1
Изобретение относится к литейному производству, а конкретно к оборудованию для непрерывного горизонтального литья чугунных заготовок.
Наиболее близким к изобретению по технической сущности является устройство для непрерывного горизонтального литья, содержащее герметичный металлоприемник, кристаллизатор, камеру вторичного охлаждения, тянущую клеть, режущий механизм, импульсный датчик длины заготовки и регулятор давления (редукционный клапан)газа в металлоприемнике ll .
Недостаток устройства состоит в том, что задатчик регулятора давления выполнен в виде храпового механизма с электромагнитным приводом. Такой задатчик воздействует на пружину редукционного клапана только в сторону повышения давления. Поэтому перед каждым наполнением металлоприемника расплавом оператор должен вручную устанавливать регулятор давления в исходное положение. Тдкая операция, задерживая извлечение заготовки, оставшейся в кристаллизаторе после предыдущего цикла разливки, создает угрозу намерзания металла на внутреннем торце графитового вкладыша кристаллизатора, усложняет управление процессом и снижает его производительность.
10
Цель изобретения - повышение производительности и надежности работы установки.
Поставленная цель достигается тем, что в устройство для непрерывного
15 горизонтального литья, содержащее герметичный металлоприемник, кристаллизатор, камеру вторичного охлаждения, тянущую клеть, режущий механизм, импульсный датчик длины
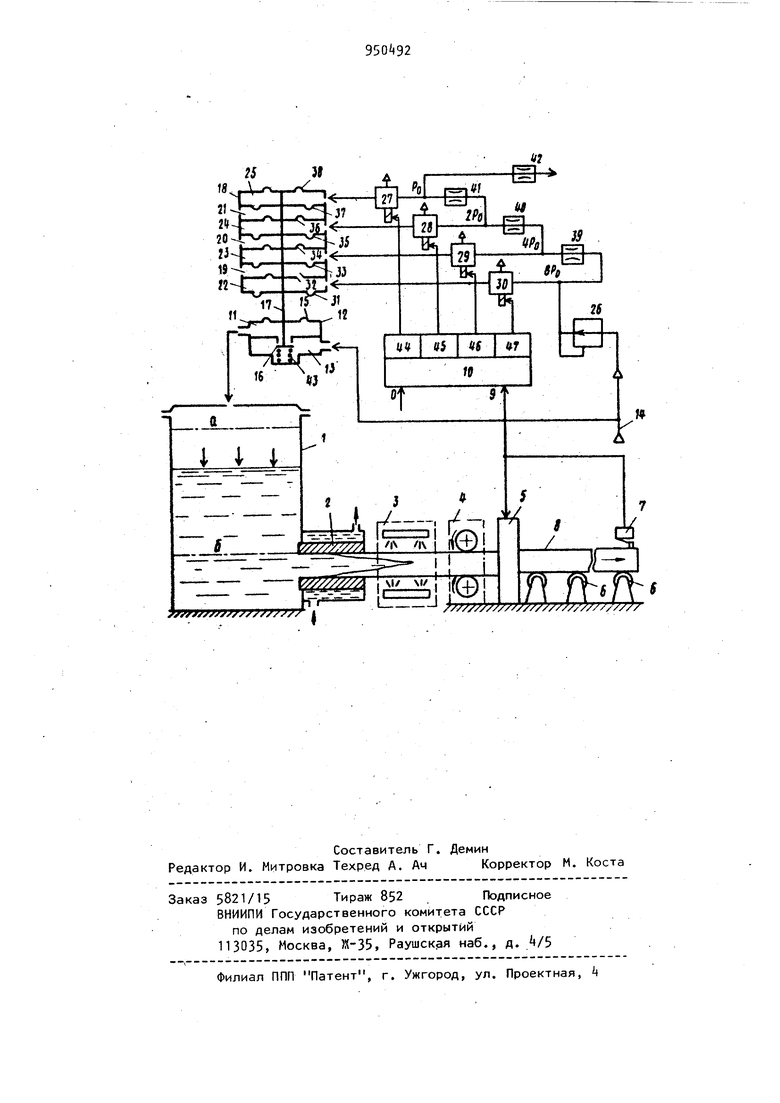
20 слитка и регулятор давления газа, введены электромагнитные трехходовые клапаны, счетчик и мембранный блок, шток которого жестко связан с регулятором давления, а управляющие камеры мембранного блока соединены со стабилизатором давления через электромагнитные трехходовые клапаны,, причем обмотки клапанов подключены к выходным каскадам разрядов счетчика, вход которого соединен с дат чиком длины слитка. На чертеже представлено предлагаемое устройство . Устройство содержит металлоприем ник 1 с кристаллизатором 2, камеру вторичного охлаждения, тянущую клет 4, режущий механизм 5 и рольганг 6, образующие линию получения заготово способом непрерывного литья. В конце линии установлен конечный выключатель 7, взаимодействующий с зЪготовкой b и включенный в схему формирования импульсов на входе 9 счет чика 10 и в схему управления режущи механизмом 5. Полость металлоприемникй соединена с выходной камерой 11 регулятора 12 давления, а его входная камера 13 соединена с пневмосетью 1. Мембрана. 15 регулятора 12,жестко связанная с его клапаном 16,соединена со штоком 17 мембранного бло ка 18. Камеры этого блока образованы различными по площади мембранами, причем камеры соединены с атмосферой, а управляющие камеры 22-25 подключены к стабилизато ру 26 давления через трехходовые электромагнитные клапаны . Обмотки клапанов подключены к выход ным каскадам разрядов счетчика 10, 31-38 мембраны, причем мембраны 31, 33, 35 и 37 имеют площадь F , а мем браны 32,,36 и 38 - площадь причем F : F . Дроссели 39 образуют делитель с выходами стабилизированного давления Р 2Р Устройство работает следующим образом. До подачи расплава в металлоприемник 1 счетчик 10 устанавливают в нулевое состояние, при котором обмотки клапанов 27-30 обесточены, а камеры 22-25 мембранного блока 18 соединены с атмосферой. Пружиной 3 клапан 1б прижат к своему седлу и в полости металлоприемника избыточного давления нет. В кристаллизатор 2 и в тянущую клеть вставляют затравку таким образом, что ее на2 4ружный торец совпадает с плоскостью резания в механизме 5. После наполнения металлоприемника 1 расплавом до начального уровня а включают приводы тянущей клети 4 и рольганга 6 и начинается процесс вытягивания Заготовки из кристаллизатора. Как только наружный торец заготовки доходит до конечного выключателя 7, срабатывает режущий механизм 5, отделяющий от заготовки слиток заданной, длины. Одновременно на вход 9 счетчика .10 поступает импульс и на выходном каскаде его младшего разряда kk появляется напряжение. Включается клапан 27,. в камере 25 мембранного блока 18 появляется избыточное давление Р. В подмембранной камере 11 регулятора 12 и в полости металлоприемника 1 устанавливается избыточное давлениеF- - площадь мембраны 15. При подходе торца следующего слитк% к конечному выключателю 7 снова срабатывает режущий механизм 3 и на вход 9 счетчика 10 поступает второй импульс. На выходе разряда kk напряжение исчезает, а на выходе разря- , да появляется. Клапан 27 отключается , камера 25 соединяется с атмосферой, а клапан 28 включается и в камере 23 устанавливается давление 2Р,..При этом на расплав в металлоприемнике воздействует давление . После прихода в счетчик третьего импульса снова включается клапан 27, в камере 25 давление PQ, а в-камере 23 давление 2Р, в результате .чего давление газа на расплав в металлоприемнике равно Далее процесс приращения давления в металлоприемнике пропорционально числу слитков и продолжается до з.аполнения разрядов Аб и 7 счетчиКЗ 10. Число его разрядов п определяется параметрами литейной установки
йН.-&/«
.
где А допустимый перепад уровня
расплава в металлолриемнике-р ф Sf - площадь зеркала расплава в
металлоприемнике; S.,;lp - соответственно сечение и
длина слитка.
.Если допустимое отклонение давле- ., ния жидкой фазы металла в кристаллизаторе от расчетного значения составляет i РАД,то число разрядов счетчика, управляющих клапанами, должно быть т ес|ДА2м), где у - удельный вес расплава, а на входе счетчика должен быть дели тель частоты импульсов с коэффициентом деления y-Sc-Sc SM Когда зеркало расплава опускается до .уровня б, процесс извлечения заго .товки прекращают, на вход О счетчика 10 поступает импульс, счетчик переходит в исходное состояние, клапаны 27-30 соединяют камеры мембранного блока 18 с атмосферой и избыточ ное давление газа в металлоприемнике исчезает, flocyie его наполнения до на чального уровня а процесс извлечения заготовки продолжается. Таким образом, регулятор 12 давле ния в исходное состояние переходит автоматически после подачи,импульса сброса на вход О счетчика, а избыточное давление газа в металлоприемнике исчезает через 1,5-2 с.
Предложенное устройство по сравнению с известными упрощает управление процессом и обслуживание установки, так как не требует от оператора перенастройки регулятора давления газа, сокращает время подготовки , к очередному циклу заливки. Это повышает производительность процесса, а также надежность работы оборудования, так как уменьшается задержка металла в кристаллизаторе, приводящая к. аварийной ситуации из-за продвижения фронта затвердевания в металлоприемник. Экономический эффект, ожидаемый только за счет повышения производительности процесса на . составляет Ц,5- 7 тыс. руб.. в год на одну установку непрерывного литья чугуна. Формула изобретения Устройство для непрерывного горизонтального литъя содержащее герметичный металлоприемник, кристаллизатор, камеру вторичного охлаждения, тянущую клеть, режущий механизм, импульсный датчик длины cлиTкaj стабилизатор давления и регулятор давления газа, отличающееся тем, что, с целью повышенияпроизводительности и надежности работы, оно дополнительно содержит электромагнитные трехходовые,клапаны, счет-, чик и мембранный блок, шток которого, жестко связан с регулятором давле.ния, а управляющие камеры мембранного блока соединены со -стабилизатором давления через электромагнитные трехходовые клапаны, причем обмотки клапанов подключены к выходным каскадам разрядов счетчика, вход которого соединен с датчиком длины слитка. Источники информации, принятые во внимание при экспертизе . 1. Патент ФРГ № , кл. В 22 D 11/10, опублик. 1967.
75
w
W
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного горизонтального литья | 1981 |
|
SU996075A1 |
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
| Устройство для горизонтального непрерывного литья заготовок | 1985 |
|
SU1252024A1 |
| Система автоматического управления машиной непрерывной разливки стали | 1962 |
|
SU490091A1 |
| Способ непрерывного горизонтального литья заготовок из чугуна | 1987 |
|
SU1519829A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ | 1990 |
|
RU2020035C1 |
| Способ непрерывного горизонтального литья чугуна и установка для его осуществления | 1983 |
|
SU1118477A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| Система для автоматического управления машиной непрерывной разливки стали | 1963 |
|
SU512467A1 |
| Установка для горизонтального непрерывного литья чугуна | 1983 |
|
SU1109247A1 |
I ; i . iO.uia ///vvvy/xx
