданы на машину 104 для вырезания заготовки, чтобы гарантировать, что вырезается заготовка нужного размера, которая адаптирована к продукту.
[0043] Кроме того, предварительно запомненные данные, связанные с каждым продуктом и извлеченные механизмом 304 сканирования, могут использоваться для определения соответствующего профиля скорости и/или ускорения для каждой приводной линии 200, 202. Профиль скорости и/или ускорения содержит скорость и/или ускорение конвейерных механизмов 300 приводных линий 200, 202 во времени или на расстоянии. Например, в одном варианте осуществления, первая приводная линия 200 может иметь профиль ускорения, который ускоряет вращение одной или более конвейерных лент 302 от начальной более низкой скорости до более высокой скорости, когда конвейерные ленты 302 переносят один или более продуктов вниз первой приводной линии 200 по направлению ко второй приводной линии 202. Дополнительно или альтернативно, тот же профиль ускорения может включать в себя уменьшение скорости конвейерных лент 302 к концу первой приводной линии 200, когда один или более продуктов приближаются ко второй приводной линии 202.
[0044] В таком варианте осуществления, профиль скорости и/или ускорения может служить для поддержания одного или более продуктов, размещенных на первой приводной линии 200, на низкой скорости, когда продукты размещаются на конвейерном механизме 300 и/или когда продукты проходят по или через механизм 304 сканирования. Размещение одного или более продуктов на конвейерных механизмах 300, которые изначально слишком быстро ускоряют продукты, может затруднить размещение продуктов на конвейерных механизмах 300. Кроме того, слишком быстрое ускорение продуктов через механизм сканирования или под ним может привести к неправильной работе механизма 304 сканирования. Аналогичным образом, профиль ускорения может снизить скорость продуктов, помещенных на первую приводную линию 200, когда продукты приближаются ко второй приводной линии 202, при подготовке к перемещению продуктов на вторую приводную линию 202. Слишком быстрое выполнение этого может привести к опрокидыванию, соскальзыванию, смещению одного или более продуктов или иным образом выпадению из положения или повреждению при перемещении.
[0045] Очевидно, что в одном или более вариантах осуществления каждая приводная линия 200, 202 может содержать любое количество профилей ускорения, которые включают в себя скорости и ускорения, с которыми один или более продуктов перемещаются вниз по каждой приводной линии 200, 202. Соответствующие профили ускорения могут быть определены способами, описанными выше, или определены из предварительно запомненных данных, связанных с каждым продуктом, извлеченных механизмом 304 сканирования.
[0046] Соответственно, каждая приводная линия 200, 202 может затем работать с соответствующими профилями ускорения, однозначно адаптированными на ходу для каждого продукта или стопки продуктов, размещенных на устройство 106 подачи продукта. Соответствующие профили ускорения могут быть настроены на основе предварительно запомненных и/или определенных данных, связанных с каждым продуктом или группой продуктов, как описано здесь. Соответствующий профиль ускорения, связанный с каждым продуктом или группой продуктов, позволяет избежать слишком быстрого ускорения продуктов вдоль приводных линий 200, 202. Таким образом, устройство 106 подачи продукта и машина 108 для образования коробки могут избежать опрокидывания, соскальзывания, смещения или иного нарушения положения и/или повреждения одного или более продуктов, размещенных на приводных линиях 200, 202. Кроме того, предотвращение падения продуктов из положения может гарантировать правильное размещение продуктов на заготовке.
[0047] Обращаясь теперь к фиг.5, первая приводная линия 200 устройства 106 подачи продукта может содержать один или более перемещающихся участков 500, расположенных вдоль концевого участка первой приводной линии 200 на второй приводной линии 202 или рядом с ней. Перемещающийся участок 500 первой приводной линии 200 может содержать механизм перемещения, который заставляет перемещающийся участок 500 перемещаться к и от второй приводной линии 202 или ее участка. Перемещающийся участок 500 может также содержать один или более конвейерных механизмов, таких как конвейерная лента 302, показанная на фиг.5, которая вращается для перемещения одного или более продуктов вдоль перемещающегося участка 500, в то время как механизм перемещения перемещает перемещающийся участок 500.
[0048] Один или более вариантов осуществления устройства 106 подачи продукта могут содержать перемещающийся участок 500, который продолжается частично или полностью вдоль первой приводной линии 200. В одном или более вариантах осуществления, например, механизм перемещения может вызывать перемещение всей или большей части первой приводной линии 200 к и от второй приводной линии 202. В одном или более вариантах осуществления, перемещающийся участок 500 может продолжаться вдоль первой приводной линии в большей или меньшей степени, чем показано на фиг.5.
[0049] Так же, как показано на фиг.5, один вариант осуществления упаковочной машины 100 может содержать промежуточную приводную линию 204, которая также может включать в себя одну или более конвейерных лент. В таком варианте осуществления, промежуточная приводная линия 204 может быть расположена над второй приводной линией 202, по которой транспортируется заготовка 502. Таким образом, заготовка 502 может перемещаться вдоль второй приводной линии 202 под промежуточной приводной линией 204, в то время как перемещающийся участок 500 первой приводной линии перемещается по направлению ко второй приводной линии 202 и от нее.
[0050] Фиг. 6A-6D иллюстрируют, как перемещающийся участок 500 первой приводной линии 200 и промежуточной приводной линии 204 может способствовать плавному переходу одного или более продуктов 400 от первой приводной линии 200 ко второй приводной линии 202. Как показано на фиг. 6A-6D, один вариант осуществления первой приводной линии 200 и перемещающегося участка 500 может быть расположен так, чтобы продолжаться над промежуточной приводной линией 204. Механизм перемещения (не показан) может перемещать перемещающийся участок 500 к промежуточной приводной линии 204, в то время как конвейерная лента 302 вращается и перемещает продукт 400 вперед по перемещающемуся участку 500. Фиг.6А иллюстрирует перемещающийся участок, который не полностью перемещен по промежуточной приводной линии 204.
[0051] В иллюстрированном на фиг.6B варианте осуществления, первая приводная линия 200 полностью перемещена по промежуточной приводной линии 204. Однако, в одном или более вариантах осуществления, механизм перемещения может перемещать перемещающийся участок 500 только частично по промежуточной приводной линии 204. Другие варианты осуществления могут включать в себя перемещение перемещающегося участка 500 в различной степени к и/или над промежуточной приводной линией 204.
[0052] Фиг.6В показывает перемещающийся участок 500, полностью перемещенный к/над промежуточной приводной линией 204, при этом продукт 400 перемещается к концу перемещающегося участка 500 конвейерной лентой 302. После того, как перемещающийся участок 500 был полностью перемещен к/над промежуточной приводной линией 204, механизм перемещения может начать перемещать перемещающийся участок 500 от промежуточной приводной линии 204, в то время как конвейерная лента 302 первой приводной линии 200 продолжает перемещать продукт 400 к концу перемещающегося участка 500 и промежуточной приводной линии 204. Соответственно, как показано на фиг.6C, продукт 400 может начать движение за конец первой приводной линии 200 и перейти к промежуточной приводной линии 204.
[0053] После того, как продукт 400 полностью перенесен на промежуточную приводную линию 204, как показано на фиг.6D, перемещающийся участок 500 первой приводной линии 200 может полностью перемещаться от промежуточной приводной линии 204. Перемещающийся участок 500 первой приводной линии 200 может полностью перемещаться от промежуточной приводной линии 204 при подготовке к перемещению последующих продуктов от первой приводной линии 200 к промежуточной приводной линии 204.
[0054] Наконец, как только продукт 400 был перемещен на промежуточную приводную линию 204, промежуточная приводная линия 204 может перемещать продукт на заготовку, перемещающуюся под промежуточной приводной линией 204 вдоль второй приводной линии 202. Соответственно, как и другие приводные линии 200, 202, промежуточная приводная линия 204 может содержать один или более конвейерных механизмов, таких как конвейерные ленты, которые перемещают продукт. Таким образом, когда заготовка движется вдоль второй приводной линии 202 под промежуточной приводной линией 204, промежуточная приводная линия 204 может переносить продукт 400 на заготовку (аналогично тому, как продукт перемещается с первой приводной линии 200 на промежуточную приводную линию 204 (с или без перемещающегося участка как части промежуточной приводной линии). Оттуда заготовка и размещенный на ней продукт 400 могут быть перемещены по второй приводной линии 202 через машину 108 для образования коробки. Машина 108 для образования коробки может затем образовать коробку вокруг продукта 400.
[0055] Профили ускорения могут включать в себя ускорение и скорость, с которыми механизм перемещения перемещает перемещающийся участок 500. Промежуточная приводная линия 204 и вторая приводная линия 202 также могут иметь профили ускорения. Опять же, как описано выше, соответствующие профили ускорения перемещающегося участка 500, промежуточной приводной линии 204 и/или второй приводной линии 202 могут быть выбраны для каждого продукта или группы продуктов, чтобы гарантировать, что перемещение продуктов из первой приводной линии 200 ко второй приводной линии 202 происходит с соответствующими скоростями и ускорениями. Таким образом, перемещение продуктов с одной приводной линии на другую может осуществляться без выпадения продуктов из положения. Опять же, это может гарантировать, что продукты не будут повреждены и что продукты будут размещены в правильном положении на заготовке.
[0056] Фиг.7 иллюстрирует ограничитель 700 обратного хода, расположенный на промежуточной приводной линии 204. Ограничитель обратного хода может быть установлен жестко, образуя барьер, который продукт 400 не может пройти при перемещении с первой приводной линии 200 на промежуточную приводную линию 204. Таким образом, ограничитель 700 обратного хода может дополнительно гарантировать правильное позиционирование продукта 400 на заготовке при перемещении. Подобный ограничитель обратного хода также может быть включен для обеспечения надлежащего позиционирования продукта 400 при перемещении от промежуточной приводной линии 204 ко второй приводной линии 202. В некоторых вариантах осуществления, один или более ограничителей обратного хода могут иметь фиксированные положения, тогда как в других вариантах осуществления один или более ограничителей обратного хода могут быть выборочно перемещаемыми.
[0057] В некоторых вариантах осуществления, один или более дополнительных механизмов сканирования (например, фотодатчики, световые завесы и т.д.), аналогичные механизму 304 сканирования, могут быть расположены рядом или на конце первой приводной линии 200, рядом или на переходе от первой приводной линии 200 к промежуточной приводной линии 204 и/или рядом или на переходе между промежуточной приводной линией 204 и второй приводной линией 202. Один или более дополнительных механизмов сканирования могут определять положение продукта (продуктов), перемещаемого между первой, промежуточной и/или второй приводными линиями 200, 204, 202. В некоторых вариантах осуществления, один или более дополнительных механизмов сканирования могут определять, соскальзывали, наклонялись ли и/или смещались ли положение (положения) и/или ориентация (ориентации) продукта (продуктов), когда продукт (продукты) перемещается (перемещаются) вдоль или между первой, промежуточной и/или второй приводными линиями 200, 204, 202. Информация относительно того, переместились ли, насколько и в каком направлении продукт (продукты), может быть непосредственно использована для регулировки скорости и/или ускорения первой, промежуточной и/или второй приводных линий 200, 204, 202 для компенсации перемещения продукта (продуктов) и/или изменения положения продукта (продуктов). Информацию также может быть использована для обновления базы данных, касающейся продукта (продуктов), включая склонность продукта (продуктов) к перемещению при известных условиях скорости и ускорения.
[0058] Соответственно, устройство и способы, описанные в данном документе, могут позволить упаковочной системе 100 регулировать скорости и/или ускорения конвейерных механизмов на ходу, когда продукты различных размеров, форм, веса и количества размещаются на конвейерных механизмах для упаковки. Описанные здесь способы и устройство могут делать это быстро и плавно, не нарушая процесс образования упаковки или не повреждая продукты.
[0059] Дополнительные примеры, согласующиеся с настоящими идеями, изложены в следующих пронумерованных пунктах:
[0060] Пункт 1: Способ подачи продуктов в упаковочную машину, при котором:
- размещают один или более продуктов на первой приводной линии;
- определяют первое трение между одним или более продуктами и первой приводной линией;
- регулируют первый профиль ускорения первой приводной линии на основе первого трения одного или более продуктов и первой приводной линии; и
- передают один или более продуктов, размещенных на первой приводной линии, ко второй приводной линии.
[0061] Пункт 2: Способ по п.1 дополнительно включает этап, при котором определяют размеры одного или более продуктов, при этом определение размеров одного или более продуктов содержит извлечение предварительно запомненных данных, связанных с одним или более продуктами, причем предварительно запомненные данные включают размеры.
[0062] Пункт 3: Способ по п.2, в котором этап извлечения предварительно запомненных данных включает сканирование машиночитаемого представления данных, связанных с одним или более продуктами.
[0063] Пункт 4: Способ по любому из пп. 1-3, в котором определение первого трения включает извлечение предварительно запомненных данных, связанных с одним или более продуктами.
[0064] Пункт 5: Способ по п.4, в котором предварительно запомненные данные, связанные с первым трением, содержат один или более коэффициентов трения между одним или более продуктами и первой приводной линией.
[0065] Пункт 6: Способ по любому из пп. 1-5, в котором вторая приводная линия транспортирует один или более продуктов через машину для образования коробки, причем вторая приводная линия имеет второй профиль ускорения.
[0066] Пункт 7: Способ по п.6, дополнительно включающий этап, при котором регулируют второй профиль ускорения на основе второго трения между одним или более продуктами и второй приводной линией.
[0067] Пункт 8: Способ по п.7, в котором второе трение определяется путем извлечения предварительно запомненных данных, связанных с одним или более продуктами, при этом предварительно запомненные данные, связанные с одним или более продуктами, включают один или более коэффициентов трения, связанных с одним или более продуктами.
[0068] Пункт 9: Способ по любому из пп. 1-8, дополнительно включающий этап, при котором определяют третье трение между двумя или более уложенными друг на друга продуктами, которые размещены на первой приводной линии.
[0069] Пункт 10: Способ по п.9, дополнительно включающий этап, при котором регулируют первый профиль ускорения на основе третьего трения.
[0070] Пункт 11: Способ по п. 9 или 10, в котором определение третьего трения включает извлечение предварительно запомненных данных, связанных с одним или более продуктами.
[0071] Пункт 12: Способ по п.11, в котором предварительно запомненные данные, связанные с третьим трением, содержат один или более коэффициентов трения между двумя или более уложенными в стопку продуктами.
[0072] Пункт 13: Способ по любому из пп. 1-12, в котором первая приводная линия содержит конвейерную ленту, а этап перемещения одного или более продуктов, размещенных на первой приводной линии, на вторую приводную линию включает этапы, при которых:
- вращают конвейерную ленту; и
- перемещают, по меньшей мере, участок первой приводной линии к и от второй приводной линии при вращении конвейерной ленты.
[0073] Пункт 14: Способ по любому одному из п.п. 1-13, дополнительно включающий этап, при котором:
- обнаруживают одно или более из положения или ориентации одного или более продуктов рядом с концом первой приводной линии, переходом между первой приводной линией и второй приводной линией, или вдоль второй приводной линии; и
- на основе обнаруженного положения или ориентации одного или более продуктов, определяют, соскользнул ли один или более продуктов, наклонился или сдвинулся от начальной ориентации или положения.
[0074] Пункт 15: 9. Способ по п.14, дополнительно включает этап, при котором:
- регулируют первый профиль ускорения первой приводной линии или другой профиль ускорения на основе обнаруженного положения или ориентации одного или более продуктов.
[0075] Пункт 16: Способ по пп. 14 или 15, дополнительно включающий этап, при котором:
- обновляют базу данных с данными относительно обнаруженного положения, и определение того, соскользнул ли один или более продуктов, наклонился или сдвинулся от начальной ориентации или положения.
[0076] Пункт 17: Способ подачи продуктов в упаковочную машину, при этом способ включает этапы, при которых:
- размещают один или более продуктов на первой приводной линии;
- определяют первое трение между одним или более продуктами и первой приводной линией;
- регулируют первый профиль ускорения первой приводной линии на основе первого трения одного или более продуктов;
- передают один или более продуктов, размещенных на первой приводной линии, ко второй приводной линии, имеющей второй профиль ускорения.
- определяют второе трение между одним или более продуктами и второй приводной линией;
- регулируют второй профиль ускорения на основе второго трения одного или более продуктов.
[0077] Пункт 18: Способ по п.17, в котором определение первого трения включает увеличение начального ускорения первого профиля ускорения до тех пор, пока один или более продуктов, по меньшей мере, не начнут выпадать из положения на первой приводной линии.
[0078] Пункт 19: Способ по п.18, дополнительно включающий этап, при котором сохраняют первое трение в качестве данных, связанных с одним или более продуктами, и регулируют первый профиль ускорения на основе данных, когда один или более таких же или подобных продуктов впоследствии помещаются на первую приводную линию.
[0079] Пункт 20: Способ по любому из пп. 17-19, в котором определение второго трения включает увеличение начального ускорения второго профиля ускорения до тех пор, пока один или более продуктов, по меньшей мере, не начнут выпадать из положения на второй приводной линии.
[0080] Пункт 21: Способ по п.20, дополнительно включающий этап, при котором сохраняют второе трение в качестве данных, связанных с одним или более продуктами, и регулируют второй профиль ускорения на основе данных, когда один или более таких же или подобных продуктов впоследствии помещаются на вторую приводную линию.
[0081] Пункт 22: Способ по любому из пп. 17-21, в котором первая приводная линия содержит конвейерную ленту, а этап перемещения одного или более продуктов, размещенных на первой приводной линии, на вторую приводную линию включает этапы, при которых:
- вращают конвейерную ленту; и
- перемещают, по меньшей мере, участок первой приводной линии к и от второй приводной линии при вращении конвейерной ленты.
[0082] Пункт 23: Способ по п.22, в котором первая приводная линия содержит профиль поступательного ускорения, при этом этап перемещения первой приводной линии к и от второй приводной линии включает в себя регулировку поступательного профиля ускорения первой приводной линии на основе одного или более из определенного первого трения и определенного второго трения одного или более продуктов.
[0083] Пункт 24: Способ по любому из пп. 17-23, дополнительно включающий этап, при котором определяют размеры одного или более продуктов.
[0084] Пункт 25: Упаковочная машина, содержащая:
- первую приводную линию, содержащую:
первый конвейерный механизм, который направляет один или более продуктов вдоль первой приводной линии; и
механизм перемещения выполнен с возможностью перемещения первой приводной линии, по меньшей мере, в двух направлениях;
- вторую приводную линию, содержащую второй конвейерный механизм; и
механизм сканирования, выполненный с возможностью определения размеров и одного или более коэффициентов трения, связанных с одним или более продуктами.
[0085] Пункт 26: Упаковочная машина по п.25, в которой механизм сканирования содержит сканер штрих-кода, расположенный на первом конце первой приводной линии или рядом с ним.
[0086] Пункт 27: Упаковочная машина по пп. 25 или 26, в которой механизм сканирования содержит 3D сканер, расположенный на первом конце первой приводной линии или рядом с ним.
[0087] Пункт 28: Упаковочная машина по пп. 25-27, в которой вторая приводная линия содержит ограничитель обратного хода, расположенный на первом конце второй приводной линии или рядом с ним.
[0088] Настоящее изобретение может быть воплощено в других конкретных формах без отхода от его духа или существенных характеристик. Описанные варианты осуществления следует рассматривать во всех отношениях как иллюстративные, а не ограничивающие. Объем изобретения, поэтому, указывается прилагаемой формулой изобретения, нежели предшествующим описанием. Все изменения, которые оказываются в пределах значения и диапазона эквивалентности формулы изобретения, должны включаться в пределы ее объема.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2019 |
|
RU2765224C1 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2019 |
|
RU2777383C2 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2022 |
|
RU2786160C1 |
| АВТОМАТИЧЕСКАЯ ОБВЯЗОЧНАЯ УПАКОВОЧНАЯ МАШИНА И АВТОМАТИЧЕСКАЯ ОБВЯЗОЧНАЯ УПАКОВОЧНАЯ СИСТЕМА | 2008 |
|
RU2429170C1 |
| ОБРАБАТЫВАЮЩАЯ МАШИНА | 2012 |
|
RU2614483C2 |
| ОБРАБАТЫВАЮЩАЯ МАШИНА | 2012 |
|
RU2731337C2 |
| УСТРОЙСТВО, СИСТЕМЫ И СПОСОБЫ ИСПОЛЬЗОВАНИЯ УДЕРЖИВАЕМЫХ РУКОЙ ИЗМЕРИТЕЛЬНЫХ УСТРОЙСТВ ДЛЯ СОЗДАНИЯ УПАКОВКИ ПО ТРЕБОВАНИЮ | 2011 |
|
RU2585474C2 |
| МАШИНА ДЛЯ СКЛЕИВАНИЯ КОРОБОК (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ КОРОБОК | 2009 |
|
RU2531774C2 |
| УПАКОВОЧНАЯ МАШИНА | 1994 |
|
RU2109662C1 |
| ПОТОЧНАЯ ЛИНИЯ СОРТИРОВКИ БАНКНОТ И СООТВЕТСТВУЮЩЕЕ УСТРОЙСТВО ДЛЯ ШТЕМПЕЛЕВАНИЯ ПАЧЕК БАНКНОТ И НАНЕСЕНИЯ КОДА ПОСРЕДСТВОМ РАСПЫЛЕНИЯ | 2017 |
|
RU2700447C1 |
Способ регулировки ускорений внутри упаковочной машины включает определение размеров и коэффициентов трения каждого продукта или группы продуктов, которые расположены на устройстве (106) подачи продукта. Профили ускорения первой и второй приводных линий (200, 202) могут быть отрегулированы, чтобы гарантировать, что продукты перемещаются через упаковочную машину с соответствующей скоростью и ускорением. Этот способ может гарантировать, что продукты сохраняют свое правильное положение на протяжении всего процесса упаковки, чтобы продукты не повреждались и процесс упаковки не был затруднен. Также предусмотрена упаковочная машина со средством определения коэффициента трения, связанного с продуктом. 2 н. и 26 з.п. ф-лы, 10 ил.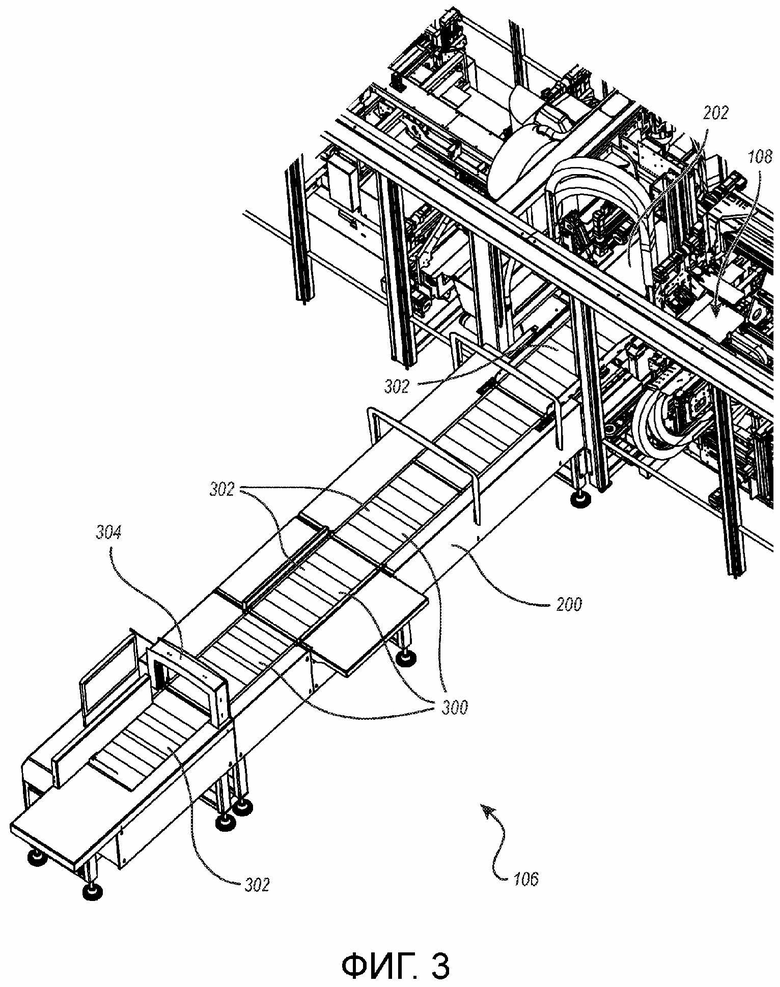
1. Способ подачи продуктов в упаковочную машину, при котором:
размещают множество продуктов на первой приводной линии;
определяют первое трение между множеством продуктов и первой приводной линией;
регулируют первый профиль ускорения первой приводной линии на основе первого трения между множеством продуктов и первой приводной линией таким образом, что поддерживают положения множества продуктов относительно друг друга остающимися по существу неизменными вдоль первой приводной линии;
передают множество продуктов, размещенных на первой приводной линии, ко второй приводной линии, имеющей второй профиль ускорения; и
регулируют второй профиль ускорения на основе второго трения между множеством продуктов и второй приводной линией таким образом, что поддерживают положения множества продуктов относительно друг друга остающимися по существу неизменными вдоль второй линии подачи.
2. Способ по п. 1, при котором дополнительно определяют размеры множества продуктов, при этом определение размеров множества продуктов включает извлечение предварительно запомненных данных, связанных с множеством продуктов, причем предварительно запомненные данные включают в себя указанные размеры.
3. Способ по п. 2, при котором при извлечении предварительно запомненных данных осуществляют сканирование машиночитаемого представления данных, связанных с множеством продуктов.
4. Способ по любому из пп. 1-3, при котором определение первого трения включает извлечение предварительно запомненных данных, связанных с множеством продуктов.
5. Способ по п. 4, при котором предварительно запомненные данные, связанные с первым трением, содержат один или более коэффициентов трения между множеством продуктов и первой приводной линией.
6. Способ по любому из пп. 1-5, при котором вторая приводная линия транспортирует множество продуктов через машину для образования коробки.
7. Способ по п. 6, при котором первый профиль ускорения (i) ускоряет вращение одной или более конвейерных лент с начальной более низкой скорости до более высокой скорости, когда конвейерные ленты переносят множество продуктов вдоль первой приводной линии ко второй приводной линии, и (ii) уменьшает скорость одной или более конвейерных лент к концу первой приводной линии, когда множество продуктов приближаются ко второй приводной линии.
8. Способ по п. 1, при котором второе трение определяют путем извлечения предварительно запомненных данных, связанных с множеством продуктов, при этом предварительно запомненные данные, связанные с множеством продуктов, включают в себя один или более коэффициентов трения, связанных с множеством продуктов.
9. Способ по любому из пп. 1-8, при котором дополнительно определяют третье трение между двумя или более уложенными друг на друга продуктами, которые размещены на первой приводной линии.
10. Способ по п. 9, при котором дополнительно регулируют первый профиль ускорения на основе третьего трения.
11. Способ по п. 9 или 10, при котором определение третьего трения включает извлечение предварительно запомненных данных, связанных с двумя или более уложенными друг на друга продуктами.
12. Способ по п. 11, при котором предварительно запомненные данные, связанные с третьим трением, включают в себя один или более коэффициентов трения между двумя или более уложенными друг на друга продуктами.
13. Способ по любому из пп. 1-12, при котором первая приводная линия содержит конвейерную ленту, причем при перемещении множества продуктов, размещенных на первой приводной линии, на вторую приводную линию:
вращают конвейерную ленту и
перемещают, по меньшей мере, участок первой приводной линии к и от второй приводной линии при вращении конвейерной ленты.
14. Способ по любому из пп. 1-13, при котором дополнительно:
обнаруживают одно или более из положения или ориентации множества продуктов рядом с концом первой приводной линии, переходом между первой приводной линией и второй приводной линией, или вдоль второй приводной линии; и
на основе обнаруженного положения или ориентации множества продуктов определяют то, что множество продуктов соскользнуло, наклонилось или сдвинулось от начальной ориентации или положения.
15. Способ по п. 14, при котором дополнительно регулируют первый профиль ускорения первой приводной линии или другой профиль ускорения на основе обнаруженного положения или ориентации множества продуктов.
16. Способ по п. 14 или 15, при котором дополнительно обновляют базу данных с данными относительно обнаруженного положения и определения того, что множество продуктов соскользнуло, наклонилось или сдвинулось от начальной ориентации или положения.
17. Способ по п. 1, при котором дополнительно определяют второе трение между множеством продуктов и второй приводной линией.
18. Способ по п. 1, при котором определение первого трения включает увеличение начального ускорения первого профиля ускорения до тех пор, пока множество продуктов, по меньшей мере, не начнет выпадать из положения на первой приводной линии.
19. Способ по п. 18, при котором дополнительно сохраняют первое трение в качестве данных, связанных с множеством продуктов, и регулируют первый профиль ускорения на основе данных, когда один или более таких же или подобных продуктов впоследствии помещаются на первую приводную линию.
20. Способ по любому из пп. 17-19, при котором определение второго трения включает увеличение начального ускорения второго профиля ускорения до тех пор, пока множество продуктов, по меньшей мере, не начнет выпадать из положения на второй приводной линии.
21. Способ по п. 20, при котором дополнительно сохраняют второе трение в качестве данных, связанных с множеством продуктов, и регулируют второй профиль ускорения на основе данных, когда один или более таких же или подобных продуктов впоследствии помещаются на вторую приводную линию.
22. Способ по любому из пп. 17-21, при котором первая приводная линия содержит конвейерную ленту, причем при перемещении множества продуктов, размещенных на первой приводной линии, на вторую приводную линию:
вращают конвейерную ленту; и
перемещают, по меньшей мере, участок первой приводной линии к и от второй приводной линии при вращении конвейерной ленты.
23. Способ по п. 22, при котором первая приводная линия содержит профиль поступательного ускорения, при этом при перемещении первой приводной линии к и от второй приводной линии осуществляют регулировку поступательного профиля ускорения первой приводной линии на основе одного или более из определенного первого трения и определенного второго трения одного или более продуктов.
24. Способ по любому из пп. 17-23, при котором дополнительно определяют размеры множества продуктов.
25. Упаковочная машина, содержащая:
первую приводную линию,
вторую приводную линию и
механизм сканирования, при этом:
первая приводная линия содержит перемещающийся участок, содержащий первый конвейерный механизм и механизм перемещения, причем перемещающийся участок выполнен с возможностью перемещения одного или более продуктов вдоль, по меньшей мере, участка первой приводной линии, при этом механизм перемещения выполнен с возможностью выборочного перемещения первого конвейерного механизма в, по меньшей мере, двух направлениях таким образом, что конвейерный механизм может, по меньшей мере, частично перекрывать вторую приводную линию на различные величины, а первый конвейерный механизм выполнен с возможностью перемещения одного или более продуктов вдоль перемещающегося участка, когда перемещающийся участок перемещает первый конвейерный механизм;
вторая приводная линия содержит второй конвейерный механизм; и
механизм сканирования выполнен с возможностью определения размеров и одного или более коэффициентов трения, связанных с одним или более продуктами.
26. Упаковочная машина по п. 25, в которой механизм сканирования содержит сканер штрихкода, расположенный на первом конце первой приводной линии или рядом с ним.
27. Упаковочная машина по п. 25 или 26, в которой механизм сканирования содержит 3D-сканер, расположенный на первом конце первой приводной линии или рядом с ним.
28. Упаковочная машина по любому из пп. 25-27, в которой вторая приводная линия содержит ограничитель обратного хода, расположенный на первом конце второй приводной линии или рядом с ним.
| DE 102005063193 A1, 05.07.2007 | |||
| US 20150224731 A1, 13.08.2015 | |||
| CN 203699264 U, 09.07.2014 | |||
| СПОСОБ И УСТРОЙСТВО ОТСЛЕЖИВАНИЯ ДАННЫХ, СВЯЗАННЫХ С ГРУЗОМ, ПОДЛЕЖАЩИМ ТРАНСПОРТИРОВКЕ | 1994 |
|
RU2127702C1 |
| CN 107628422 A, 26.01.2018 | |||
| US 20170362036 A1, 21.12.2017 | |||
| US 20110315514 A1, 29.12.2011. | |||

