Изобретение относится к области авиации, в частности к беспилотным летательным аппаратам (БПЛА) с вертикальным взлетом и посадкой.
Известен беспилотный летательный аппарат вертикального взлета и посадки (патент RU №2716391, МПК В64С 27/22, В64С 29/00, опубл. 11.03.2020 г.), выполненный по аэродинамической схеме «тандем» и содержит фюзеляж с неподвижными передним и задним крыльями обратной стреловидности, размещенными на фюзеляже со смещением заднего крыла по высоте вверх и назад относительно переднего крыла, с углом установки заднего крыла по тангажу больше переднего крыла. Консоли крыльев снабжены органами аэродинамического управления, выполненными с возможностью зависания вниз под углом 90 градусов, концевыми обтекателями, отогнутыми вниз перпендикулярно плоскости крыла. На консолях крыльев расположены четыре подъемные винтомоторные группы, размещенные симметрично относительно центра масс указанного аппарата и содержащие электромоторы и наружные однолопастные профилированные винты, закрепленные на электромоторах в горизонтальных шарнирах с возможностью самоориентирования лопастей по набегающему потоку. Аппарат также содержит маршевую винтомоторную группу, выполненную толкающей, с размещением ее в конце задней части фюзеляжа.
Недостатком известного летательного аппарата является:
- Тандемное расположение крыльев уменьшает аэродинамическое качество аппарата в горизонтальном полете из-за нахождения заднего крыла в вихревой пелене переднего. Увеличение угла установки заднего крыла относительно переднего уменьшает устойчивость аппарата по тангажу при выключенной системе автоматического управления;
- Плавающий аэродинамический фокус аппарата на разных углах атаки крыльев и разных режимах полета;
- Сложность обеспечения управляемости аппаратом в ручном режиме (с выключенной автоматикой);
- Возможная вибрация аппарата при использовании однолопастных винтов;
- Усложнение конструкции - крыло обратной стреловидности менее жесткое на кручение и требует дополнительного усиления.
- Сложный технологический процесс изготовления.
Известен летательный аппарат с вертикальным взлетом и посадкой из композиционных материалов (патент RO136036 (А2), МПК В64С29/00; Б64С39/12; Б64Д27/24, опубл. 28.10.2022 г.), включающий двигательные установки, состоящие из четырех тяговых элементов, предназначенных в основном для вертикального полета, оснащенные открытыми несущими винтами, приводимыми в движение электродвигателями, причем электродвигатели могут поворачиваться относительно поперечной оси в зависимости от режима полета.
Отмечено, что составные элементы фюзеляжа, основных крыльев и дополнительных крыльев изготавливают из панелей из композиционных материалов, предпочтительно из углеродного волокна. Радиусы кривизны этих элементов выбираются достаточно большими, чтобы каждая составляющая композитная панель могла быть отформована в холодном состоянии и закреплена на форме с криволинейной поверхностью, а после фиксации форма и элемент детали обдуваются перегретым воздухом из промышленного фена. После чего форма и составная часть охлаждаются естественным путем. Полученная составная часть разбирается сохраняя кривизну формы и может быть установлена на воздушном транспортном средстве.
Недостатком известного летательного аппарата является:
- Сложность технологических процессов изготовления аппарата;
- Дорогостоящие композиционные материалы;
- Конструктивная сложность поворотных силовых установок.
Техническая задача изобретения состоит в снижении стоимости БЛА за счет изготовления деталей из инженерных пластиков методом литья под давлением на термопласт автомате и соединения деталей между собой вибросваркой.
Сущность заявляемого изобретения заключается в следующем. Заявляется беспилотный летательный аппарат вертикального взлета и посадки содержащий фюзеляж с неподвижным крылом и хвостовым оперением, подъемные и маршевые винтомоторные группы, приводимые в движение электродвигателями, шасси, отличающийся тем, что фюзеляж состоит из продольных верхних и нижних балок, шпангоутов, боковых панелей, передней и задней крышек люков, носового обтекателя и его крышки, закладной крепления рессоры, подфюзеляжного пилона крепления полезной нагрузки, хвостового обтекателя и его крышки; крыло состоит из трех нижних панелей и трех верхних панелей, соединенных между собой втулками, закладными втулками, штифтами, стяжками, подкрыльевыми пилонами крепления полезной нагрузки, двух закрылков центроплана, двух закрылков консоли, двух элеронов с роговыми компенсаторами, соединенных с панелями посредством петель и двух концевых обтекателей; хвостовое оперение состоит из панелей стабилизатора, закладных втулок стабилизатора, руля высоты с лонжероном руля высоты, кронштейна крепления руля высоты, крышки люков панелей стабилизатора, панелей киля правой и левой, соединенных со стабилизатором посредством монтажных втулок, крышек люков, рулей направления с лонжеронами рулей направления и узлов навески рулей направления; подъемные винтомоторные группы состоят из двух мотогондол с подъемными двигателями, установленных на нижней поверхности двух крайних нижних панелей крыла в средней их части, посредством пилонов и монтажных винтов, подъемных двигателей и хвостового подъемного двигателя, установленного в задней части фюзеляжа под капотом хвостового двигателя на хвостовой опоре, которая крепится к верхним продольным балкам, кроме того, хвостовой подъемный двигатель оснащен рулем направления подъема с лонжероном; маршевые винтомоторные группы в виде двух мотогондол с откидывающимися вверх крышками, коками воздушных винтов, воздушными винтами маршевыми со складывающимися лопастями установлены на средней секции крыла посредством пилонов маршевых двигателей, монтажных винтов, резьбовых втулок и равноудалены от центра фюзеляжа; шасси выполнены в виде двух посадочных опор с обтекателями, оснащенных колесами в обтекателях колеса, прикреплены к фюзеляжу посредством передних стоек и рессор.
Заявляется способ изготовления беспилотного летательного аппарата путем изготовления основных деталей из композиционных материалов, отличающийся тем, что детали фюзеляжа: шпангоуты, боковые панели, носовой обтекатель, закладная крепления рессоры, подфюзеляжный пилон, хвостовой обтекатель, изготавливают из инженерных пластиков методом литья под давлением на термопласт автомате, соединяют их между собой вибросваркой, а затем насаживают готовую конструкцию на продольные нижние и верхние балки фюзеляжа; крыло, состоящие из нижних и верхних панелей изготавливают из инженерных пластиков методом литья под давлением на термопласт автомате, соединяют их между собой посекционно вибросваркой, а затем насаживают полученные секции на закладные и соединительные втулки и скрепляют между собой стяжками, кроме того на готовое крыло с помощью петель крепят закрылки центроплана, закрылки консоли и элероны, которые изготавливают из инженерных пластиков методом литья под давлением на термопласт автомате, а затем готовую конструкцию крыла через гребенки крепят к верхним частям боковых панелей фюзеляжа через верхние продольные балки посредством монтажных винтов, шайб профильных и гаек М5; хвостовое оперение состоящее из панелей стабилизатора, правой и левой панелей киля, изготавливают из инженерных пластиков методом литья под давлением на термопласт автомате, а затем соединяют между собой вибросваркой и монтажными втулками, полученную конструкцию посредством втулок крепления стабилизатора к фюзеляжу скрепляют с продольными верхними балками фюзеляжа, кроме того на стабилизатор посредством кронштейна навешивают руль высоты, а на кили посредством узлов навески монтируют рули направления; детали двух мотогондол подъемных двигателей, в том числе двигатели подъемные, основные подъемные винты и пилоны подъемных двигателей, устанавливают на концевых секциях крыла, кроме того сами пилоны подъемных двигателей крепят к крылу посредством монтажных винтов, хвостовой подъемный двигатель с винтом подъемным хвостовым устанавливаются в хвостовой части аппарата на продольных балках верхних; шасси, состоящее из двух посадочных опор, обтекателей посадочных опор, передних стоек, рессор, колес и обтекателей колес, крепят с помощью стоек к нижней передней части фюзеляжа, а рессоры - к закладной; процесс сварки изготовленных элементов деталей беспилотного летательного аппарата производят на вибросварочном станке, в специальной спроектированной и изготовленной оснастке.
Использование предлагаемого изобретения обеспечивает следующий технический результат: снижении стоимости БЛА за счет изготовления деталей из инженерных пластиков методом литья под давлением на термопласт автомате и соединения деталей между собой вибросваркой. Конструкция БЛА представлена на фигурах.
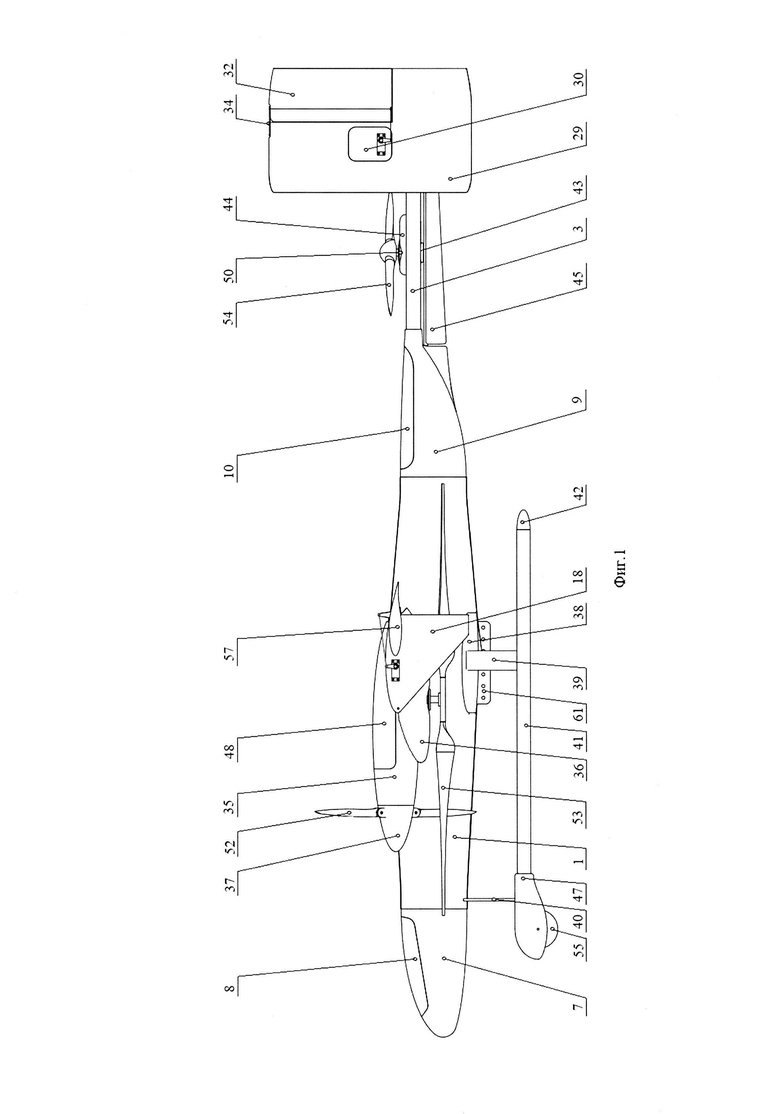
Фиг. 1 - вид сбоку.
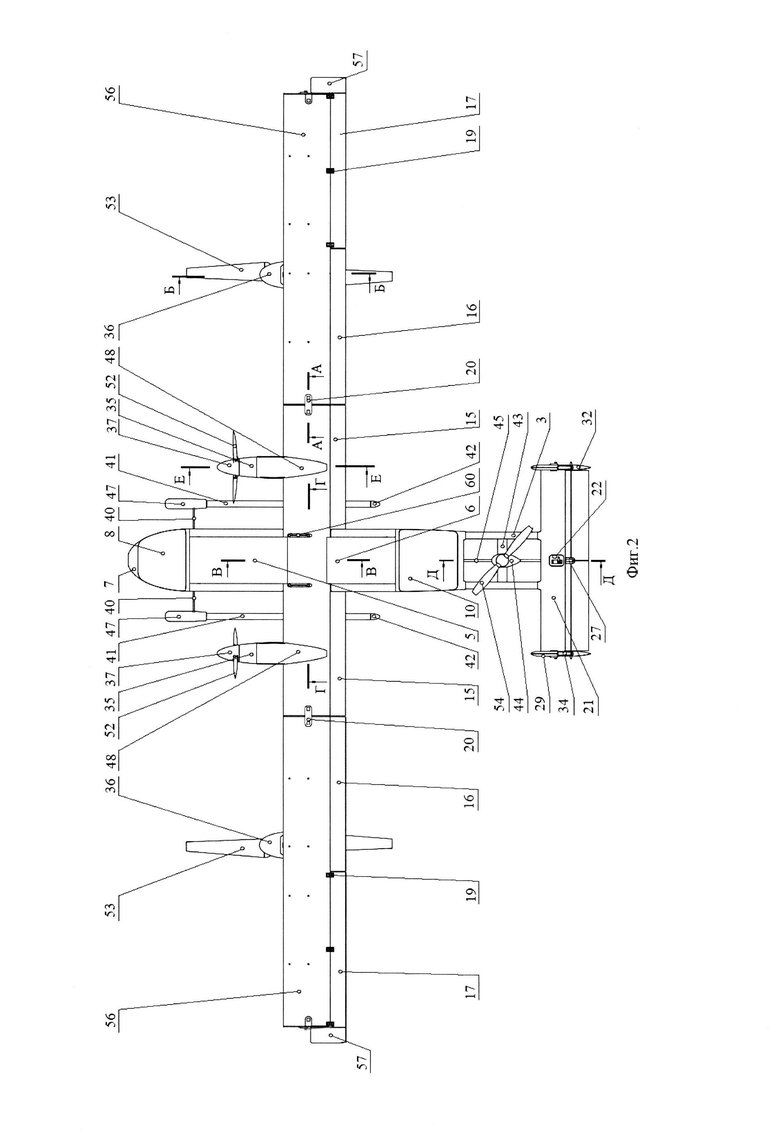
Фиг. 2 - вид сверху.
Фиг. 3 - вид спереди.
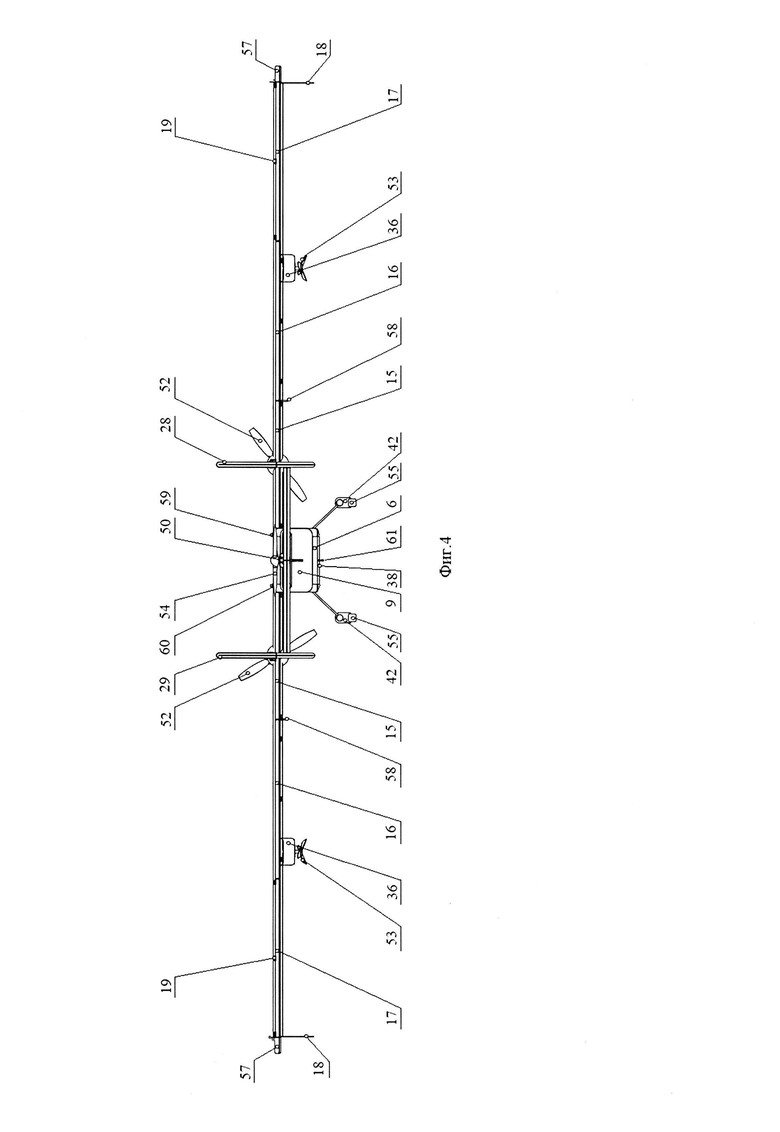
Фиг. 4 - вид сзади.
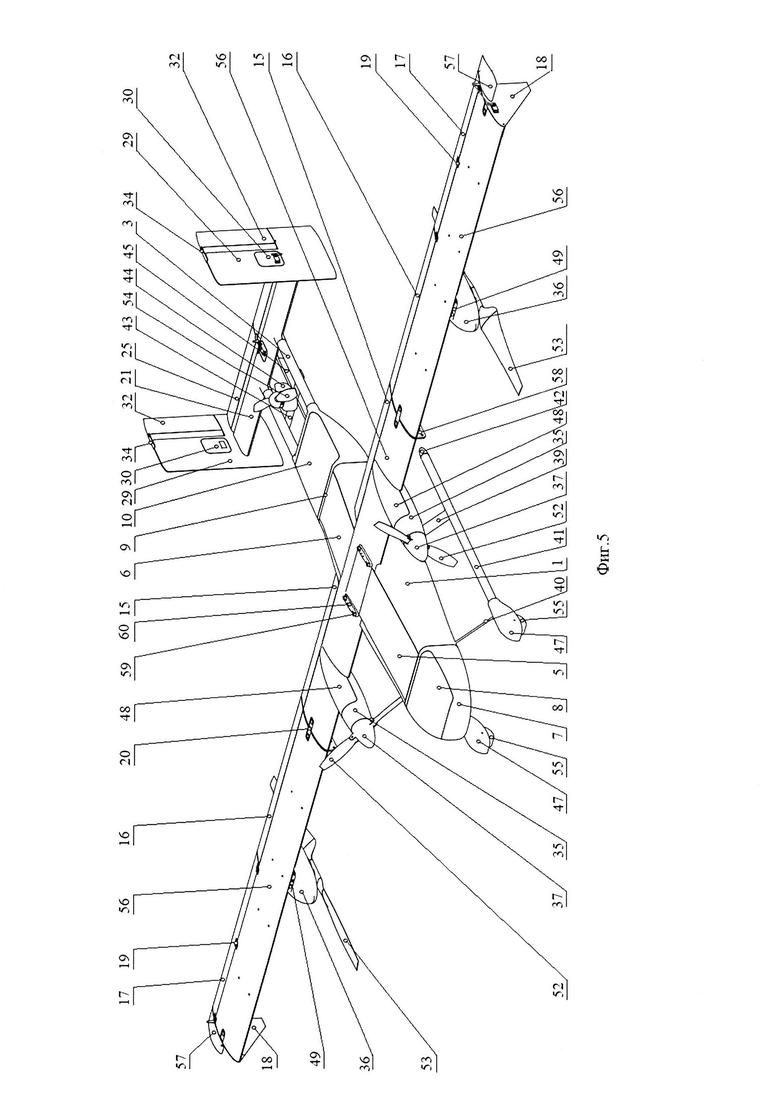
Фиг. 5 - вид спереди, сверху, слева.
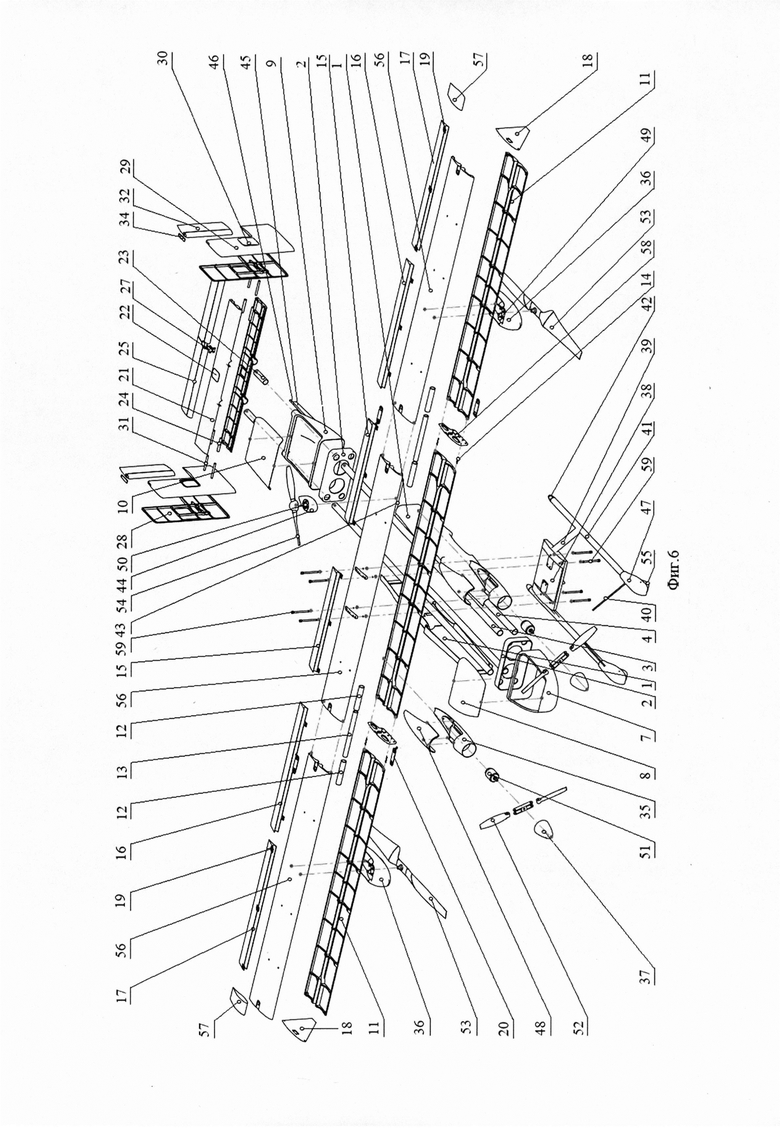
Фиг. 6 - разбивка по деталям.
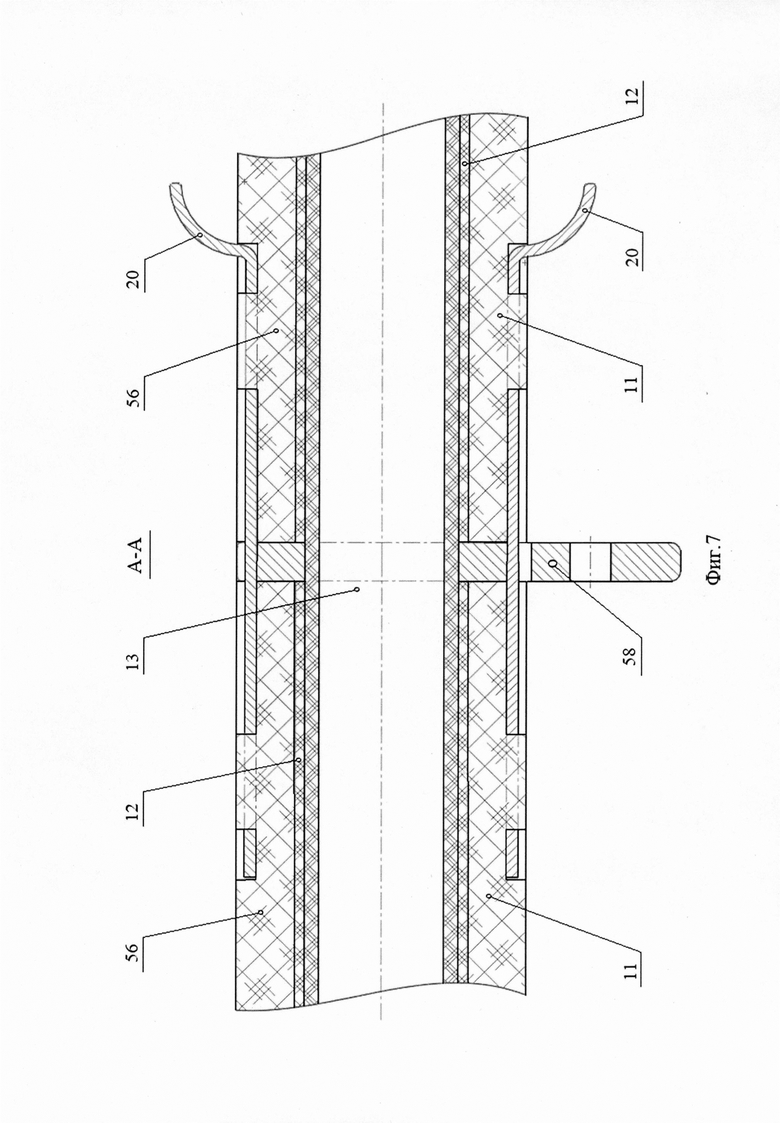
Фиг. 7 - разрез А-А.
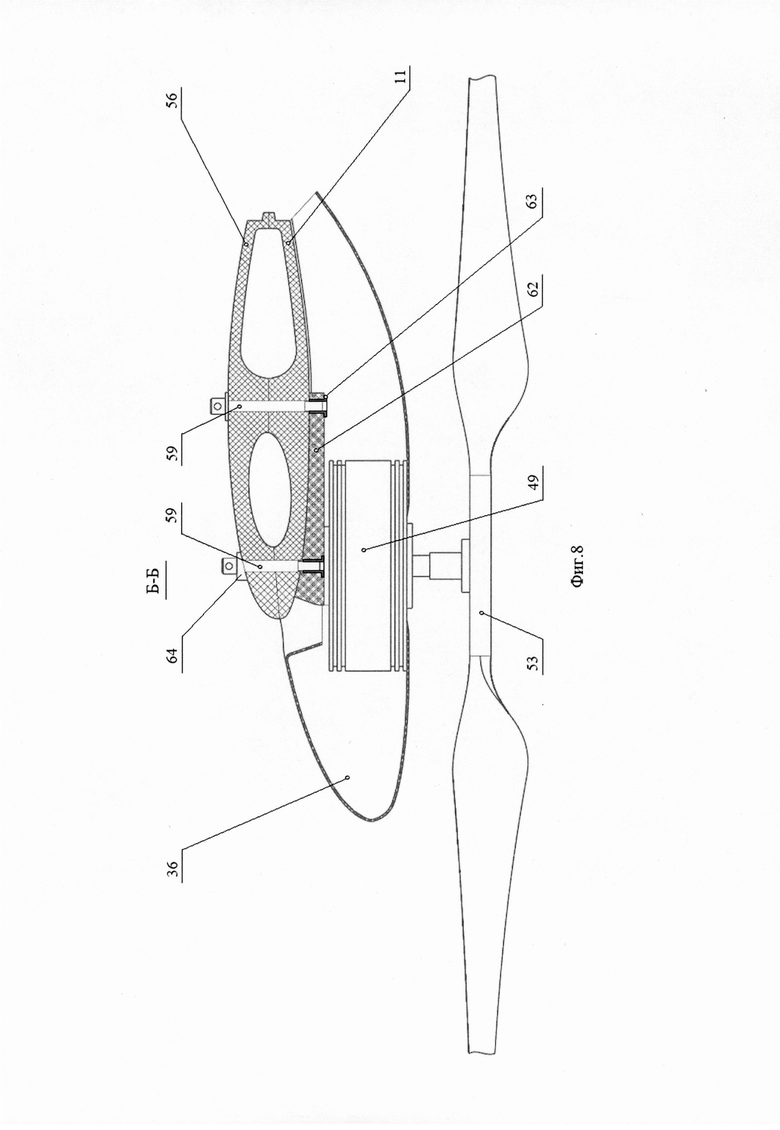
Фиг. 8 - разрез Б-Б.
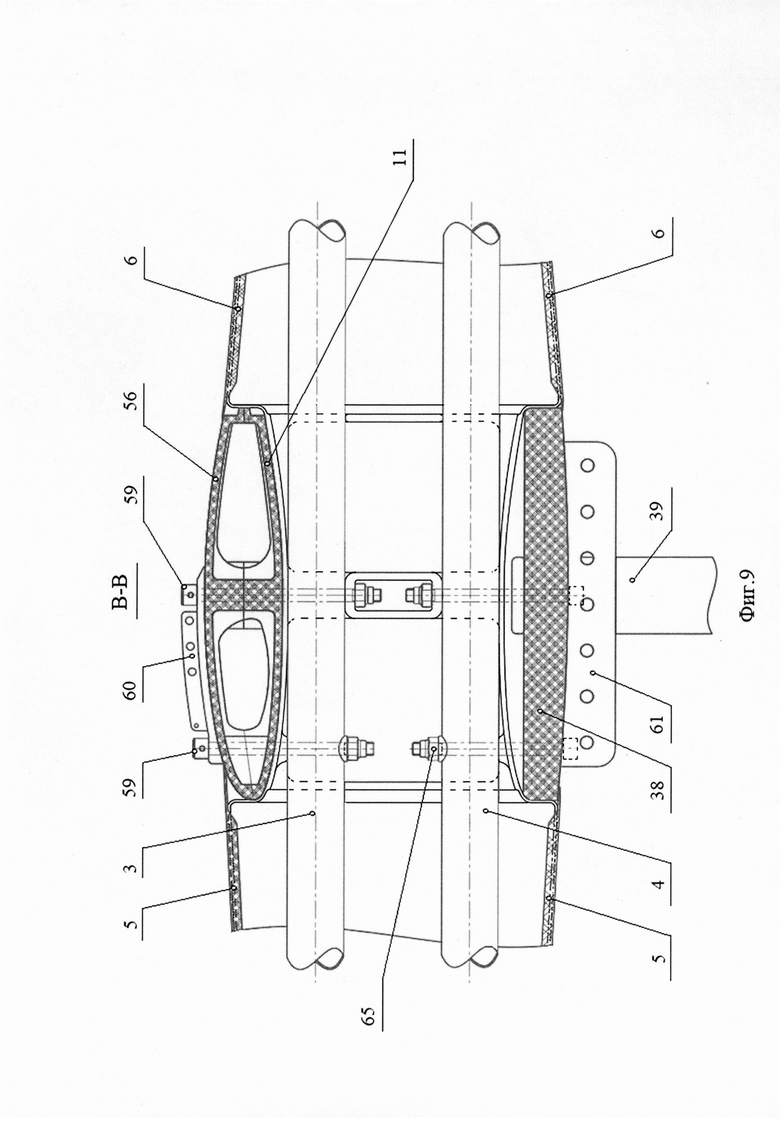
Фиг. 9 - разрез В-В.
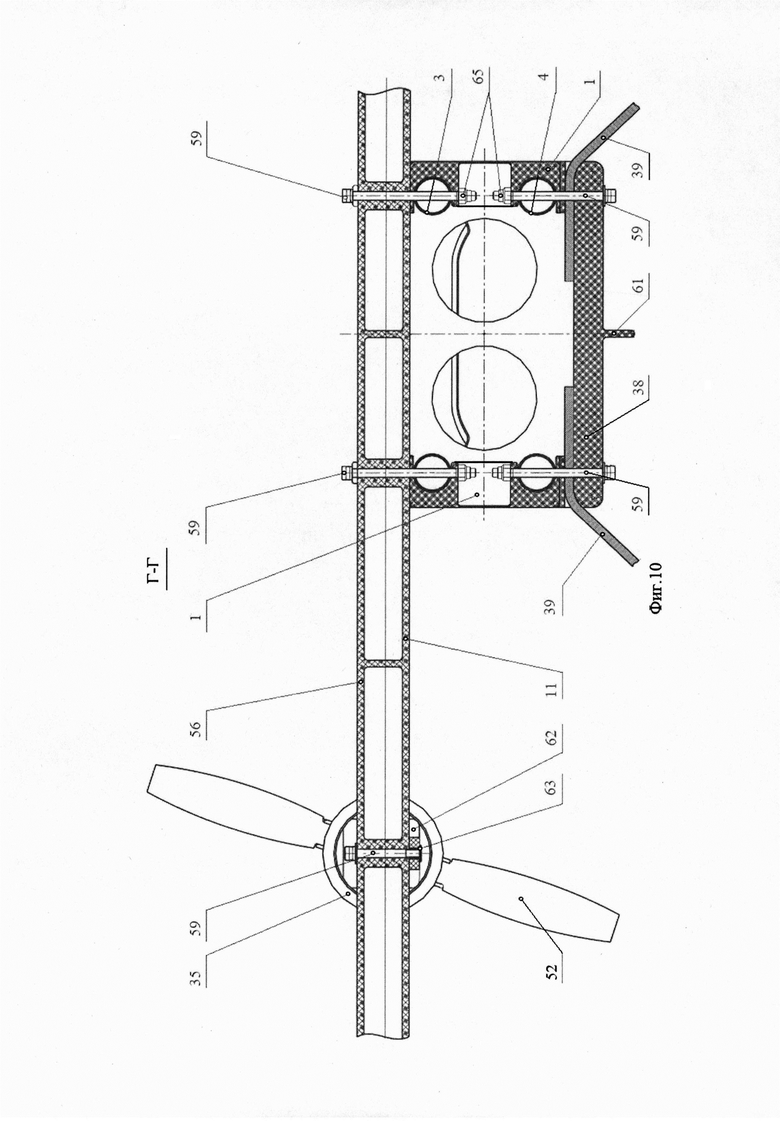
Фиг. 10 - разрез Г-Г.
Фиг. 11 - разрез Д-Д.
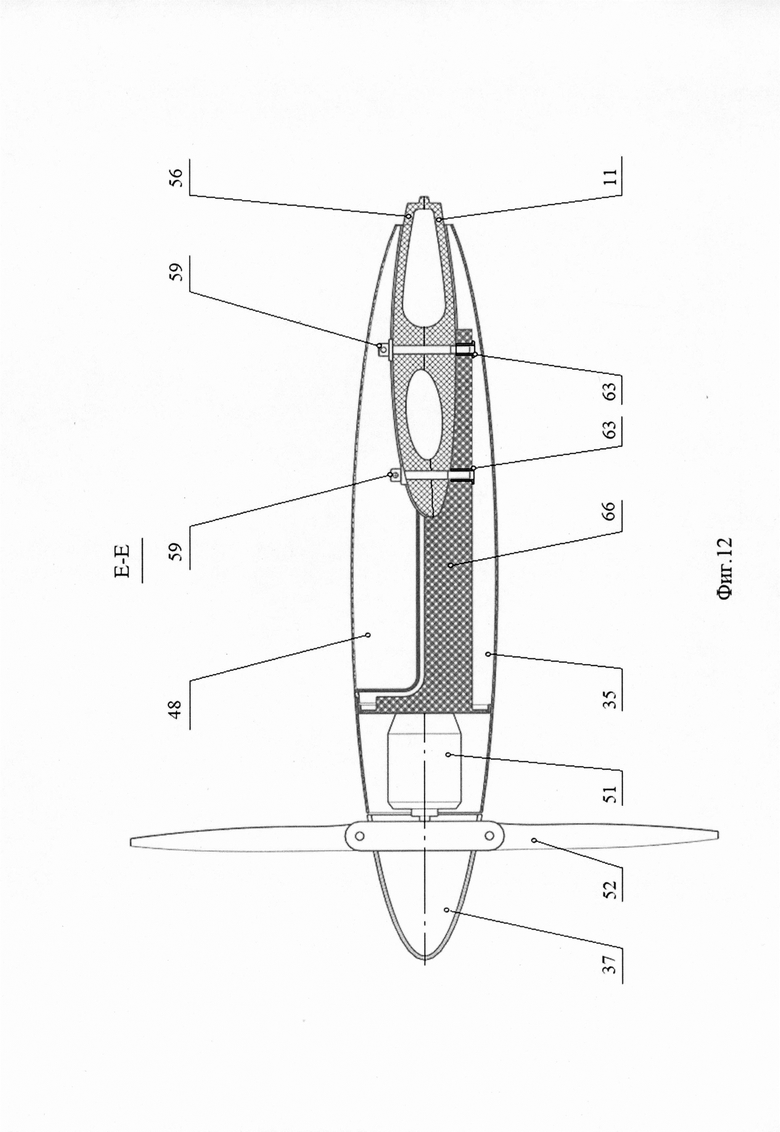
Фиг. 12 - разрез Е-Е.
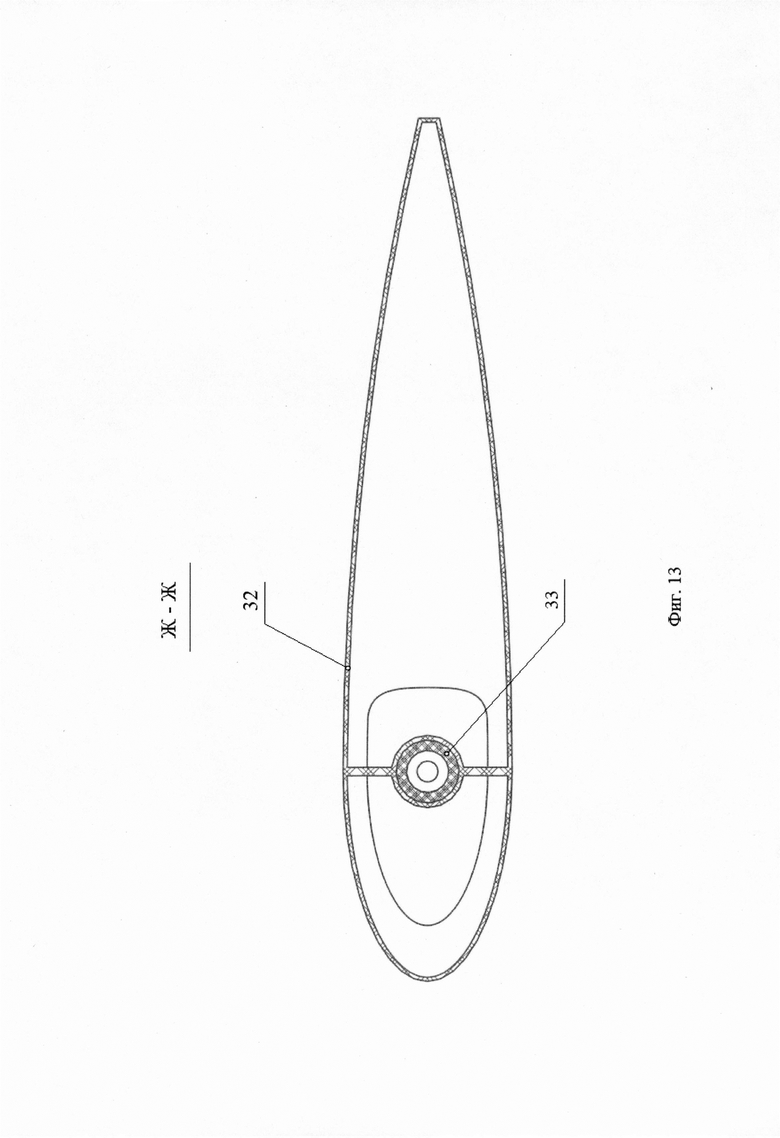
Фиг. 13 - разрез Ж-Ж
БДА состоит из:
1 - панель боковая, 2 - шпангоут, 3 - продольная балка верхняя, 4 - продольная балка нижняя, 5 - крышка люка передняя, 6 - крышка люка задняя, 7 - носовой обтекатель, 8 - крышка, 9 - хвостовой обтекатель, 10 -крышка хвостового обтекателя, 11 - панель нижняя, 12 - втулка закладная, 13 - втулка, 14 - штифт, 15 - закрылок центроплана, 16 - Закрылок консоли, 17 - элерон, 18 - концевой обтекатель, 19 - петля, 20 - стяжка, 21 - панель стабилизатора, 22 - крышка люка панели стабилизатора, 23 - втулка крепления стабилизатора к фюзеляжу, 24 - закладная втулка стабилизатора, 25 - руль высоты, 26 - лонжерон руля высоты, 27 - кронштейн крепления руля высоты, 28 - панель киля правая, 29 - панель киля левая, 30 - крышка люка панели киля, 31 - втулка монтажная, 32 - руль направления, 33 - лонжерон руля направления, 34 - узел навески руля направления, 35 - мотогондола маршевого двигателя, 36 - мотогондола подъемного двигателя, 37 - кок воздушного винта, 38 - закладная, 39 - рессора, 40 - передняя стойка, 41 - Посадочная опора, 42 - бтекатель, 43 - востовая опора, 44 - капот хвостового двигателя, 45 - руль направления подъем, 46 - лонжерон руля, 47 - обтекатель колеса, 48 - крышка мотогондолы маршевого двигателя, 49 - двигатель подъемный, 50 - двигатель хвостовой подъемный, 51 - двигатель маршевый электрический бесколлекторный, 52 - пропеллер маршевый со складывающимися лопастями, 53 - винт подъемный основной, 54 - винт подъемный хвостовой, 55 - колесо, 56 - панель верхняя, 57 - роговой компенсатор элерона, 58 - подкрыльевой пилон крепления полезной нагрузки, 59 - винт монтажный, 60 - гребенка, 61 - под фюзеляжный пилон крепления полезной нагрузки, 62 - пилон подъемного двигателя, 63 - втулка резьбовая, 64 - шайба профильная, 65 - гайка, 66 - пилон маршевого двигателя.
Изготовление устройства осуществляется следующим образом. Сначала методом литья пластмасс под давлением изготавливают части фюзеляжа: две панели боковые 1, два шпангоута 2, носовой обтекатель 7, хвостовой обтекатель 9. Все эти детали соединяют между собой вибросваркой в специальном приспособлении. Затем готовую конструкцию нанизывают на две продольные балки верхние 3 и две продольные балки нижние 4, изготовленные из углепластиковых трубок. Затем методом литья пластмасс под давлением изготавливают части крыла: три панели нижние 11, три панели верхние 56, соединяют их между собой посекционно вибросваркой, а затем насаживают полученные секции и подкрыльевые пилоны крепления полезной нагрузки 58 на закладные втулки 12, соединительные втулки 13 и штифты 14 и скрепляют между собой стяжками 20. На торцах крыла устанавливают концевые обтекатели 18.
Шасси изготавливают и собирают по следующей технологии. Закладную 38 с под фюзеляжным пилоном крепления полезной нагрузки 61, рессоры 39, обтекатели колес 47, обтекатели посадочных опор 42 изготавливают из инженерных пластиков методом литья под давлением на термопласт автомате. Посадочные опоры 41 и передние стойки 40 изготавливают из углепластиковых трубок. Шасси с помощью стоек 40 крепят к панелям фюзеляжа 1 и переднему шпангоуту 2, а рессоры - к закладной 38, прикрученной четырьмя монтажными винтами 59 и гайками М5-65 к панелям фюзеляжа 1 через продольные балки нижние 4. В обтекатели колес 47 монтируют колеса 55.
Рулевые поверхности крыла, состоящие из двух закрылков центроплана 15, двух закрылков консоли 16, двух элеронов 17 с роговыми компенсаторами 57 изготавливают из инженерных пластиков методом литья под давлением на термопласт автомате и соединяют посекционно вибросваркой.
Монтаж рулей на крыле производят посредством петель 19. Собранное крыло через гребенки 60 крепят к верхним частям боковых панелей фюзеляжа 1, через верхние продольные балки 3 посредством четырех монтажных винтов 59, двух шайб профильных 64 и четырех гаек М5-65.
Хвостовое оперение, состоящее из двух панелей стабилизатора 21, двух правых 28 и двух левых 29 панелей килей, изготавливают из инженерных пластиков методом литья под давлением на термопласт автомате, а затем соединяют между собой попарно вибросваркой и закладными втулками 24. Кили устанавливают на стабилизаторе с помощью втулок монтажных 31. Полученную конструкцию посредством втулок крепления стабилизатора к фюзеляжу 23 соединяют с продольными верхними балками 3 фюзеляжа.
Руль высоты 25 состоит из лобика и хвостика, которые изготавливают из инженерных пластиков методом литья под давлением на термопласт автомате, а затем соединяют между собой вибросваркой. Готовая конструкция нанизывается на трубчатый углепластиковый лонжерон руля высоты 26.
Рули направления 32 изготавливают аналогично рулям высоты и нанизывают на трубчатые углепластиковые лонжероны 33.
На стабилизатор посредством кронштейна 27 навешивают руль высоты 25, а на кили, посредством узлов навески 34, монтируют рули направления 32.
Детали двух силовых установок подъемных двигателей 49, в том числе: мотогондолы подъемных двигателей 36, основные подъемные винты 53, пилоны подъемных двигателей 62 изготавливают из инженерных пластиков методом литья под давлением на термопласт автомате, устанавливают на концевых секциях крыла, кроме того сами пилоны подъемных двигателей крепят к крылу посредством монтажных винтов 59 и резьбовых втулок 63.
Детали силовой установки хвостового подъемного двигателя 50 в виде винта подъемного хвостового 54, капота 44 хвостового двигателя, хвостовой опоры 43, руля направления подъема 45 изготавливают из инженерных пластиков методом литья под давлением на термопласт автомате.
Хвостовая опора 43 крепится к продольным балкам фюзеляжа верхним, а хвостовой подъемный двигатель 50 с винтом 54 устанавливается на опоре 43 и закрывается капотом 44. Между хвостовым обтекателем фюзеляжа 9 и стабилизатором, в плоскости симметрии самолета, в струе подъемного хвостового винта устанавливается руль направления подъема 45, приклеенный к трубчатому углепластиковому лонжерону 46, закрепленному шарнирно.
Детали силовых установок двигателей маршевых электрических бесколлекторных 51 в виде двух мотогондол 35 с откидывающимися вверх крышками 48, коки воздушных винтов 37, воздушные винты маршевые со складывающимися лопастями 52 изготавливают из инженерных пластиков методом литья под давлением на термопласт автомате, устанавливают на центральной секции крыла посредством пилонов маршевых двигателей 66, монтажных винтов 59, резьбовых втулок 63.
Крышки люков фюзеляжа передние 5, задние 6, крышка носового обтекателя 8, крышка хвостового обтекателя 10, крышки люков панелей стабилизатора 22, крышки люков панелей килей 30 изготавливают из инженерных пластиков методом литья под давлением на термопласт автомате.
Самолет работает следующим образом.
С пульта управления подается команда на вертикальный взлет посредством включения двух основных 53 и хвостового 54 подъемных винтов. Винты создают подъемную силу, которая отрывает самолет от земли и поднимает вверх на высоту 7…10 метров. При достижении указанной высоты, по команде с системы управления самолетом автоматически включаются маршевые двигатели 51, которые разгоняют самолет в горизонтальном направлении. По мере разгона самолета нарастает аэродинамическая подъемная сила крыла и автоматически снижаются обороты, а, следовательно, и подъемная сила, создаваемая подъемными винтами. При достижении скорости движения самолета в 65% от его крейсерской подъемные двигатели выключаются, подъемные винты 53 останавливаются и позиционируются вдоль набегающего потока воздуха, создавая минимальное аэродинамическое сопротивление. В горизонтальном полете самолет управляется системой автоматического управления, которая осуществляет стабилизацию самолета по всем трем угловым координатам и высоте полета, а также его движение по программной траектории. При подлете самолета к зоне посадки маршевые двигатели 51 отключаются, скорость и аэродинамическая подъемная сила снижается. Чтобы уравновесить силу веса самолета включаются в работу подъемные винты 53, тяга которых плавно нарастает по мере снижения подъемной силы крыла. При полной потере горизонтальной скорости самолета сила веса уравновешивается суммарной подъемной силой подъемных винтов. Далее все маневры самолетом, в том числе и вертикальная посадка, осуществляются посредством управления тягой подъемных винтов аналогично управлению трикоптером (квадрокоптером). После приземления подъемные двигатели отключаются, винты останавливаются.
Предложенная конструкция и способ изготовления и беспилотного летательного аппарата позволяет существенно снизить стоимости изделия за счет изготовления деталей из инженерных пластиков методом литья под давлением на термопласт автомате и соединения деталей между собой вибросваркой.
| название | год | авторы | номер документа |
|---|---|---|---|
| БПЛА из унифицированных деталей и узлов, изготовленных методом литья под давлением, и способ его изготовления | 2023 |
|
RU2814641C1 |
| БПЛА из унифицированных деталей и узлов и способ его изготовления | 2023 |
|
RU2812011C1 |
| БПЛА и способ управления БПЛА | 2024 |
|
RU2831546C1 |
| СКОРОСТНОЙ ГИБРИДНЫЙ ВИНТОКРЫЛ | 2017 |
|
RU2652868C1 |
| ЛЕГКИЙ ДВУХМОТОРНЫЙ САМОЛЕТ | 2008 |
|
RU2381143C1 |
| СВЕРХЛЕГКИЙ САМОЛЕТ | 2005 |
|
RU2336200C2 |
| АМФИБИЙНЫЙ ТРАНСПОРТНЫЙ АППАРАТ | 1999 |
|
RU2174080C2 |
| СКОРОСТНОЙ ТУРБОВЕНТИЛЯТОРНЫЙ ВИНТОКРЫЛ | 2016 |
|
RU2629475C1 |
| АЭРОЛЕТ (ВАРИАНТЫ), ЧАСТИ АЭРОЛЕТА, СПОСОБЫ ИСПОЛЬЗОВАНИЯ АЭРОЛЕТА И ЕГО ЧАСТЕЙ | 2010 |
|
RU2466061C2 |
| САМОЛЕТ "СОКОЛ" | 1999 |
|
RU2146210C1 |


Изобретение относится к области авиации, в частности к беспилотным летательным аппаратам (БПЛА) с вертикальным взлетом и посадкой. Беспилотный летательный аппарат вертикального взлета и посадки содержит фюзеляж с неподвижным крылом и хвостовым оперением, подъемные и маршевые винтомоторные группы, оснащенные электродвигателями, шасси. При этом фюзеляж состоит из продольных верхней и нижней балок, шпангоутов, боковых панелей, передней и задней крышек люков, носового обтекателя и его крышки, закладной крепления рессоры, подфюзеляжного пилона крепления полезной нагрузки, хвостового обтекателя и его крышки. Крыло состоит из трех нижних панелей и трех верхних панелей, соединенных между собой втулками, закладными втулками, штифтами и стяжками, причем нижние панели оснащены подкрыльевыми пилонами крепления полезной нагрузки, двух закрылков центроплана, двух закрылков консолей, двух элеронов, соединенных с панелями посредством петель, двух концевых обтекателей; хвостовое оперение состоит из панелей стабилизатора, закладных втулок стабилизатора, руля высоты, лонжерона руля высоты, кронштейна крепления руля высоты, крышек люков панелей стабилизатора, панелей киля правой и левой, соединенных со стабилизатором посредством монтажных втулок, крышек люков панелей киля, рулей направления, лонжеронов рулей направления и узлов навески рулей направления. Подъемные винтомоторные группы состоят из двух мотогондол подъемных двигателей, установленных на нижней поверхности двух крайних нижних панелей крыла в средней их части, посредством монтажных винтов, пилонов подъемных двигателей и хвостового подъемного двигателя, установленного в задней части фюзеляжа под капотом хвостового двигателя на хвостовой опоре, которая крепится к верхним продольным балкам, кроме того, хвостовой подъемный двигатель оснащен рулем направления подъема и лонжероном. Маршевые винтомоторные группы в виде двух мотогондол с откидывающимися вверх крышками, коками воздушных винтов, воздушными винтами маршевыми со складывающимися лопастями установлены на средней секции крыла посредством монтажных винтов и пилонов и равноудалены от центра фюзеляжа. Шасси выполнены в виде двух посадочных опор с обтекателями, оснащенных колесами в обтекателях колеса, прикреплены к фюзеляжу посредством передних стоек и рессор; кроме того, части фюзеляжа, крыла, его рулевых поверхностей, хвостового оперения, шасси, детали силовых установок подъемных двигателей выполнены из инженерного пластика методом литья под давлением, в качестве инженерного пластика может быть применен полиамид ZEDEX-066 GF30. Внутри фюзеляжа устанавливают приемное устройство, способное принять и передать команду на маршевые двигатели на взлет и посадку с пульта управления. Группа изобретений также относится к способу изготовления такого беспилотного летательного аппарата. Техническая задача изобретения состоит в снижении стоимости БПЛА за счет усовершенствования техпроцесса изготовления деталей и снижения себестоимости БПЛА путем изготовления деталей из инженерного пластика методом литья под давлением на термопласт-автомате и соединения деталей между собой вибросваркой. 2 н. и 1 з.п. ф-лы, 13 ил.
1. Беспилотный летательный аппарат вертикального взлета и посадки, содержащий фюзеляж с неподвижным крылом и хвостовым оперением, подъемные и маршевые винтомоторные группы, оснащенные электродвигателями, шасси, отличающийся тем, что фюзеляж состоит из продольных верхней и нижней балок, шпангоутов, боковых панелей, передней и задней крышек люков, носового обтекателя и его крышки, закладной крепления рессоры, подфюзеляжного пилона крепления полезной нагрузки, хвостового обтекателя и его крышки; крыло состоят из трех нижних панелей и трех верхних панелей, соединенных между собой втулками, закладными втулками, штифтами и стяжками, причем нижние панели оснащены подкрыльевыми пилонами крепления полезной нагрузки, двух закрылков центроплана, двух закрылков консолей, двух элеронов, соединенных с панелями посредством петель, двух концевых обтекателей; хвостовое оперение состоит из панелей стабилизатора, закладных втулок стабилизатора, руля высоты, лонжерона руля высоты, кронштейна крепления руля высоты, крышек люков панелей стабилизатора, панелей киля правой и левой, соединенных со стабилизатором посредством монтажных втулок, крышек люков панелей киля, рулей направления, лонжеронов рулей направления; узлов навески рулей направления; подъемные винтомоторные группы состоят из двух мотогондол подъемных двигателей, установленных на нижней поверхности двух крайних нижних панелей крыла в средней их части, посредством монтажных винтов, пилонов подъемных двигателей и хвостового подъемного двигателя, установленного в задней части фюзеляжа под капотом хвостового двигателя на хвостовой опоре, которая крепится к верхним продольным балкам, кроме того, хвостовой подъемный двигатель оснащен рулем направления подъема и лонжероном; маршевые винтомоторные группы в виде двух мотогондол с откидывающимися вверх крышками, коками воздушных винтов, воздушными винтами маршевыми со складывающимися лопастями установлены на средней секции крыла посредством монтажных винтов и пилонов и равноудалены от центра фюзеляжа; шасси выполнены в виде двух посадочных опор с обтекателями, оснащенных колесами в обтекателях колеса, прикреплены к фюзеляжу посредством передних стоек и рессор; кроме того, части фюзеляжа, крыла, его рулевых поверхностей, хвостового оперения, шасси, детали силовых установок подъемных двигателей выполнены из инженерного пластика методом литья под давлением, в качестве инженерного пластика может быть применен полиамид ZEDEX-066 GF30, внутри фюзеляжа устанавливают приемное устройство, способное принять и передать команду на маршевые двигатели на взлет и посадку с пульта управления.
2. Способ изготовления беспилотного летательного аппарата вертикального взлета и посадки по п. 1, при котором детали фюзеляжа: шпангоуты, боковые панели, передние и задние крышки, носовой обтекатель, закладная крепления рессоры, подфюзеляжный пилон, хвостовой обтекатель изготавливают из инженерных пластиков методом литья под давлением на термопласт-автомате, соединяют их между собой вибросваркой, а затем насаживают готовую конструкцию на продольные нижние и верхние балки фюзеляжа; нижние и верхние панели крыла изготавливают из инженерных пластиков методом литья под давлением на термопласт-автомате, соединяют их между собой посекционно вибросваркой, а затем насаживают полученные детали на закладные и соединительные втулки и скрепляют между собой стяжками, кроме того, на соединенные детали крыла с помощью петель крепят закрылки центроплана, закрылки консоли и элероны, которые изготавливают из композиционного материала ABS методом литья под давлением на термопласт-автомате, а затем готовую конструкцию крыла через гребенки крепят к верхним частям боковых панелей фюзеляжа через верхние продольные балки посредством монтажных винтов, шайб профильных и гаек; хвостовое оперение, состоящее из панелей стабилизатора, правых и левых панелей килей, которые изготавливают из инженерных пластиков методом литья под давлением на термопласт-автомате, а затем крепят между собой вибросваркой и монтажными втулками, полученную конструкцию посредством втулок скрепляют с продольными верхними балками фюзеляжа, кроме того, на панели стабилизатора посредством кронштейна навешивают руль высоты, а на правые и левые панели киля посредством узлов навески 34 навешивают рули направления; детали двух мотогондол подъемных двигателей, в том числе двигатели подъемные, основные подъемные винты и пилоны подъемных двигателей, устанавливают на концевых секциях крыла, кроме того, сами пилоны подъемных двигателей крепят к крылу посредством монтажных винтов, хвостовой подъемный двигатель с винтом подъемным хвостовым устанавливаются в хвостовой части аппарата на продольных балках верхних; шасси, состоящее из двух посадочных опор, обтекателей посадочных опор, передних стоек, рессор, колес и обтекателей колес, крепят с помощью стоек к нижней передней части фюзеляжа, а рессоры - к закладной; процесс вибросварки изготовленных элементов деталей беспилотного летательного аппарата производят на вибросварочном станке.
3. Способ по п. 2, отличающийся тем, что процесс сварки изготовленных элементов деталей беспилотного летательного аппарата производят па вибросварочном станке посредством оснастки.
| CN 112158330 A, 01.01.2021 | |||
| RU 2017143420 A, 13.06.2019 | |||
| Пресс-форма для обрезинивания низа валяной обуви методом горячей вулканизации | 1960 |
|
SU136036A1 |
| CN 115009517 A, 06.09.2022. | |||

