Изобретение относится к полимерной пленке для покрытия полимерных формованных деталей покровным материалом, причем полимерная пленка включает в себя модифицированный по сцепляемости слой, а также слой из покровного материала, причем полимерная пленка, в том числе, модифицированный по сцепляемости слой и слой из покровного материала, является пригодной для глубокой вытяжки при комнатной температуре, и причем покровный материал частично или полностью плоскостно покрывает модифицированный по сцепляемости слой, и причем модифицированный по сцепляемости слой имеет толщину слоя по меньшей мере 1,0 мкм, и причем модифицированный по сцепляемости слой состоит в непосредственном контакте с покровным материалом. Кроме того, изобретение относится к применению полимерной пленки согласно изобретению, способу ее изготовления, а также к способу нанесения покрытия на детали при применении полимерной пленки согласно изобретению.
Для изготовления формованных деталей со связанными волокнами и других полимерных формованных деталей, таких как, например, из вспененного полиуретана, зачастую применяют способ вакуумной инфузии или способ литьевого прессования смолы. При этом производимая полимерная формованная деталь в пределах формовочного инструмента получает отверждаемый полимерный материал посредством инфузии или инжекции. Когда получаемые полимерные формованные детали после отверждения отверждаемого полимерного материала затем подлежат нанесению покрытия, в последующем деталь очищают, проводят предварительную обработку и наносят покрытие или лакокрасочный слой. Альтернативно, возможным является нанесение лакокрасочного материала при формовании, в рамках которого уже с самого начала поверхность формовочного инструмента снабжают лакокрасочной системой. Когда эта лакокрасочная система инициируется уже отверждением, по его окончанию полимерная формованная деталь оказывается изготовленной.
После, преимущественно, теплового отверждения, используемая в качестве лакокрасочной системы смола также оказывается отвержденной.
Эти способы являются дорогостоящими и малоэффективными. Имеется потребность в эффективном способе нанесения покрытия на полимерные формованные детали, который может быть интегрирован в уже используемый процесс изготовления без необходимости в осуществлении нанесения лакокрасочного материала при формовании в формовочном инструменте или дополнительного нанесения покрытия или лакокрасочного слоя на полимерную формованную деталь. По возможности, полимерная формованная деталь должна быть непосредственно снабжена желаемым поверхностным покрытием, без необходимости в дополнительном перемещении изготовленных полимерных формованных деталей, в их очистке и покрытии лакокрасочным слоем, а также без необходимости в очистке пресс-форм.
ЕР 0361351 раскрывает пленку, которая на одной своей стороне покрыта отверждаемым излучением лаком, а на другой стороне - клеем. Лак подвергают отверждению посредством облучения, пленку нагревают, и, при ее пластической деформации, накладывают на трехмерный предмет.
ЕР 0819520 раскрывает способ, с помощью которого пленочное покрытие может быть нанесено на изогнутые в трех измерениях поверхности подложек со стабильными размерами. Пленка включает в себя один или несколько покровных слоев, а также клей. Перед наложением на основу, покрытие без клея подвергают частичному отверждению. После наложения происходит окончательное отверждение.
ЕР 0950492 раскрывает переносной материал и защитную пленку, которая может наделять сформированное изделие стойкостью к истиранию и химической стойкостью без способствования образованию трещин в изогнутой части сформированного изделия.
ЕР 1177875 раскрывает термопластичную пленку с декоративным красочным слоем и со способностями к отделению, которую привносят в полость формовочного инструмента, которая соответствует окончательной форме продукта, а полимер инжектируют на обратную сторону пленки. Полученное формованное изделие затем отсоединяют от пленки, причем красочный слой диффундирует в поверхность формованного изделия.
ЕР 1304235 раскрывает изготовление структурируемого слоя лакокрасочного покрытия посредством несущей пленки. При этом после переноса структуры в рамках способа литья под давлением, пленка-подложка со способностью к отделению должна быть удалена.
ЕР 2626186 относится к декоративной смоляной пленке и формуемому смоляному изделию, а также способу изготовления формуемого смоляного изделия и, прежде всего, изготовления получаемого способом литья под давлением изделия, которое подвергают рельефной формовке посредством переноса декоративной смоляной пленки.
US 2008/0302470 относится к переводному листу, который подходит для изготовления переносного изображения на объекте (например, на глубоко окрашенном объекте), таком как одежда, посредством изготовления образцового изображения и переноса образцового изображения на объект, а также к способу изготовления образцового изображения.
WO 95/16555 раскрывает устройство и способ нанесения печатного рисунка на детали из полимерных материалов посредством глубокой вытяжки термопластической пленки, на которую нанесен слой материала, который несет термически диффундируемое красящее вещество. Тепло от термического формования используется для предоставления красящему веществу несущего слоя возможности диффундирования на термопластическую пленку. В альтернативном варианте осуществления, в изобретении использовано тепло от процесса литья под давлением для переноса возгоняемых красящих веществ от вложенного в пресс-форму для литья под давлением несущего слоя на деталь литьевого формования.
WO 00/13893 раскрывает пленку, на которую нанесено покрытие с несколькими слоями. На поверхность полимерной пленки толщиной от 10 до 500 мкм нанесено покрытие по меньшей мере с одним, в случае необходимости, окрашенным слоем лакокрасочного покрытия, а слой лакокрасочного покрытия, в случае необходимости, покрыт другой термопластической пленкой.
WO 2005/099943 раскрыт гибкий слоистый композиционный материал в составе подложки и нанесенного на нее слоя, который состоит из отверждаемого лака. Гибкий слоистый композиционный материал не является клейким при тепловом высушивании. На отверждаемый слой лакокрасочного покрытия предпочтительно нанесен по меньшей мере один удаляемый защитный слой, предпочтительно, удаляемая защитная пленка.
WO 2013/160437 раскрывает наложение в пресс-форме системы защитного слоя, который включает в себя полимерную пленку и кремнийорганический слой плазменной полимеризации. При этом кремнийорганический слой плазменной полимеризации после шага отверждения схватывается сильнее с полимерной пленкой, чем с полимерной формованной деталью или с полимерной заготовкой.
WO 2014/083732 раскрывает способ формовки при формовании, в рамках которого задействован жесткий слой покрытия, который имеет только очень незначительную растяжимость.
WO 2014/124945 раскрывает разделительные пленки с силиконовым покрытием с особыми характеристиками глубокой вытяжки под вакуумом в пресс-форме, для изготовления полимерных формованных деталей, на которые наносят лак.
DE 4425342 раскрывает способ изготовления переводной пленки на формованной детали. Переводная пленка служит для изготовления изображений одновременно с формовочным процессом, причем обеспечена возможность удаления несущей пленки в составе переводной пленки после равномерной передачи с нее на формованную деталь слоя изображения или рисунка без ухудшения вследствие этого результатов формообразования.
DE 10140769 относится к пленкам, покрытым по меньшей мере двумя слоями лакокрасочного покрытия, причем на несущей пленке имеется в наличии по меньшей мере один слой лакокрасочного покрытия, который может быть отвержден посредством излучения, а также имеется в наличии по меньшей мере один второй слой лакокрасочного покрытия, который может быть отвержден, по меньшей мере, частично без излучения.
DE 102004055363 раскрывает гибкий слоистый композиционный материал с носителем и по меньшей мере с одним нанесенным на носитель слоем отверждаемого лака. Предпочтительно, на слое отверждаемого лака нанесен по меньшей мере один удаляемый защитный слой, предпочтительно, удаляемая защитная пленка.
DE 102006021646 раскрывает пленку, прежде всего многослойную пленку, по меньшей мере с одним расположенным на внешней стороне пленочным слоем из полипропилена, причем по меньшей мере один полипропиленовый слой смешан по меньшей мере с одним другим материалом.
DE 102016120781 раскрывает комбинированную пленку для переноса покровного материала, включающую в свой состав несущую пленку из полимера, затвердевший покровный материал, а также кремнийорганический слой, который расположен между несущей пленкой и покровным материалом.
DE 102018105523 относится к способу изготовления декорированной формованной детали, к декорированной формованной детали, а также к применению переводной пленки для изготовления декорированной формованной детали.
Способы переноса покровных материалов или лаков на полимерные формованные детали не являются удовлетворительными в каком-либо отношении, и имеется необходимость в улучшениях.
Целью изобретения является предоставление способа нанесения покрытия из покровного материала на полимерные формованные детали, который имеет преимущества по сравнению со способами из уровня техники. Способ нанесения покрытия должен быть надежно и без последующего шага нанесения покрытия интегрирован в технологический маршрут промышленного процесса изготовления полимерных формованных деталей. Прежде всего, нанесение покрытия должно быть интегрировано в известные промышленные процессы изготовления таким образом, что не возникает необходимости в каких-либо особых мерах предосторожности. Кроме того, подготовленному покровному материалу должна быть обеспечена возможность долговременного хранения до его нанесения на поверхность полимерной формованной детали.
Эта цель достигнута посредством предмета формулы изобретения.
Неожиданным образом была обнаружена возможность предоставления несущей пленки, на которую может быть нанесено покрытие из отверждаемого покровного материала, который покровный материал может быть затем отвержден, при известных условиях, посредством нагревания, и затем, изготовленная таким образом полимерная пленка с покровным материалом в уже отвержденном состоянии может быть подвергнута глубокому вытягиванию при комнатной температуре без необходимости в удалении покровного материала с полимерной пленки.
Кроме того, неожиданным образом, было обнаружено, что с помощью изготовленной глубокой вытяжкой полимерной пленки может быть изготовлена полимерная формованная деталь, поверхность которой образована покровным материалом, и характеристики такой поверхности (например, в виде шероховатости, глянца, структуры, тиснения и так далее) заданы посредством ранее изготовленной глубокой вытяжкой полимерной пленки за счет того, что подходящий отверждаемый полимерный состав вступает в контакт с покровным материалом, и при этом оказывается отвержденным при образовании полимерной формованной детали.
Кроме того, неожиданным образом, было обнаружено, что отверждаемый полимерный состав при отверждении может формировать с покровным материалом междуслойную адгезию, которая является более сильной по сравнению с междуслойной адгезией с покровным материалом на несущей пленке. Таким образом может быть получена полимерная формованная деталь, поверхность которой покрыта изготовленной глубокой вытяжкой полимерной пленкой и, тем самым, защищена ею. При удалении несущей пленки, покровный материал, вследствие большей междуслойной адгезии по сравнению с внешним покрытием на поверхности полимерной детали, остается на месте, и этим обеспечивает получение покрытой полимерной детали, покрытая поверхность которой, при известных условиях, может быть в дальнейшем обработана или модифицирована без последующих шагов очистки или предварительной обработки.
Посредством подходящего выбора совместимых материалов для несущей пленки, покровного материала и отверждаемого полимерного состава может быть обеспечена возможность того, что покровный материал в достаточной мере смачивает несущую пленку в еще не отвержденном состоянии, и после отверждения, схватывается с ней настолько хорошо, что полимерная пленка совместно с покровным материалом может быть глубоко вытянута за счет достаточной адгезии при комнатной температуре. Если позднее при применении полимерной пленки согласно изобретению, покровный материал вступает в контакт с отверждаемым полимерным составом для полимерной формованной детали, происходит отверждение полимерного состава, вследствие чего, его характеристики изменяются.
Если покровный материал и отверждаемый полимерный состав основаны на совместимых материалах, при отверждении полимерного состава происходит образование более сильной связи между покровным материалом и поверхностью полимерной формованной детали, вследствие чего, междуслойная адгезия становится особо сильной. Это может иметь причиной образование более сильных ковалентных связей и/или большего числа ковалентных связей на единицу поверхности. Таким образом, следует объяснить, что при удалении несущей пленки с полимерной формованной детали, не поверхность соприкосновения полимерная формованная деталь/покровный материал, но поверхность соприкосновения покровный материал/несущая пленка имеет наименее значительную междуслойную адгезию в ламинате таким образом, что на ней происходит разделение слоев. Согласно изобретению тем не менее, для достижения этого эффекта не обязательно должны быть сформированы ковалентные связи, но при известных условиях, является достаточным, когда возникают физические взаимодействия с различной силой или формируются нековалентные связи.
Первый аспект изобретения относится к полимерной пленке для покрытия полимерных формованных деталей покровным материалом, причем полимерная пленка при комнатной температуре выполнена с возможностью глубокой вытяжки, и включает в себя модифицированный по сцепляемости слой, а также слой из покровного материала, и причем покровный материал частично или полностью плоскостно покрывает модифицированный по сцепляемости слой, и
причем модифицированный по сцепляемости слой имеет толщину слоя по меньшей мере 1,0 мкм и состоит в непосредственном контакте с покровным материалом, и
(i) на его обращенной к покровному материалу поверхностной стороне имеет поверхностное натяжение по меньшей мере 27 мН/м, и/или
(ii) основан на смеси, которая включает в себя по меньшей мере один полиолефин, а также по меньшей мере (А) один адгезионный состав, (Б) один термопластический эластомер или (В) один сплав полимеров полиамида.
Если не задано иного, действительными являются все указанные в описании стандарты в последней на день регистрации заявки на патент редакции.
Как покровный материал, так и отверждаемый полимерный состав предпочтительно являются соответственно отверждаемыми, то есть оба они сначала выступают в отверждаемом состоянии, а затем в отвержденном состоянии. При изготовлении полимерной пленки согласно изобретению отверждаемый покровный материал (например, активный лак) сначала вступает в контакт с модифицированным по сцепляемости слоем, причем смачивание является достаточным для сцепления. Затем покровный материал отверждается на модифицированном по сцепляемости слое, при известных условиях, с образованием ковалентных связей или нековалентных физических взаимодействий на поверхности соприкосновения между отвержденным покровным материалом и модифицированным по сцепляемости слоем. При последующем применении такой изготовленной полимерной пленки согласно изобретению, отвержденный покровный материал после глубокой вытяжки сначала входит в контакт с отверждаемым полимерным составом на его обращенной от модифицированного по сцепляемости слоя стороне. При этом отверждаемый полимерный состав смачивает отвержденный покровный материал. Затем полимерный состав отверждается с образованием ковалентных связей или нековалентных физических взаимодействий на поверхности соприкосновения между отвержденным покровным материалом и отвержденным полимерным составом. Вследствие вида или количества этих ковалентных связей или нековалентных физических взаимодействий, сцепление отвержденного покровного материала с отвержденным полимерным составом является более сильным, чем сцепление отвержденного покровного материала с модифицированным по сцепляемости слоем.
Полимерная пленка согласно изобретению приспособлена для покрытия полимерных формованных деталей покровным материалом.
В качестве полимерных формованных деталей при этом могут быть рассмотрены, например, материалы со связанными волокнами, в которых волокна пропитаны отверждаемыми смолами, например, эпоксидными смолами, акриловыми смолами, уретановыми смолами, фенолоформальдегидными смолами, ненасыщенными полиэфирными смолами. При этом смолы зачастую приготовлены из одного или двух компонентов. Смолы отверждаются самопроизвольно при комнатной температуре или нуждаются для отверждения в особой активации, зачастую посредством тепла, излучения или влажности.
Согласно изобретению особо предпочтительные полимерные формованные детали изготовлены в виде вспененных материалов, причем вспененный полиуретан является особо предпочтительным.
Согласно изобретению покрытие полимерных формованных деталей покровным материалом с применением полимерной пленки согласно изобретению типично происходит таким образом, что сначала полимерную пленку подвергают глубокому вытягиванию, предпочтительно, при комнатной температуре или при повышенной температуре, предпочтительно не более 90°С, предпочтительно в диапазоне от 70 до 80°С, и изготовленная глубокой вытяжкой таким образом полимерная пленка получает трехмерную форму. При этом глубокое вытягивание предпочтительно происходит таким способом, в рамках которого покровный материал обращен к внутренней части изготовленной глубокой вытяжкой формы.
Степень глубокой вытяжки согласно изобретению, в принципе, не является ограниченной, тем не менее, зависит от соответствующих свойств отдельных слоев полимерной пленки, прежде всего также покровного материала.
Предпочтительные отношения глубокой вытяжки могут лежать, например, в диапазоне от 2% до 400%, предпочтительно от 5% до 300%, или от 5% до 50%.
При этом, предпочтительно, полимерную пленку согласно изобретению укладывают на подходящий инструмент подходящей формы, расправляют ее, например, с помощью подходящего натяжного приспособления, и герметично уплотняют по краям при помощи инструмента, вследствие чего образуется закрытая полость, которая образована, с одной стороны, посредством полимерной пленки и, с другой стороны, посредством инструмента. Покровный материал полимерной пленки сначала отведен от этой полости. Посредством вакуумирования полости полимерная пленка может быть затем глубоко вытянута, и впоследствии, прижата к внутренней поверхности инструмента. Тем самым, покровный материал оказывается теперь обращенным к внутренней части изготовленной глубокой вытяжкой формы. Предпочтительно, полимерную пленку согласно изобретению наносят на инструмент при комнатной температуре, и глубоко вытягивают ее также при комнатной температуре.
Поскольку инструмент, тем не менее, как правило, термостатирован, например, на повышенной температуре, предпочтительно не более 90°С, предпочтительно в диапазоне от 70 до 80°С, в рамках процесса глубокой вытяжки также и полимерная пленка согласно изобретению, в известной мере, нагревается, прежде всего, когда она в конце процесса глубокой вытяжки вступает в контакт с поверхностью термостатированного инструмента.
Затем с помощью инструмента покровный материал переносят на изготавливаемую полимерную формованную деталь, по меньшей мере, на участке ее внешней поверхности. При этом инструмент используют для формообразования полимерной формованной детали, причем формообразование инструмента является определяющим для формообразования полимерной формованной детали. Кроме того, при этом покровный материал переносят на профильную деталь, причем характеристики поверхности (например, в виде шероховатости, глянца, структуры, тиснения и так далее) покровного материала задаются ранее глубоко вытянутой полимерной пленкой.
Изготовленная глубокой вытяжкой полимерная пленка дополнительно имеет также покрывающее действие, поскольку находящийся изначально на несущем слое (модифицированном по сцепляемости слое) полимерной пленки покровный материал оказывается перенесенным на поверхность полимерной формованной детали на месте. Особым преимуществом является то обстоятельство, что все остальные составные части полимерной пленки (модифицированный по сцепляемости слой и все остальные имеющиеся, при известных условиях, слои) могут изначально оставаться на поверхности полимерных формованных деталей, и таким образом, защищать нанесенное на его поверхность покрытие. Либо непосредственно после изготовления полимерной формованной детали, либо также на более позднем этапе, эти остальные составные части полимерной пленки могут быть затем удалены в ходе технологической операции без остатка с поверхности полимерной формованной детали, вследствие чего обнажается ее покрытая поверхность.
Извлечение без остатка готовой полимерной формованной детали из инструмента согласно изобретению предпочтительно сделано возможным посредством того, что сцепление между обращенной от полимерной формованной детали внешней стороной полимерной пленки и поверхностью инструмента является менее значительным, чем сцепление между несущим слоем (модифицированным по сцепляемости слоем) и покровным материалом, а также сцепление между покровным материалом и отвержденным полимерным составом полимерной формованной детали. Поэтому, согласно изобретению предпочтительно можно отказаться от применения антиадгезионной смазки для извлечения изделия из пресс-формы и тому подобного, также, предпочтительно, очистка поверхности инструмента более не требуется.
Полимерная пленка согласно изобретению выполнена с возможностью глубокой вытяжки при комнатной температуре. Полимерная пленка согласно изобретению не обязательно должна быть подвергнута глубокому вытягиванию при комнатной температуре. Скорее, согласно изобретению, также является возможным, что полимерную пленку подвергают глубокому вытягиванию при повышенной температуре, предпочтительно, однако, не более 90°С. Многие обычные полимерные пленки не являются пригодными для глубокой вытяжки при комнатной температуре (23°С), но нуждаются в нагреве до повышенной температуры, поскольку полимеры, на которых основаны эти обычные полимерные пленки, имеют более высокие температуры размягчения. Тем не менее, полимерная пленка согласно изобретению выполнена с возможностью глубокой вытяжки при 23°С, причем эта способность к глубокому вытягиванию предпочтительно задана посредством того, что разрывное удлинение полимерной пленки при 23°С составляет по меньшей мере 25% или по меньшей мере 50%, предпочтительно по меньшей мере 75% или по меньшей мере 100%, более предпочтительно составляет по меньшей мере 150% или по меньшей мере 200%, особо предпочтительно по меньшей мере 250%, наиболее предпочтительно по меньшей мере 300%, и прежде всего по меньшей мере 350%. При этом, согласно изобретению, определение разрывного удлинения предпочтительно производят при 23°С согласно EN ISO 527. Предпочтительно, усилие при растяжениях до 350% составляет при этом максимально 30 Н/15 мм, предпочтительно максимально 25 Н/15 мм, более предпочтительно максимально 20 Н/15 мм.
Согласно изобретению полимерная пленка как таковая выполнена с возможностью глубокой вытяжки при комнатной температуре, то есть все ее составные части имеют это свойство. Наряду с несущим слоем (модифицированным по сцепляемости слоем), также и все остальные составные части полимерной пленки являются пригодными для глубокой вытяжки при комнатной температуре, прежде всего также покровный материал. Наряду с упомянутым выше разрывным удлинением, способность к глубокому вытягиванию при комнатной температуре означает, что покровный материал в процессе глубокой вытяжки остается сцепленным с несущим слоем (модифицированным по сцепляемости слоем), то есть не удаляется прежде времени.
Полимерная пленка согласно изобретению включает в себя модифицированный по сцепляемости слой, а также слой из покровного материала. В соответствии с этим, полимерная пленка согласно изобретению имеет по меньшей мере два слоя (монопленка), причем слой из покровного материала, при известных условиях, не должен быть распространен по всей площади. Полимерная пленка согласно изобретению может включать в себя, наряду с модифицированным по сцепляемости слоем и слоем из покровного материала, один или несколько дополнительных слоев. В предпочтительных вариантах осуществления полимерная пленка согласно изобретению в целом состоит из 2, 3, 4, 5 или 6 слоев.
В предпочтительном варианте осуществления полимерная пленка согласно изобретению включает в себя слой из покровного материала, модифицированный по сцепляемости слой, а также другой слой, который предпочтительно образует другую внешнюю сторону полимерной пленки (предпочтительная последовательность слоев: покровный
материал/модифицированный по сцепляемости слой/другой слой). При этом, при известных условиях, один или несколько дополнительных слоев могут присутствовать между модифицированным по сцепляемости слоем и другим слоем и/или на внешней стороне другого слоя. В предпочтительном варианте осуществления полимерная пленка согласно изобретению состоит из слоя из покровного материала, модифицированного по сцепляемости слоя и другого слоя.
В другом предпочтительном варианте осуществления полимерная пленка согласно изобретению состоит из слоя из покровного материала, модифицированного по сцепляемости слоя, внутреннего слоя и другого слоя, который предпочтительно образует другую внешнюю сторону полимерной пленки (предпочтительная последовательность слоев: покровный материал/модифицированный по сцепляемости слой/внутренний слой/другой слой). При этом, при известных условиях, один или несколько дополнительных слоев могут присутствовать между модифицированным по сцепляемости слоем и внутренним слоем и/или между внутренним слоем и другим слоем и/или на внешней стороне другого слоя. В предпочтительном варианте осуществления полимерная пленка согласно изобретению состоит из слоя из покровного материала, модифицированного по сцепляемости слоя, внутреннего слоя и другого слоя.
Покровный материал частично или полностью плоскостно покрывает модифицированный по сцепляемости слой, причем покровный материал, со своей стороны, может быть однослойным или многослойным. Предпочтительно, покровный материал покрывает по меньшей мере 20% поверхности модифицированного по сцепляемости слоя, более предпочтительно по меньшей мере 40%, еще более предпочтительно по меньшей мере 60%, особо предпочтительно по меньшей мере 80%, наиболее предпочтительно по меньшей мере 90%, и прежде всего по меньшей мере 95%. Покрытие по части площади имеет тот эффект, что также изготовленная с помощью полимерной пленки согласно изобретению или покрытая полимерная формованная деталь имеет только часть своей поверхности покрытой покровным материалом, причем процентная степень покрытия, как правило, зависит от глубины вытяжки. Предпочтительно, покровный материал полностью плоскостно покрывает модифицированный по сцепляемости слой.
Модифицированный по сцепляемости слой полимерной пленки согласно изобретению имеет толщину слоя по меньшей мере 1,0 мкм, предпочтительно по меньшей мере 2,5 мкм, более предпочтительно по меньшей мере 5,0 мкм, еще более предпочтительно по меньшей мере 7,5 мкм, особо предпочтительно по меньшей мере 10 мкм, наиболее предпочтительно по меньшей мере 12,5 мкм, и прежде всего по меньшей мере 15 мкм.
Модифицированный по сцепляемости слой полимерной пленки согласно изобретению предпочтительно имеет толщину слоя максимально 50 мкм, предпочтительно максимально 45 мкм, более предпочтительно максимально 40 мкм, еще более предпочтительно максимально 35 мкм, особо предпочтительно максимально 30 мкм, наиболее предпочтительно максимально 25 мкм, прежде всего максимально 20 мкм.
Подходящие способы определения общей толщины слоя, а также толщины слоя отдельных слоев являются известными специалистам. Предпочтительно, определение производят с помощью микроскопа по микросрезу как нахождение среднего значения по 10 измерительным точкам.
Модифицированный по сцепляемости слой полимерной пленки согласно изобретению состоит в непосредственном контакте с покровным материалом.
В предпочтительном варианте осуществления (i) модифицированный по сцепляемости слой на его обращенной к покровному материалу поверхностной стороне имеет поверхностное натяжение по меньшей мере 27 мН/м, предпочтительно по меньшей мере 27,5 мН/м, более предпочтительно по меньшей мере 28 мН/м, еще более предпочтительно по меньшей мере 28,5 мН/м, особо предпочтительно по меньшей мере 29 мН/м, наиболее предпочтительно по меньшей мере 29,5 мН/м, и прежде всего по меньшей мере 30 мН/м.
В предпочтительном варианте осуществления (i) модифицированный по сцепляемости слой на его обращенной к покровному материалу поверхностной стороне имеет поверхностное натяжение максимально 38 мН/м, предпочтительно максимально 37 мН/м, более предпочтительно максимально 36 мН/м, еще более предпочтительно максимально 35 мН/м, особо предпочтительно максимально 34 мН/м, наиболее предпочтительно максимально 33 мН/м, и прежде всего максимально 32 мН/м.
Подходящие способы определения поверхностного натяжение (поверхностного напряжения, удельного поверхностного натяжения) полимерных составов являются известными специалистам. Предпочтительно, определение производят согласно стандарту DIN 55660-2:2011-12.
В предпочтительном варианте осуществления (ii) модифицированный по сцепляемости слой основан на смеси, которая включает в себя по меньшей мере один полиолефин (предпочтительно сополимер этилена-пропилена) и, по меньшей мере (А) один адгезионный состав (предпочтительно, модифицированный кислотным ангидридом полиолефин), (Б) термопластический эластомер или (В) сплав полимеров полиамида.
Оба упомянутых выше варианта осуществления (i) и (ii) могут быть осуществлены, альтернативно или одновременно, то есть может быть осуществлен вариант осуществления (i), но не вариант осуществления (ii), или может быть осуществлен вариант осуществления (ii), но не вариант осуществления (i), или могут быть одновременно осуществлены как вариант осуществления (i), так и вариант осуществления (ii).
Полимерная пленка согласно изобретению, предпочтительно, может быть подвергнута тепловой нагрузке. Даже если полимерная пленка согласно изобретению подвергается глубокому вытягиванию при комнатной температуре (или только при умеренно повышенной температуре), предпочтительно, она имеет температурную устойчивость, достаточную для того, что материал покрытия, после его наложения на модифицированный по сцепляемости слой, может быть высушен или отвержден. В зависимости от химического состава и структуры применяемой для изготовления слоя из покровного материала композиции, может оказаться необходимым, например, испарение остатков растворителя и/или инициирование химических реакций пространственного структурирования. Поэтому может оказаться предпочтительным, когда полимерную пленку согласно изобретению перед глубоким вытягиванием подогревают до температуры, предпочтительно не более 120°С, более предпочтительно не более 110°С, еще более предпочтительно не более 100°С. Поэтому, предпочтительно, полимеры или полимерные смеси во всех слоях полимерной пленки согласно изобретению имеют соответственно температуру плавления 110°С, предпочтительно определяемую посредством DSC (дифференциальной сканирующей калориметрии) согласно DIN EN ISO 11357-3:2018-07, причем в случае нескольких сигналов DSC (например, в случае гетерофазных сополимеров этилена-пропилена) расчет производится по основному сигналу.
Полимерная пленка согласно изобретению, предпочтительно, не является вытянутой, то есть не имеет ни одноосной, ни двухосной ориентации.
Полимерная пленка согласно изобретению, предпочтительно, имеет общую толщину слоев по меньшей мере 40 мкм, более предпочтительно по меньшей мере 50 мкм, еще более предпочтительно, 60 мкм, особо предпочтительно по меньшей мере 70 мкм, наиболее предпочтительно по меньшей мере 80 мкм, прежде всего по меньшей мере 90 мкм. Если покровный материал только частично покрывает модифицированный по сцепляемости слой, общую толщину слоев определяют на тех местах, на которых модифицированный по сцепляемости слой покрыт покровным материалом. Если покровный материал сначала был обработан с помощью растворителя, толщину слоя согласно изобретению измеряют в высушенном состоянии.
Полимерная пленка согласно изобретению, предпочтительно, имеет общую толщину слоев максимально 250 мкм, более предпочтительно максимально 200 мкм, еще более предпочтительно максимально 180 мкм, особо предпочтительно максимально 160 мкм, наиболее предпочтительно максимально 140 мкм, и прежде всего максимально 120 мкм. Если покровный материал только частично покрывает модифицированный по сцепляемости слой, общую толщину слоев определяют на тех местах, на которых модифицированный по сцепляемости слой покрыт покровным материалом.
В предпочтительном варианте осуществления полимерную пленку согласно изобретению по меньшей мере с одной стороны, предпочтительно с двух сторон, подвергают рельефной формовке. Может быть выгодным, когда поверхность изготавливаемой полимерной формованной детали должна быть структурированной. В этом случае, рельефная формовка полимерной пленки распространена также на покровный материал, и перенесена на поверхность полимерной формованной детали.
Покровный материал полимерной пленки согласно изобретению должен иметь определенные характеристики, прежде всего он должен быть совместимым с материалом модифицированного по сцепляемости слоя, а также с материалом полимерной формованной детали, на поверхность которого должно быть нанесено покрытие. Для переноса покровного материала полимерной пленки на полимерную формованную деталь является существенным, что покровный материал формирует с материалом полимерной формованной детали междуслойную адгезию, которая превышает междуслойную адгезию покровного материала с модифицированным по сцепляемости слоем. В противном случае, при последующем удалении полимерной пленки (модифицированного по сцепляемости слоя, а также, при известных условиях, других имеющихся слоев) покровный материал может не остаться на поверхности полимерной формованной детали, но оказаться удаленным совместно с полимерной пленкой.
Материалы подходящей совместимости могут быть выявлены специалистом в рамках обычных стандартных испытаний. При этом принципиально выгодным является, когда химическая природа покровного материала является, по меньшей мере, схожей с химической природой материала, из которого должна быть изготовлена полимерная формованная деталь. Если полимерную формованную деталь изготавливают, например, из вспененного полиуретана, является выгодным, когда покровный материал также основан на полиуретане, или, по меньшей мере, содержит функциональные группы, которые могут формировать с активными компонентами вспененного полиуретана ковалентные связи (например, О, -NHR, -NH2, -С (=O), 0,-С (=O) ОС (=O) R, и так далее). При этом совместимость определяется не только химической природой функциональных групп и, при известных условиях, получаемых в итоге реакций ковалентных связей или производимых нековалентными связями физических взаимодействий, но прежде всего, также количеством находящихся в распоряжении функциональных групп. Эти параметры должны быть сопоставлены с соответствующими взаимодействиями между покровным материалом и модифицированным по сцепляемости слоем.
Как правило, выгодным является, когда покровный материал вступает с материалом полимерной формованной детали в более многочисленные и/или более сильные ковалентные и/или нековалентные взаимодействия, чем покровный материал с модифицированным по сцепляемости слоем. Для оценки соответствующих взаимодействий, наряду с химическими соображениями, также могут быть рассмотрены поверхностные энергии задействованных материалов. Также следует учитывать и конкретные условия (давление, температура) реакции, при которых изготавливают полимерную формованную деталь.
Предпочтительно, покровный материал изготавливают из отверждаемого состава, то есть из состава, который при отверждении претерпевает химические реакции, как правило, в ходе образования поперечных связей. Предпочтительно, покровный материал на модифицированном по сцепляемости слое представлен уже в таком, отвержденном, с образованными поперечными связями состоянии. Как уже упомянуто выше, отверждение может происходить, при известных условиях, при повышенной температуре, причем в этом случае является важной способность полимерной пленки выдерживать эти условия, что может быть обеспечено, кроме прочего, посредством выбора подходящих полимеров с подходящими температурами плавления. Как также уже упомянуто выше, тем не менее, покровный материал должен также в таком отвержденном состоянии при комнатной температуре сохранять пригодность к глубокому вытягиванию, то есть достаточное разрывное удлинение, а также сцепление с модифицированным по сцепляемости слоем.
В особо предпочтительном варианте осуществления покровный материал представлен лаком. При этом лак может быть представлен термически отверждаемым лаком или лаком, отверждаемым ультрафиолетовым излучением. В предпочтительном варианте осуществления лак отверждают термическим способом. В другом предпочтительном варианте осуществления лак отверждают ультрафиолетовым излучением. Лак предпочтительно основан на эпоксиде, полиуретане или полиакрилате. Лак предпочтительно является совместимым с отверждаемым полимерным составом, из которого изготавливают покрытую полимерную формованную деталь. Предпочтительно, как лак, так и отверждаемый полимерный состав основаны на полимерах того же типа. Пригодные для глубокой вытяжки лаки являются известными специалистам и имеются в коммерческом доступе (например, в компании Proell, Вайсенбург, Германия, в компании Lott-Lacke, Херфорд, Германия, или в компании Hesse Lignal, Хамм, Германия).
В предпочтительном варианте осуществления покровный материал, например лак, основан на эпоксиде, предпочтительно, на термически отверждаемом эпоксиде, и отверждаемый полимерный состав также основан на эпоксиде, предпочтительно, на термически отверждаемом эпоксиде.
В другом предпочтительном варианте осуществления покровный материал, например лак, основан на полиуретане, предпочтительно, на термически отверждаемом полиуретане, и отверждаемый полимерный состав также основан на полиуретане, предпочтительно, на термически отверждаемом полиуретане.
В другом предпочтительном варианте осуществления покровный материал, например лак, основан на полиакрилате, предпочтительно, на термически отверждаемом полиакрилате, и отверждаемый полимерный состав также основан на полиакрилате, предпочтительно, на термически отверждаемом полиакрилате.
Покровный материал может быть бесцветным или окрашенным. Цветные покровные материалы, например цветные лаки, имеются в коммерческом доступе. В предпочтительном варианте осуществления покровный материал частично или полностью плоскостно покрывает модифицированный по сцепляемости слой, причем покрытые области модифицированного по сцепляемости слоя локально покрыты на поверхности модифицированного по сцепляемости слоя различными покровными материалами, например лаками разного цвета. Модифицированный по сцепляемости слой может быть частично или полностью плоскости покрыт в качестве покровного материала, например, оттиском из разных цветов.
Согласно изобретению является предпочтительным, когда покровный материал имеет еще свободные функциональные группы, при известных условиях, после отверждения и/или просушки, которые могут образовывать ковалентные связи или нековалентные физические взаимодействия со свободными функциональными группами отверждаемого полимерного состава.
Если отверждаемый полимерный состав имеет, например, свободные эпоксидные группы, которые для отверждения полимерного состава должны реагировать с другими подходящими функциональными группами полимерного состава (например, -ОН, -NH2, -NHR, -CO2H и так далее), согласно изобретению является предпочтительным, когда также и покровный материал, при известных условиях, после отверждения и/или просушки еще имеет такие свободные функциональные группы (например, -ОН, -NH2, -NHR, -CO2H и так далее).
Если отверждаемый полимерный состав имеет, например, свободные изоцианатные группы, которые для отверждения полимерного состава должны реагировать с другими подходящими функциональными группами полимерного состава (например, -ОН, -NH2, -NHR и так далее), согласно изобретению является предпочтительным, когда также и покровный материал, при известных условиях, после отверждения и/или просушки еще имеет такие свободные функциональные группы (например, -ОН, -NH2, -NHR и так далее).
В принципе, специалистам является известным, какие материалы могут быть в этом смысле совместимыми друг с другом, то есть какие свободные функциональные группы пригодны, при известных условиях, при отверждении полимерного состава, для реагирования со свободными функциональными группами покровного материала и, таким образом, для формирования ковалентных связей на поверхности соприкосновения покровного материала и полимерного состава. Также, в принципе, специалистам известно, какие материалы могут быть совместимыми в этом смысле друг с другом, то есть какие материалы являются пригодными, при известных условиях, при отверждении полимерного состава с покровным материалом, для формирования посредством нековалентных взаимодействий хорошего сцепления на поверхности соприкосновения покровного материала и полимерного состава.
Покровный материал, например лак, может содержать обычные добавки, прежде всего заполнители, пигменты и, при известных условиях, также растворитель, соответственно в обычных количествах.
Подходящие покровные материалы, например лаки, являются известными специалистам и коммерчески доступными. Согласно изобретению особо предпочтительные покровные материалы, например лаки, представлены эпоксидами на водной основе, содержащими растворитель эпоксидами, сухими эпоксидами, полиуретанами на водной основе, содержащими растворитель полиуретанами, сухими полиуретанами, полиакрилатами на водной основе, содержащими растворитель полиакрилатами или сухими полиакрилатами, которые соответственно имеются в коммерческом доступе.
Предпочтительно, покровный материал образует одну из двух внешних сторон полимерной пленки с целью приведения его к непосредственному контакту с материалом, который применяется для изготовления полимерной формованной детали.
Предпочтительно, покровный материал (предпочтительно, в отвержденном сухом состоянии) имеет толщину слоя по меньшей мере 5 мкм, более предпочтительно по меньшей мере 10 мкм, еще более предпочтительно по меньшей мере 15 мкм, особо предпочтительно по меньшей мере 20 мкм, наиболее предпочтительно по меньшей мере 25 мкм, и прежде всего по меньшей мере 30 мкм.
Предпочтительно, покровный материал (предпочтительно, в отвержденном сухом состоянии) имеет толщину слоя максимально 100 мкм, более предпочтительно максимально 90 мкм, еще более предпочтительно максимально 80 мкм, особо предпочтительно максимально 70 мкм, наиболее предпочтительно максимально 60 мкм, и прежде всего максимально 50 мкм.
Предпочтительно, толщина слоя покровного материала составляет менее 50% общей толщины слоев полимерной пленки согласно изобретению, более предпочтительно максимально 48%, еще более предпочтительно максимально 46%, наиболее предпочтительно максимально 44%, и прежде всего максимально 42%.
Предпочтительно, обращенная к покровному материалу поверхностная сторона полимерной пленки (несущей пленки, модифицированного по сцепляемости слоя) не является поверхностно активированной, например, посредством коронного разряда, плазмы или других обычных способов активации полимерных поверхностей. Согласно изобретению можно исключить такую обработку поверхности, которая обеспечивает междуслойную адгезию поверхностного материала с полимерной пленкой (несущей пленкой, модифицированным по сцепляемости слоем) достаточно сильную, с одной стороны, для соответствия условиям глубокой вытяжки, а с другой стороны, однако, не слишком сильную, что делает возможным перенос покровного материала полимерной пленки (несущей пленки, модифицированного по сцепляемости слоя) на поверхность полимерной формованной детали. Согласно изобретению эта междуслойная адгезия может быть задана не активацией поверхности, но химическим составом покровного материала, с одной стороны, и полимерной пленки (несущей пленки, модифицированного по сцепляемости слоя), с другой стороны.
Для предотвращения чрезмерного усиления междуслойной адгезии покровного материала к модифицированному по сцепляемости слою, согласно изобретению может оказаться предпочтительным, что модифицированный по сцепляемости слой на его обращенной к покровному материалу поверхностной стороне имеет поверхностное натяжение максимально 42 мН/м, более предпочтительно максимально 40 мН/м, еще более предпочтительно максимально 38 мН/м, особо предпочтительно максимально 36 мН/м, наиболее предпочтительно максимально 34 мН/м, и прежде всего максимально 32 мН/м.
В особо предпочтительных варианте осуществления полимерной пленки согласно изобретению модифицированный по сцепляемости слой основан на смеси, которая включает в себя по меньшей мере один полиолефин и по меньшей мере один адгезионный состав, причем адгезионный состав выбирают из следующих соединений:
- модифицированные кислотным ангидридом полиолефины, предпочтительно, привитые сополимеры, например, сополимеризованные ненасыщенными кислотными ангидридами полиолефины (например, привитый ангидридом малеиновой кислоты полипропилен PP-g-MAH, или привитый ангидридом малеиновой кислоты стирол-этилен/бутилен-стирол SEBS-g-MAH [например, Tuftec®]),
- модифицированные гидроксилом полиолефины, предпочтительно, сополимеризованные ацетатом винила полиолефины, которые были затем частично или полностью омылены, или сополимеризованные гидроксиэтилакрилатом полиолефины,
- модифицированные кислотами полиолефины или модифицированные ацетатами полиолефины, предпочтительно, сополимеризованные ацетатом винила и/или сополимеризованные бутилацетатом полиолефины (например, полиэтилены), такие как, например, сополимеры этилена и винилацетата или сополимеры этилена и бутилацетата, и
- модифицированные эпоксидами полиолефины, предпочтительно модифицированные глицидилметакрилатом полиолефины.
Упомянутые выше адгезионные составы имеют такую общую особенность, что речь идет о сополимере олефина, предпочтительно, сополимере этилена или сополимере пропилена, которые были получены посредством сополимеризации с подходящими сомономерами, которые имеют функциональные группы. Содержание в сомономерах таких функциональных групп по отношению к совокупности всех мономеров, которые содержатся в сополимерах, могут, согласно изобретению, быть различными, и составляют, предпочтительно по меньшей мере 0,1 молярных %, более предпочтительно по меньшей мере 0,5 молярных %, еще более предпочтительно по меньшей мере 1,0 молярный %, наиболее предпочтительно по меньшей мере 2,5 молярных %, наиболее предпочтительно по меньшей мере 5,0 молярных %, и прежде всего по меньшей мере 7,5 молярных %.
Подходящие адгезионные составы являются известными специалистам и коммерчески доступными. Особо предпочтительный адгезионный состав согласно изобретению представлен полимерами серии Admer®, Mitsui Chemicals.
Весовая доля адгезионного состава предпочтительно располагается в диапазоне от 10% по массе до 65% по массе, предпочтительно от 20% по массе до 30% по массе, по отношению к полной массе модифицированного по сцепляемости слоя.
В особо предпочтительных вариантах осуществления полимерной пленки согласно изобретению модифицированный по сцепляемости слой основан на смеси, которая включает в себя по меньшей мере один полиолефин и по меньшей мере один адгезионный состав, причем по меньшей мере один полиолефин выбран из группы, состоящей из гомополимера полиэтилена, сополимера полиэтилена, гомополимера полипропилена и сополимера полипропилена, предпочтительно, гетерофазного сополимера этилена-пропилена (НеСо РР).
Особо предпочтительно, гетерофазный сополимер этилена-пропилена представлен rTPO (изготовленными в реакторе термопластическими олефинами).
Подходящие полиолефины являются известными специалистам и коммерчески доступными. Согласно изобретению особо предпочтительными полиолефинами являются полиолефины серии Adflex®, LyondellBasell.
Массовая доля смеси предпочтительно составляет по меньшей мере 70% по массе, более предпочтительно по меньшей мере 75% по массе, еще более предпочтительно по меньшей мере 80% по массе, особо предпочтительно по меньшей мере 85% по массе, наиболее предпочтительно 90% по массе, и прежде всего по меньшей мере 95% по массе, соответственно по отношению к полной массе модифицированного по сцепляемости слоя. Прочую массовую долю могут составлять, при известных условиях, обычные добавки, такие как, например стабилизаторы, антиокислители, антистатики, пластификаторы, пигменты, заполнители, технологические добавки и так далее.
Особо предпочтительные варианты осуществления от Н1 до Н16 модифицированного по сцепляемости слоя представлены в следующей таблице, причем соответственно обычные добавки могут быть дополнительно привнесены в обычных количествах:
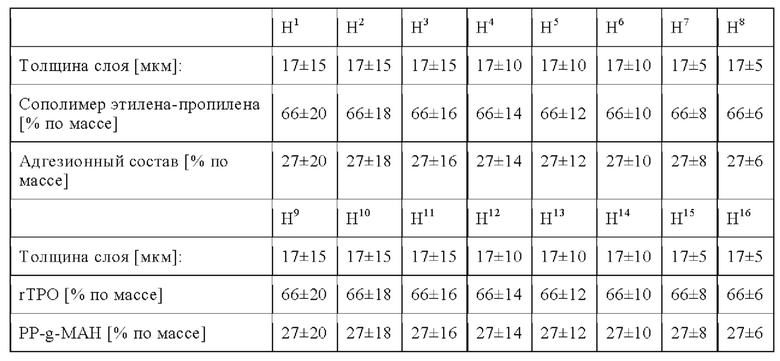
Такие модифицированные по сцепляемости слои, которые основаны на смеси, включающей в свой состав по меньшей мере один полиолефин и по меньшей мере один адгезионный состав, имеют то преимущество, что компоненты смеси хорошо сочетаются друг с другом, что иногда может благоприятно отражаться на структуре изготовленной поверхности. Для достижения этого, расслаивающие силы между модифицированным по сцепляемости слоем и (отвержденным) покровным материалом должны, однако, изменяться только в определенных несколько более узких границах, чем это происходит при применении термопластических эластомеров (ТРЕ) или сплава полимеров полиамида.
Согласно изобретению при применении таких модифицированных по сцепляемости слоев, которые основаны на смеси, включающей в свой состав по меньшей мере один полиолефин и по меньшей мере один адгезионный состав, расслаивающая сила между модифицированным по сцепляемости слоем и (отвержденным) покровным материалом, например полиуретановым лаком, находится в диапазоне от 1,0 до 10 сН/см, предпочтительно от 1,5 до 6,0 сН/см. Соответствующее значение расслаивающей силы может быть задано посредством массовой доли адгезионного состава.
Согласно изобретению для определения расслаивающей силы изготавливают пробные полосы. Для этого, отверждаемый покровный материал (например, двухкомпонентный полиуретановый лак) с помощью ракли наносят на лист формата А4 согласно DIN полимерной пленки в таком количестве, что толщина слоя лака составляет после просушивания в печи с циркуляцией воздуха 40 мкм. После отверждения или также просушивания полиуретанового лака (покровного материала) определяют расслаивающую силу между модифицированным по сцепляемости слоем и покровным материалом. Определение расслаивающей силы производят на основе тестового метода Finat (без монтажа на опоры) с полосой шириной 40 мм из листа формата А4 согласно DIN с помощью машины для испытания на растяжение типа Z0.5 компании Zwick/Roell. Измерения проводят по 3 полосам. Полосы наклеивают лаковой стороной на металлический опорный лист, который снабжен двусторонней липкой лентой (CMC 10730). Металлический опорный лист вводят в нижний натяжной зажим испытательной аппаратуры, пленку с нижней стороны отделяют от лака и наклеивают на жесткую полосу пленки, которую вводят в верхний натяжной зажим. Измерение производят при скорости 300 мм/мин.
В других особо предпочтительных вариантах осуществления полимерной пленки согласно изобретению модифицированный по сцепляемости слой основан на смеси, которая включает в себя по меньшей мере один полиолефин и по меньшей мере один термопластический эластомер (ТРЕ), при известных условиях, в комбинации с одним или несколькими так называемыми агентами для улучшения совместимости для улучшения совместимости полиолефинов с термопластическими эластомерами. При этом по меньшей мере один полиолефин может быть выбран из группы, состоящей из гомополимера полиэтилена, сополимера полиэтилена, гомополимера полипропилена и сополимера полипропилена, предпочтительно, гетерофазного сополимера этилена-пропилена (НеСо РР). Особо предпочтительными гетерофазными сополимерами этилена-пропилена являются rTPO (изготовленные в реакторе термопластические олефины). По меньшей мере один термопластический эластомер предпочтительно может быть выбран из термопластических эластомеров сополиэфиров (ТРЕ-Е), термопластических эластомеров полиамидов (TPA) и термопластических эластомеров полиуретанов (TPU), предпочтительно, ТРЕ-Е. Подходящие термопластические эластомеры являются известными специалистам и коммерчески доступными (например, серии Hytrel®, DuPont).
Массовая доля термопластического эластомера предпочтительно лежит в диапазоне от 1,0% по массе до 35% по массе, предпочтительно от 5,0% по массе до 15% по массе, по отношению к полной массе модифицированного по сцепляемости слоя.
При применении термопластических эластомеров сополиэфиров (ТРЕ-Е), в качестве агента для улучшения совместимости предпочтительно применяют сополимеры этилена-акрилата или описанные выше адгезионные составы, предпочтительно, привитые МАН сополимеры этилена-акрилата и/или тройные сополимеры этилена-акрилата-глицидилметакрилата.
Массовая доля агента для улучшения совместимости предпочтительно лежит в диапазоне от 1,0% по массе до 25% по массе, предпочтительно от 2,5% по массе до 15% по массе, по отношению к полной массе модифицированного по сцепляемости слоя.
Такие модифицированные по сцепляемости слои, которые основаны на смеси, включающей в свой состав по меньшей мере один полиолефин и по меньшей мере один термопластический эластомер (ТРЕ), при известных условиях, в комбинации с одним или несколькими агентами для улучшения совместимости, имеют то преимущество, что обеспечена возможность варьирования в широких границах расслаивающих сил между модифицированным по сцепляемости слоем и (отвержденным) покровным материалом. Однако при этом, компоненты смеси являются несколько хуже совместимыми друг с другом.
Согласно изобретению при применении таких модифицированных по сцепляемости слоев, которые основаны на смеси, включающей в свой состав по меньшей мере один термопластический эластомер (ТРЕ), при известных условиях, в комбинации с одним или несколькими агентами для улучшения совместимости, расслаивающая сила между модифицированным по сцепляемости слоем и (отвержденным) покровным материалом, например полиуретановым лаком, лежит в диапазоне от 1,0 до 50 сН/см, предпочтительно от 2,5 до 45 сН/см. Соответствующее значение расслаивающей силы может быть задано посредством относительной массовой доли термопластического эластомера (ТРЕ) и, при известных условиях, агента для улучшения совместимости. При сравнительно незначительной массовой доле термопластического эластомера (ТРЕ) еще остается возможность отказа от агента для улучшения совместимости, по мере роста массовой доли термопластического эластомера (ТРЕ), предпочтительной является добавка агента для улучшения совместимости.
В других особо предпочтительных вариантах осуществления полимерной пленки согласно изобретению модифицированный по сцепляемости слой основан на смеси, которая включает в себя по меньшей мере один полиолефин и по меньшей мере один сплав полимеров полиамида. При этом по меньшей мере один полиолефин может быть выбран из группы, состоящей из гомополимера полиэтилена, сополимера полиэтилена, гомополимера полипропилена и сополимера полипропилена, предпочтительно, гетерофазного сополимера этилена-пропилена (НеСо РР). Особо предпочтительными гетерофазными сополимерами этилена-пропилена являются rTPO (изготовленные в реакторе термопластические олефины). По меньшей мере один сплав полимеров полиамида предпочтительно является основанным на полиамиде термопластическим сплавом полимеров. С целью описания, сплавы полимеров являются материалами из двух или нескольких, по меньшей мере, частично смешивающихся полимеров или материалов из многофазовых сополимеров. Сплавы полимеров имеют унифицированные физические характеристики во всем объеме. По сравнению с этим, полимеры в полимерной смеси могут быть скомбинированы исключительно физически, и не должны быть смешиваемыми. Предпочтительными являются сплавы полимеров полиамида серии Orgalloy®, прежде всего гибкие сорта Orgalloy® LT. Подходящие сплавы полимеров полиамида являются известными специалистам и коммерчески доступными (например, серии Orgalloy®, Arkema).
Массовая доля сплава полимеров полиамида, предпочтительно, лежит в диапазоне от 10% по массе до 60% по массе, предпочтительно от 25% по массе до 50% по массе, по отношению к полной массе модифицированного по сцепляемости слоя.
Такие модифицированные по сцепляемости слои, которые основаны на смеси, включающей в свой состав по меньшей мере один полиолефин и по меньшей мере один сплав полимеров полиамида, имеют то преимущество, что обеспечена возможность изменения в широких границах расслаивающих сил между модифицированным по сцепляемости слоем и (отвержденным) покровным материалом. Однако при этом, компоненты смеси являются несколько хуже совместимыми друг с другом.
Согласно изобретению при применении таких модифицированных по сцепляемости слоев, которые основаны на смеси, включающей в свой состав по меньшей мере один сплав полимеров полиамида, расслаивающая сила между модифицированным по сцепляемости слоем и (отвержденным) покровным материалом, например полиуретановым лаком, находится в диапазоне от 1,0 до 25 сН/см, предпочтительно от 2,0 до 10 сН/см. Соответствующее значение расслаивающей силы может быть задано посредством массовой доли сплава полимеров полиамида.
В предпочтительном варианте осуществления полимерная пленка согласно изобретению, наряду с модифицированным по сцепляемости слоем, а также слоем из покровного материала, предпочтительно включает в себя другой слой.
Другой слой, предпочтительно, расположен на той поверхностной стороне модифицированного по сцепляемости слоя, которая обращена от покровного материала.
Предпочтительно, другой слой образует одну из двух внешних сторон полимерной пленки. Предпочтительно, полимерная пленка согласно изобретению состоит из слоя из покровного материала (первого внешнего слоя), модифицированного по сцепляемости слоя (несущего слоя) и другого слоя (второго внешнего слоя).
Предпочтительно, другой слой на его обращенной от модифицированного по сцепляемости слоя поверхностной стороне не снабжен способностями к отделению, но предпочтительно всего лишь не имеет адгезионного состава в смеси с остальными полимерами, которые образуют другой слой. Тем не менее, при потребности, согласно изобретению в принципе является возможным наделение другого слоя на его обращенной от модифицированного по сцепляемости слоя поверхностной стороне способностями к отделению, например посредством нанесения силиконов.
Предпочтительно, другой слой основан на полиолефине или на смеси различных полиолефинов, предпочтительно, выбранных соответственно независимо друг от друга из группы, состоящей из гомополимера полиэтилена, сополимера полиэтилена, гомополимера полипропилена и сополимера полипропилена, предпочтительно, гетерофазного сополимера этилена-пропилена (НеСо РР). Особо предпочтительными гетерофазными сополимерами этилена-пропилена являются rTPO (изготовленные в реакторе термопластические олефины). Подходящие полиолефины являются известными специалистам и коммерчески доступными. Согласно изобретению особо предпочтительными полиолефинами являются полиолефины серии Adflex®, LyondellBasell и полиолефины серии Inspire®, Braskem.
В предпочтительном варианте осуществления как модифицированный по сцепляемости слой, так и другой слой основаны соответственно на смеси сополимера этилена-пропилена с другим полимером, причем этот другой полимер в модифицированном по сцепляемости слое является адгезионным составом, и причем этот другой полимер в другом слое является сополимером этилена-пропилена, который отличается от другого сополимера этилена-пропилена в другом слое. В этом случае другой слой основан на смеси из 1. сополимера этилена-пропилена и 2. сополимера этилена-пропилена.
Другой слой полимерной пленки согласно изобретению предпочтительно имеет толщину слоя по меньшей мере 1,0 мкм, предпочтительно по меньшей мере 2,5 мкм, более предпочтительно по меньшей мере 5,0 мкм, еще более предпочтительно по меньшей мере 7,5 мкм, особо предпочтительно по меньшей мере 10 мкм, наиболее предпочтительно по меньшей мере 12,5 мкм, и прежде всего по меньшей мере 15 мкм.
Другой слой полимерной пленки согласно изобретению предпочтительно имеет толщину слоя максимально 50 мкм, предпочтительно максимально 45 мкм, более предпочтительно максимально 40 мкм, еще более предпочтительно максимально 35 мкм, особо предпочтительно максимально 30 мкм, наиболее предпочтительно максимально 25 мкм, прежде всего максимально 20 мкм.
Такая форма выполнения делает возможным сворачивание полимерной пленки согласно изобретению для сохранения в рулоны, а также складирование и транспортировку ее в этой форме.
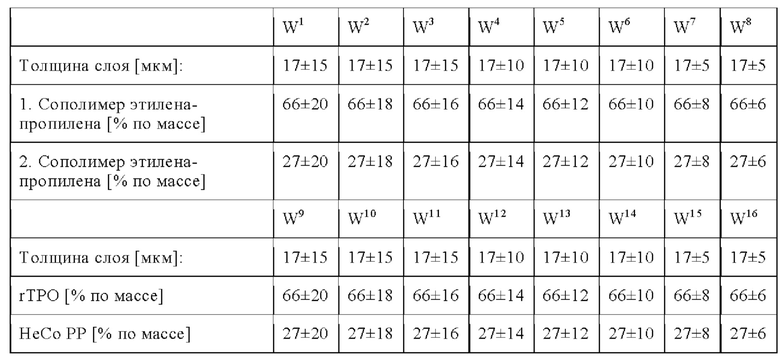
Особо предпочтительные варианты осуществления от W1 до W16 другого слоя представлены в следующей таблице, причем соответственно обычные добавки могут быть дополнительно привнесены в обычных количествах:
В предпочтительном варианте осуществления Полимерная пленка согласно изобретению, предпочтительно, включает в себя, наряду с модифицированным по сцепляемости слоем, слоем из покровного материала и другим слоем, внутренний слой, причем внутренний слой предпочтительно расположен между модифицированным по сцепляемости слоем и другим слоем и/или, причем другой слой предпочтительно образует одну из двух внешних сторон полимерной пленки (предпочтительная последовательность слоев: покровный материал/модифицированный по сцепляемости слой/внутренний слой/другой слой).
Предпочтительно, внутренний слой основан на полиолефине или на смеси различных полиолефинов, предпочтительно, выбранных соответственно независимо друг от друга из группы, состоящей из гомополимера полиэтилена, сополимера полиэтилена, гомополимера полипропилена и сополимера полипропилена, предпочтительно, гетерофазного сополимера этилена-пропилена (НеСо РР). Особо предпочтительными гетерофазными сополимерами этилена-пропилена являются rTPO (изготовленные в реакторе термопластические олефины). Подходящие полиолефины являются известными специалистам и коммерчески доступными. Согласно изобретению особо предпочтительными полиолефинами являются полиолефины серии Adflex®, LyondellBasell и полиолефины серии Inspire®, Braskem.
В предпочтительном варианте осуществления как внутренний слой, так и другой слой основаны на смеси двух разных сополимеров этилена-пропилена в разном соотношении компонентов смеси (1. сополимер этилена-пропилена в смеси с 2. сополимером этилена-пропилена).
Внутренний слой предпочтительно имеет менее значительную толщину слоя, чем слой из покровного материала. Внутренний слой предпочтительно имеет более значительную толщину слоя, чем модифицированный по сцепляемости слой и/или более значительную толщину слоя, чем другой слой.
Внутренний слой полимерной пленки согласно изобретению предпочтительно имеет толщину слоя по меньшей мере 4,0 мкм, предпочтительно по меньшей мере 6,0 мкм, более предпочтительно по меньшей мере 8,0 мкм, еще более предпочтительно по меньшей мере 10 мкм, особо предпочтительно по меньшей мере 15 мкм, наиболее предпочтительно по меньшей мере 20 мкм, и прежде всего по меньшей мере 25 мкм.
Внутренний слой полимерной пленки согласно изобретению предпочтительно имеет толщину слоя максимально 60 мкм, предпочтительно максимально 55 мкм, более предпочтительно максимально 50 мкм, еще более предпочтительно максимально 45 мкм, особо предпочтительно максимально 40 мкм, наиболее предпочтительно максимально 35 мкм, и прежде всего максимально 30 мкм.
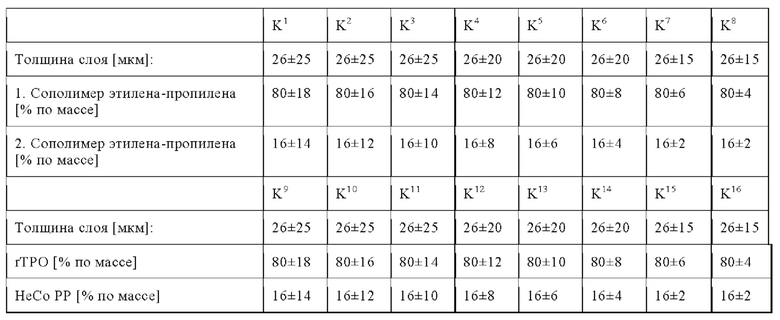
Особо предпочтительные варианты осуществления от K1 до K16 внутреннего слоя представлены в следующей таблице, причем соответственно обычные добавки могут быть дополнительно привнесены в обычных количествах:
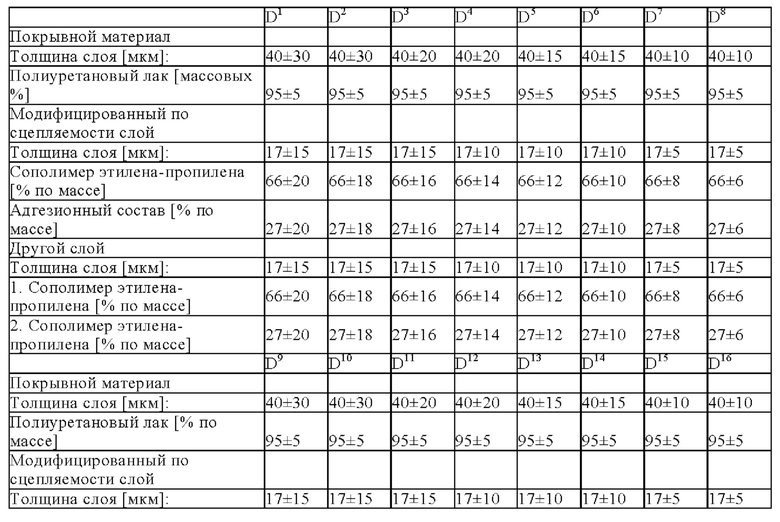
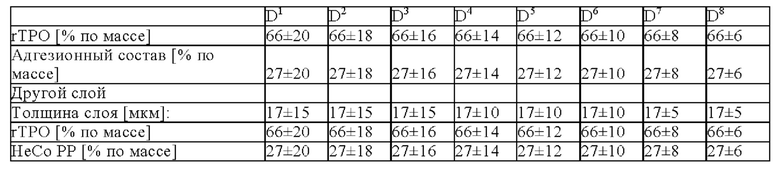
Особенно предпочтительные варианты осуществления от D1 до D16 полимерной пленки согласно изобретению в целом по меньшей мере с тремя слоями в последовательности: слой из покровного материала/модифицированный по сцепляемости слой/другой слой, представлены в следующей таблице, причем соответственно обычные добавки могут быть дополнительно привнесены в обычных количествах:
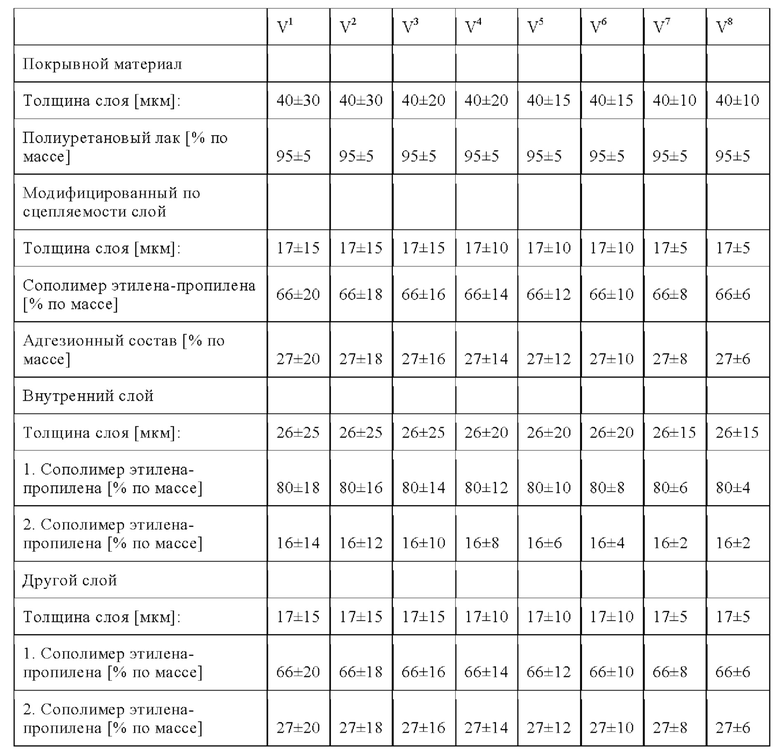
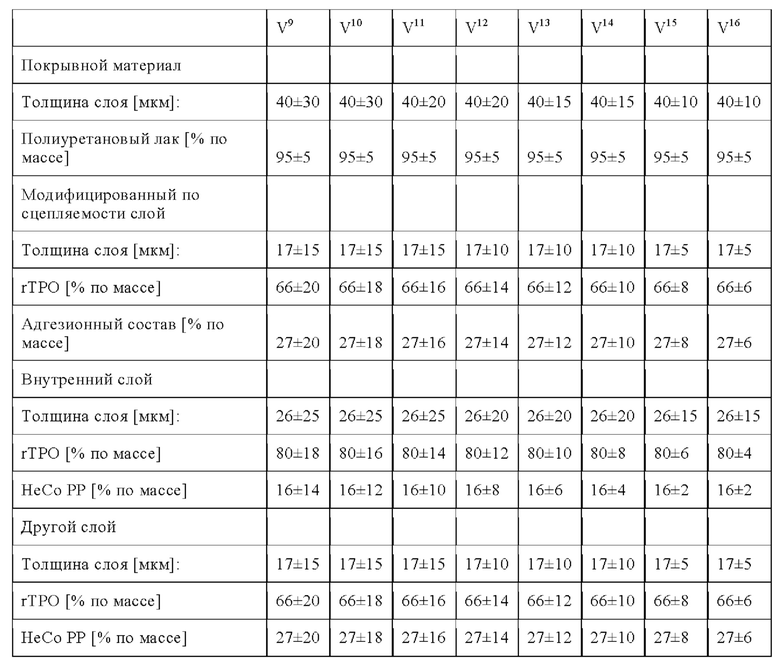
Особенно предпочтительные варианты осуществления от V1 до V16 полимерной пленки согласно изобретению в целом по меньшей мере с четырьмя слоями в последовательности: слой из покровного материала/модифицированный по сцепляемости слой/внутренний слой/другой слой, представлены в следующей таблице, причем соответственно обычные добавки могут быть дополнительно привнесены в обычных количествах:
Другой аспект изобретения относится к способу изготовления описанной выше полимерной пленки согласно изобретению для покрытия полимерных формованных деталей, который включает в себя шаги:
(А-1) обеспечение пленки, включающей в свой состав модифицированный по сцепляемости слой, который образует по меньшей мере одну из двух внешних сторон пленки,
(А-2) частичное или полное плоскостное покрытие внешней стороны пленки покровным материалом, предпочтительно отверждаемым покровным материалом в отверждаемом состоянии, и
(А-3) просушивание и/или отверждение покровного материала, предпочтительно термическим способом.
Все предпочтительные варианты осуществления, которые описаны выше в связи с полимерной пленкой согласно изобретению, аналогичным образом также относятся к способу согласно изобретению.
Другой аспект изобретения относится к способу нанесения покрытия на полимерные формованные детали из покровного материала, который включает в себя шаги:
(A) обеспечение описанной выше полимерной пленки согласно изобретению,
(Б) глубокая вытяжка полимерной пленки, предпочтительно при комнатной температуре, предпочтительно в инструменте для изготовления полимерных формованных деталей,
(B) приведение в контакт покровного материала с отверждаемым полимерным составом, и
(Г) отверждение полимерного состава,
причем междуслойная адгезия покровного материала на отвержденном составе превышает междуслойную адгезию покровного материала на модифицированном по сцепляемости слое полимерной пленки.
Все предпочтительные варианты осуществления, которые описаны выше в связи с полимерной пленкой согласно изобретению, а также со способом согласно изобретению изготовления этой полимерной пленки, аналогичным образом также относятся к способу согласно изобретению нанесения покрытия из покровного материала на полимерные формованные детали.
Предпочтительно, отверждаемый состав представлен вспененным полиуретаном.
Другой аспект изобретения относится к применению описанной выше полимерной пленки согласно изобретению для нанесения покрытия из покровного материала на полимерную формованную деталь, причем применение предпочтительно производят описанным выше способом согласно изобретению нанесения покрытия из покровного материала на полимерные формованные детали.
Все предпочтительные варианты осуществления, которые описаны выше в связи с полимерной пленкой согласно изобретению, а также с обоими способами согласно изобретению, аналогичным образом также относятся к применению согласно изобретению.
В особо предпочтительном согласно изобретению варианте осуществления изобретения
- модифицированный по сцепляемости слой включает в себя в качестве полиолефина гетерофазный сополимер этилена-пропилена, особо предпочтительно, rTPO, и в качестве адгезионного состава - привитый ангидридом малеиновой кислоты полипропилен,
- в качестве покровного материала - полиуретановый лак, и
- в качестве отверждаемого полимерного состава, то есть материала полимерной формованной детали - вспененный полиуретан.
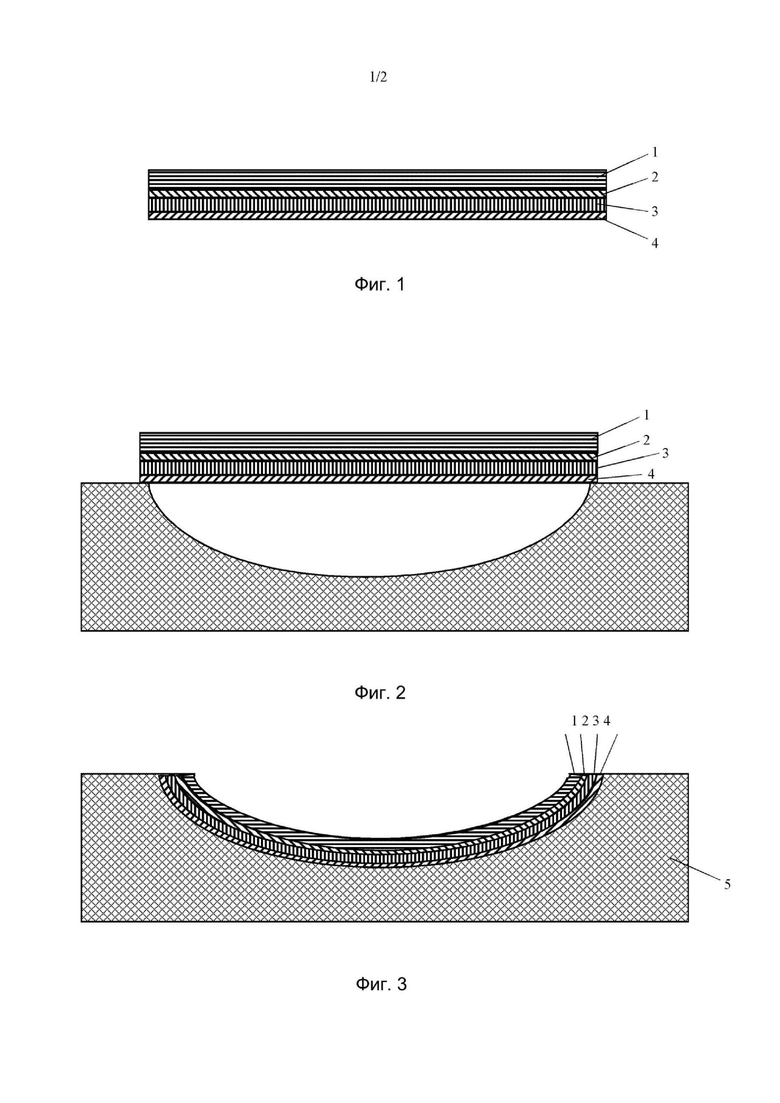
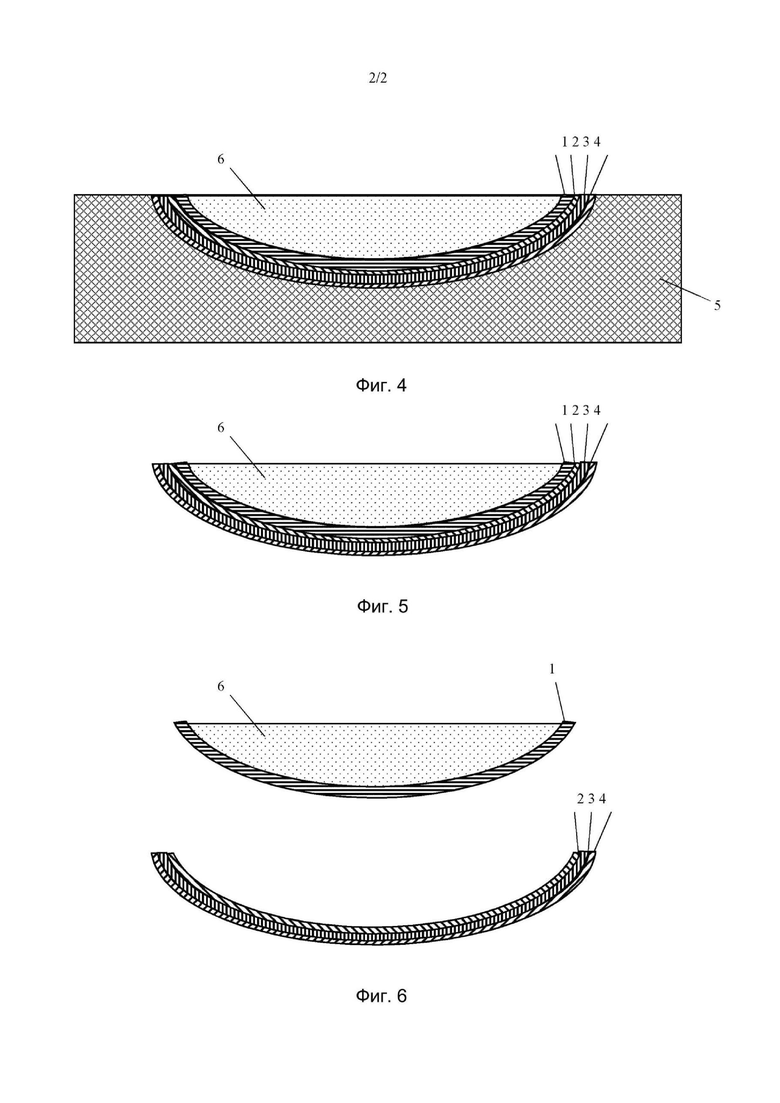
Изобретение схематически разъяснено в последующем изложении при помощи фиг. 1-6.
Фиг. 1 схематически показывает предпочтительный вариант осуществления полимерной пленки согласно изобретению со слоем 1 из покровного материала, модифицированным по сцепляемости слоем 2, внутренним слоем 3 и другим слоем 4, которая еще не пребывает в глубокотянутом состоянии.
Фиг. 2 схематически показывает, как полимерную пленку согласно изобретению согласно фиг. 1 накладывают на инструмент 5 для изготовления полимерных формованных деталей, и герметично закрывают ее на краях. Тем самым, инструмент 5, совместно с полимерной пленкой, образует полость, причем другой слой 4 обращен вовнутрь полости.
Фиг. 3 схематически показывает полимерную пленку согласно фиг. 2 после того, как она была подвергнута глубокому вытягиванию в инструменте 5 таким образом, что изготовленная глубокой вытяжкой полимерная пленка оказывается прижатой к внутренней поверхности инструмента 5. При этом другой слой 4 полимерной пленки соприкасается с внутренней поверхностью инструмента 5. Слой 1 из покровного материала обращен к внутреннему пространству возникшей в результате глубокой вытяжки формы.
Фиг. 4 показывает построение полимерной формованной детали 6 из отверждаемого полимерного состава во внутреннем пространстве возникшей в результате глубокой вытяжки формы, например, посредством инжектирования вспененного полиуретана.
Фиг. 5 показывает изъятую из инструмента 5 (не показан) полимерную формованную деталь 6 после отверждения полимерного состава. Поскольку сцепление другого слоя 4 с внутренней поверхностью инструмента 5 (не показан) является только незначительным, полимерная формованная деталь 6 может быть свободно изъята без остатка совместно со сцепленным с ней слоем 1 из покровного материала и с остальными слоями полимерной пленки. В этом состоянии полимерная пленка защищает полимерную формованную деталь 6 совместно со сцепленным с ней слоем 1 из покровного материала.
Фиг. 6 схематически показывает, как полимерная пленка может быть отделена от полимерной формованной детали 6 без слоя 1 из покровного материала. Поскольку сцепление покровного материала 1 с полимерной формованной деталью 6 превосходит по силе сцепление с покровным материалом 1 и с модифицированным по сцепляемости слоем 2 полимерной пленки, расщепление происходит между слоем 1 из покровного материала и модифицированным по сцепляемости слоем 2. Поэтому покровный материал 1 остается на полимерной формованной детали 6, а внешняя поверхность покровного материала обнажается без остатка. Таким образом, покровный материал 1 оказывается перенесенным с полимерной пленки на полимерную формованную деталь 6.
Список ссылочных обозначений
1 - Слой из покровного материала
2 - Модифицированный по сцепляемости слой
3 - Внутренний слой
4 - Другой слой
5 - Инструмент
6 - Полимерная формованная деталь
Последующие примеры разъясняют изобретение, не накладывая, однако, каких-либо ограничений.
Могут быть изготовлены три различные полимерные пленки соответственно из трех слоев, с полной толщиной пленки (без покровного материала) 60 мкм. При этом состав модифицированного по сцепляемости слоя может отличаться относительно содержания адгезионного состава, все остальные параметры поддержаны постоянным.
Такие изготовленные полимерные пленки могут быть нанесены на поверхности модифицированного по сцепляемости слоя (первую внешнюю сторону) при использовании коммерчески доступного двухкомпонентного полиуретанового лака в качестве покровного материала. Для изготовления пробных полосок, двухкомпонентный полиуретановый лак с помощью ракли наносят на лист формата А4 согласно DIN полимерной пленки в таком количестве, что толщина слоя лака составляет после просушивания в печи с циркуляцией воздуха 40 мкм.
После отверждения или также просушивания полиуретанового лака (покровного материала) определяют расслаивающую силу между модифицированным по сцепляемости слоем и покровным материалом. Строение пленки, а также измеренные расслаивающие силы представлены в следующей таблице:
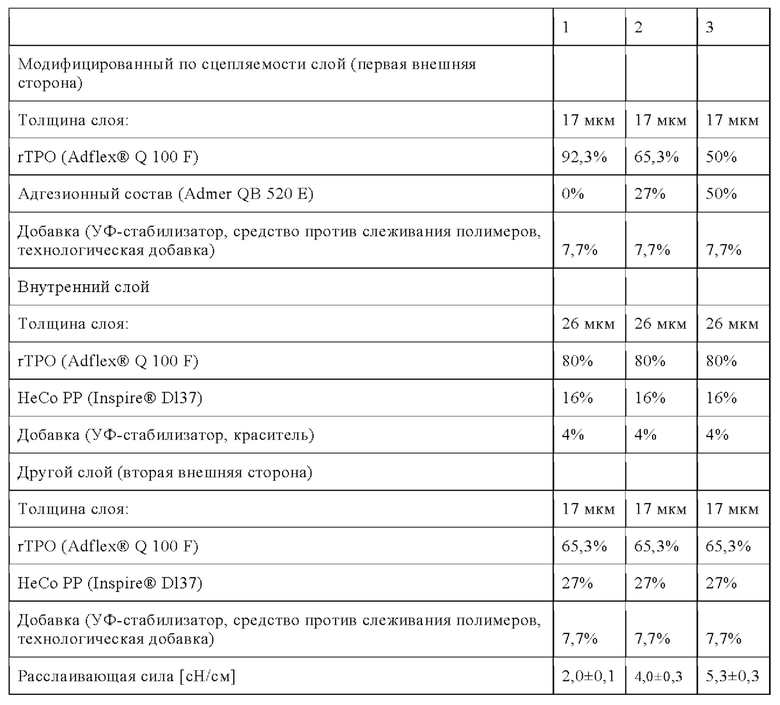
Определение расслаивающих сил было произведено на основе тестового метода Finat (без монтажа на опоры) с полосой шириной 40 мм из листа формата А4 согласно DIN с помощью машины для испытания на растяжение типа Z0.5 компании Zwick/Roell. Измерения проводились по 3 полосам. Полосы наклеивали лаковой стороной на металлический опорный лист, который снабжен двусторонней липкой лентой (CMC 10730). Металлический опорный лист вводили в нижний натяжной зажим испытательной аппаратуры, пленку с нижней стороны отделяли от лака и наклеивали на жесткую полосу пленки, которую вводили в верхний натяжной зажим. Измерение производилось при скорости 300 мм/мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕКОРИРОВАННАЯ ОБЛИЦОВОЧНАЯ ИЛИ ОБШИВОЧНАЯ ДЕТАЛЬ | 2006 |
|
RU2419559C2 |
| КОМПОЗИЦИОННЫЙ ЭЛЕМЕНТ | 2012 |
|
RU2588537C2 |
| ПЛЕНКА ДЛЯ ЭТИКЕТОК ДЛЯ СПОСОБА ГЛУБОКОЙ ВЫТЯЖКИ | 2005 |
|
RU2396172C2 |
| КОНТЕЙНЕР ДЛЯ ИЗГОТОВЛЕНИЯ КАПСУЛЫ ДЛЯ НАПИТКА И КАПСУЛА НА ЕГО ОСНОВЕ | 2017 |
|
RU2740816C2 |
| СЛОИСТЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ С РАЗЛИЧНЫМИ СЛОЯМИ СМОЛЫ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ПРИМЕНЕНИЕ | 2001 |
|
RU2270759C2 |
| СПОСОБ ПЕРЕНОСА ТИСНЕНОЙ СТРУКТУРЫ НА ПОВЕРХНОСТЬ ПОКРЫТИЯ И СОДЕРЖАЩИЙ ЭТО ПОКРЫТИЕ КОМБИНИРОВАННЫЙ МАТЕРИАЛ | 2019 |
|
RU2777734C2 |
| СМЕСЬ И ПЛЕНКА, ПРОЯВЛЯЮЩИЕ СТОЙКОСТЬ К ИСТИРАНИЮ КРАСКИ | 2014 |
|
RU2666436C2 |
| СПОСОБ ПЕРЕНОСА ТИСНЕНОЙ СТРУКТУРЫ НА ПОВЕРХНОСТЬ ПОКРОВНОГО СРЕДСТВА И ИСПОЛЬЗУЕМЫЙ В КАЧЕСТВЕ МАТРИЦЫ ДЛЯ ТИСНЕНИЯ КОМБИНИРОВАННЫЙ МАТЕРИАЛ | 2019 |
|
RU2778706C2 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ С АХРОМАТИЧЕСКИМИ ХАРАКТЕРИСТИКАМИ | 2011 |
|
RU2591770C2 |
| ОДНОПОРЦИОННАЯ УПАКОВКА | 2018 |
|
RU2764989C2 |
Изобретение относится к полимерной пленке для покрытия полимерных формованных деталей покровным материалом, причем полимерная пленка включает в себя модифицированный по сцепляемости слой, а также слой из покровного материала, причем полимерная пленка, в том числе модифицированный по сцепляемости слой и слой из покровного материала, является пригодной для глубокой вытяжки при комнатной температуре, и причем покровный материал частично или полностью плоскостно покрывает модифицированный по сцепляемости слой, и причем модифицированный по сцепляемости слой имеет толщину слоя по меньшей мере 1,0 мкм, и причем модифицированный по сцепляемости слой состоит в непосредственном контакте с покровным материалом. Кроме того, изобретение относится к применению полимерной пленки согласно изобретению, способу ее изготовления, а также к способу нанесения покрытия на детали при применении полимерной пленки согласно изобретению. 4 н. и 18 з.п. ф-лы, 6 ил., 6 табл.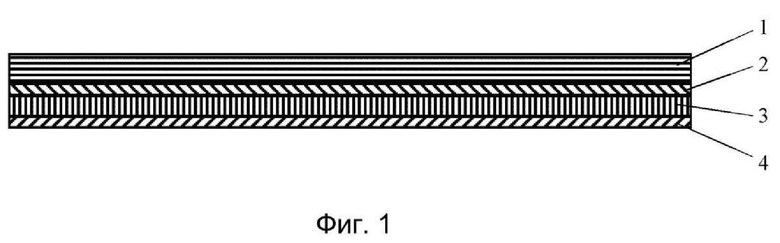
1. Полимерная пленка для покрытия полимерных формованных деталей покровным материалом, причем полимерная пленка включает в себя модифицированный по сцепляемости слой, а также слой из покровного материала,
причем полимерная пленка выполнена с возможностью глубокой вытяжки при комнатной температуре, и
причем покровный материал частично или полностью плоскостно покрывает модифицированный по сцепляемости слой, и
причем модифицированный по сцепляемости слой имеет толщину слоя по меньшей мере 1,0 мкм и состоит в непосредственном контакте с покровным материалом, и
(i) на его обращенной к покровному материалу поверхностной стороне имеет поверхностное натяжение по меньшей мере 27 мН/м, и
(ii) основан на смеси, которая включает в себя по меньшей мере один полиолефин, а также по меньшей мере (А) один адгезионный состав, (Б) один термопластический эластомер или (В) один сплав полимеров полиамида.
2. Полимерная пленка по п. 1, причем покровный материал изготовлен из отверждаемого состава и/или предоставлен в отвержденном состоянии.
3. Полимерная пленка по п. 1 или 2, причем покровный материал является лаком.
4. Полимерная пленка по п. 3, причем лак:
- является термически отверждаемым лаком, и/или
- основан на полиуретане, полиакрилате или эпоксиде.
5. Полимерная пленка по одному из предшествующих пунктов, причем покровный материал:
- имеет при 23°С разрывное удлинение по меньшей мере 100%, и/или
- образует одну из двух внешних сторон полимерной пленки, и/или
- имеет толщину слоя по меньшей мере 5 мкм.
6. Полимерная пленка по одному из предшествующих пунктов, причем обращенная к покровному материалу поверхностная сторона полимерной пленки не подвергнута поверхностной активации.
7. Полимерная пленка по одному из предшествующих пунктов, полимеры или полимерные смеси которой во всех слоях имеют соответственно одну температуру плавления по меньшей мере 110°С, определяемую посредством DSC (дифференциальной сканирующей калориметрии) согласно DIN EN ISO 11357-3:2018-07.
8. Полимерная пленка по одному из предшествующих пунктов, причем модифицированный по сцепляемости слой на его обращенной к покровному материалу поверхностной стороне имеет поверхностное натяжение максимально 45 мН/м.
9. Полимерная пленка по одному из предшествующих пунктов, причем модифицированный по сцепляемости слой основан на смеси, которая включает в себя по меньшей мере один полиолефин и по меньшей мере один адгезионный состав, причем
(i) адгезионный состав выбран из модифицированных кислотным ангидридом полиолефинов, модифицированных гидроксилом полиолефинов, модифицированных кислотой полиолефинов, модифицированных ацетатом полиолефинов и модифицированных эпоксидом полиолефинов, и/или
(ii) массовая доля адгезионного состава лежит в диапазоне от 10% по массе до 65% по массе по отношению к полной массе модифицированного по сцепляемости слоя, и/или
(iii) по меньшей мере один полиолефин выбран из группы, состоящей из гомополимера полиэтилена, сополимера полиэтилена, гомополимера полипропилена и сополимера полипропилена.
10. Полимерная пленка по одному из пп. 1-8, причем модифицированный по сцепляемости слой основан на смеси, которая включает в себя по меньшей мере один полиолефин и по меньшей мере один термопластический эластомер, причем
(i) термопластический эластомер выбран из термопластических эластомеров сополиэфиров, термопластических эластомеров полиамидов и термопластических эластомеров полиуретанов, и/или
(ii) массовая доля термопластического эластомера лежит в диапазоне от 1,0% по массе до 35% по массе по отношению к полной массе модифицированного по сцепляемости слоя, и/или
(iii) по меньшей мере один полиолефин выбран из группы, состоящей из гомополимера полиэтилена, сополимера полиэтилена, гомополимера полипропилена и сополимера полипропилена.
11. Полимерная пленка по п. 10, причем модифицированный по сцепляемости слой дополнительно включает в себя по меньшей мере один агент для улучшения совместимости, причем
(i) агент для улучшения совместимости выбран из сополимеров этилена-акрилата, привитых ангидридом малеиновой кислоты сополимеров этилена-акрилата и тройных сополимеров этилена-акрилата-глицидилметакрилата, и/или
(ii) массовая доля агента для улучшения совместимости лежит в диапазоне от 1,0% по массе до 20% по массе по отношению к полной массе модифицированного по сцепляемости слоя.
12. Полимерная пленка по одному из пп. 1-8, причем модифицированный по сцепляемости слой основан на смеси, которая включает в себя по меньшей мере один полиолефин и по меньшей мере один сплав полимеров полиамида, причем
(i) сплав полимеров полиамида является основанным на полиамиде термопластическим сплавом полимеров, и/или
(ii) массовая доля сплава полимеров полиамида лежит в диапазоне от 10% по массе до 60% по массе по отношению к полной массе модифицированного по сцепляемости слоя, и/или
(iii) по меньшей мере один полиолефин выбран из группы, состоящей из гомополимера полиэтилена, сополимера полиэтилена, гомополимера полипропилена и сополимера полипропилена.
13. Полимерная пленка по одному из предшествующих пунктов, которая, наряду с модифицированным по сцепляемости слоем, а также слоем из покровного материала, включает в себя другой слой.
14. Полимерная пленка по п. 10, причем другой слой
- расположен на той поверхностной стороне модифицированного по сцепляемости слоя, которая обращена от покровного материала, и/или
- образует одну из двух внешних сторон полимерной пленки, и/или
- на его обращенной от модифицированного по сцепляемости слоя поверхностной стороне наделен способностями к отделению.
15. Полимерная пленка по одному из предшествующих пунктов, которая имеет общую толщину слоя по меньшей мере 30 мкм.
16. Полимерная пленка по одному из предшествующих пунктов, которая при комнатной температуре имеет разрывное удлинение по меньшей мере 100%.
17. Полимерная пленка по одному из предшествующих пунктов, которая по меньшей мере с одной стороны подвергнута рельефной формовке.
18. Способ изготовления полимерной пленки для покрытия полимерных формованных деталей покровным материалом по одному из пп. 1-17, который включает в себя шаги:
(А-1) обеспечение пленки, включающей в свой состав модифицированный по сцепляемости слой, который образует по меньшей мере одну из двух внешних сторон пленки,
(А-2) частичное или полное плоскостное покрытие внешней стороны покровным материалом, и
(А-3) просушивание и/или отверждение покровного материала.
19. Способ покрытия полимерных формованных деталей покровным материалом, который включает в себя шаги:
(А) обеспечение полимерной пленки по одному из пп. 1-17,
(Б) глубокая вытяжка полимерной пленки, предпочтительно при комнатной температуре,
(В) приведение в контакт покровного материала с отверждаемым полимерным составом и
(Г) отверждение полимерного состава,
причем междуслойная адгезия покровного материала на отвержденном составе превышает междуслойную адгезию покровного материала на модифицированном по сцепляемости слое полимерной пленки.
20. Способ по п. 19, причем отверждаемый состав является вспененным полиуретаном.
21. Применение полимерной пленки по одному из пп. 1-17 для нанесения покрытия из покровного материала на полимерную формованную деталь.
22. Применение по п. 21 в способе по п. 18 или 19.
| US 2008002470 A1, 11.12.2008 | |||
| DE 102018105523 A1, 12.09.2019 | |||
| DE 102016120781 A1, 03.05.2018 | |||
| СОЕДИНЕНИЕ ЗАБОЙНЫХ ТРУБОПРОВОДОВ^!':!:;:?:'-^"''^н/i4I йО;"СОЮЗНАЯПК';т--7[:п.--р'^>&'Н^р|^чI '•'"•" •-'-П | 0 |
|
SU361351A1 |
| Устройство для непрерывного горизонтального литья | 1980 |
|
SU950492A1 |
| УСТРОЙСТВО ДЛЯ УДАРНОЙ ЛИСТОВОЙ ШТАМПОВКИ | 1985 |
|
SU1304235A2 |

