Изобретение относится к области авиации, в частности к беспилотным летательным аппаратам (БПЛА).
Известна полезная модель «Беспилотный летательный аппарат с многостенным крылом из композитного материала из углеродного волокна» (описание п. м. CN 212709933, МПК В64С 3/18, опубл. 16.03.2021 г.) в которой описано многостенное крыло БПЛА, которое содержит нервюру крыла, на поверхности нервюры крыла выполнено множество конструктивных отверстий, в середине верхней части нервюры крыла выполнен верхний зажимной паз, и набор нижних прижимных пазов, выполненных с двух сторон на нижней части нервюры крыла. При этом верх нервюры крыла соединяется с накладкой через верхний прижимной паз, нервюра крыла соединяется с днищем через нижний прижимной паз, наружная сторона нервюры крыла соединяется с обшивкой через нижнюю пластину и накладку, нижняя пластина содержит оболочку, внутренняя часть оболочки соединена с прослойкой из пенопласта, накладка содержит дугообразную панель, а нижняя часть дугообразной панели соединена с сотовой прослойкой, изготовленной из композитных материалов из углеродного волокна.
Предложенная конструкция крыла сложна в изготовлении и сборке и включает в себя целый ряд дополнительных технологических деталей.
Известен корпус беспилотного летательного аппарата, изготовленный из композиционного материала, и способ его изготовления (изобретение CN 106741823 (А), МПК Б32Б 17/02; Б32Б 27/02; Б32Б 7/12; Б32Б 9/00; Б64С 1/00; Б64С 39/02, опубл. 31.05.2017 г.), содержащий планер и группу крыльев, причем группа крыльев содержит основное крыло и хвостовое крыло, расположенные на двух сторонах планера соответственно; две стороны основного крыла соединены с первым или вторым боковым крылом; материалы планера и группы крыла имеют слоистую структуру; материал планера включает первую ткань из углеродного волокна, вторую ткань из углеродного волокна, первую ткань из поливинилхлорида и третью ткань из углеродного волокна, которые последовательно соединены ламинированным способом; материалы основное крыло, а также первое и второе боковые крылья соответственно содержат первую ткань из углеродного волокна, первую ткань из поливинилхлорида и вторую ткань из углеродного волокна, которые последовательно соединены ламинированным способом; материал хвостового крыла включает первую ткань из углеродного волокна, первую ткань из поливинилхлорида и вторую ткань из углеродного волокна, которые последовательно соединены ламинатом. Композитный материал, используемый для планера и крыльев корпуса беспилотного летательного аппарата, легкий, прочность на разрыв и сопротивление разрыву материалов планера и крыльев улучшены, и может быть обеспечена структурная прочность беспилотного летательного аппарата.
Предложенная технология изготовления основных элементов БПЛА трудоемка и подразумевает применение ручного труда, а элементы конструкций изготавливают из дорогостоящих композиционных материалов.
Техническая задача изобретения состоит в снижении стоимости БПЛА за счет собранного из небольшой номенклатуры унифицированных деталей, выполненных из инженерных пластиков методом литья под давлением и готовых углепластиковых трубчатых заготовок, соединенных между собой клеем, вибросваркой и винтами.
Сущность заявляемого изобретения заключается в следующем. Заявляется беспилотный летательный аппарат (БПЛА) из унифицированных деталей и узлов, изготовленных методом литья пластмасс под давлением, содержащий фюзеляж, переднее горизонтальное оперение, крыло, оснащенное законцовками, маршевый двигатель, толкающий воздушный винт с коком, отличающийся тем, что фюзеляж состоит из двух одинаковых центропланов, расположенных друг за другом, собранных из верхней и нижней панелей, причем передний центроплан является горизонтальным оперением (ПГО), а задний -основой крыла с прикрепленными к нему неподвижными консолями, состоящими из верхней и нижней панелей и оснащенными законцовками крыла по внешним краям консолей, лонжероном центроплана, двумя соединительными муфтами, двумя лонжеронами консоли крыла, переднее горизонтальное оперение (ПГО) оснащено законцовками, причем переднее горизонтальное оперения и центроплан соединены между собой пилонами подвески грузов, кроме того фюзеляж состоит из носового обтекателя, силовой соединительной трубы, являющейся одновременно кожухом топливного бака, капота двигателя. Кроме того центроплан крыла оснащен рулями высоты, а переднее горизонтальное оперение оснащено закрылками, кроме того нижние панели центроплана выполнены с четырьмя технологическими отверстиями и заглушены съемными крышками.
Заявляется способ изготовления БПЛА из унифицированных деталей и узлов, включающий изготовление основных деталей из композиционных материалов, отличающийся тем, что детали фюзеляжа: две верхние панели центроплана изготавливают из инженерных пластиков методом литья под давлением на термопластавтомате, соединяют их между собой вибросваркой или клеем, а затем насаживают готовую конструкцию на силовую соединительную труб и на лонжерон центроплана, выполненных из углепластика, кроме того верхние панели консоли крыла изготавливают из инженерных пластиков методом литья под давлением на термопластавтомате, и насаживают на лонжероны консоли крыла, нижние панели центроплана, панели консоли крыла нижние, законцовки, крышки и интерцепторы выкраивают из плоских листов конструкционного пластика, однотипного с литьевым, причем панели центропланов и консолей приваривают к соответствующим верхним панелям с помощью вибросварки, крышки люков и законцовки прикрепляют к соответствующим частям конструкции с помощью винтов, интерцепторы с помощью петель прикрепляют к верхним панелям консолей крыла, готовые консоли прикрепляют к лонжерону центроплану через соединительные муфты, а затем, с помощью винтов, монтируют пилоны подвески грузов, носовой обтекатель, капот двигателя.
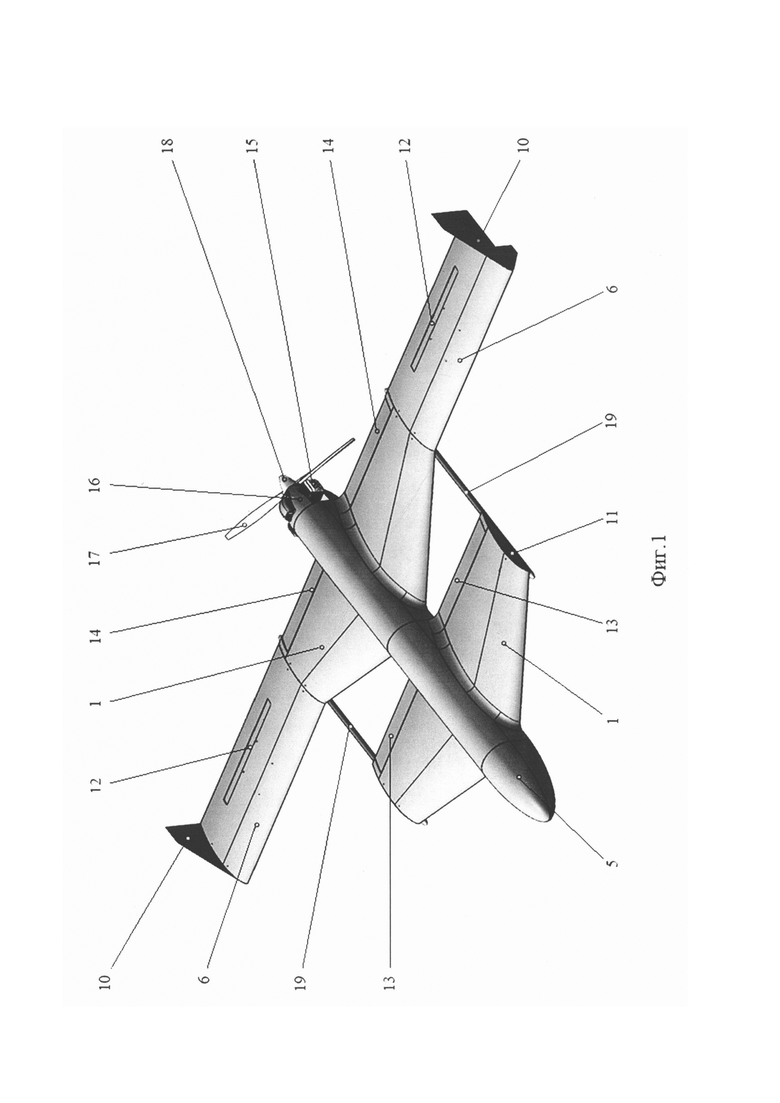
Конструкция БПЛА представлена на фигурах 1-6.
Фиг. 1 - Общий вид БПЛА с толкающим воздушным винтом.
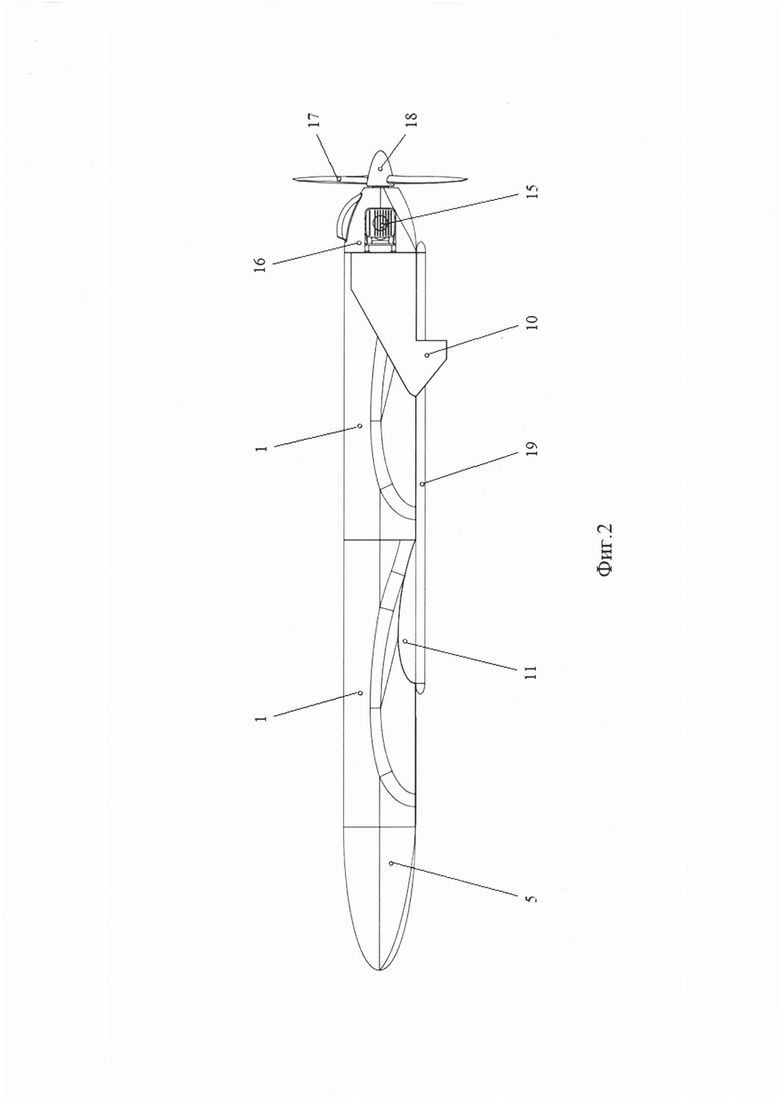
Фиг. 2 - БПЛА вид сбоку.
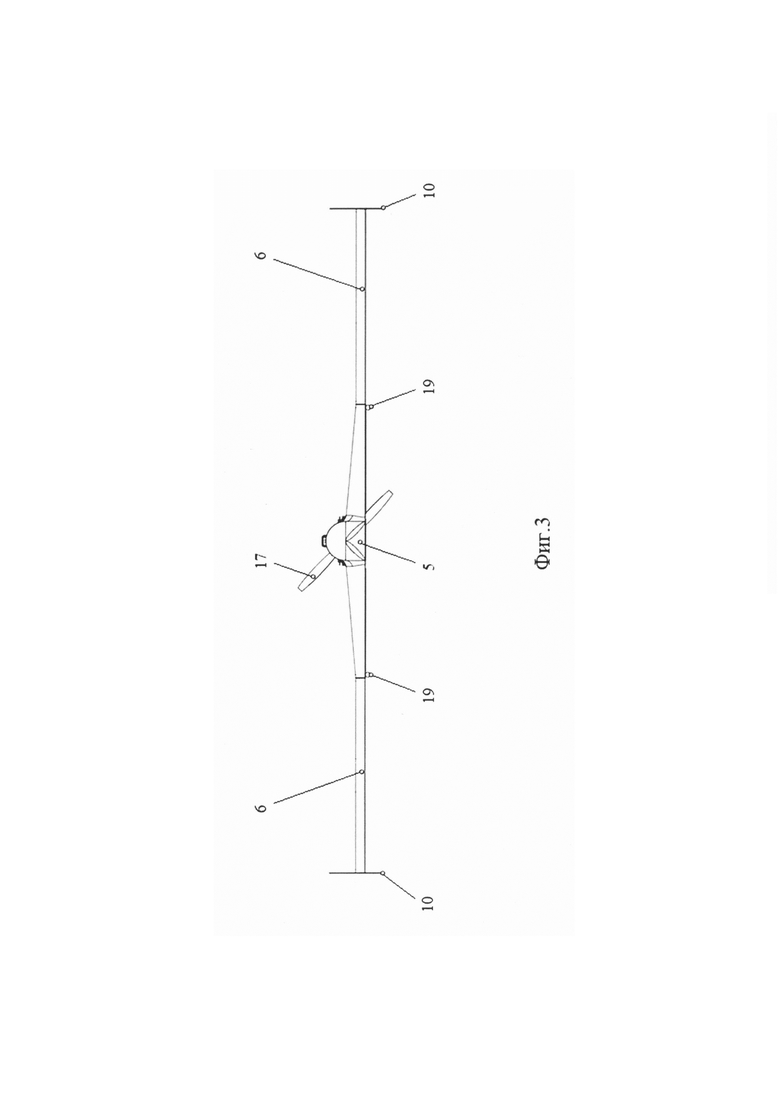
Фиг. 3 - БПЛА вид спереди.
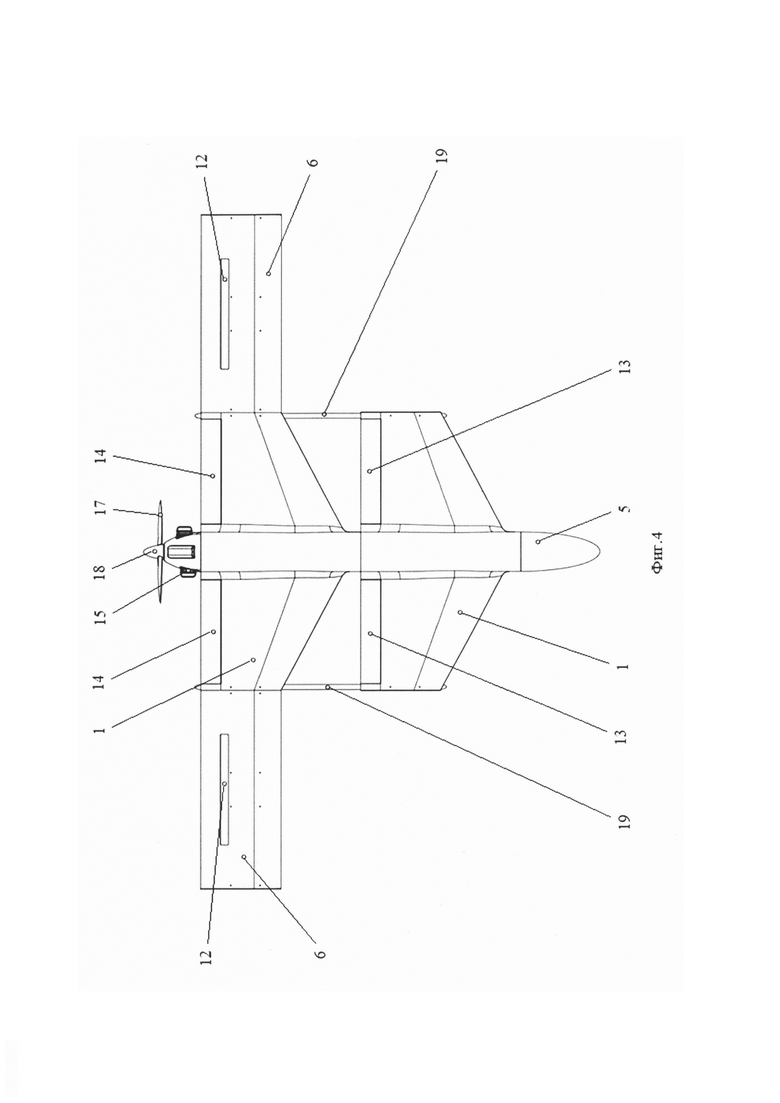
Фиг. 4 - БПЛА вид сверху.
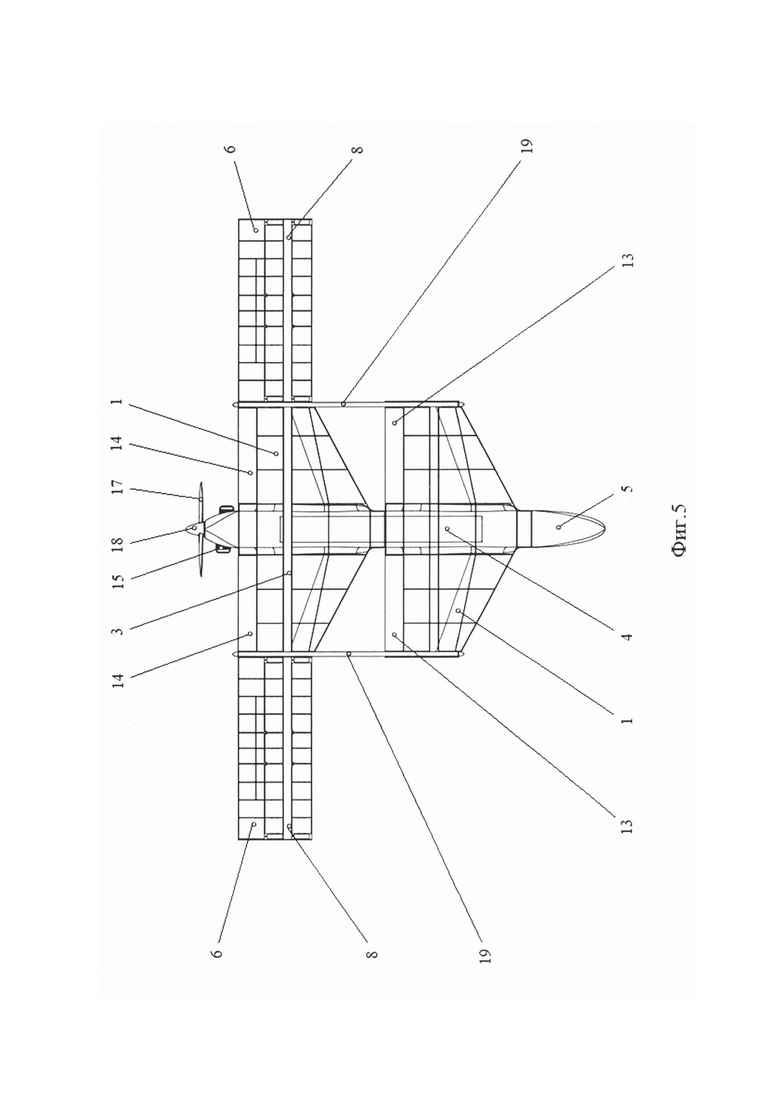
Фиг. 5 - БПЛА вид снизу со снятыми нижними панелями.
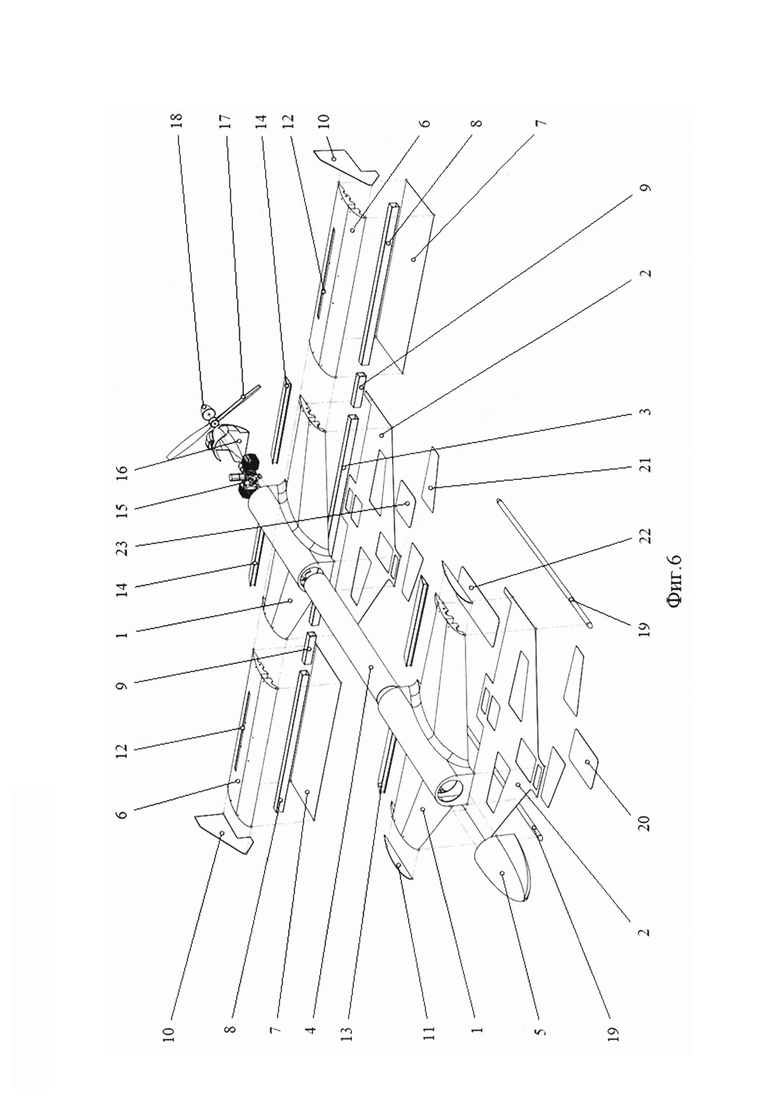
Фиг. 6 - Разбивка БПЛА по деталям. БПЛА состоит из:
1. - панель центроплана верхняя.
2. - панель центроплана нижняя.
3. - лонжерон центроплана.
4. - труба соединительная силовая.
5. - обтекатель носовой.
6. - панель консоли крыла верхняя.
7. - панель консоли крыла нижняя.
8. - лонжерон консоли крыла.
9. - соединительная муфта.
10. - законцовка крыла.
11. - законцовка переднего горизонтального оперения (ПГО).
12. - интерцептор.
13. - закрылок.
14. - руль высоты.
15. - двигатель.
16. - капот двигателя.
17. - толкающий воздушный винт.
18. - кок воздушного винта.
19. - пилон подвески груза.
20. - крышка передняя.
21. - крышка боковая.
22. - крышка центральная.
23. - крышка задняя.
Изготовление БПЛА осуществляется следующим образом. Сначала методом литья пластмасс под давлением изготавливают две одинаковые верхние панели 1 фюзеляжа, которые соединяют между собой последовательно с помощью клея, нанизав на углепластиковую соединительную трубу 4 и вставив углепластиковый лонжерон центроплана 3 в заднюю верхнюю панель 1, затем, с помощью вибросварки, приваривают нижние панели 2 центроплана, выкроенные из плоского листа однотипного с литьевым пластика, затем методом литья пластмасс под давлением изготавливают две одинаковые верхние панели консолей крыла 6, в которые вклеивают трубчатые углепластиковые лонжероны консоли крыла 8, после чего к верхним панелям консолей крыла 6 приваривают нижние панели консолей крыла 7, выкроенные из плоских листов однотипного с литьевым пластика, затем готовые конструкции присоединяют к заднему центроплану посредством углепластиковых трубчатых соединительных муфт 9. На задний торец полученной конструкции устанавливается двигатель 15, оснащенный толкающим воздушным винтом 17 с коком 18, а затем, с помощью крепежных винтов, монтируют капот двигателя 16 и носовой обтекатель 5, изготовленные методом литья пластмасс под давлением. После этого на передний и задний центропланы с помощью петель навешивают изготовленные методом литья пластмасс под давлением закрылки 13 и рули высоты 14, а на верхние панели консоли 6 крыла навешивают изготовленные из пластмассового листа интерцепторы 12. Затем с помощью крепежных винтов на конструкцию монтируют законцовки крыла 10 и законцовки ПГО 11 и крышки 20,21,22 и 23, выкроенные из плоских листов однотипного с литьевым пластика. После чего с помощью винтов монтируют пилоны 19 подвески грузов, изготовленные из углепластиковых трубок.
БПЛА с электродвигателем 15 с толкающим воздушным винтом 17 работает следующим образом. БПЛА устанавливается на катапульту и перед самым запуском двигатель 15 включается на полную мощность, чтобы облегчить разгон БПЛА катапультой. С пульта управления подается команда на взлет. Срабатывает пусковой механизм, катапульта и работающий маршевый двигатель 15 разгоняют БПЛА до взлетной скорости. БПЛА отрывается от катапульты и отправляется в полет. Дальнейший набор скорости осуществляется за счет тяги воздушного винта 17, а дальнейшее управление полетом осуществляется по радиоканалу или в автоматическом режиме по программе полетного контроллера с привязкой к спутникам или в полностью автономном режиме. Посадка БПЛА осуществляется с помощью парашюта. По команде со станции управления на высоте 30 метров останавливается маршевый двигатель 15, вращающий воздушный винт 17, через 3 секунды открывается парашютный бокс и выбрасывается парашют. Далее происходит стандартная посадка на парашюте.
БПЛА с двигателем внутреннего сгорания (ДВС) с толкающим воздушным винтом 17 работает следующим образом. БПЛА устанавливается на катапульту, запускается двигатель внутреннего сгорания 15 (электростартером или ручной запуск «от винта») и прогревается на средних оборотах в течение 30 секунд. Перед запуском двигатель включается на полную мощность, чтобы облегчить разгон БПЛА катапультой. С пульта управления подается команда на взлет. Срабатывает пусковой механизм, катапульта и работающий маршевый двигатель 15 разгоняют БПЛА до взлетной скорости, далее БПЛА отрывается от катапульты и отправляется в полет. Дальнейший набор скорости осуществляется за счет тяги воздушного винта 17, а дальнейшее управление полетом осуществляется по радиоканалу или в автоматическом режиме по программе полетного контроллера с привязкой к спутникам или в полностью автономном режиме. Посадка БПЛА осуществляется с помощью парашюта. По команде со станции управления на высоте 30 метров, карбюратором двигателя останавливается маршевый двигатель 15, вращающий воздушный винт 17, через 3 секунды открывается парашютный бокс и выбрасывается парашют. Далее происходит стандартная посадка на парашюте.
Предложенная конструкция и способ изготовления и беспилотного летательного аппарата позволяет существенно снизить стоимости изделия за счет собранного из небольшой номенклатуры унифицированных деталей выполненных из инженерных пластиков методом литья под давлением на термопласт автомате и готовых углепластиковых трубчатых заготовок, соединенных между собой клеем, вибросваркой и винтами.
| название | год | авторы | номер документа |
|---|---|---|---|
| БПЛА из унифицированных деталей и узлов, изготовленных методом литья под давлением, и способ его изготовления | 2023 |
|
RU2814641C1 |
| Беспилотный летательный аппарат вертикального взлёта и посадки и способ его изготовления | 2023 |
|
RU2819460C1 |
| БПЛА и способ управления БПЛА | 2024 |
|
RU2831546C1 |
| БЕСПИЛОТНОЕ ВОЗДУШНОЕ СУДНО САМОЛЕТНОГО ТИПА С ВЕРТИКАЛЬНЫМ ВЗЛЕТОМ И ПОСАДКОЙ (VTOL) И СПОСОБ ЕГО СБОРКИ | 2024 |
|
RU2831842C1 |
| БЕСПИЛОТНЫЙ ЛЕТАТЕЛЬНЫЙ АППАРАТ И СПОСОБ ЕГО СБОРКИ | 2024 |
|
RU2830724C1 |
| САМОЛЕТ БОЛЬШОЙ ГРУЗОПОДЪЕМНОСТИ | 2007 |
|
RU2335430C1 |
| БАЛКА БЕСПИЛОТНОГО ВОЗДУШНОГО СУДНА САМОЛЕТНОГО ТИПА С ВЕРТИКАЛЬНЫМ ВЗЛЕТОМ И ПОСАДКОЙ (VTOL) | 2024 |
|
RU2830728C1 |
| БЕСПИЛОТНЫЙ ЛЕТАТЕЛЬНЫЙ АППАРАТ | 2011 |
|
RU2493050C2 |
| КРЫЛО БЕСПИЛОТНОГО ВОЗДУШНОГО СУДНА САМОЛЕТНОГО ТИПА С ВЕРТИКАЛЬНЫМ ВЗЛЕТОМ И ПОСАДКОЙ (VTOL) | 2024 |
|
RU2830730C1 |
| ЦЕНТРОПЛАН КРЫЛА БЕСПИЛОТНОГО ВОЗДУШНОГО СУДНА САМОЛЕТНОГО ТИПА С ВЕРТИКАЛЬНЫМ ВЗЛЕТОМ И ПОСАДКОЙ (VTOL) | 2024 |
|
RU2828443C1 |
Изобретение относится к области авиации, в частности к конструкциям и способам изготовления беспилотных летательных аппаратов (БПЛА). БПЛА выполнен из унифицированных деталей и узлов, изготовленных методом литья пластмасс под давлением, содержит фюзеляж, переднее горизонтальное оперение, крыло, оснащенное законцовками, маршевый двигатель, толкающий воздушный винт с коком. Фюзеляж состоит из двух одинаковых центропланов, расположенных друг за другом, собранных из верхней и нижней панелей, причем передний центроплан является горизонтальным оперением (ПГО), а задний - основой крыла с прикрепленными к нему неподвижными консолями, состоящими из верхней и нижней панелей и оснащенными законцовками крыла по внешним краям консолей, лонжероном центроплана, двумя соединительными муфтами, двумя лонжеронами консоли крыла. Переднее горизонтальное оперения и центроплан соединены между собой пилонами подвески грузов. Обеспечивается возможность сборки БПЛА из небольшой номенклатуры унифицированных деталей выполненных из инженерных пластиков и готовых углепластиковых трубчатых заготовок, соединенных между собой клеем, вибросваркой и винтами. 2 н. и 1 з.п. ф-лы, 6 ил. 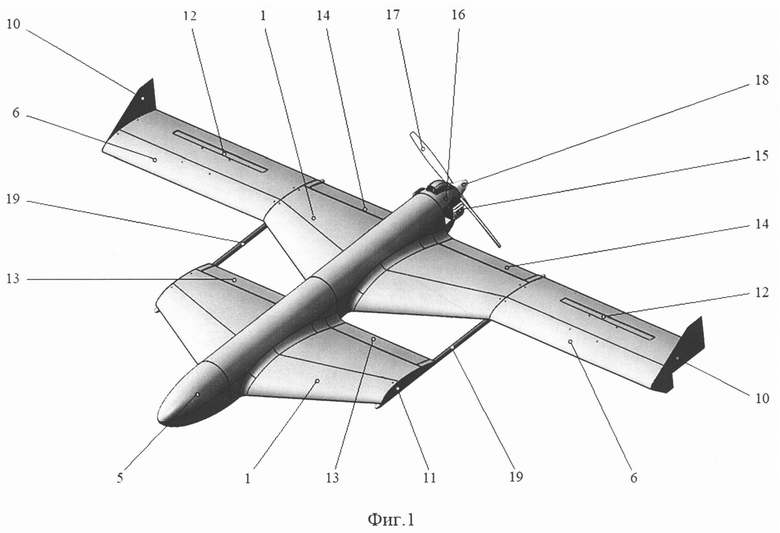
1. БПЛА из унифицированных деталей и узлов, изготовленных методом литья пластмасс под давлением, содержащий фюзеляж, переднее горизонтальное оперение, крыло, оснащенное законцовками, маршевый двигатель, толкающий воздушный винт с коком, отличающийся тем, что фюзеляж состоит из двух одинаковых центропланов, расположенных друг за другом, собранных из верхней и нижней панелей, причем передний центроплан является горизонтальным оперением (ПГО), а задний - основой крыла с прикрепленными к нему неподвижными консолями, состоящими из верхней и нижней панелей и оснащенными законцовками крыла по внешним краям консолей, лонжероном центроплана, двумя соединительными муфтами, двумя лонжеронами консоли крыла, переднее горизонтальное оперение (ПГО) оснащено законцовками, причем переднее горизонтальное оперения и центроплан соединены между собой пилонами подвески грузов, кроме того фюзеляж состоит из носового обтекателя, силовой соединительной трубы, капота двигателя.
2. БПЛА по п.1, отличающийся тем, что центроплан крыла оснащен рулями высоты, а переднее горизонтальное оперение оснащено закрылками, кроме того нижние панели центроплана выполнены с четырьмя технологическими люками и заглушены съемными крышками.
3. Способ изготовления БПЛА из унифицированных деталей и узлов, включающий изготовление основных деталей из композиционных материалов, отличающийся тем, что детали фюзеляжа: две верхние панели центроплана изготавливают из инженерных пластиков методом литья под давлением на термопластавтомате, соединяют их между собой вибросваркой или клеем, а затем насаживают готовую конструкцию на силовую соединительную трубу и на лонжерон центроплана, выполненные из углепластика, кроме того верхние панели консоли крыла изготавливают из инженерных пластиков методом литья под давлением на термопласт автомате и насаживают на лонжероны консоли крыла, нижние панели центроплана, панели консоли крыла нижние, законцовки, крышки и интерцепторы выкраивают из плоских листов конструкционного пластика, однотипного с литьевым, причем панели центропланов и консолей приваривают к соответствующим верхним панелям с помощью вибросварки, крышки люков и законцовки прикрепляют к соответствующим частям конструкции с помощью винтов, интерцепторы с помощью петель прикрепляют к верхним панелям консолей крыла, готовые консоли прикрепляют к лонжерону центроплана с помощью соединительных муфт, а затем, с помощью винтов, монтируют пилоны подвески грузов, носовой обтекатель, капот двигателя.
| US 6926235 B2, 09.08.2005 | |||
| БЕСПИЛОТНЫЙ КОНВЕРТОПЛАН С АРОЧНЫМ КРЫЛОМ | 2017 |
|
RU2648503C1 |
| WO 2021005595 A1, 14.01.2021 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ПЛАНЕРА САМОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ОПРАВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА ИЗГОТОВЛЕНИЯ ПЛАНЕРА САМОЛЕТА И ЭЛЕМЕНТЫ ПЛАНЕРА САМОЛЕТА ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2312790C1 |
| US 10696374 B2, 30.06.2020 | |||
| Штурмовик /варианты/ | 2016 |
|
RU2623638C1 |

