ОБЛАСТЬ ТЕХНИКИ
[001] Данное техническое решение в общем относится к области металлургии, а именно к технологиям футеровки металлургических и других тепловых агрегатов методом шоткретирования и его аппаратному оформлению.
УРОВЕНЬ ТЕХНИКИ
[002] Из уровня техники известен способ футеровки торкретированием поверхностей разнообразных агрегатов и конструкция устройства для его осуществления приведены в справочной литературе [Краткий политехнический словарь. - М.: Государственное издательство технико-теоретической литературы. (Редакционный совет: Ю.А. Степанов, Ф.С. Демьянюк, А.А. Знаменский и др.) 1956, с. 954, термин - «торкретирование»]. Способ включает нанесение специального цементного раствора (для металлургических агрегатов -огнеупорной смеси) под действием сжатого воздуха, осуществляемого посредством цемент-пушки (устройства для футеровки). Сухая смесь загружается в цемент-пушку, из которой под давлением воздуха поступает в шланг, заканчивающийся наконечником-соплом. Перед входом в сопло смесь автоматически смачивается. Получающийся торкретбетон (пневмобетон) обладает большой прочностью, плотностью, водо- и воздухонепроницаемостью.
[003] Недостаток технологии торкретирования состоит в том, что скорость нанесения материала составляет 1,0-1,5 тонны в час (при плотности массы 3,0-3,20 т/м3), тогда как технология шоткретирования позволяет наносить 6-16 тонн материала в час при той же плотности. Кроме того, недостатком технологии торкретирования являются более низкие, по сравнению с технологией шоткретирования, показатели нанесенного материала, а именно, его механическая прочность, пористость и плотность набивки, что в конечном итоге отражается на долговечности металлургических и других тепловых агрегатов.
СУЩНОСТЬ ТЕХНИЧЕСКОГО РЕШЕНИЯ
[004] Данное техническое решение направлено на устранение недостатков, известных из уровня техники.
[005] Основной технической задачей или технической проблемой, решаемой в данном техническом решении, является изменение основной модели эксплуатации металлургического агрегата, например, сталеразливочного ковша.
[006] Техническим результатом, достигающимся при решении вышеуказанной технической задачи является снижение расхода огнеупорных материалов, используемых для футеровки рабочего слоя стен металлургических агрегатов.
[007] Указанный технический результат достигается за счет применения шоткрет-технологий и соответствующего оборудования, неформованных огнеупорных бетонов на основе табулярного глинозема и специальных добавок.
[008] Дополнительным техническим результатом является увеличение продолжительности рабочей кампании металлургического агрегата и снижение общего расхода огнеупоров.
[009] Дополнительно снижаются аварийные ситуации с утечкой металла через футеровку, увеличивается время оборота металлургических агрегатов в эксплуатации, что позволяет увеличивать количество выплавляемой стали.
[0010] Указанный технический результат достигается посредством осуществления способа футеровки металлургических агрегатов, в котором очищают поверхность, предназначенную для футеровки шоткрет-бетоном от загрязняющих элементов; смешивают шоткрет-бетон с водой посредством оборудования для приготовления бетонной смеси; направляют полученную на предыдущем шаге бетонную смесь в бетононасос, а далее по магистрали к месту проведения работ и нанесения смеси на футеровку, причем на конце магистрали расположено сопло для нанесения бетонной смеси; наносят бетонную смесь на подготовленную поверхность для футеровки шоткрет-бетоном посредством смешивания бетонной смеси с отвердителем на сопле.
[0011] В некоторых вариантах реализации технического решения при смешивании огнеупорных компонентов шоткрет-бетоном является низкоцементный шоткрет-бетон или ультра низкоцементый бетон на основе табулярного глинозема и/или коррунда с добавкой плавленой Al2MgO4-шпинели, или шоткрет-бетон на основе плавленого или спеченного периклаза с добавкой плавленой Al2MgO4-шпинели или оксида хрома 6-валентного.
[0012] В некоторых вариантах реализации технического решения оборудованием для приготовления бетонной смеси является пневматический сосуд со встроенным принудительным миксером и/или лопастным миксером, для обработки огнеупорных масс и насос для подачи бетона.
[0013] В некоторых вариантах реализации технического решения температура воды находится в диапазоне от 5°С до 30°С.
[0014] В некоторых вариантах реализации технического решения отвердителем является силикат натрия.
[0015] В некоторых вариантах реализации технического решения расход воды осуществляется в диапазоне 4-10% от общей бетонной смеси.
[0016] В некоторых вариантах реализации технического решения время смешивания бетонной смеси после добавления воды составляет от 2 до 10 минут.
[0017] В некоторых вариантах реализации технического решения шоткрет-бетон после затворения влажнее, чем виброналивной бетон.
[0018] В некоторых вариантах реализации технического решения очищают огнеупорный материал отбойными молотками и/или цепной фрезой.
[0019] В некоторых вариантах реализации технического решения при нанесении бетонной смеси на необходимую поверхность осуществляют ее подогрев с помощью тепловой пушки или посредством размещения бетонной смеси в теплом помещении.
[0020] В некоторых вариантах реализации технического решения наносят бетонную смесь на необходимую поверхность футеровки непрерывно.
[0021] В некоторых вариантах реализации технического решения наносят бетонную смесь на необходимую поверхность футеровки одним слоем толщиной 10-100 мм.
[0022] В некоторых вариантах реализации технического решения при нанесении бетонной смеси на необходимую поверхность футеровки толщина нанесения определяется износом стены в зонах сталесливных отверстий и/или продувочных пробок, и/или кантовочной стороны и состоянием рядов кирпича, примыкаемых к шлаковому поясу.
[0023] В некоторых вариантах реализации технического решения наносят бетонную смесь на необходимую поверхность футеровки, причем сопло держат перпендикулярно поверхности нанесения футеровки.
[0024] В некоторых вариантах реализации технического решения наносят бетонную смесь на необходимую поверхность футеровки, причем сопло держат на расстоянии 0,5-1,2 метров.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0025] Признаки и преимущества настоящего технического решения станут очевидными из приведенного ниже подробного описания и прилагаемых чертежей, на которых:
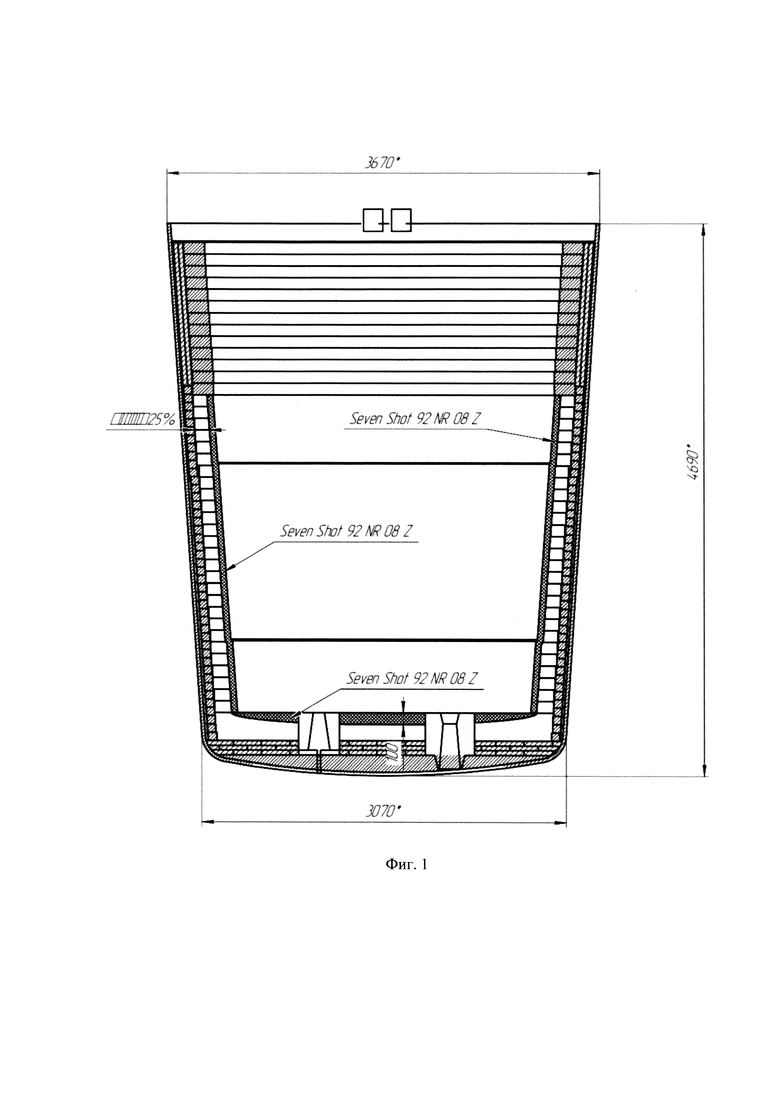
[0026] На Фиг. 1 показан пример осуществления металлургического агрегата.
[0027] На Фиг. 2 показан пример осуществления очистительного агрегата GS800, роторного типа.
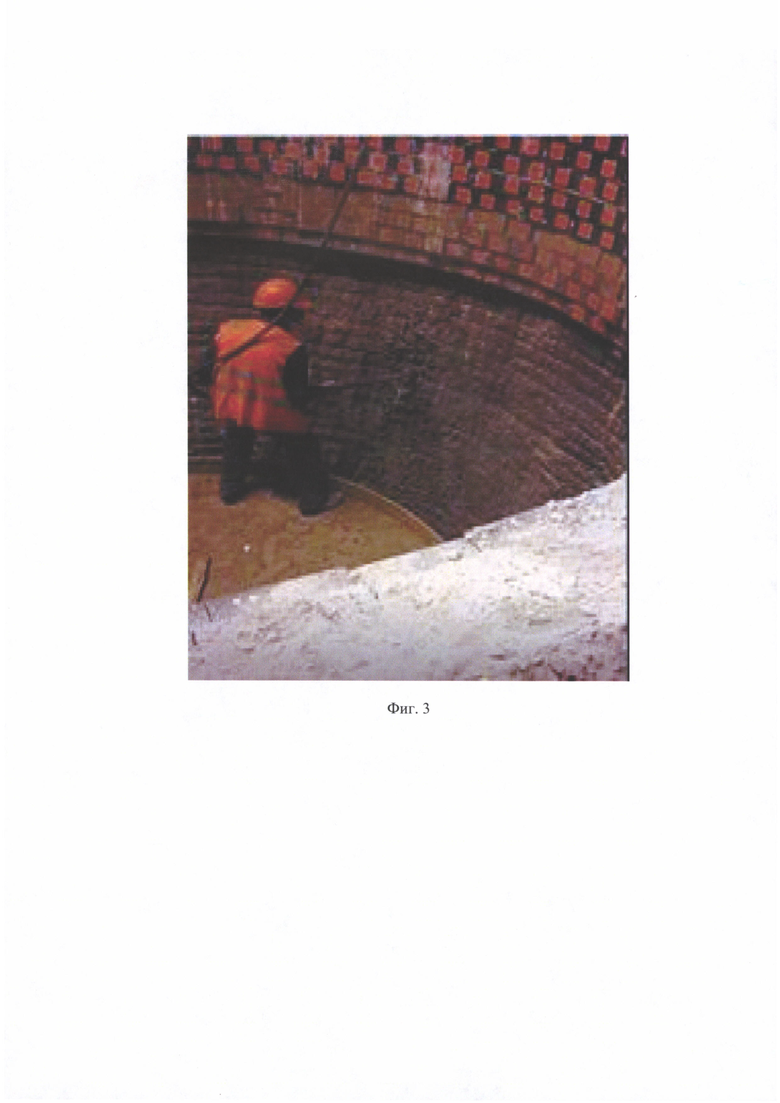
[0028] На Фиг. 3 показан пример реализации демонтажа остатков шлака и стали с кирпичной футеровки.
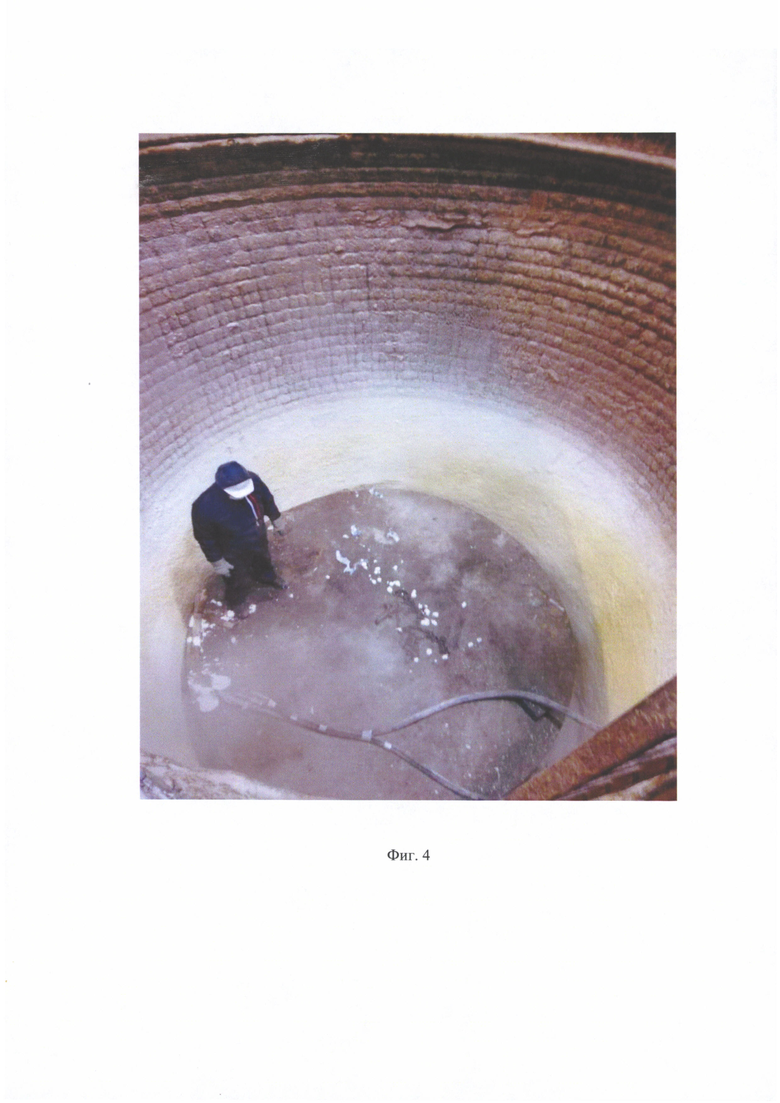
[0029] На Фиг. 4 показан пример реализации монтажа огнеупорной футеровки со стола (второй пояс).
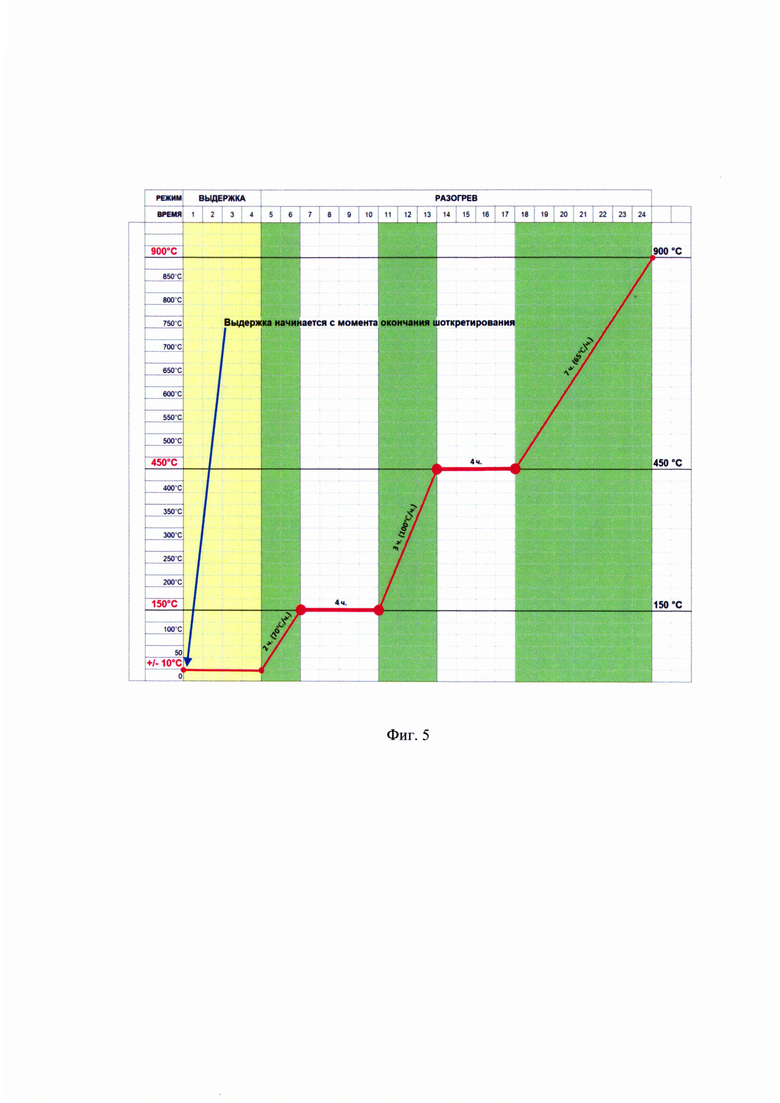
[0030] На Фиг. 5 показан вариант реализации графика выдержки, сушки и разогрева сталелитейного ковша 380 тн.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0031] Ниже будут подробно рассмотрены термины и их определения, используемые в описании данного технического решения.
[0032] Футеровка - облицовка огнеупорными, химически стойкими, а также теплоизоляционными материалами, которым покрывается внутренняя поверхность металлургических печей, ковшей, топок котлов и прочего оборудования.
[0033] Торкретирование - это прогрессивный способ нанесения на поверхность конструкции одного или нескольких слоев раствора из цемента, песка, функциональных добавок и воды под давлением сжатого воздуха.
[0034] Огнеупорные материалы (далее - огнеупоры) - неметаллический материал с огнеупорностью не ниже температуры 1580°С, используемый в агрегатах и устройствах для защиты от воздействия тепловой энергии и газовых, жидких, твердых агрессивных реагентов.
[0035] Металлургический агрегат - совокупность конструктивно связанных технологического оборудования и устройств, обеспечивающая проведение комплексного металлургического процесса в условиях массового и поточного производства. Металлургический агрегат имеет более высокие показатели по производительности, энергоемкости и качеству продукции, позволяет более эффективно решать вопросы автоматизации производства и охраны окружающей среды.
[0036] Ниже будет подробно раскрыт способ футеровки металлургических агрегатов, выполняемый по шагам. В качестве примера реализации металлургического агрегата в данном решении описывается сталеразливочный ковш, однако любому специалисту очевидно, что реализация им не ограничивается.
[0037] Шаг 101: очищают поверхность, предназначенную для футеровки шоткрет-бетоном от загрязняющих элементов.
[0038] Подготовка поверхности требует использования корректных методов демонтажа бетона и должным образом очищенных поверхностей.
[0039] Перед нанесением шоткрет-бетона поверхность кирпича или слоя бетона при использовании монолитной футеровки металлургических агрегатов необходимо очистить от пыли, остатков шлака, стали и перерожденного огнеупора, как показано на Фиг. 3.
Очистка может осуществляться отбойными молотками или специализированным оборудованием (например, цепной фрезой), например, очистительным агрегатом GS800, роторного типа, как показано на Фиг. 2. На вращающейся головке укреплены цепи, выполняющие при своем вращении очистку поверхности кирпичной футеровки. В некоторых вариантах реализации подготовка металлической поверхности включает в себя очистку от рыхлой ржавчины, отслаивающейся окалины и других загрязнений. Подготовка ремонтируемой футеровки включает в себя: удаление слабых, отслаивающихся и разрушенных участков на всю толщину слоя шоткрет-бетона до металлической поверхности или до изоляционного подслоя с обнажением не менее двух анкеров, обдувку поверхности сжатым воздухом и, при необходимости, установку предусмотренных проектом дополнительных анкеров и сеток. При обдувке поверхности для уменьшения пыления рекомендуется вводить небольшое количество воды.
[0040] Шаг 102: смешивают шоткрет-бетон с водой посредством оборудования для приготовления бетонной смеси.
[0041] В данном техническом решении для обеспечения стойкости стен металлургических агрегатов (без ломки остаточного кирпичного слоя и соответственно без монтажа нового комплекта огнеупоров для рабочего слоя стен после 80 плавок) на уровне (примерно) 40+40(80)+40=120 плавка (длительность кампании по стойкости стены в зоне металла) могут быть использованы шоткрет-бетон и силикат натрия в качестве отвердителя. В данном техническом решении в качестве огнеупоров могут использоваться, например, периклазоуглеродистый кирпич или алюмопериклазоуглеродистый кирпич. При этом данное техническое решение может использоваться и применительно к иным огнеупорам. В качестве шоткрет - бетона может использоваться, например, низкоцементный шоткрет-бетон или ультра низкоцементый бетон на основе табулярного глинозема и/или корунда с добавкой плавленой Al2MgO4-шпинели (также возможно использование шоткрет - бетонов на основе плавленного или спеченого периклаза с добавкой плавленой Al2MgO4-шпинели), на гидравлической связке марки Seven Shot 92 NR 08 Z. В других вариантах реализации, не ограничиваясь ими, в качестве добавки может использоваться оксид хрома 6 валентный. Силикат натрия является дополнительным, но при этом неотъемлемым для технологического процесса материалом. Расход жидкого стекла (силиката натрия) может составлять в диапазоне 12-18 кг/тн применяемого бетона.
[0042] В примерном варианте реализации количество материалов для одного сталеразливочного ковша (для продления кампании с 80 до 120 плавки) может быть следующим:

[0043] Количество материала Seven Shot 92 NR 08 Z на ремонт стен сталеразливочного ковша в зоне металла может быть заложено исходя из толщины наносимого слоя материала от 10 до 100 мм (толщина слоя может быть снижена, а материал соответственно может быть распределен на другие зоны и/или продолжение кампании).
[0044] В качестве примера реализации получают заказ на осуществление футеровки на 20 тонн шоткрет-бетона и к нему добавляют 400 кг силиката натрия (расчет идет в пропорции 1:20 кг, так как на заводе при производстве работ идут потери материала при настройке оборудования, замывке оборудования и прочих негативных факторов). Шоткрет-массы являются бетонами на цементной связке и поэтому чувствительны к воздействию влаги, следовательно, должны храниться в сухом закрытом помещении. Жидкое связующее должно храниться при температуре не ниже +5°С.
[0045] Все оборудование и инструменты для приготовления бетонной смеси должны быть очищены от предыдущих влажных и сухих материалов. В качестве оборудования для очистки может использоваться пневматический сосуд со встроенным принудительным миксером, для обработки огнеупорных масс, например модели ESTROMAT 850 и/или REED и насос подачи бетона, например, модели SCHWING SP 500. Очистка ведется с помощью водяного насоса высокого давления и ручным инструментом.
[0046] Для затворения бетонной смеси может использоваться вода, применяемая на предприятии для затворения бетонов (использование хим. очищенной воды запрещается, так как в химически очищенной воде остаются примеси, которые негативно влияют на долговечность огнеупора, так как создают легкоплавкие соединения в процессе эксплуатации слоя шоткрет - бетона.). Рекомендуемая температура воды от 5°С до 30°С, в связи с тем, что при низкой температуре воды увеличивается время схватывания бетона, а при высокой температуре сильно уменьшается. Расход воды должен быть в пределах, указанных в соответствующем техническом листе (например, он может быть указан в диапазоне 4-10%). Шоткрет-бетон после затворения должен выглядеть влажнее, чем обычный виброналивной бетон. Это определяет оператор установки, на которой происходит смешивание бетона или посредством алгоритмов машинного зрения автоматически. Время смешивания после добавления воды составляет по от 2 до 7 минут. Если производить процесс смешивания в более короткое время, то не происходит достаточного увлажнения бетона и он получается сухим.
[0047] Шаг 103: направляют полученную на предыдущем шаге бетонную смесь в бетононасос, а далее по магистрали к месту проведения работ и нанесения смеси на футеровку, причем на конце магистрали расположено сопло для нанесения бетонной смеси.
[0048] После приготовления смеси, готовой к нанесению, огнеупорный бетон выдается в бетононасос, а далее по шлангам к месту проведения работ и нанесения материала на футеровку.
[0049] После подачи готовой смеси в приемный бункер насоса, подача материала в транспортную систему осуществляется на минимально возможной скорости до тех пор, пока смесь не появится на месте соединения шланга с соплом. Для подсоединения сопла к материальному шлангу, шлангов подачи сжатого воздуха и связующего материала, подача материала по транспортной системе прекращается.
[0050] Двое сопловых, непосредственно проводящих работу, находятся в ковше. Принимают собранное сопло и только по их команде начинается подача материала для монтажа огнеупорной футеровки. Технический специалист на смесителе бетона продолжает работы по подготовке смеси.
[0051] Шаг 104: наносят бетонную смесь на подготовленную поверхность для футеровки шоткрет-бетоном посредством смешивания бетонной смеси с отвердителем на сопле.
[0052] Все работы по монтажу огнеупорной футеровки начинаются с подготовительных мероприятий:
1. Транспортировка оборудования к месту проведения работы.
2. Определение места установки оборудования и инструмента.
3. Открытие наряда - допуска на проведение работ.
4. Определение точек подключения энергоносителей.
5. Монтаж основного и вспомогательного оборудования.
6. Проверка работоспособности оборудования в холостом режиме.
[0053] При монтаже трубопровода необходимо последнее звено (резиновый шланг) смонтировать диаметром 38 мм. Данный диаметр позволяет создать более высокую плотность наносимой огнеупорной футеровки, снижает количество отскока, в отличии от диаметра 50 мм.
[0054] Приступать к монтажу огнеупорной футеровки необходимо по завершению всех подготовительных мероприятий.
[0055] Перед нанесением смеси на подготовленную поверхность осуществляют смазку трубопровода.
[0056] Подготавливается смесь для смазки труб и шлангов. Для смазки применяется обойный клей или шамотный мертель (1 пачка клея на 10 литров воды), причем необходимо приготовить 20 литров смазки. Данная смазка уменьшает коэффициент трения бетона при движении его по трубам и шлангам. Также можно использовать технические смазки, например, литол или солидол. Данная операция применяется при каждом начале работы по шоткретированию (если проводилась промывка трубопровода подачи бетона). Технические специалисты, непосредственно, находящиеся на рабочей площадке, заливают смесь в шланг подачи бетона. Присоединяется адаптер и под действием сжатого воздуха происходит равномерное распределение смазки по всему трубопроводу.
[0057] На сопле с помощью сжатого воздуха происходит смешивание бетона с отвердителем SODIUM SILICATE (в зимнее время отвердитель подогревается до 15-25°С, с помощью тепловой пушки) и нанесение на требуемую поверхность. От бетононасоса отходит магистраль, по которой идет подача материала к месту проведения работ, а на конце данной магистрали установлено сопло, в которое подается жидкое стекло (силикат натрия) и сжатый воздух. Подогрев осуществляется с помощью тепловых пушек или в некоторых вариантах реализации посредством размещения бетонной смеси в теплом помещении.
[0058] В зависимости от степени износа рабочей футеровки на огнеупорный материал, которым может быть кирпич, нанесение шоткрет-бетона выполняется непрерывно одним слоем толщиной 10-100 мм. Уровень износа как правило определяется на месте футеровки, в зависимости от применяемой схемы футеровки стальковшей на предприятии и схемы проведения горячих ремонтов. Обычно толщина нанесения определяется износом стены в зонах сталесливных отверстий, продувочных пробок, кантовочной стороны и состоянием рядов кирпича, примыкаемых к шлаковому поясу. Шоткретирование не должно прерываться в связи с тем, что бетон может начать схватываться в магистралях и бетононасосе, что приведет к остановке оборудования на промывку и замывку. Сопло следует всегда держать перпендикулярно поверхности нанесения на расстоянии 0,5-1,2 метров. Именно при таком расстоянии нанесения смеси происходит более плотное нанесение бетона, что позволяет достигнуть заявленных показателей по прочности, пористости. Такое расстояние способствует получению более плотной структуры огнеупорного материала после нанесения, что позволит дольше эксплуатировать металлургический агрегат». Перпендикулярное расположение сопла относительно поверхности, на которое происходит нанесение, обусловлено количеством отскока и качеством нанесенного слоя. Материал наносится сразу необходимой толщиной снизу-вверх участка нанесения, что позволяет контролировать толщину установленного бетона и качество установки. Отскок никогда не объединяется с материалом и не используется повторно. После нанесения шоткрет-бетона на стены, с рабочего дна сталеразливочного ковша убирается образовавшийся отскок и выполняется ремонт футеровки дна. [0059] Применение указываемого технического решения обеспечивает удельный расход огнеупоров на рабочий слой стен на уровне в 131 плавку:
 0 плавок - холодный ремонт
0 плавок - холодный ремонт
 40 плавок - горячий ремонт (ремонт шлакового пояса), шоткретирование стен (2-4 т.);
40 плавок - горячий ремонт (ремонт шлакового пояса), шоткретирование стен (2-4 т.);
 80 плавок - шоткретирование стен (2 т.);
80 плавок - шоткретирование стен (2 т.);
 120 плавка - окончание кампании.
120 плавка - окончание кампании.
[0060] Технически работа по монтажу огнеупорной футеровки ковша может состоять из двух поясов по вертикали. Первый пояс футеровки наносится с дна сталеразливочного ковша на высоту около 1,5 метров. Второй пояс футеровки наносится со стола, который опускается в ковш после завершения монтажа футеровки первого пояса, как показано на Фиг. 4. Высота второго пояса футеровки ограничена высотой кирпичной футеровки зоны стали.
[0061] При монтаже футеровки опалубка не используется, с целью создания монолитности футеровки. Нанесение материала проводится по кругу, сначала происходит «напыление» толщиной около 10-15 мм, по второму нанесению формируется необходимая толщина футеровки. Так же при проведении работы может применяться система маяков, то есть, на высоту пояса делаются вертикальные полосы материала шириной 200-300 мм, с шагом 1,5-2 метра необходимой толщины (толщину контролирует второй сопловой находящийся так же в ковше), после чего наносится материал между маяками.
[0062] Толщина нанесения футеровки зависит от остаточной толщины кирпичной футеровки. В данном техническом решении выработана технология, что нанесение футеровки более 100 мм не целесообразна, происходит отслаивание, при сушке образуется много трещин.
[0063] Средняя толщина наносимой футеровки не должна быть более 30-60 мм. Исключением служат место слива шлака и бойная зона, здесь толщина футеровки достигает до 100 мм. Поэтому сопловые и контролирующий технический специалист визуально определяют толщину наносимой футеровки.
[0064] При монтаже огнеупорной футеровки с отрицательными значениями окружающей среды, необходимо заблаговременно принять меры по хранению материала и связующего в помещении с положительной температурой, как минимум за 5 суток до проведения работ по монтажу футеровки.
[0065] По окончании работ проводятся работы по замывке оборудования и трубопровода, отключение от энергоносителей, комплектуется и транспортируется на место хранения.
[0066] Неотъемлемой частью работоспособности огнеупорной футеровки является ее сушка.
[0067] Перед сушкой необходимо выдержать нанесенную футеровку в течении 4 часов, во время выдержки необходимо обеспечить температуру воздуха в сталеразливочном ковше и его металлоконструкции не менее +5°С. Возможно применение тепловой пушки или газового факела без контакта открытого пламени с поверхностью монолитного слоя.
[0068] При разработке графиков сушки, исходят из возможности стендов сушки-разогрева. Необходимо организовать выдержку бетона при температурах 150°С и 450°С, в дальнейшем скорость разогрева бетона неограниченна и определяется возможностью стенда разогрева. На практике применяется график выдержки, сушки и разогрева, примерно показанный на Фиг. 5.
[0069] Конкретные испытания способа футеровки и ремонта сталеразливочного ковша компанией ООО «Севен Рефракториз» подтверждают промышленную применимость изобретения.
[0070] Модификации и усовершенствования вышеописанных воплощений данной технологии могут быть очевидны для специалистов в данной области техники. Приведенное выше описание дано в качестве примеров, а не для установления ограничений. Объем данной технологии, таким образом, может быть ограничен только объемом прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2020 |
|
RU2735014C1 |
| СПОСОБ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА КРУГЛОЙ ФОРМЫ | 2021 |
|
RU2783942C1 |
| СПОСОБ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2692390C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ В ВИДЕ ПЛАВИЛЬНОГО ИЛИ РАЗЛИВОЧНОГО УСТРОЙСТВА С ИСПОЛЬЗОВАНИЕМ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2020 |
|
RU2744635C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ АДДИТИВНОЙ ФУТЕРОВКИ | 2020 |
|
RU2755325C1 |
| ОГНЕУПОРНАЯ ТОРКРЕТ-МАССА | 2010 |
|
RU2424213C1 |
| Футеровка сталеразливочного ковша | 1989 |
|
SU1743687A1 |
| СПОСОБ ТОРКРЕТИРОВАНИЯ СТАЛЕВЫПУСКНОГО ОТВЕРСТИЯ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА | 2002 |
|
RU2214459C1 |
| СПОСОБ ПРЕССОВАНИЯ ОКСИДОУГЛЕРОДИСТЫХ ИЗДЕЛИЙ И СООТВЕТСТВУЮЩАЯ УКЛАДКА ИЗДЕЛИЙ ПРИ ФУТЕРОВКЕ СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ | 2020 |
|
RU2758076C1 |
| СПОСОБ УДАЛЕНИЯ ШЛАКОВЫХ НАСТЫЛЕЙ В ЧУГУНОВОЗНЫХ КОВШАХ | 1994 |
|
RU2080962C1 |

Изобретение относится к способу футеровки металлургических агрегатов. Способ включает следующие шаги: очищают поверхность, предназначенную для футеровки шоткрет-бетоном от загрязняющих элементов; смешивают шоткрет-бетон с водой посредством оборудования для приготовления бетонной смеси; направляют полученную на предыдущем шаге бетонную смесь в бетононасос, а далее по магистрали к месту проведения работ и нанесения смеси на футеровку, причем на конце магистрали расположено сопло для нанесения бетонной смеси; наносят бетонную смесь на подготовленную поверхность для футеровки шоткрет-бетоном посредством смешивания бетонной смеси с отвердителем на сопле. Технический результат - снижение расхода огнеупорных материалов, используемых для футеровки рабочего слоя стен металлургических агрегатов. 14 з.п. ф-лы, 5 ил.
1. Способ футеровки металлургических агрегатов, включающий следующие шаги:
- очищают поверхность, предназначенную для футеровки шоткрет-бетоном, от загрязняющих элементов;
- смешивают шоткрет-бетон с водой, находящейся при температуре от 5 до 30°С, посредством оборудования для приготовления бетонной смеси, при этом расход воды осуществляется в диапазоне 4-10% от общей бетонной смеси, а смешивание осуществляют в течение 2-7 минут;
- направляют полученную на предыдущем шаге бетонную смесь в бетононасос, а далее по магистрали к месту проведения работ и нанесения смеси на футеровку, причем на конце магистрали расположено сопло для нанесения бетонной смеси;
- непрерывно наносят бетонную смесь на подготовленную поверхность для футеровки шоткрет-бетоном посредством смешивания бетонной смеси с отвердителем на сопле.
2. Способ футеровки металлургических агрегатов по п.1, характеризующийся тем, что при смешивании огнеупорных компонентов шоткрет-бетоном является низкоцементный шоткрет-бетон, или ультранизкоцементый бетон на основе табулярного глинозема и/или корунда с добавкой плавленой Аl2MgO4-шпинели, или шоткрет-бетон на основе плавленого или спеченного периклаза с добавкой плавленой Аl2MgO4-шпинели или оксида хрома 6-валентного.
3. Способ футеровки металлургических агрегатов по п.1, характеризующийся тем, что оборудованием для приготовления бетонной смеси является пневматический сосуд со встроенным принудительным миксером и/или лопастный миксер для обработки огнеупорных масс и насос для подачи бетона.
4. Способ футеровки металлургических агрегатов по п.1, характеризующийся тем, что отвердителем является силикат натрия.
5. Способ футеровки металлургических агрегатов по п.1, характеризующийся тем, что шоткрет-бетон после затворения влажнее, чем виброналивной бетон.
6. Способ футеровки металлургических агрегатов по п.1, характеризующийся тем, что очищают огнеупорный материал отбойными молотками и/или цепной фрезой.
7. Способ футеровки металлургических агрегатов по п.1, характеризующийся тем, что при нанесении бетонной смеси на необходимую поверхность осуществляют ее подогрев с помощью тепловой пушки или посредством размещения бетонной смеси в теплом помещении.
8. Способ футеровки металлургических агрегатов по п.1, характеризующийся тем, что наносят бетонную смесь на необходимую поверхность футеровки одним слоем толщиной 10-100 мм.
9. Способ футеровки металлургических агрегатов по п.1, характеризующийся тем, что при нанесении бетонной смеси на необходимую поверхность футеровки толщина нанесения определяется износом стены в зонах сталесливных отверстий, и/или продувочных пробок, и/или кантовочной стороны и состоянием рядов кирпича, примыкаемых к шлаковому поясу.
10. Способ футеровки металлургических агрегатов по п. 1, характеризующийся тем, что наносят бетонную смесь на необходимую поверхность футеровки, причем сопло держат перпендикулярно поверхности нанесения футеровки.
11. Способ футеровки металлургических агрегатов по п. 1, характеризующийся тем, что наносят бетонную смесь на необходимую поверхность футеровки, причем сопло держат на расстоянии 0,5-1,2 м.
| СПОСОБ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2692390C1 |
| ОГНЕУПОРНАЯ БЕТОННАЯ СМЕСЬ (ВАРИАНТЫ) | 2011 |
|
RU2437862C1 |
| CN 108979671 A, 11.12.2018 | |||
| CN 109384407 A, 26.02.2019. | |||
