Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для контроля поверхности, способу контроля поверхности, способу изготовления стального материала, способу управления качеством стального материала и производственному оборудованию для изготовления стального материала.
Уровень техники
Обеспечение качества поверхности является крайне важным фактором при изготовлении стальных изделий на производственной линии. По этой причине, в частности, в области изготовления стальных листов, для обнаружения поверхностных дефектов различных типов контроль поверхностных дефектов был давно автоматизирован с помощью линейного источника света и линейного датчика (см. Патентную литературу 1). Однако с помощью просто испускания светового луча для освещения листа в продольном направлении (направление транспортирования стального листа), используя линейный источник света, сложно обнаружить линейный дефект поверхности, имеющий большую длину в продольном направлении. Таким образом, для решения указанной проблемы был разработан наклонный линейный источник света, где осветительный световой луч имеет составляющую в направлении ширины (см. Патентную литературу 2). Кроме того, в Патентной литературе 3 и 4 также описаны способы испускания световых лучей для освещения в двух направлениях, используя линейные источники света, и приема отраженного светового луча, соответствующего осветительному световому лучу, для каждого из отраженных световых лучей с помощью линейного датчика, для того чтобы получить различие.
Перечень противопоставленных документов
Патентная литература
Патентная литература 1: выложенная патентная заявка Японии № 2008-275424
Патентная литература 2: выложенная патентная заявка Японии № 2006-242866
Патентная литература 3: выложенная патентная заявка Японии № 2017-009523
Патентная литература 4: выложенная патентная заявка Японии № 2018-036175
Патентная литература 5: выложенная патентная заявка Японии № 2015-125089
Патентная литература 6: патент Японии № 6447637.
Сущность изобретения
Техническая проблема
К числу опасных дефектов, подлежащих обнаружению на поверхности стального листа, относятся дефекты, которые имеют в некоторой степени линейную форму - длинную и узкую, например, прокатная трещина, направление большой оси которой может проходить в любом направлении. Однако, как описано выше, способ, раскрытый в Патентной литературе 1, не обеспечивает обнаружения линейного поверхностного дефекта, который имеет большую длину в продольном направлении. В способе, описанном в Патентной литературе 2, если направление большой оси поверхностного дефекта соответствует направлению излучения, способность к обнаружению значительно снижается. Кроме того, способы, описанные в Патентной литературе 3 и 4, относятся только к дефектам поверхности, подлежащим обнаружению, большая ось которых ориентирована в направлении ширины или в продольном направлении, и не могут использоваться для обнаружения линейных поверхностных дефектов, направление большой оси которых может быть в различных направлениях.
Настоящее изобретение разработано с учетом вышеописанных проблем, и задача настоящего изобретения состоит в том, чтобы предложить устройство для контроля поверхности и способ контроля поверхности, способные точно обнаруживать линейный дефект поверхности, большая ось которого может иметь любое направление. Другая задача настоящего изобретения состоит в том, чтобы предложить способ изготовления стального материала, способ управления качеством стального материала и производственное оборудование для изготовления стального материала, способные точно обнаруживать линейный дефект поверхности, большая ось которого может иметь любое направление, и увеличивать выход стального материала.
Решение проблемы
Устройство для контроля поверхности по настоящему изобретению содержит: два или более наклонных линейных источников света, выполненных с возможностью испускания наклонных осветительных световых лучей на целевую зону контроля стального материала; один или более линейных датчиков, выполненных с возможностью приема каждого из отраженных световых лучей, соответствующих наклонному осветительному световому лучу от соответствующих наклонных линейных источников света, причем отраженные световые лучи исходят из целевой зоны контроля для каждого наклонного линейного источника света, и с возможностью формирования изображений; и блок обнаружения, выполненный с возможностью обнаружения линейного поверхностного дефекта в целевой зоне контроля, используя изображения, сформированные одним или более линейными датчиками, причем ортографические проекции по меньшей мере двух наклонных осветительных световых лучей из указанных наклонных осветительных световых лучей от двух или более наклонных линейных источников света на поверхность стального материала ортогональны друг другу в целевой зоне контроля.
По меньшей мере один наклонный линейный источник света из указанных двух или более наклонных линейных источников света может быть установлен в поле обзора линейных датчиков на стороне входа в направлении транспортирования или на стороне выхода в направлении транспортирования стального материала относительно целевой зоны контроля.
По меньшей мере один наклонный линейный источник света из указанных двух или более наклонных линейных источников света может быть установлен в поле обзора линейных датчиков на стороне входа в направлении транспортирования стального материала относительно целевой зоны контроля, и по меньшей мере один наклонный линейный источник света из указанных двух или более наклонных линейных источников света может быть установлен в поле обзора линейных датчиков на стороне выхода в направлении транспортирования стального материала относительно целевой зоны контроля.
Способ контроля поверхности по настоящему изобретению включает этап излучения, на котором испускают наклонные осветительные световые лучи на целевую зону контроля стального материала, используя два или более наклонных линейных источников света; этап получения изображений, на котором одним или несколькими линейными датчиками принимают каждый из отраженных световых лучей, соответствующих наклонным осветительным световым лучам от соответствующих наклонных линейных источников света, причем отраженные световые лучи исходят из целевой зоны контроля для каждого наклонного линейного источника света, и формируют изображения целевой зоны контроля; и этап обнаружения, на котором обнаруживают линейный поверхностный дефект в целевой зоне контроля, используя изображения, сформированные на этапе получения изображений, причем ортографические проекции по меньшей мере двух наклонных осветительных световых лучей из указанных наклонных осветительных световых лучей от двух или более наклонных линейных источников освещения на поверхность стального материала ортогональны друг другу в целевой зоне контроля.
Способ изготовления стального материала по настоящему изобретению включает в себя этап изготовления стального материала одновременно с обнаружением линейных поверхностных дефектов стального материала с помощью устройства для контроля поверхности по настоящему изобретению.
Способ управления качеством стального материала по настоящему изобретению включает в себя управления качеством стального материала посредством сортировки стального материала на основании наличия или отсутствия линейных поверхностных дефектов, используя устройство для контроля поверхности по настоящему изобретению.
Производственное оборудование для изготовления стального материала по настоящему изобретению содержит устройство для контроля поверхности по настоящему изобретению и производственное оборудование для изготовления стального материала, причем устройство для контроля поверхности выполнено с возможностью контроля поверхности стального материала, изготавливаемого с помощью указанного производственного оборудования для изготовления стального материала.
Преимущественные эффекты изобретения
С помощью устройства для контроля поверхности и способа контроля поверхности настоящего изобретения можно точно обнаруживать линейный дефект поверхности, направление большой оси которого может быть любым направлением. Кроме того, согласно способу изготовления стального материала, способу управления качеством стального материала и производственному оборудованию для изготовления стального материала настоящего изобретения можно точно обнаруживать линейный дефект поверхности, направление большой оси которого может быть любым направлением, и увеличивать выход стального материала.
Краткое описание чертежей
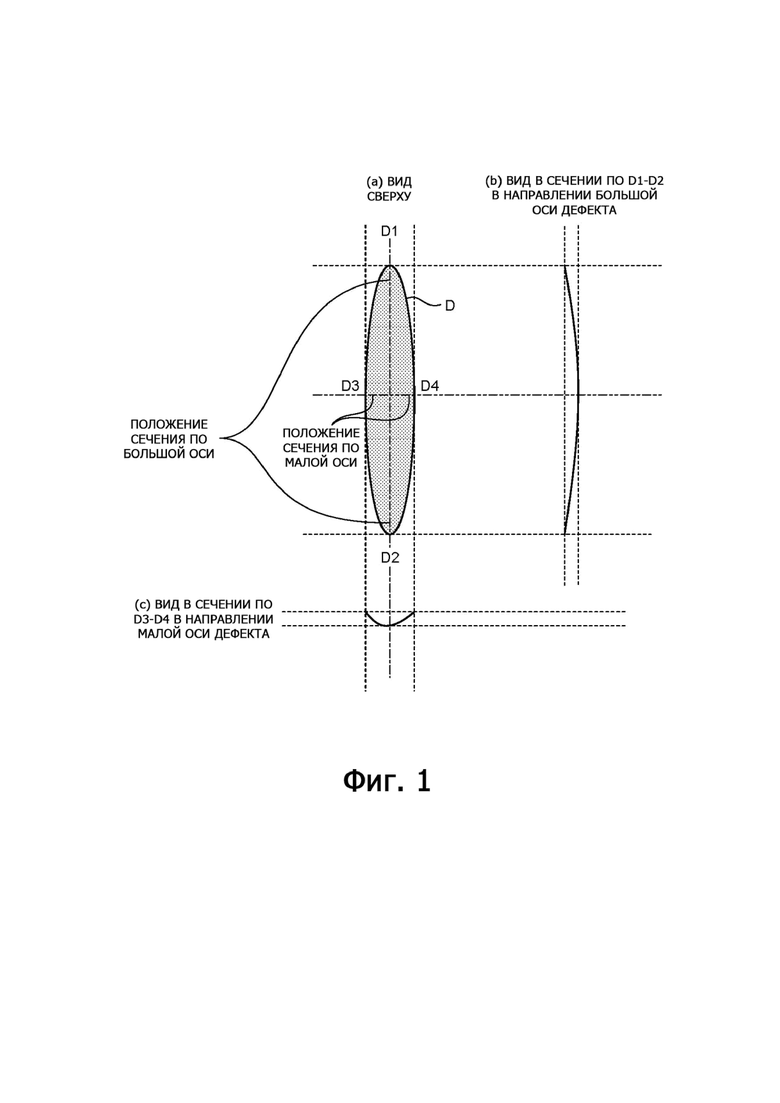
Фиг. 1 - форма сечения линейного поверхностного дефекта;
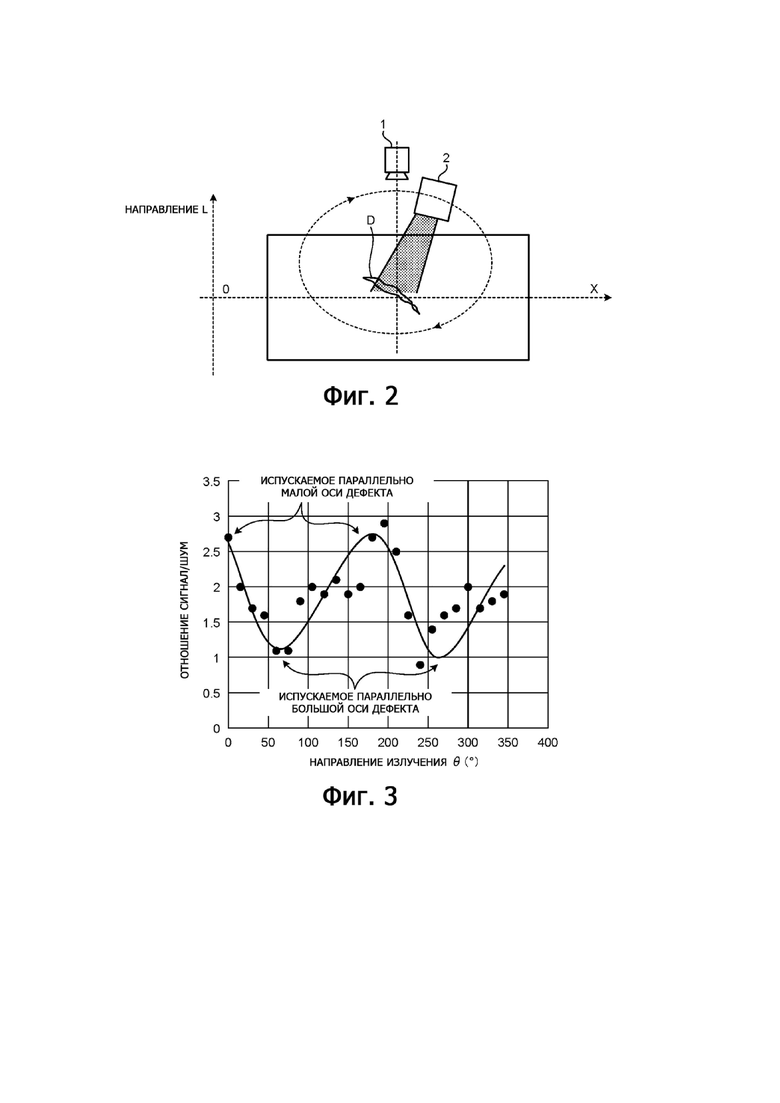
фиг. 2 - схема, поясняющая направление излучения осветительного светового луча по отношению к дефекту поверхности;
фиг. 3 - график, показывающий пример изменения отношения сигнал/шум для отраженного светового луча в зависимости от изменения направления излучения осветительного светового луча;
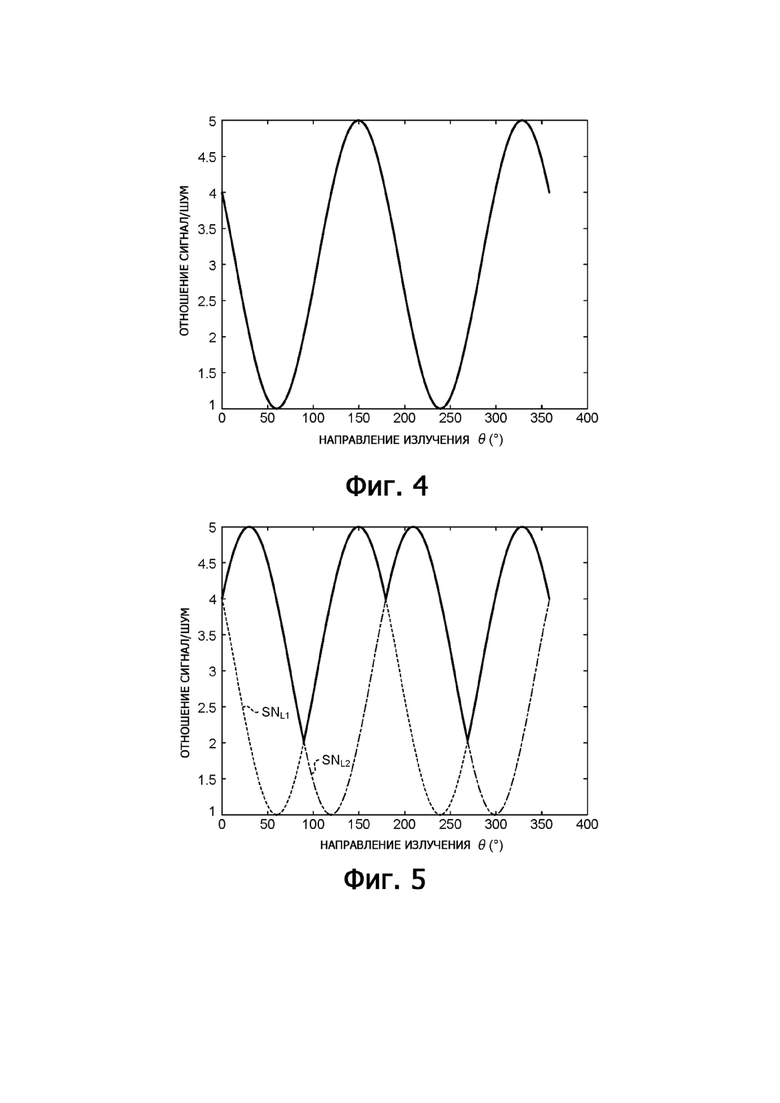
фиг. 4 - график, показывающий пример изменения отношения сигнал/шум для отраженного светового луча в зависимости от изменения направления излучения осветительного светового луча;
фиг. 5 - график, показывающий пример изменения отношения сигнал/шум для отраженных световых лучей в зависимости от изменения направления излучения осветительного светового луча;
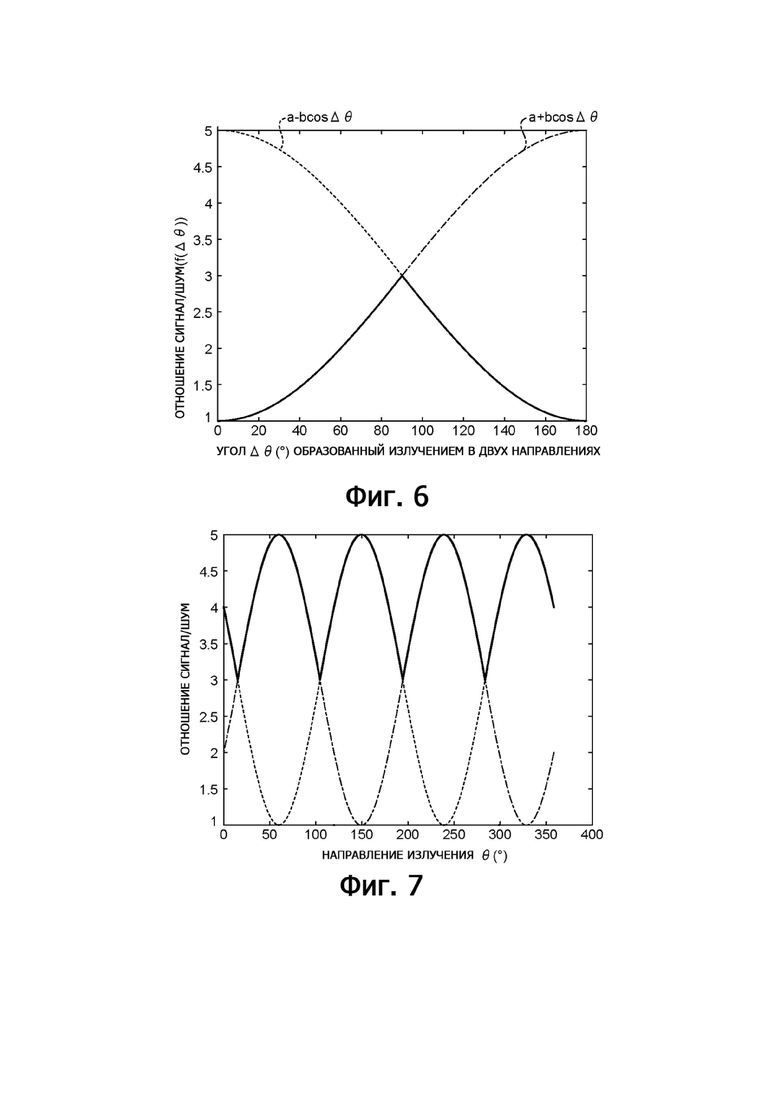
фиг. 6 - график, показывающий пример изменения отношения сигнал/шум для отраженных световых лучей в зависимости от изменения угла, образованного двумя осветительными световыми лучами;
фиг. 7 - график, показывающий пример изменения отношения сигнал/шум для отраженных световых лучей в зависимости от изменения направления излучения осветительного светового луча;
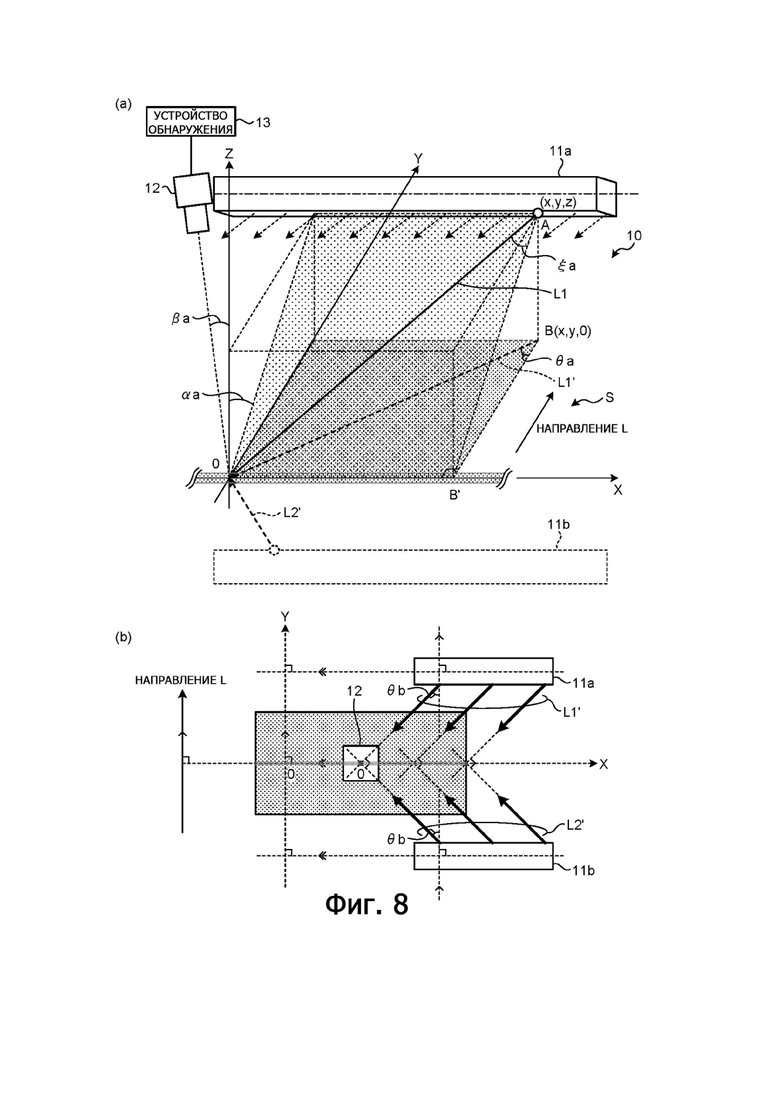
фиг. 8 - компоновка устройства для контроля поверхности, которое является вариантом выполнения настоящего изобретения;
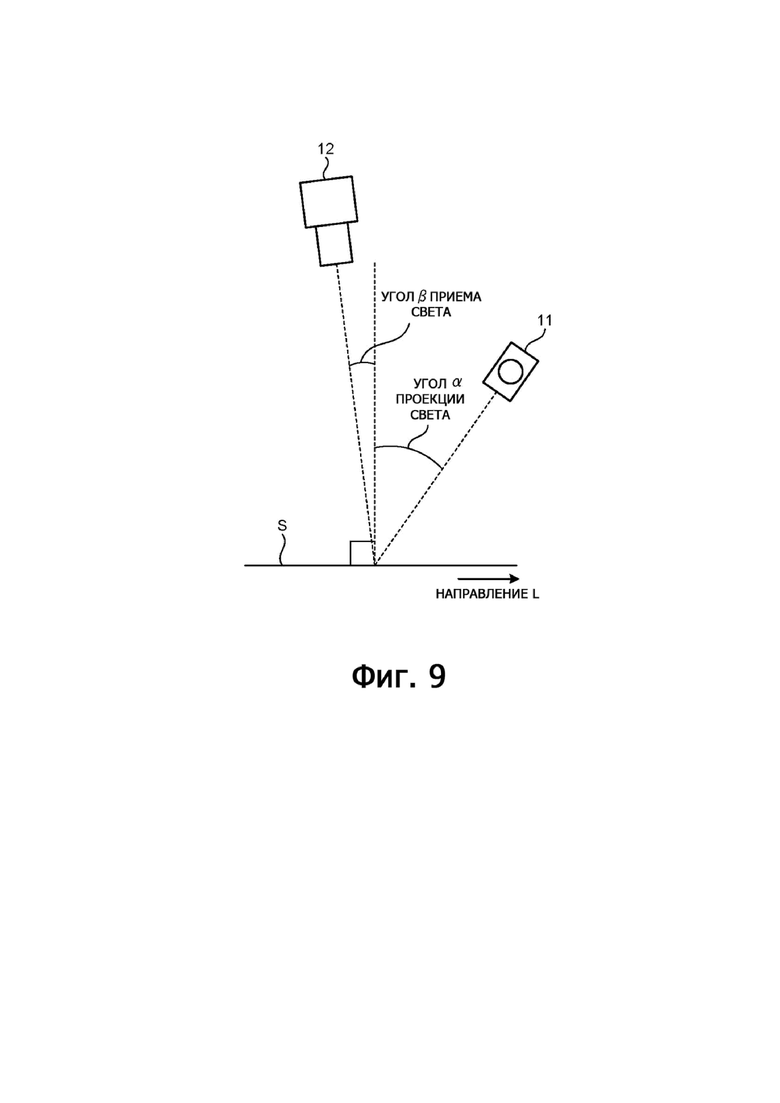
фиг. 9 - схема, иллюстрирующая угол α проекции света от наклонного линейного источника света и угол β приема света линейным датчиком;
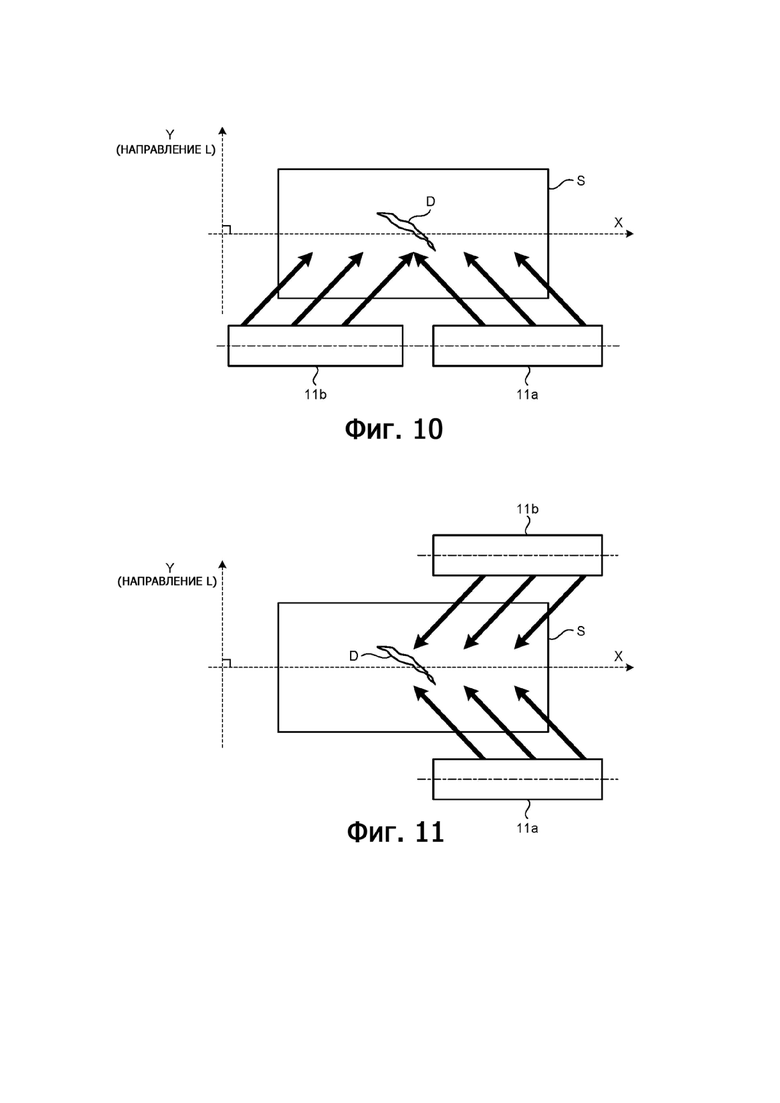
фиг. 10 - схема, иллюстрирующая пример расположения наклонных линейных источников света;
фиг. 11 - схема, иллюстрирующая другой пример расположения наклонных линейных источников света;
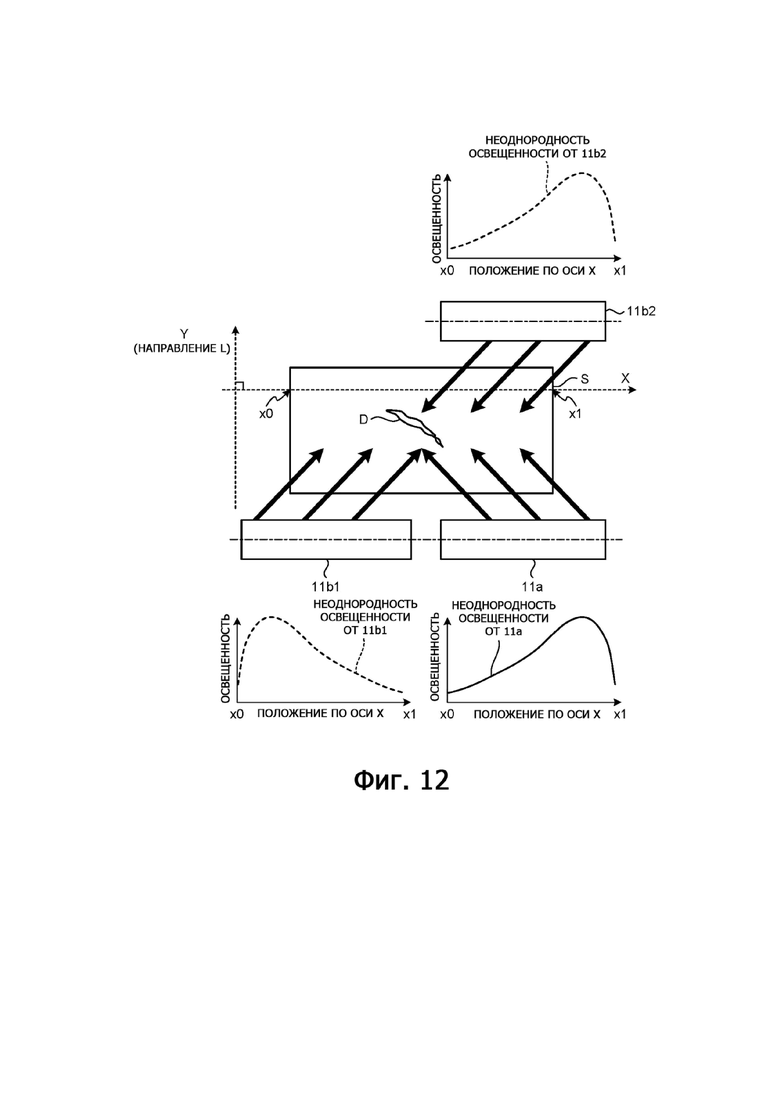
фиг. 12 - схема пояснения неравномерности освещенности поля обзора линейного датчика отраженными световыми лучами;
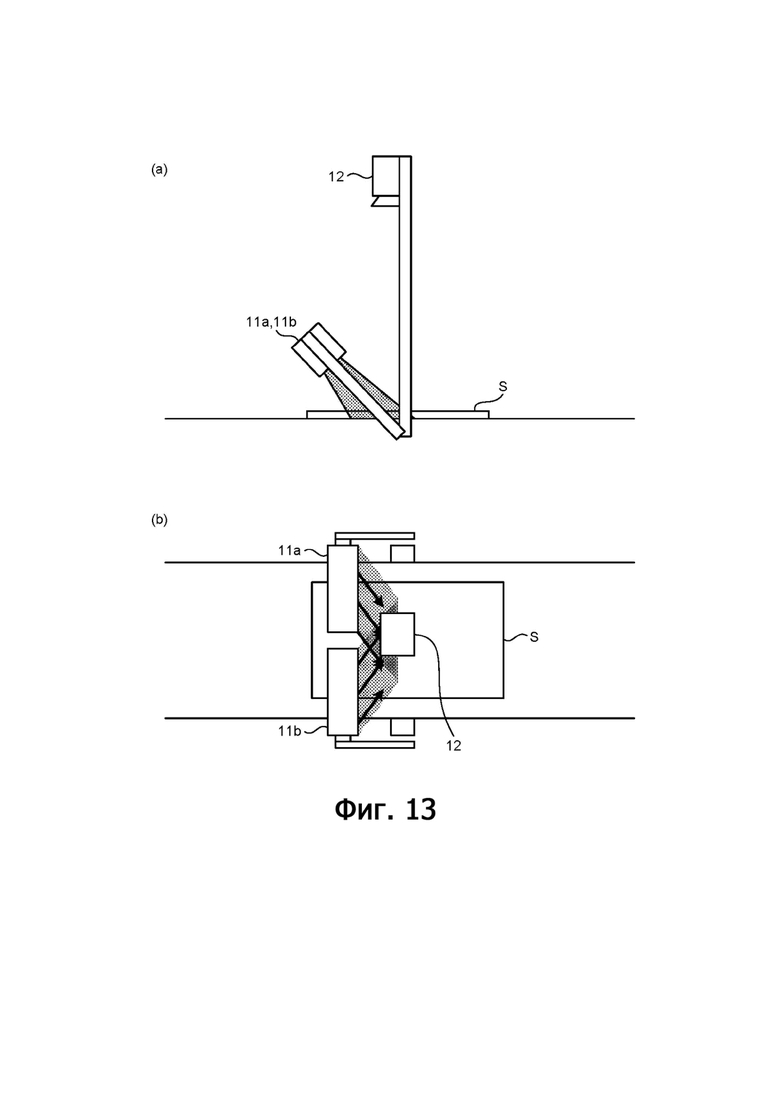
фиг. 13 - схема, иллюстрирующая пример расположения наклонных линейных источников света, показанных на фиг. 10;
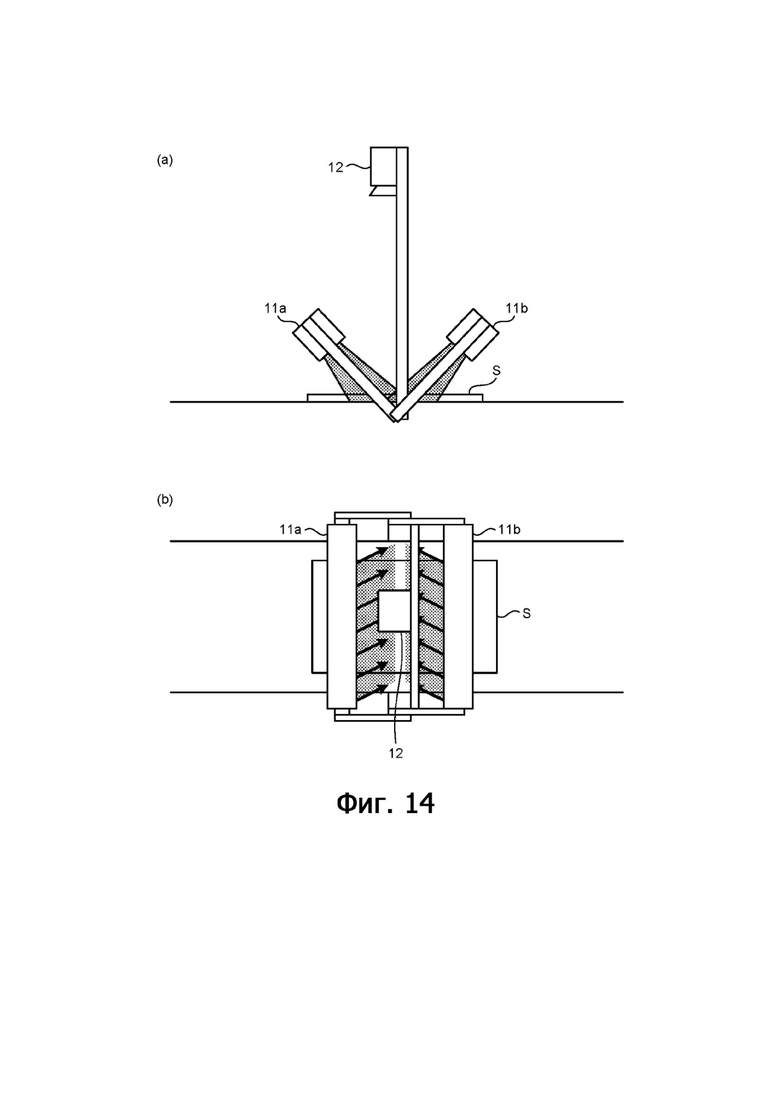
фиг. 14 - схема, иллюстрирующая пример расположения наклонных линейных источников света, показанных на фиг. 11;
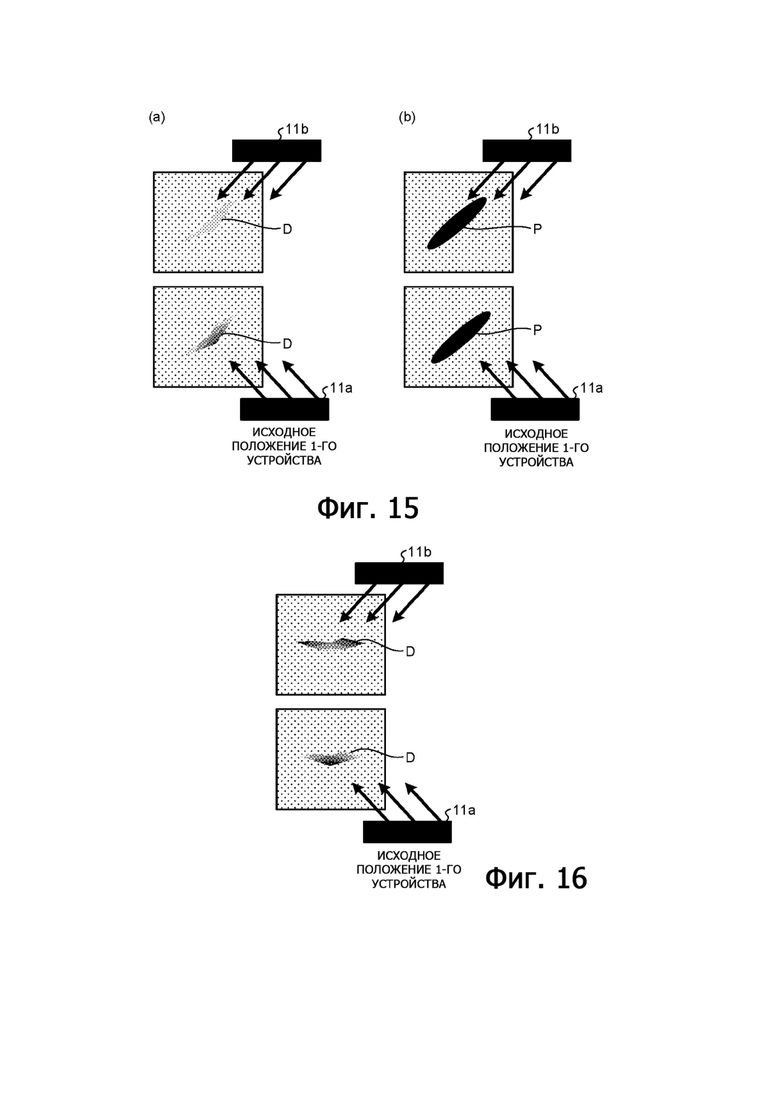
фиг. 15 - схема для пояснения изображений, полученных при испускании каждого из наклонных осветительных световых лучей с двух направлений на линейный поверхностный дефект, имеющий неровности, и на неповрежденную структуру, имеющую удлиненную форму без неровностей;
фиг. 16 - схема для пояснения изображений, полученных в случае, когда направление большой оси линейного поверхностного дефекта отличается в одинаковой степени для каждого из наклонных осветительных световых лучей, испускаемых из двух направлений;
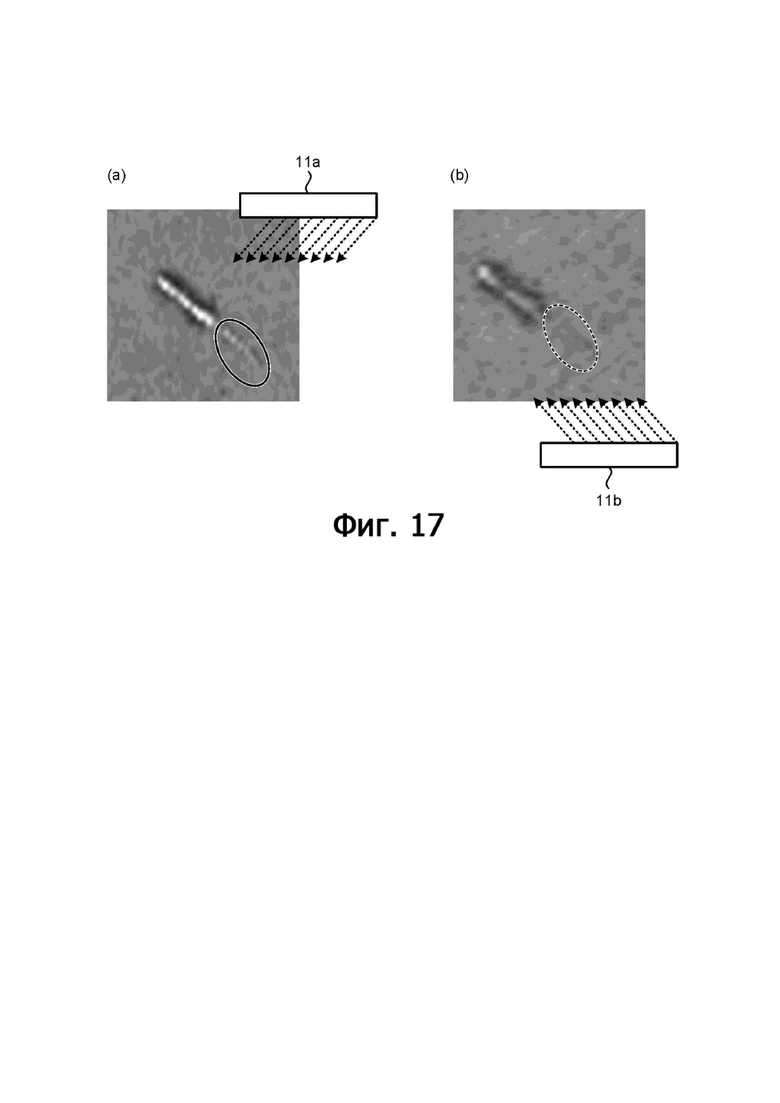
фиг. 17 - иллюстрация изображений, сформированных, когда осветительный световой луч испускался с входной стороны в направлении транспортирования и с выходной стороны в направлении транспортирования, и результаты обнаружения поверхностного дефекта.
Описание вариантов осуществления изобретения
Принцип
Прежде всего будет приведено описание принципа работы устройства для контроля поверхности и способа контроля поверхности по настоящему изобретению.
Согласно модели диффузного отражения Ламберта, когда наклонный участок освещается осветительным световым лучом со световым потоком I, отраженный от наклонного участка световой поток I2 этого осветительного светового луча выражается следующей формулой (1). В формуле (1) r - коэффициент диффузного отражения наклонного участка, L - нормализованный вектор, выходящий от наклонного участка к источнику света, и N - нормализованный нормальный вектор наклонного участка. Как видно из формулы (1), согласно модели диффузного отражения Ламберта отраженный от наклонного участка световой поток I2 осветительного светового луча пропорционален скалярному произведению (L⋅N) нормализованного вектора L, проходящего от наклонного участка к источнику света, и нормализованного нормального вектора N наклонного участка.
I2 = r (L ⋅ N) I (1)
Таким образом, на основании вышеописанной модели диффузного отражения Ламберта, когда осветительный световой луч испускается из направления большой оси и из направления малой оси линейного поверхностного дефекта, будет рассматриваться световой поток отраженного светового луча в положении сечения по большой оси и положении сечения по малой оси.
Когда осветительный световой луч испускается из направления большой оси линейного поверхностного дефекта, в положении сечения линейного поверхностного дефекта по малой оси направление изменения нормального вектора наклонного участка по отношению к бездефектному участку является направлением, нормальным к направлению большой оси, т.е. к направлению излучения осветительного светового луча. Таким образом, скалярное произведение (L⋅N) нормализованного вектора L, проходящего от наклонного участка к источнику света, и нормализованного нормального вектора N наклонного участка не изменяется намного по сравнению с бездефектным участком. Между тем в положении сечения линейного поверхностного дефекта по большой оси направление изменения нормального вектора наклонного участка по отношению к бездефектному участку является направлением, параллельным направлению большой оси, т.е. направлению излучения осветительного светового луча. Таким образом, скалярное произведение (L⋅N) значительно варьируется как на передней стороне, так и на задней стороне в направлении излучения осветительного светового луча. В результате, когда осветительный световой луч испускается из направления большой оси линейного поверхностного дефекта, интенсивность отраженного светового луча и отношение сигнал/шум увеличиваются, когда наклон наклонного участка в положении сечения большой оси изменяется более значительно по отношению к бездефектному участку. Между тем, когда осветительный световой луч испускается из направления малой оси линейного поверхностного дефекта, интенсивность отраженного светового луча и отношение сигнал/шум увеличиваются по мере того, как увеличивается изменение наклона наклонного участка в положении сечения по малой оси по отношению к бездефектному участку. Предполагается, что качество поверхности бездефектного участка является однородным, и уровень шума одинаковый, когда осветительный световой луч испускается из направления большой оси и когда осветительный световой луч испускается из направления малой оси.
Форма сечения линейного поверхностного дефекта показана на фиг. 1. Как показано на фиг. 1, сечение линейного поверхностного дефекта по большой оси изменяется умеренно, и наклон наклонного участка является небольшим относительно бездефектного участка. Вместе с тем сечение линейного поверхностного дефекта по малой оси изменяется резко, и наклон наклонного участка является большим относительно бездефектного участка. Таким образом, отношение сигнал/шум отраженного светового луча уменьшается, когда направление осветительного светового луча становится ближе к направлению большой оси линейного поверхностного дефекта, и отношение сигнал/шум отраженного светового луча увеличивается, когда направление осветительного светового луча становится ближе к направлению малой оси линейного поверхностного дефекта. На фиг. 3 показан результат оценки отношения сигнал/шум отраженного светового луча при изменении направления излучения осветительного светового луча. Для этого, как показано на фиг. 2, блок 1 формирования изображения размещен непосредственно над линейным поверхностным дефектом D, а источника 2 света вращается в горизонтальной плоскости по пунктирной линии, при этом положение линейного поверхностного дефекта D является положением центра вращения. На фиг. 3 на выступающих участках с отношением сигнал/шум 2,5 и выше излучение испускается параллельно направлению малой оси линейного поверхностного дефекта. На пониженных участках вблизи отношения сигнал/шум равный 1 излучение испускается параллельно направлению большой оси линейного поверхностного дефекта. Как показано на фиг. 3, можно убедиться, что отношение сигнал/шум отраженного светового луча изменяется периодически относительно направления излучения осветительного светового луча. На фиг. 2 направление L обозначает направление транспортирования (продольное направление) стального материала, а направление X обозначает направление ширины стального материала.
Линейные поверхностные дефекты включают в себя дефекты, имеющие направление большой оси, которое всегда ориентировано в одном и том же направлении, и дефекты, имеющие направление большой оси, которое ориентировано беспорядочно относительно направления транспортирования стального материала. Примеры линейных поверхностных дефектов, имеющих направление большой оси, которое всегда ориентировано в одном и том же направлении, включают в себя царапины и т.п., и примеры линейных поверхностных дефектов, имеющих направление большой оси, которое ориентировано беспорядочно относительно направления транспортирования стального материала, включают в себя линейные поверхностные дефекты, обусловленные воздействием удлиненного постороннего предмета в беспорядочном направлении и т.п. С точки зрения препятствования возникновению линейных поверхностных дефектов предпочтительно, чтобы линейные поверхностные дефекты можно было обнаруживать при высоком отношении сигнал/шум независимо от того, в каком направлении ориентировано направление большой оси линейного поверхностного дефекта. Для изучения оптической системы, которая может стабильно обнаруживать линейные поверхностные дефекты независимо от того, в каком направлении ориентировано направление большой оси линейного поверхностного дефекта, периодичность отношения сигнал/шум отраженного светового луча была оценена с помощью синусоидальной волны. Приближенное значение SNL1, представляющее отношение сигнал/шум отраженных световых лучей, выражается следующей формулой 2. В этом случае считается, что отношение сигнал/шум отраженного светового луча соответствует SNL1, угол, образованный направлением транспортирования стального материала и направлением линейного поверхностного дефекта, равен ϕ, направление излучения осветительного светового луча равно θ, и соответствующие постоянные равны a и b. Также предполагается, что направление θ излучения равно 0° в направлении транспортирования (направление L) стального материала, когда оно ортографически проецируется на поверхность стального материала.
SNL1 = a - b⋅ cos (2 (ϕ - θ)) (2)
На фиг. 4, предполагая, что угол ϕ, образованный направлением транспортирования стального материала и ориентацией линейного поверхностного дефекта, равен 60°, постоянная a = 3, и постоянная b = 2, показано изменение направления θ излучения осветительного светового луча и изменение отношения сигнал/шум отраженного светового луча. Жирная линия на фиг. 4 обозначает траекторию отношения сигнал/шум = 3 - 2⋅cos (2 (60° - θ)), и единицей измерения θ является ° (градусы). Как показано на фиг. 4, просто испускание осветительного светового луча из одного направления неизбежно будет приводить к направлениям излучения осветительного светового луча, в которых отношение сигнал/шум отраженного светового луча является низким. Следовательно, если осветительные световые лучи испускаются из двух направлений, и отраженные световые лучи соответствующих осветительных световых лучей отображаются для каждого из отраженных световых лучей, можно предположить, что по меньшей мере одна из оптических систем имеет отраженные световые лучи с высоким отношением сигнал/шум. Таким образом, благодаря испусканию осветительных световых лучей из двух направлений и отображению отраженного светового луча, соответствующего осветительному световому лучу, для каждого отраженного светового луча, изменение отношения сигнал/шум для двух отраженных световых лучей были изучены и показаны на фиг. 5. Отношение сигнал/шум SNL1 отраженного светового луча от одного осветительного светового луча выражается формулой 2, и отношение сигнал/шум SNL2 отраженного светового луча от других осветительных световых лучей выражается следующей формулой 3, и угол ϕ, образованный направлением транспортирования стального материала и направлением линейного поверхностного дефекта, был установлен равным 60°. Кроме того, Δθ в формуле 3 обозначает угол, образованный двумя осветительными световыми лучами. На фиг. 5 жирная линия обозначает траекторию максимальной величины отношения сигнал/шум в отношении двух отраженных световых лучей для двух соответствующих осветительных световых лучей.
SNL2 = a - b⋅cos (2 (ϕ - (θ + Δθ))) (3)
Как показано на фиг. 5, в диапазоне направления излучения θ = 0 - 180° можно видеть, что вне точек пересечения пунктирной линии SNL1, обозначающей уравнение 2, и штрих-пунктирной линии SNL2, обозначающей уравнение 3, линия с меньшим направлением θ излучения соответствует минимальному значению отношения сигнал/шум. Составляя систему уравнений из уравнения 2 и уравнения 3, получают координаты (θ, SN) точки пересечения пунктирной линии SNL1 и штрих-пунктирной линии SNL2, которые выражаются согласно следующему уравнению 4. В уравнении 4 n представляет целое значение, а SN - составляющая отношения сигнал/шум в координатах точки пересечения.

Согласно уравнению 4, SN, которое является составляющей отношения сигнал/шум в координатах (θ, SN) точки пересечения пунктирной линии SNL1 и штрих-пунктирной линии SNL2, равняется a+bcosΔθ, когда n является нечетным числом, и равняется a-bcosΔθ, когда n является четным числом. Другими словами, меньшее из двух значений соответствует наименьшей величине отношения сигнал/шум при излучении в двух направлениях. Следовательно, если подсчитывается значение Δθ, которое максимально увеличивает функцию f(Δθ), указанную в приведенном ниже уравнении 5, линейные поверхностные дефекты могут быть обнаружены с высоким отношением сигнал/шум независимо от того, в каком направлении ориентировано направление большой оси линейного поверхностного дефекта. Функция f(Δθ) указывает минимальное значение функции a+bcosΔθ или функции a-bcosΔθ относительно Δθ.

Когда функцию f(Δθ) представили на графике, она выглядит как жирная линия на фиг. 6, а Δθ, при котором максимально увеличивается функция f(Δθ), равно 90°. На фиг. 6 пунктирная линия является траекторией SN = a-bcosΔθ, а штрих-пунктирная линия является траекторией SN = a+bcosΔθ. На фиг 7 показано изменение отношения сигнал/шум отраженных световых лучей относительно изменения направления θ излучения осветительных световых лучей, когда Δθ равно 90°. Жирная линия на фиг. 7 обозначает траекторию SN = a-bcosθ, а штрих-пунктирные линии представляют траекторию SN = a-bcos (θ-90о). Жирная линия на фиг.7 представляет изменение максимального отношения сигнал/шум S/N в отношении двух отраженных световых лучей, соответствующих осветительным световым лучам. Как показано на фиг. 7, благодаря установке источников света таким образом, что направление излучения одного осветительного светового луча и направление излучения другого осветительного светового луча являются нормальными друг к другу, отношение сигнал/шум S/N отраженных световых лучей может быть больше, чем определенная постоянная a (в примере, показанном на фиг. 7, a = 3), независимо от того, в каком направлении ориентировано направление большой оси линейного поверхностного дефекта.
Вышеописанный принцип относится к случаю использования двух осветительных световых лучей, но та же самая концепция может относиться к случаю использования трех и более осветительных световых лучей. Другими словами, даже когда используются три и более осветительных световых лучей, благодаря расположению осветительных световых лучей таким образом, что направления излучения осветительных световых лучей являются равномерными, хотя подробное объяснение опущено, уменьшение отношения сигнал/шум может быть замедлено независимо от направления, в котором ориентирован линейный поверхностный дефект. Например, когда используются три осветительных световых луча, предпочтительно, чтобы угол, образованный в ортографической проекции на поверхность стального материала S с помощью направления излучения смежных осветительных световых лучей, составлял 120 градусов на целевой зоне контроля, расположенной на поверхности стального материала S. Если количество направлений излучения большее, может быть обеспечено более высокое отношение сигнал/шум.
Ниже приведено описание устройства для контроля поверхности, которое является вариантом выполнения настоящего изобретения, разработанного на основании принципа вышеописанного устройства для контроля поверхности, и способа контроля поверхности по настоящему изобретению.
Общая компоновка
На фиг. 8(a) и 8(b) представлены схемы, иллюстрирующие компоновку устройства для контроля поверхности, которое является вариантом выполнения настоящего изобретения. Как показано на фиг. 8(a) и 8(b), устройство 10 для контроля поверхности, которое является вариантом выполнения настоящего изобретения, представляет собой устройство для обнаружения линейного поверхностного дефекта, имеющего направление большой оси в любом направлении и образованного на поверхности стального материала S; указанное устройство для контроля поверхности содержит наклонный линейный источник 11 света, линейный датчик 12 и устройство 13 обнаружения. В этом случае линейный источник света обозначает линейный источник света, имеющий светоизлучающую поверхность, которая имеет большую длину в одном направлении. Вместе с тем линейный датчик обозначает блок формирования изображения, имеющий линейное поле обзора. Однако линейный датчик в настоящем изобретении не ограничивается только одной линией. Например, случай использования двумерного датчика, имеющего двухмерное поле обзора, также относится к «линейному датчику» настоящего изобретения.
На фиг. 8(a) показана компоновка устройства для контроля поверхности, если смотреть сверху под углом, и на фиг. 8(b) показано то же самое устройство, если смотреть непосредственно сверху на стальной материал S, т.е. показана ортографическая проекция на поверхность стального материала S. На фиг. 8(a) и 8(b) плоскость, на которой размещены поверхность стального листа S и целевой зоны контроля, расположенной на поверхности стального листа S, определяется как плоскость XY. В этом случае направление транспортирования (направление L) стального материала S определяется как ось Y. Вместе с тем, на поверхности стального материала S направление, которое перпендикулярно направлению транспортирования (направление L), определяется как ось X. Когда стальной материал S является стальным листом или стальной полосой, ось X является направлением ширины стального материала S. Нормальное направление относительно поверхности стального материала S определяется как ось Z. Оси X, Y и Z имеют исходный 0 в том месте, где направление изображения линейного датчика 12 и целевая зона контроля, расположенная на поверхности стального материала S, пересекаются друг с другом. Устанавливается, что направление движения к правой стороне документа является положительной стороной оси X, направление L стального материала S является положительной стороной оси Y, и сторона на которой расположен наклонный линейный источник 11 света, является положительной стороной оси Z. На фиг. 8(a) точка, где определенная точка A (именуемая точкой A испускания света, координаты (x, y, z)) в положении испускания света наклонным световым лучом L1 источника освещения ортографически проецируется на плоскость XY, определяется как точка B (координаты (x, y, 0)), и точка, где точка B ортографически проецируется на ось X, определяется как точка B' (координаты (x, 0, 0)). Можно предположить, что целевая зона контроля является участком поверхности стального материала S и является линейным сегментом, имеющим длинную прямую линию в направлении ширины (направление X) стального материала S и имеющим такую же длину, как и ширина стального материала S. На фиг. 8(a) и 8(b) целевая зона контроля обозначена светло-серой линией.
В настоящем варианте имеются два наклонных линейных источника 11 света. Таким образом, в нижеприведенном описании они будут именоваться наклонными линейными источниками 11a и 11b света. Наклонные линейные источники 11a и 11b света испускают осветительные световые лучи и, которые, когда направление, ортогональное осевому направлению источника света равно 0°, и осевое направление источника света равно 90°, образуют определенный угол больше 0°, но меньше 90°, в качестве наклонных осветительных световых лучей на целевой зоне контроля стального материала S. В настоящем варианте наклонные линейные источники 11a и 11b света расположены таким образом, что направление ширины (направление X) стального материала S и осевое направление наклонных линейных источников 11a и 11b света (штрих-пунктирная линия на фиг. 8(a) и 8(b)) параллельны друг другу. Другими словами, осевое направление каждого из наклонных линейных источников 11a и 11b света является направлением X, и продольное направление стального материала S (направление Y, направление L или направление транспортирования стального материала S) и осевое направление наклонных линейных источников 11a и 11b света пересекаются под прямыми углами. В настоящем варианте направление излучения наклонного осветительного светового луча от наклонного линейного источника 11a света (пунктирная линия от составляющей L1' наклонного осветительного светового луча на фиг 8(b)) и направление излучения наклонного осветительного светового луча от наклонного линейного источника 11b света (пунктирная линия от составляющей L2' наклонного осветительного светового луча на фиг 8(b)) ортогональны друг другу в целевой зоне контроля в ортографической проекции на поверхность стального материала S. В частности, составляющие L1' и L2' наклонных осветительных световых лучей, которые образуются посредством ортогонального проецирования наклонного осветительного светового луча L1 от наклонного линейного источника 11a света и наклонного осветительного светового луча L2 от наклонного линейного источника 11b света (не показано) на поверхность стального материала S, пересекаются под прямыми углами в целевой зоне контроля стального материала S. В частности, наклонные линейные источники 11a и 11b света расположены таким образом, что обе составляющие L1' и L2' наклонных осветительных световых лучей, которые образуются посредством ортографического проецирования наклонного осветительного светового луча L1 от наклонного линейного источника 11a света и наклонного осветительного светового луча L2 от наклонного линейного источника 11b света (не показано) на поверхность стального материала S, имеют наклон 45° относительно осевого направления (направление X) источников света. В случае на фиг 8(a) и 8(b) наклонные линейные источники 11a и 11b света расположены таким образом, что обе составляющие L1' и L2' наклонных осветительных световых лучей также имеют наклон 45° относительно направления транспортирования (направление L) стального материала S. В этом случае наклонный линейный источник 11a света и наклонный линейный источник 11b света имеют симметричное расположение относительно плоскости XZ.
Ниже приведено описание угловых параметров на фиг. 8(a) и 8(b). В наклонном осветительном световом луче L от наклонного линейного источника 11 света угол, образованный составляющей наклонного осветительного светового луча, ортографически проецируемой на плоскость YZ и нормальную линию (т.е. ось Z) относительно поверхности стального материала S, определяется как угол α проецирования света. В частности, в наклонном осветительном световом луче L1 от наклонного линейного источника 11a света угол, образованный составляющей наклонного осветительного светового луча, ортографически проецируемой на плоскость YZ и нормальную линию (т.е. ось Z) относительно поверхности стального материала S, определяется как угол αa проецирования света. Аналогично, в наклонном осветительном световом луче L2 (не показано) от наклонного линейного источника 11b света, угол, образованный составляющей наклонного осветительного светового луча, ортографически проецируемой на плоскость YZ и нормальную линию (т.е. ось Z) относительно поверхности стального материала S, определяется как угол αb проецирования света (не показано). Углы αa и αb проецирования света на ось Z равны 0°. В этом случае плоскость YZ является плоскостью, имеющей нормальную линию, соответствующую осевому направлению наклонного линейного источника 11 света. Плоскость YZ является плоскостью, имеющей нормальную линию, соответствующую направлению ширины стального материала S.
Угол, образованный направлением изображения линейного датчика 12 и нормальной линией (т.е. осью Z) относительно поверхности стального материала S, определяется как угол β восприятия света. В этот момент, когда линейный датчик 12 наблюдается со стороны наклонного линейного источника 11a света, угол определяется как угол βa восприятия света. Вместе с тем, когда линейный датчик 12 наблюдается со стороны наклонного линейного источника 11b света, угол определяется как угол βb восприятия света (не показано). Как показано на фиг. 8, предусмотрен только один линейный датчик 12, поэтому βa = -b. Углы β, βa и βb восприятия света на оси Z также равны 0°. Для способствования пониманию углов β, βa и βb восприятия света линейный датчик 12 показан под углом от оси Z на фиг. 8(a), но фактически на оси Z, как показано на фиг. 8(b).
В наклонном осветительном световом луче L (не показано) от наклонного линейного источника 11 света угол, образованный составляющей L1' наклонного осветительного светового луча (не показано), ортографически проецируемой на плоскость XY и направление транспортирования (т.е. направление L или направление Y) стального материала S, определяется как угол θ (не показано). В частности, в наклонном осветительном световом луче L1 от наклонного линейного источника 11a света угол, образованный составляющей L1' наклонного осветительного светового луча, ортографически проецируемой на плоскость XY и направление транспортирования (т.е. направление L или направление Y) стального материала S, определяется как угол θa освещения. На фиг. 8(a) он показан как угол между пунктирной линией (т.е. параллельной направлению Y), ортогональной осевому направлению наклонного линейного источника 11a света, и составляющей L1' наклонного осветительного светового луча. Аналогично, в наклонном осветительном световом луче L2 от наклонного линейного источника 11b света угол, образованный составляющей L2' наклонного осветительного светового луча, ортографически проецируемой на плоскость XY и направление транспортирования (т.е. направление L или направление Y) стального материала S, определяется как угол θb освещения (не показано). Он также может быть показан как угол между пунктирной линией, ортогональной осевому направлению наклонного линейного источника 11b света (т.е. параллельной направлению Y), и составляющей L2' наклонного осветительного светового луча. На фиг. 8(b) угол θa освещения определен как угол между пунктирной линией, ортогональной осевому направлению наклонного линейного источника 11a света (т.е. параллельного направлению Y), и составляющей L1' наклонного осветительного светового луча, и угол θb освещения определен как угол между пунктирной линией, ортогональной осевому направлению наклонного линейного источника 11b света (т.е. параллельной направлению Y), и составляющей L2' наклонного осветительного светового луча. Из вышеприведенного описания можно установить, что углы θ, θa и θb освещения на фиг. 8(a) и 8(b) и угол θ освещения на фиг. 2 - фиг. 7 являются одними и теми же параметрами. В случае фиг. 8(a) и 8(b) согласно компоновке углы θa и θb наклонных линейных источников 11a и 11b света имеют наклон 45°.
В наклонном осветительном световом луче L от наклонного линейного источника 11 света угол, образуемый наклонным осветительным световым лучом L, некоторой точкой испускания света и координатой x этой точки испускания света, определяется как угол ξs наклона света. В частности, в наклонном осветительном световом луче L1 от наклонного линейного источника 11a света угол, образуемый наклонным осветительным световым лучом L1, некоторой точкой испускания света и точкой B', определяется как угол ξa наклона света. Поскольку угол ξa наклона света расположен на плоскости, соединяющей исходную точку 0, точку B', точку A и координаты (0, y, z), он является параметром, отличающимся от вышеописанных углов θ и θa освещения. Угол ξa наклона света равен 0° на прямой линии, соединяющей точку A и точку B'. Аналогично, такой же угол для наклонного линейного источника 11b света и наклонного осветительного светового луча L2 (не показано) определяется как угол ξb наклона света (не показано). Поскольку наклонные линейные источники 11a и 11b света имеют симметричное расположение относительно плоскости XZ, как в случае с углом ξa наклона света, он является параметром, отличающимся от вышеописанных углов θ и θb освещения. Угол ξb наклона света равен 0° на прямой линии, соединяющей координаты (x, -y, z) и точку B'.
В настоящем варианте выполнения наклонные осветительные световые лучи испускаются по двум направлениям с помощью наклонных линейных источников света с целью удобства, но наклонные осветительные световые лучи могут испускаться по трем или более направлениям. Другими словами, устройство для контроля поверхности по настоящему изобретению содержит два или больше наклонных линейных источников света, которые испускают осветительные наклонные лучи на целевую зону контроля стального материала по двум или более направлениям, один или несколько линейных датчиков, которые принимают каждый из отраженных световых лучей наклонных осветительных световых лучей от соответствующих наклонных линейных источников света, причем отраженные световые лучи направляются из целевой зоны контроля, и формируют изображения, а устройство обнаружения, которое обнаруживает линейный дефект поверхности в целевой зоне контроля, используя изображения, сформированные одним или несколькими датчиками, и ортографические проекции, по меньшей мере, двух наклонных осветительных световых лучей из двух или более наклонных осветительных световых лучей на поверхность стального материала, которые ортогональны друг другу в целевой зоне контроля.
Кроме того, способ контроля поверхности по настоящему изобретению включает в себя: этап излучения, состоящий из испускания наклонных осветительных световых лучей на целевую зону контроля стального материала в двух или более направлениях, используя два или более наклонных линейных источников света; этап получения изображений, состоящий из приема каждого из отраженных световых лучей наклонных осветительных световых лучей от соответствующих наклонных линейных источников света, причем отраженные световые лучи направляются из целевой зоны контроля, и формирования изображений целевой зоны контроля одним или несколькими линейными датчиками; и этап обнаружения, состоящий из обнаружения линейного поверхностного дефекта в целевой зоне контроля, используя изображения, сформированные на этапе получения изображений, причем ортографические проекции по меньшей мере двух наклонных осветительных световых лучей из двух или более наклонных осветительных световых лучей на поверхность стального материала ортогональны друг другу в целевой зоне контроля.
Когда наклонные осветительные световые лучи испускаются в трех или более направлениях, требуется разработать компоновку и направление излучения наклонных линейных источников света. Другими словами, поскольку наклонные линейные источники света должны устанавливаться на производственной линии таким образом, чтобы все наклонные осветительные световые лучи не препятствовали друг другу, причем направления излучения наклонных осветительных световых лучей должны быть равномерными, и, кроме того, должно обеспечиваться поле обзора линейных датчиков, механизм становится сложным, что ведет к необходимости использования габаритного оборудования. Например, когда сложно испускать наклонные осветительные световые лучи в одном и том же положении с помощью множества источников света, существует необходимость установить положение контроля и положение визуального обзора для каждого направления излучения в различных положениях в направлении транспортирования стального материала и выполнять позиционирование во время последующей обработки. Следовательно, фактически, при установке недорогих и компактных наклонных линейных источников света на производственную линию предпочтительно, чтобы наклонные осветительные световые лучи испускались по двум направлениям. Кроме того, поскольку меньшее количество источников света и камер является преимуществом с точки зрения технического обслуживания и ремонтопригодности устройства, и желательно, чтобы механизм был несложным для удобства выполнения очистки и т.п., предпочтительно, чтобы использовались два наклонных линейных источника света. Кроме того, наиболее предпочтительно, чтобы наклонные осветительные световые лучи испускались по двум направлениям с помощью двух наклонных линейных источников света, пригодных для этой цели.
Линейный датчик 12 захватывает изображения целевой зоны контроля стального материала S, которая освещается наклонными осветительными световыми лучами от наклонных линейных источников 11a и 11b света, и выдает электрические сигналы устройству 13 обнаружения, свидетельствующие о захваченных изображениях. Для уменьшения изменения возможности обнаружения из-за ориентации большой оси линейного поверхностного дефекта, наиболее предпочтительно, чтобы отношение угла α проекции света наклонного линейного источника 11 света и угла β восприятия света линейного датчика 12 было как можно более идентичным в каждом направлении излучения. На фиг. 9 показаны угол α проекции света наклонного линейного источника 11 света и угол β восприятия света линейного датчика 12. Фиг. 9 является схемой, рассматриваемой в осевом направлении наклонного линейного источника 11 света. Как показано на фиг. 9, угол α проекции света наклонного линейного источника 11 света является углом, образованным направлением излучения наклонного осветительного светового луча и нормальным направлением стального материала S в ортографической проекции на плоскость, для которой осевое направление наклонного линейного источника 11 света является нормальной линией. Аналогичным образом угол β восприятия света линейного датчика 12 является углом, образованным направлением изображения, и нормальным направлением стального материала S в ортографической проекции на плоскость, для которой осевое направление наклонного линейного источника 11 света является нормальной линией. Предполагается, что угол β восприятия света является положительным углом, если смотреть на линейный датчик 12 со стороны наклонного линейного источника 11 света в направлении от наклонного линейного источника 11 света. В этой связи угол в направлении приближения является отрицательным. В более подробном описании угол α проекции света и угол β восприятия света являются такими же параметрами, как и углы αa и αb проекции света и углы βa и βb восприятия света, соответственно, на фиг. 8(a).
В качестве способа захватывания изображений посредством отдельного восприятия каждого из отраженных световых лучей наклонных осветительных световых лучей от двух или более соответствующих наклонных линейных источников света, причем отраженные световые лучи направляются от целевой зоны контроля, для примера может быть представлен способ, использующий наклонные осветительные световые лучи в различных диапазонах длин волн. В частности, может использоваться комбинация линейного датчика цвета и двух или более наклонных линейных источников света, которые испускают соответствующие наклонные осветительные световые лучи, имеющие длины волн с отличающимися характеристиками. В этом случае наклонные линейные источники света, имеющие отличающиеся характеристики длин волн, расположены таким образом, что может выполняться излучение в двух или более направлениях. В качестве примера характеристик длин волн наклонных осветительных световых лучей используются наклонный линейный источник света наклонного осветительного светового луча, имеющий характеристики длин волн, соответствующие наклонному световому лучу красного цвета, и наклонный линейный источник света наклонного осветительного светового луча, имеющий характеристики длин волн, соответствующие наклонному световому лучу зеленого цвета, и изображения захватываются линейным датчиком цвета.
В качестве другого способа для примера также может быть приведен способ, который использует регулировки по времени излучения наклонного осветительного светового луча от каждого из наклонных линейных источников света и продолжительность воздействия линейного датчика. В частности, два или более наклонных линейных источников света мигают с различными регулировками по времени с высокой скоростью, и изображения захватываются линейным датчиком посредством согласования продолжительности воздействия линейного датчика с излучением с помощью каждого из наклонных линейных источников света. Как вариант, из наклонных осветительных световых лучей от наклонных линейных источников света наклонные осветительные световые лучи по двум или более соответствующим направлениям мигают с различными регулировками по времени с высокой скоростью, и изображения захватываются линейным датчиком посредством согласования продолжительности воздействия линейного датчика с излучением с помощью каждого наклонного осветительного светового луча. Когда предусмотрены два наклонных линейных источника света или когда наклонные осветительные световые лучи испускаются по двум направлениям, испускаемые наклонные осветительные световые лучи мигают поочередно и с высокой скоростью. В этом случае только требуется, чтобы характеристики длин волн наклонных осветительных световых лучей соответствующих наклонных линейных источников освещения были идентичны друг другу, частично перекрывали друг друга или отличались друг от друга. Кроме того, в этом случае только требуется, чтобы характеристики длин волн наклонных осветительных световых лучей в соответствующих направлениях были идентичны друг другу, частично перекрывали друг друга или отличались друг от друга. В любом случае наиболее предпочтительно, чтобы характеристики длин волн отличались с точки зрения разделения наклонных осветительных световых лучей двух или более соответствующих наклонных линейных источников света или двух или более соответствующих направлений. Оба способа восприятия каждого из отраженных световых лучей могут быть осуществлены посредством комбинирования известных и неизвестных технологий (наклонные линейные источники света, линейные датчики цвета, линейные датчики, синхронизированные блоки управления для линейных датчиков и т.п.). Изображения, получаемые с помощью наклонного осветительного светового луча соответствующих наклонных линейных источников света, могут быть образованы отдельно для каждого из отраженных световых лучей с помощью вышеописанных способов.
Кроме того, благодаря использованию наклонных линейных источников света, имеющих линейные поляризационные характеристики, ортогональные друг другу, изображения, получаемые с помощью наклонного осветительного светового луча соответствующих наклонных линейных источников света, могут быть образованы отдельно для каждого из отраженных световых лучей. В частности, благодаря установке одной линейной поляризационной пластины перед каждым из двух наклонных линейных источников света под углом γ° и углом (γ + 90)° (γ - определенный угол), может передаваться только свет составляющих поляризации, ортогональных друг другу. В этом случае линейная поляризационная пластина означает фильтр, который передает только составляющие линейной поляризации в определенном направлении относительно падающего света. Кроме того, линейные поляризационные пластины, имеющие такие же линейные поляризационные характеристики, как и линейная поляризационная пластина, могут быть установлены на линейном датчике под углом γ° и углом (γ + 90)°. Одновременно может использоваться трехканальная поляризационная камера, имеющая три линейных датчика, с помощью которых получают изображения поляризационных характеристик, отличающиеся друг от друга. Кроме того, благодаря использованию такого же количества линейных датчиков, как и количество наклонных линейных источников света, оптические системы соответствующих направлений излучения могут быть установлены в различных местах.
Устройство 13 обнаружения обнаруживает линейные поверхностные дефекты от изображений, захватываемых линейным датчиком 12. В частности, устройство 13 после выполнения, в общем, выравнивающей обработки фона изображения и обработки частотного фильтра по сигналам изображения обнаруживает сигналы поверхностного дефекта посредством обработки пороговой величины. Далее устройство 13 обнаружения определяет линейные поверхностные дефекты на основании количества признаков и т.п. сигнала о дефекте поверхности. Определяемая информация о дефекте поверхности накапливается и используется для контроля качества.
Примеры компоновок наклонного линейного источника света
Ниже со ссылкой на фиг. 10 и фиг. 11 описаны два типа примеров компоновки наклонных линейных источников 11a и 11b света. На фиг 10 и фиг. 11 показаны виды сверху на стальной материал S, и излучаемый свет, показанный жирными стрелками, обозначает ортографическую проекцию на поверхность стального материала S. Направление излучения наклонного осветительного светового луча от наклонного линейного источника 11a света и направление излучения наклонного осветительного светового луча от наклонного линейного источника 11b ортогональны друг другу в целевой зоне контроля в ортографической проекции на поверхность стального материала S. Предполагается, что направление ширины стального материала S является осью X, и направление транспортирования стального материала S является осью Y. Направление L обозначает направление транспортирования стального материала S. Направление Y и направление Y являются одним и тем же направлением. Компоновка наклонных линейных источников 11a и 11b света представляет собой схему их расположения только на стороне входа или стороне выхода в направлении L (компоновка A, верхняя сторона в направлении L в примере, показанном на фиг. 10), как показано на фиг. 10, и схему их расположения как на стороне входа, так и на стороне выхода в направлении L (компоновка B), как показано на фиг. 11. В любом случае осевое направление наклонного линейного источника 11a света и осевое направление наклонного линейного источника 11b света расположены таким образом, что они пересекаются под прямыми углами с направлением транспортирования (направление L) стального материала S и параллельны направлению ширины (направление X) стального материала S. Предпочтительно, чтобы линейный датчик 12, который воспринимает отраженные световые лучи от целевой зоны контроля, был расположен на оси X. Ниже приведено подробное описание компоновки A и компоновки B.
Прежде всего, для уменьшения различия в восприимчивости из-за направленности линейного поверхностного дефекта относительно угла αa проецирования света наклонного линейного источника 11a света в ортографической проекции на плоскость, для которой осевое направление наклонного линейного источника 11a света является нормальной линией, угла βa восприятия света линейного датчика 12 в ортографической проекции на плоскость, для которой осевое направление наклонного линейного источника 11a света является нормальной линией, и угла αb проекции света наклонного линейного источника 11b света и угла βb восприятия света линейного датчика 12 в ортографической проекции на плоскость, для которой осевое направление наклонного линейного источника 11b света является нормальной линией, наиболее предпочтительно, чтобы удовлетворялись условия, выраженные в уравнении 6 и уравнении 7.
αa = αb (6)
βa = βb (7)
Когда в компоновках A и B удовлетворены условия, выраженные в вышеприведенных уравнении 6 и уравнении 7, можно рассмотреть другие состояния каждой компоновки, описанные ниже.
При рассмотрении контроля поверхности, используя компоновки A и B, в положении поля обзора линейного датчика 12, т.е. в направлении ширины поля обзора, может неизбежно возникать неоднородность освещенности отраженными световыми лучами из-за наклонного освещения. На фиг. 12 схематически показана неоднородность освещенности, принимаемая линейным датчиком 12, в отношении положения каждого из наклонных линейных источников 11a, 11b1 и 11b2 света. По оси абсцисс на фиг. 12 показано положение в направлении ширины (направление X) на поверхности стального материала S, и по оси ординат показана освещенность линейного датчика 12. На фиг. 12 ширина стального материала S по оси X от x0 до x1. Предпочтительно, чтобы была уменьшена неоднородность освещенности. Для уменьшения неоднородности освещенности отраженными световыми лучами могут быть приняты контрмеры, касающиеся максимально возможного увеличения количества линейных датчиков 12 в направлении ширины или корректировки сигнала изображения и т.п. Принимая во внимание расходы и ремонтопригодность, наиболее желательно перед обработкой пороговой величины регистрируемой освещенности, необходимой для обнаружения поверхностных дефектов, выполнить выравнивание фона изображения, что нормализует регистрируемую освещенность с помощью освещенности бездефектного участка. Способ выравнивания фона изображения применительно к неравномерности освещенности различается в компоновках A и B. Далее отдельно будут описаны конкретные способы.
Помимо устройства для контроля поверхности по настоящему изобретению, можно ожидать улучшение характеристик обнаружения для одного и того же линейного поверхностного дефекта при выполнении контроля поверхности с добавлением сигнальной информации, полученной в условиях правильного отражения. В то же время ограничения в отношении оптической системы для установки условия правильного отражения различаются в компоновках A и B. Ограничения по отдельности описаны ниже.
Ниже приведено описание компоновки A. В компоновке A, поскольку линейный датчик 12 распознает наклонные осветительные световые лучи в двух направлениях, отсутствуют ограничения на углы αa и αb проецирования света от наклонных линейных источников 11a и 11b света и углы βa и βb приема света линейным датчиком 12, так чтобы компоновка удовлетворяла условиям, выраженным в уравнении 6 и уравнении 7. Что касается способа выравнивания фона изображения, в случае компоновки A (т.е. при использовании наклонных линейных источников 11a и 11b1 света), поскольку положение, где освещенность высокая, и положение, где освещенность низкая, в наклонных линейных источниках 11a и 11b1 света реверсируются на обоих концах поля обзора линейного датчика 12, предпочтительно, чтобы выравнивающая обработка поля изображения выполнялась для каждого из отраженных световых лучей.
На фиг. 13(a) и 13(b) показан конкретный пример компоновки A. В этом примере описана комбинация линейного датчика 12 света и двух наклонных линейных источников 11a и 11b света, которые испускают соответствующие наклонные осветительные световые лучи, имеющие длины волн с отличающимися характеристиками. В компоновке, показанной на фиг. 13(a) и 13(b), двуцветные наклонные линейные источники 11a и 11b света расположены на входной стороне в направлении транспортирования стального материала S. Наклонные линейные источники 11a и 11b света могут излучать монохроматический свет, имеющий различные цвета. Осевое направление наклонного линейного источника 11a света и осевое направление наклонного линейного источника 11b света, по существу, находятся на одной и той же линии. Используя эти наклонные линейные источники 11a и 11b света наклонные осветительные световые лучи испускались по двум направлениям, так что ортографические проекции наклонных осветительных световых лучей на поверхности стального материала S были ортогональны друг другу в целевой зоне контроля. Световые лучи, отраженные от целевой зоны контроля, далее принимались линейным датчиком 12 цвета. Наклонные линейные источники 11a и 11b света, способные испускать лучи в двух направлениях в направлении ширины стального материала S, и для которых угол αa проекции света и угол αb проекции света идентичны, были использованы для того, чтобы обеспечить идентичность условий углов проекции и приема света двух наборов оптических систем (т.е. удовлетворить условия, выраженные в уравнении 6 и уравнении 7). Если допускается различие между двумя наборами оптических систем, эффект этого принципа может быть получен до некоторой степени, даже если углы αa и αb проекции света немного отличаются. Цвет наклонных осветительных световых лучей был красным при излучении с одной стороны и зеленым при излучении с другой стороны относительно направления ширины, и использовался линейный датчик цвета. Что касается длины волны, эта оптическая система формируется в случае, если диапазон длин волн наклонных линейных источников 11a и 11b света и характеристики спектральной чувствительности линейного датчика цвета не перекрывают друг друга.
В этом примере благодаря комбинации линейного датчика цвета и наклонных линейных источников света, которые испускают соответствующие наклонные осветительные световые лучи различных длин волн, отраженные световые лучи, соответствующие наклонным осветительным световым лучам от соответствующих наклонных линейных источников света, были приняты для каждого из отраженных световых лучей, причем отраженные световые лучи исходили из целевой зоны контроля, и были сформированы изображения, но эта комбинация может быть комбинацией линейного датчика и наклонных линейных источников света, которые испускают наклонные осветительные световые лучи, имеющие соответствующие характеристики длин волн, частично перекрывающие друг друга или отличающиеся друг от друга. В этом случае продолжительность светового излучения наклонных линейных источников света и продолжительность воздействия линейного датчика переключаются на высокую скорость, и согласовывают продолжительность излучения и время воздействия.
В различных местах могут быть установлены несколько наборов наклонных линейных источников света и линейных датчиков. Требуется выбрать только оптимальные углы βa и βb приема света линейного датчика цвета. Если угол отличается от углов αa и αb проекции света, также можно предусмотреть условие правильного отражения. Это относится к линейным поверхностным дефектам, которые наиболее различимы при условии правильного отражения, и посредством добавления нормального линейного синего источника света (не имеющего составляющих излучения в направлении ширины) можно получать изображения правильного отражения в канале синего цвета.
Ниже приведено описание оптической системы компоновки B. В компоновке B наклонные осветительные световые лучи испускаются по двум направлениям на стороне входа и стороне выхода в направлении L. Если линейный датчик 12 наклонен к входной стороне или к выходной стороне под одинаковыми углами βa и βb приема света, когда наклонные осветительные световые лучи в двух направлениях различимы одним линейным датчиком 12, один - находится спереди относительно наклонного линейного источника света, а другой - находится с противоположной стороны относительно наклонного линейного источника света. Таким образом, наиболее предпочтительно, чтобы линейный датчик 12 был установлен непосредственно над стальным материалом S с углами βa и βb приема света, равными 0°. Кроме того, в случае компоновки B (т.е., когда используется наклонный линейный источник 11a света и используется наклонный линейный источник 11b2 света), поскольку положение, где освещенность высокая, и положение, где освещенность низкая, с наклонными линейными источниками 11a и 11b2 света являются одинаковыми, выравнивающая обработка фона изображения может выполняться посредством объединения сигналов нескольких линейных датчиков 12 с помощью линейной комбинации и т.п.
На фиг. 14(a) и 14(b) показан конкретный пример компоновки B. В этом примере описана комбинация линейного датчика 12 цвета и двух наклонных линейных источников 11a и 11b света, которые испускают соответствующие наклонные осветительные световые лучи, имеющие длины волн с отличающими характеристиками. В компоновке, показанной на фиг. 14(a) и 14(b), наклонные линейные источники 11a и 11b света расположены таким образом, что цвет осветительного светового луча на стороне входа в направлении транспортирования является красным, а цвет осветительного светового луча на стороне выхода в направлении транспортирования является зеленым. Кроме того, с помощью этих наклонных линейных источников 11a и 11b света наклонные осветительные световые лучи испускаются по двум направлениям так, что ортографическая проекции наклонных осветительных световых лучей на поверхность стального материала S ортогональны друг другу в целевой зоне контроля. Световые лучи, отраженные от целевой зоны контроля, в дальнейшем приняты линейным датчиком 12 цвета. Линейный датчик 12 цвета установлен таким образом, что углы βa и βb приема света равны 0°, чтобы условия по углам проекции света и приема света для двух наборов оптических систем были идентичными (т.е., чтобы удовлетворялись условия, выраженные в уравнении 6 и уравнении 7). Если допускается различие между двумя наборами оптических систем, эффект рассматриваемого принципа может быть получен до некоторой степени, даже если имеется некоторое отклонение от установки линейного датчика цвета непосредственно сверху. Вместе с тем рекомендуется выполнять регулировку наклонных линейных источников 11a и 11b света на стороне входа в направлении транспортирования и стороне выхода в направлении транспортирования, так чтобы отклонение двух наборов оптических систем (т.е. отклонение углов αa, αb проекции света и отклонение углов βa, βb приема света) было по возможности минимальным. Следует отметить, что изменяя угол в отношении установки линейного датчика цвета непосредственно сверху, также можно получить эффект задания условия правильного отражения.
В настоящем варианте составляющие L1' и L2' наклонных осветительных световых лучей расположены таким образом, чтобы обеспечить наклон 45° относительно осевого направления наклонных линейных источников света, когда наклонные осветительные световые лучи L1 и L2 наклонных линейных источников 11a и 11b света ортографически проецируются на поверхность стального материала S, но когда один наклонный излучаемый световой луч имеет наклон ω° относительно осевого направления наклонного линейного источника света, а другой наклонный излучаемый световой луч имеет наклон ψ° относительно осевого направления наклонного линейного источника света, один и тот же эффект может быть получен, если ω° + ψ° = 90° (это уравнение может быть получено из (90° - ω°) + (90° - ψ°) = 90°) соответствует действительности. Однако, поскольку соответствующие отличия для угла α проекции света и угла β приема света в двух или более оптических системах могут быть небольшими, и поскольку отличие в характеристиках обнаружения из-за изменения шумового фона и т.п. может уменьшить неоднородность освещенности отраженными световыми лучами из-за того что угол наклонного света является большим, наиболее предпочтительно, чтобы составляющая наклонных осветительных световых лучей имела наклон 45° относительно осевого направления наклонного линейного источника света.
Кроме того, в настоящем варианте приведен пример, в котором наклонные линейные источники 11a и 11b света расположены таким образом, что направление транспортирования (направление L) стального материала S и осевые направления наклонных линейных источников 11a и 11b света расположены под прямыми углами друг к другу, но настоящее изобретение не ограничивается этой компоновкой. Если направление излучения наклонного осветительного светового луча от наклонного линейного источника 11a света и направление излучения наклонного осветительного светового луча от наклонного линейного источника 11b света ортогональны друг другу в целевой зоне контроля в ортографической проекции на поверхность стального материала S, эффект настоящего изобретения может быть получен, даже когда осевое направление каждого из наклонных линейных источников 11a и 11b света и направление транспортирования стального материала S расположены не под прямыми углами, и меньший угол является углом, равным или меньше прямого угла (т.е. 90°). В частности, если отсутствует возможность обеспечения прямого угла из-за проблем с компоновкой производственного оборудования, меньший угол может быть меньше прямого угла до такой степени, чтобы можно было получить эффект наклонного освещения. Рассматривая эффект наклонного освещения, меньший угол, образованный осевым направлением наклонных линейных источников 11a и 11b света и направлением транспортирования стального материала S, эмпирически предпочтительно должен быть больше или равен 60° и более предпочтительно должен быть больше или равен 80°. Применительно к компоновке наклонного линейного источника света более оптимально он должен быть ближе к 90°.
В настоящем варианте в качестве примера описан линейный датчик 12, но вместо линейного датчика 12 может использоваться датчик 12 площади (двумерный). В случае использования датчика площади наиболее желательно извлекать и использовать только линейное поле обзора из поля обзора датчика площади. В настоящем варианте в качестве примера приведен случай использования одного линейного датчика 12, но отраженные световые лучи от соответствующих источников света могут приниматься не только одним, но и несколькими линейными датчиками 12. Однако, принимая во внимание точность позиционирования и т.п., наиболее предпочтительным является использование одного линейного датчика. В настоящем варианте в качестве примера целевой зоны контроля была приведена линия, но вариант выполнения этим не ограничивается. Разумеется, целевая зона контроля может быть в форме точки, линии или поверхности, в зависимости от поля обзора линейного датчика 12 или датчика площади. В настоящем варианте в качестве примера приведен только случай с оптической системой, в которой наклонные световые лучи источника освещения испускаются по двум направлениям согласно изобретению, но настоящее изобретение этим не ограничивается. Например, посредством комбинирования вышеописанной оптической системы, в которой наклонные осветительные световые лучи испускаются по двум направлениям с помощью полностью отличающейся оптической системы, такой как оптическая система с правильным отражением, может быть выполнен контроль таких же линейных поверхностных дефектов, для контроля которых было разработано настоящее изобретение.
Кроме того, благодаря обработке двух изображений, полученных с помощью испускания наклонных осветительных световых лучей по двум направлениям, могут быть точно обнаружены линейные поверхностные дефекты. На фиг. 15(a) и 15(b) приведены схематические виды, для объяснения изображений, полученных посредством испускания наклонных осветительных световых лучей по двум направлениям на линейный дефект поверхности, имеющий неровности, и на неповрежденную структуру, имеющую удлиненную форму без неровностей. Как показано на фиг. 15(a), при наличии линейного поверхностного дефекта D прием имеет значительное отличие по отношению к направлению излучения наклонных осветительных световых лучей, так что форма изображения значительно варьируется в зависимости от направления излучения наклонных осветительных световых лучей. Вместе с тем, как показано на фиг. 15(b), при наличии неповрежденной структуры P, имеющей удлиненную форму без неровностей, прием намного не изменяется по отношению к направлению излучения наклонных осветительных световых лучей, так что форма изображения не варьируется в зависимости от направления излучения наклонных осветительных световых лучей. Следовательно, посредством сравнения двух изображений различных направлений излучения наклонных осветительных световых лучей и формирования изменений формы изображений, используя отличия, отношения и т.п., можно различить линейный поверхностный дефект и неповрежденную структуру.
Кроме того, в зависимости от взаимосвязи между ориентацией линейного поверхностного дефекта и направления излучения наклонных осветительных световых лучей величина изменения формы изображения варьируется, даже если линейный поверхностный дефект имеет неровности. Вне пределов наклонных осветительных световых лучей по двум направлениям, когда направление излучения одного наклонного осветительного светового луча практически параллельно, а направление излучения другого наклонного осветительного светового луча практически перпендикулярно направлению большой оси линейного поверхностного дефекта, различие в форме изображения кажется значительным. Однако, как показано на фиг. 16, например, когда направление большой оси линейного поверхностного дефекта D отличается в одной и той же степени относительно наклонных осветительных световых лучей по двум направлениям, различие в форме изображений не является таким большим. В этом случае, если линейный поверхностный дефект имеет неровности, внутри зоны дефекта образуется отличающаяся форма в зависимости от направления излучения наклонных осветительных световых лучей, но в случае неповрежденной структуры внешний вид будет тем же самым даже внутри области дефекта, поэтому можно провести различие посредством сравнения изображений.
Кроме того, когда требуется в достаточной степени различить неповрежденную структуру, эффективным также является получение различия между изображениями, полученными по двум направлениям (см. Патентную литературу 5). Например, в стальных изделиях неповрежденные структуры могут формироваться по всей поверхности, что связано с компонентами и процессами. При выполнении действий, связанных с обнаружением дефекта, с помощью обычной обработки пороговой величины и определения дефекта посредством обработки изображения вся поверхность стального листа распознается как возможный дефект посредством обработки пороговой величины. Из-за огромного количества возможных дефектов это обусловливает проблемы, состоящие в том, что контроль не является полным, поскольку скорость обработки не является достаточно высокой, и сигналы об отсутствии повреждений не могут различаться при последующей обработке изображений. Даже при таких условиях посредством получения различия между двумя изображениями, полученными с помощью излучения по двум направлениям, удаляются только сигналы о плоской неповрежденной структуре, а сигналы о поверхностном дефекте, имеющем удлиненную форму, который принимается только с одной стороны из-за неровностей или поверхностного дефекта, который кажется отличающимся внутри зоны, остаются в результате обработки различий.
При выполнении вышеупомянутой обработки различий предпочтительно, чтобы угол проекции света и угол приема света двух типов оптических систем, выполняющих излучение по двум направлениям, были равны в каждом положении в поле обзора (см. Патентную литературу 6). Когда угол проекции света и угол приема света в двух типах оптических систем имеют отличия, даже если целевая зона является плоской, зоны, имеющие отличающуюся зеркальность и способность к рассеиванию, не могут быть удалены посредством обработки отличий и остаются в качестве сигналов. Следовательно, при выполнении обработки отличий предпочтительно, чтобы использовалась не схема (компоновка A) расположения линейных источников света только на стороне входа или стороне выхода в направлении L, как показано на фиг. 10, а схема (компоновка B) расположения как на стороне входа, так и на стороне выхода, выхода в направлении L, как показано на фиг. 11. Другими словами, предпочтительно, чтобы ортографические проекции света, излучаемого со стороны входа, и света, излучаемого со стороны выхода, на поверхность стального материала S были ортогональны друг другу в целевой зоне контроля, которая является областью обзора линейного датчика, и чтобы угол α проекции света и угол θ излучения двух источников света были равны.
Стальной материал в настоящем варианте включает в себя стальные полосы, тонкие стальные листы, толстые стальные листы, полосовую сталь, профильную сталь, горячекатаные стальные листы или холоднокатаные стальные листы.
Пример
В примере приведено описание получения изображения и контроля линейного поверхностного дефекта, направление большой оси которого может быть в любом направлении. В качестве оптической системы использована оптическая система компоновки B, показанная на фиг. 14, и углы αa и αb заданы равными 25°, а углы βa и βb приема света заданы равными 0°. На фиг. 17(a) и 17(b) показаны изображения, сформированные в момент, когда каждый из излучаемых световых лучей испускался со стороны входа в направлении транспортирования (направление L) стального материала и со стороны выхода в направлении транспортирования (направление L), и результаты обнаружения линейного поверхностного дефекта. Когда излучаемый световой луч испускался со стороны выхода в направлении транспортирования, как показано на фиг. 17(b), обнаружение участка поверхностного дефекта, который окружен пунктирной линией, было затруднительным. Вместе с тем, когда излучаемый световой луч испускался со стороны входа в направлении транспортирования, как показано на фиг. 17(a), сигнал о дефекте поверхности на уровне обнаружения можно было наблюдать на участке, обведенном жирной линией. Таким образом, по настоящему изобретению было подтверждено, что можно обнаруживать даже линейные поверхностные дефекты, которые могли бы быть упущены из виду из-за недостаточной чувствительности, при испускании наклонного осветительного светового луча только с одной стороны.
Как уже указано выше, описан вариант, в котором было использовано настоящее изобретение, разработанное авторами, но настоящее изобретение не ограничивается описанием и чертежами, которые образуют часть содержания настоящего изобретения с помощью настоящего варианта выполнения. Например, посредством использования устройства для контроля поверхности или способа для контроля поверхности, которые являются вариантом выполнения настоящего изобретения, изготавливается стальной материал с обнаружением линейных поверхностных дефектов, так что может быть улучшен выход стального материала благодаря точному обнаружению линейных поверхностных дефектов. Кроме того, благодаря использованию устройства для контроля поверхности или способа для контроля поверхности, которые являются вариантом выполнения настоящего изобретения, можно управлять качеством стального материала посредством сортировки стального материала на основании наличия или отсутствия линейных поверхностных дефектов. Другими словами, может быть улучшен выход стального материала благодаря точному обнаружению линейных поверхностных дефектов. Кроме того, благодаря использованию устройства для контроля поверхности или способа для контроля поверхности, которые являются вариантом выполнения настоящего изобретения, контролируется поверхность стального материала, изготавливаемого с помощью известного или существующего производственного оборудования, так что может быть улучшен выход стального материала благодаря точному обнаружению линейных поверхностных дефектов. Таким образом, другие варианты выполнения, примеры, способы работы и т.п., разработанные специалистами в этой области техники на основании настоящего варианта осуществления изобретения, включены в объем настоящего изобретения.
Промышленная применимость
По настоящему изобретению могут быть предусмотрены устройство для контроля поверхности и способ для контроля поверхности, пригодные для точного обнаружения линейного поверхностного дефекта, большая ось которого может быть в любом направлении. Кроме того, по настоящему изобретению могут быть предусмотрены способ изготовления стального материала, способ управления качеством стального материала и производственное оборудование для изготовления стального материала, способные увеличить выход стального материала, поскольку может точно обнаруживаться линейный дефект поверхности, большая ось которого может быть расположена в любом направлении.
Перечень номеров позиций
1 - блок формирования изображения
2 - источник света
10 - устройство для контроля поверхности
11a, 11b - наклонный линейный источник света
12 - линейный датчик, линейный датчик цвета
13 - блок обнаружения
D - линейный поверхностный дефект
S - стальной материал
L1 - наклонный осветительный световой луч из наклонного линейного источника 11a света
L2 - наклонный осветительный световой луч из наклонного линейного источника 11b света (не показан)
L1' - составляющая наклонного осветительного светового луча, полученная путем ортографического проецирования наклонного осветительного светового луча из наклонного линейного источника 11a света на поверхность стального материала S
L2' - составляющая наклонного осветительного светового луча, полученная путем ортографического проецирования наклонного осветительного светового луча (не показан) из наклонного линейного источника 11b света на поверхность стального материала S
θ - направление излучения (при ортографическом проецировании на поверхность стального материала), угол освещения (при ортографическом проецировании на поверхность стального материала)
θa, θb - угол освещения (при ортографическом проецировании на поверхность стального материала)
α, αa, αb - угол проецирования света
β, βa, βb - угол приема света
ξa, ξb - угол наклона света
γ - угол установки линейной поляризационной пластины (единица измерения: °)
ω - наклон одного наклонного излучаемого светового луча по отношению к осевому направлению наклонного линейного источника света (единица измерения: °)
ψ - наклон другого наклонного осветительного светового луча по отношению к осевому направлению наклонного линейного источника света (единица измерения: °)
Группа изобретений относится к устройству и способу контроля линейных дефектов поверхности. Устройство для контроля поверхности согласно настоящему изобретению содержит два или более наклонных линейных источников света, которые испускают наклонные осветительные световые лучи на целевую зону контроля стального материала; один или более линейных датчиков, которые принимают каждый из отраженных световых лучей, соответствующих указанным наклонным осветительным световым лучам от соответствующих наклонных линейных источников света, причем отраженные световые лучи исходят из целевой зоны контроля для каждого наклонного линейного источника света, и формируют изображения; и блок обнаружения, который обнаруживает линейный поверхностный дефект в целевой зоне контроля, используя изображения, сформированные указанными одним или более линейными датчиками. Ортографические проекции по меньшей мере двух наклонных осветительных световых лучей из указанных наклонных осветительных световых лучей от двух или более наклонных линейных источников света на поверхность стального материала ортогональны друг другу в целевой зоне контроля. Технический результат – повышение точности контроля линейных дефектов поверхности. 5 н. и 2 з.п. ф-лы, 17 ил.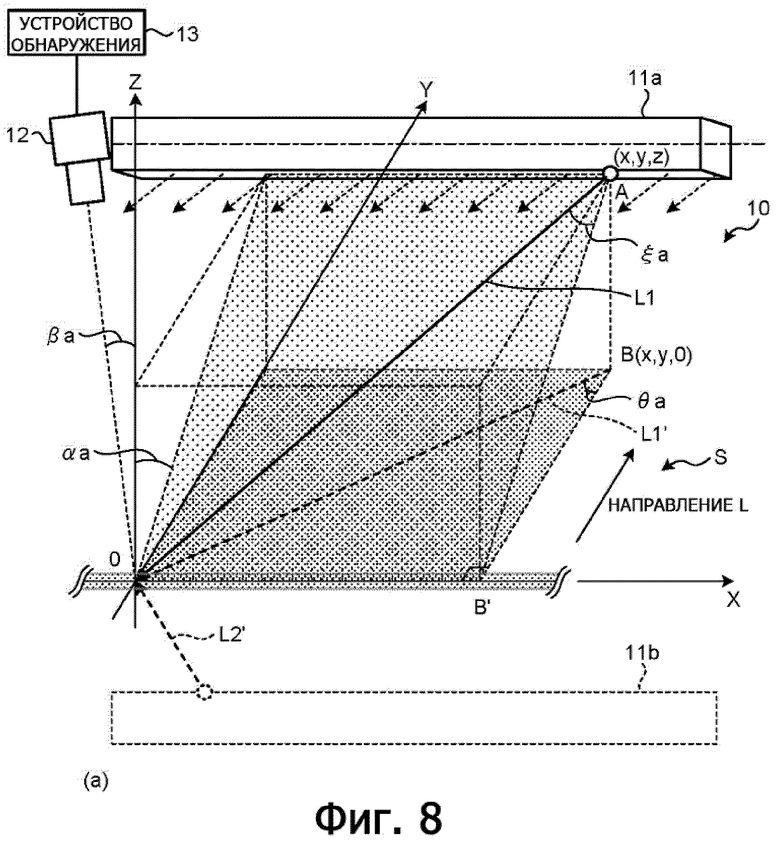
1. Устройство для контроля поверхности, содержащее:
два наклонных линейных источника света, выполненных с возможностью испускания наклонных осветительных световых лучей на целевую зону контроля стального материала;
один или несколько линейных датчиков, выполненных с возможностью приема отраженных световых лучей, соответствующих наклонным осветительным световым лучам из соответствующих наклонных линейных источников света, причем отраженные световые лучи исходят из целевой зоны контроля для каждого наклонного линейного источника света, и с возможностью формирования изображений; и
блок обнаружения, выполненный с возможностью обнаружения линейного поверхностного дефекта в целевой зоне контроля, используя изображения, сформированные одним или более линейными датчиками, причем
ортографические проекции наклонных осветительных световых лучей от указанных двух наклонных линейных источников света на поверхность стального материала ортогональны друг другу в целевой зоне контроля.
2. Устройство для контроля поверхности по п. 1, в котором по меньшей мере один из двух наклонных линейных источников света установлен в поле обзора линейных датчиков на стороне входа в направлении транспортирования или на стороне выхода в направлении транспортирования стального материала относительно целевой зоны контроля.
3. Устройство для контроля поверхности по п. 1, в котором
первый наклонный линейный источник света из указанных двух наклонных линейных источников света установлен в поле обзора линейных датчиков на стороне входа в направлении транспортирования стального материала относительно целевой зоны контроля, и
второй наклонный линейный источник света из указанных двух наклонных линейных источников света установлен в поле обзора линейных датчиков на стороне выхода в направлении транспортирования стального материала относительно целевой зоны контроля.
4. Способ контроля поверхности, включающий
этап излучения, на котором испускают наклонные осветительные световые лучи на целевую зону контроля стального материала, используя два наклонных линейных источника света;
этап получения изображений, на котором с помощью одного или более линейных датчиков принимают каждый из отраженных световых лучей, соответствующих указанным наклонным осветительным световым лучам от соответствующих наклонных линейных источников света, причем отраженные световые лучи исходят из целевой зоны контроля для каждого наклонного линейного источника света, и формируют изображения целевой зоны контроля; и
этап обнаружения, на котором обнаруживают линейный поверхностный дефект в целевой зоне контроля, используя изображения, сформированные на этапе получения изображений, причем
ортографические проекции наклонных осветительных световых лучей от указанных двух наклонных линейных источников освещения на поверхность стального материала ортогональны друг другу в целевой зоне контроля.
5. Способ изготовления стального материала, включающий этап изготовления стального материала одновременно с обнаружением линейных поверхностных дефектов стального материала с помощью устройства для контроля поверхности по любому из пп. 1-3.
6. Способ сортировки стального материала, включающий этап сортировки стального материала посредством сортировки стального материала на основании наличия или отсутствия линейных поверхностных дефектов с помощью устройства для контроля поверхности по любому из пп. 1-3.
7. Производственное оборудование для изготовления стального материала, содержащее:
устройство для контроля поверхности по любому из пп. 1-3; и
производственное оборудование для изготовления стального материала, причем
устройство для контроля поверхности выполнено с возможностью контроля поверхности стального материала, изготавливаемого с помощью указанного производственного оборудования для изготовления стального материала.
| JP 2008304306, 18.12.2008 | |||
| JP 2008304306, 18.12.2008 | |||
| JP 2010038759 A, 18.02.2010 | |||
| CN 204074543 U, 07.01.2015 | |||
| JP 2019039798, 14.03.2019. |

