Изобретение относится к области машиностроения и может быть использовано при создании конструкций для летательных аппаратов, в частности для разработки и производства элементов планера самолета, например фюзеляжа, балок пола фюзеляжа, лонжеронов, нервюр и панелей обшивки крыльев и оперения самолета.
Известен фюзеляж самолета и способ его изготовления по патенту США № 6464170 от 07.03.2001, МПК7 В64С 1/00, НКИ 244-120.
Известен фюзеляж самолета по патенту США № 5806797 от 01.11.1995, МПК7 В64С 1/00, НКИ 244-120.
Известен способ изготовления фюзеляжа самолета из полимерных композиционных материалов по патенту RU № 95115181 от 25.08.1995, МПК7 В64С 3/20.
Известен способ изготовления фюзеляжа самолета из полимерных композиционных материалов по патенту RU № 2054358 от 29.10.1991, МПК7 В64С 53/56.
Известна оболочка летательного аппарата из полимерных композиционных материалов по патенту RU № 2153419 от 10.03.1999, МПК7 В32В 1/08.
Также известен способ изготовления элементов летательного аппарата из полимерных композиционных материалов по патенту RU № 2153983 от 30.04.1998, МПК7 В42С 53/56, при котором на оправку укладывают разделительный слой, наматывают спиральные и кольцевые слои силовых элементов, обжимающую облицовку из термоусаживающего материала, термообрабатывают, снимают с оправки и удаляют облицовку и разделительный слой.
Недостатком известного способа являются низкая технологичность и качество изготовления спиральных и кольцевых ребер жесткости при использовании метода непрерывной намотки, в частности при намотке жгутом из однонаправленных нитей. В этом случае для оптимального их натяжения и расположения на оправке и в дальнейшем в изделии необходимы специальные трудоемкие мероприятия. Кроме того, неудовлетворительным является качество и, как следствие, низкая несущая способность в изделии узлов закрепления силовых панелей и перекрестий ребер.
Известный способ, как наиболее близкий по технической сущности и достигаемому результату, выбран в качестве прототипа.
Также известна оправка для осуществления способа изготовления элементов планера самолета из полимерных композиционных материалов, снабженная разделительным слоем, по патенту RU № 2153983 от 30.04.1998, МПК7 B42C 53/56.
Недостатком известной оправки являются низкая технологичность и качество изготовления спиральных и кольцевых ребер жесткости при использовании метода непрерывной намотки, в частности при намотке жгутом из однонаправленных нитей. В этом случае для обеспечения их натяжения и оптимального расположения на оправке и в дальнейшем в изделии необходимы специальные трудоемкие мероприятия. Кроме того, неудовлетворительным является качество и, как следствие, низкая несущая способность в изделии узлов закрепления силовых панелей и перекрестий ребер.
Известная оправка, как наиболее близкая по технической сущности и достигаемому результату, выбрана в качестве прототипа.
Также известны элементы летательного аппарата из полимерных композиционных материалов по патенту RU № 2210726 от 22.11.2001, МПК7 F42В 15/00, каждый из которых выполнен из множества перекрещивающихся спиральных, обоих направлений, и кольцевых ребер жесткости из, например однонаправленных углеродных жгутов, пропитанных полимерным связующим, силовых панелей, например кольцевых шпангоутов, окантовок люков и присоединительных панелей, и покрывающей их внешней обшивки из, например, углеродной ткани, пропитанной полимерным связующим.
Недостатком известного устройства является низкая надежность его работы в условиях нагружения усилиями сжатия, являющимися критическими для данной конструкции, из-за низкой несущей способности ребер при их отклонениях от номинального расположения, низкой жесткости и прочности узлов перекрестий ребер и узлов крепления силовых панелей, в частности кольцевых шпангоутов, окантовок люков и присоединительных панелей.
Известные элементы, как наиболее близкие по технической сущности и достигаемому результату, выбраны в качестве прототипа.
Технической задачей, на решение которой направлены заявляемые изобретения, является создание высокотехнологичной конструкции элементов планера самолета с повышенной надежностью их работы.
Технический результат для способа, который может быть достигнут при решении технической задачи, заключается в повышении технологичности и качества изготовления изделий за счет повышения точности и удобства расположения элементов технологической оснастки для укладки элементов конструкции при намотке изделия, а также качества элементов изделия за счет обеспечения оптимального натяжения жгутов при их укладке методом непрерывной намотки и оптимальной последовательности операций.
Технический результат для оправки, который может быть достигнут при решении технической задачи, заключается в повышении технологичности и качества изготовления изделий за счет повышения точности и удобства расположения элементов технологической оснастки для укладки элементов конструкции при намотке изделия, а также качества элементов изделия за счет обеспечения оптимального натяжения жгутов при их укладке методом непрерывной намотки.
Технический результат для элементов летательного аппарата, который может быть достигнут при решении технической задачи, заключается в повышении надежности работы конструкции в условиях нагружения ее усилиями сжатия, являющимися критическими для данной конструкции, за счет повышения несущей способности, в частности повышения жесткости и прочности узлов перекрестий ребер и узлов крепления силовых панелей, в частности кольцевых шпангоутов, окантовок люков и панелей для закрепления элементов планера самолета.
Поставленная задача с достижением технического результата решается тем, что способ изготовления элементов планера самолета из полимерных композиционных материалов, при котором на оправку укладывают разделительный слой, наматывают спиральные и кольцевые слои силовых элементов, обжимающую облицовку из термоусаживающего материала, термообрабатывают, снимают с оправки и удаляют облицовку и разделительный слой. При этом разделительный слой укладывают, исключая зоны силовых панелей, например шпангоутов, люков и присоединительных панелей фюзеляжа, посекционно, изготавливая предварительно секции из антиадгезионного эластичного материала, например из силиконовой резины, выполняя в секциях щели, причем секции укладывают с образованием из этих щелей по всему разделительному слою спиральных, обоих направлений, и кольцевых канавок с узлами перекрестий. Секции ориентируют и закрепляют на оправке крепежно-установочными элементами через предварительно выполненные в них установочные отверстия. Канавки заполняют полимерным композиционным материалом, например жгутом из однонаправленных углеродных нитей, пропитанных полимерным связующим, цепляя жгут за, например, штифты при изменении направления укладки, укладывая материал послойно с образованием нахлестов в перекрестиях, а в зонах, свободных от разделительного материала, между упомянутыми слоями укладывают слои из, например, углеродной или стеклоткани, пропитанной полимерным связующим. Крепежно-установочные элементы удаляют при намотке начальных слоев. Затем наматывают внешнюю обшивку, например, из углеродной или стеклоткани, пропитанной полимерным связующим, предварительно обжимая перекрестия, эластичный материал разделительного слоя и силовые панели. И в заключение наматывают обжимающую облицовку, за счет термоусаживающих свойств материала которой при начальной стадии термообработки изделия окончательно обжимают перекрестия, эластичный материал разделительного слоя и силовые панели, уплотняя материал и перераспределяя связующее с повышением степени армирования материала в зонах перекрестий.
Для оправки поставленная задача с достижением технического результата решается тем, что оправка для осуществления способа изготовления элементов планера самолета из полимерных композиционных материалов снабжена разделительным слоем, разделительный слой выполнен из отдельных, изготовленных из антиадгезионного эластичного материала, например силиконовой резины, секций, каждая из которых закреплена на оправке крепежно-установочными элементами через установочные отверстия секций, причем в секциях выполнены щели с образованием из последних по всему разделительному слою спиральных, обоих направлений, и кольцевых канавок с узлами перекрестий, а по краям оправки за пределами разделительного слоя на пересечениях спиральных осей спиральных канавок установлены зацепы, например радиальные штифты.
Для конструкции поставленная задача с достижением технического результата решается тем, что каждый элемент планера самолета из полимерных композиционных материалов выполнен из множества перекрещивающихся спиральных, обоих направлений, и кольцевых ребер жесткости из, например, однонаправленных углеродных жгутов, пропитанных полимерным связующим, силовых панелей, например кольцевых шпангоутов, окантовок люков и присоединительных панелей фюзеляжа, и покрывающей их внешней обшивки из, например, углеродной ткани, пропитанной полимерным связующим. При этом жгуты расположены послойно с нахлестом в зоне перекрестий, причем перекрестия выполнены со степенью армирования материала выше, чем у материала ребер жесткости вне зоны перекрестий, на величину до 100%, а между этими слоями в зонах силовых панелей уложены слои, выполненные из, например, стеклоткани, пропитанной полимерным связующим.
Отличительными признаками для способа являются следующие признаки:
- разделительный слой укладывают, исключая зоны силовых панелей, например шпангоутов, люков и присоединительных панелей фюзеляжа, посекционно - признак существенный, направлен на решение поставленной задачи с достижением технического результата - на повышение технологичности за счет упрощения выполнения операции;
- секции предварительно изготавливают из антиадгезионного эластичного материала, например из силиконовой резины, выполняя в секциях щели - признак существенный, направлен на решение поставленной задачи с достижением технического результата - на повышение технологичности за счет упрощения выполнения операции;
- секции укладывают с образованием из этих щелей по всему разделительному слою спиральных, обоих направлений, и кольцевых канавок с узлами перекрестий - признак существенный, направлен на решение поставленной задачи с достижением технического результата - на повышение технологичности и качества за счет упрощения выполнения операций и повышения точности расположения элементов;
- секции ориентируют и закрепляют на оправке крепежно-установочными элементами через предварительно выполненные в них установочные отверстия - признак существенный, направлен на решение поставленной задачи с достижением технического результата - на повышение технологичности и качества за счет удобства выполнения операций и повышения точности расположения элементов;
- канавки заполняют полимерным композиционным материалом, например жгутом из однонаправленных углеродных нитей, пропитанных полимерным связующим, цепляя жгут за, например, штифты при изменении направления укладки, укладывая материал послойно с образованием нахлестов в перекрестиях - признак существенный, направлен на решение поставленной задачи с достижением технического результата - на повышение качества изделия за счет создания конструкции без нарушения целостности материала и за счет повышения несущей способности узлов;
- в зонах, свободных от разделительного материала, между упомянутыми слоями укладывают слои из, например, углеродной или стеклоткани, пропитанной полимерным связующим - признак существенный, направлен на решение поставленной задачи с достижением технического результата - на повышение качества изделия за счет повышения несущей способности узлов;
- крепежно-установочные элементы удаляют при намотке начальных слоев - признак существенный, направлен на решение поставленной задачи с достижением технического результата - на повышение технологичности за счет удобства выполнения операций;
- наматывают внешнюю обшивку, например, из углеродной или стеклоткани, пропитанной полимерным связующим, предварительно обжимая перекрестия, эластичный материал разделительного слоя и силовые панели, - признак существенный, направлен на решение поставленной задачи с достижением технического результата - на повышение качества изделия за счет улучшения структуры материалов и исправления погрешностей геометрии элементов конструкции;
- наматывают обжимающую облицовку, за счет термоусаживающих свойств материала которой при начальной стадии термообработки изделия окончательно обжимают перекрестия, эластичный материал разделительного слоя и силовые панели, уплотняя материал и перераспределяя связующее с повышением степени армирования материала в зонах перекрестий - признак существенный, направлен на решение поставленной задачи с достижением технического результата - на повышение качества изделия за счет оптимизации структуры материалов и окончательного исправления погрешностей геометрии элементов конструкции в условиях стесненного объемного сжатия эластичного разделительного слоя, являющегося матрицей для элементов оболочки.
Отличительными признаками для оправки являются следующие признаки:
- разделительный слой выполнен из отдельных, изготовленных из антиадгезионного эластичного материала, например силиконовой резины, секций, - признак существенный, направлен на решение поставленной задачи с достижением технического результата - на повышение технологичности за счет упрощения выполнения операции;
- каждая из секция закреплена на оправке крепежно-установочными элементами через установочные отверстия секций - признак существенный, направлен на решение поставленной задачи с достижением технического результата - на повышение технологичности и качества за счет удобства выполнения операций и повышения точности расположения элементов;
- в секциях выполнены щели с образованием из последних по всему разделительному слою спиральных, обоих направлений, и кольцевых канавок с узлами перекрестий - признак существенный, направлен на решение поставленной задачи с достижением технического результата - на повышение технологичности и качества за счет удобства выполнения операций и повышения точности расположения элементов;
- по краям оправки за пределами разделительного слоя на пересечениях спиральных осей спиральных канавок установлены зацепы, например радиальные штифты, - признак существенный, направлен на решение поставленной задачи с достижением технического результата - на повышение качества изделия за счет создания конструкции без нарушения целостности материала и за счет повышения несущей способности узлов.
Отличительными признаками для элементов являются следующие признаки:
- жгуты расположены послойно с нахлестом в зоне перекрестий - признак существенный, направлен на решение поставленной задачи с достижением технического результата - на повышение несущей способности элементов, в частности повышение жесткости и прочности узлов перекрестий ребер за счет сохранения целостности волокон жгутов;
- перекрестия выполнены со степенью армирования материала выше, чем у материала ребер жесткости вне зоны перекрестий, на величину до 100% - признак существенный, направлен на решение поставленной задачи с достижением технического результата - на повышение несущей способности элементов, в частности повышение жесткости и прочности узлов перекрестий ребер за счет оптимизации конструкции ребер, так как в единице объема материала зоны перекрестия за счет присутствия волокон сразу двух направлений несущих волокон больше практически в два раза, то есть на 100%;
- между слоями жгутов в зонах силовых панелей уложены слои, выполненные из, например, стеклоткани, пропитанной полимерным связующим, - признак существенный, направлен на решение поставленной задачи с достижением технического результата - на повышение несущей способности элементов, в частности повышение жесткости и прочности узлов крепления силовых панелей за счет создания монолитного композиционного материала в упомянутых элементах, состоящего из жгутов всех направлений и упомянутой ткани.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технических результатов. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технического решения критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технических результатов и характеризует предложенные технические решения существенными отличиями по сравнению с известным уровнем техники и аналогами. Данные технические решения являются результатом научно-исследовательской и экспериментальной работы по повышению технологичности конструкции элементов планера самолета с повышением надежностью их работы без использования известных проектировочных решений, рекомендаций, материалов и обладают неочевидностью, что свидетельствует об их соответствии критерию «изобретательский уровень».
Сущность изобретений поясняется чертежами, где на фиг.1 представлен общий вид самолета, на фиг.2 - общий вид элементов технологической оснастки, на фиг.3 - общий вид оправки с закрепленными секциями разделительного слоя, на фиг.4 - общий вид секции разделительного слоя, на фиг.5 - разрез по крепежно-установочным элементам секций, на фиг.6 - схема заполнения кольцевых канавок или схема укладки кольцевых ребер жесткости, на фиг.7 - схема заполнения спиральных канавок или схема укладки спиральных ребер жесткости, на фиг.8 - схема заполнения перекрестий спиральных канавок или схема укладки перекрестий спиральных ребер жесткости, на фиг.9 - схема заполнения зоны силовых панелей или схема укладки силовых панелей, на фиг.10 - схема заполнения кольцевых канавок с внешней обшивкой и обжимающей облицовкой или схема укладки кольцевых ребер жесткости с внешней обшивкой и обжимающей облицовкой, на фиг.11 - схема заполнения спиральных канавок с внешней обшивкой и обжимающей облицовкой или схема укладки спиральных ребер жесткости с внешней обшивкой и обжимающей облицовкой, на фиг.12 - схема заполнения перекрестий спиральных канавок с внешней обшивкой и обжимающей облицовкой или схема укладки перекрестий спиральных ребер жесткости с внешней обшивкой и обжимающей облицовкой, на фиг.13 - схема заполнения зоны силовых панелей с внешней обшивкой и обжимающей облицовкой или схема укладки силовых панелей с внешней обшивкой и обжимающей облицовкой, на фиг.14 - фрагмент фюзеляжа самолета, на фиг.15 - элементарная ячейка структуры спиральных и кольцевых ребер.
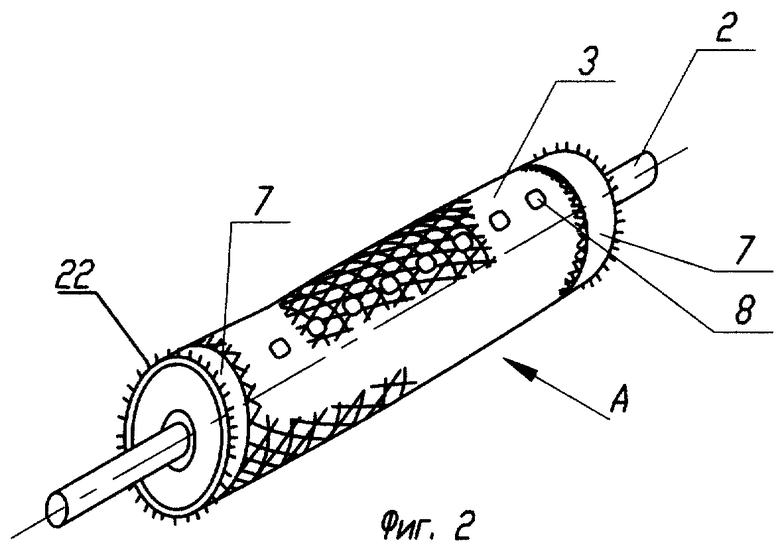
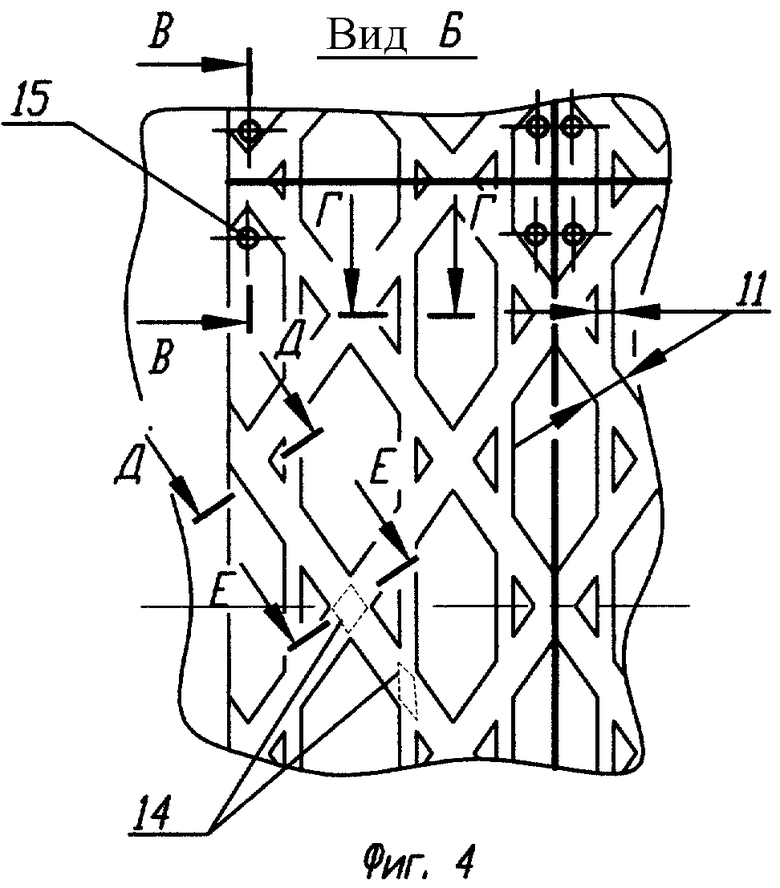
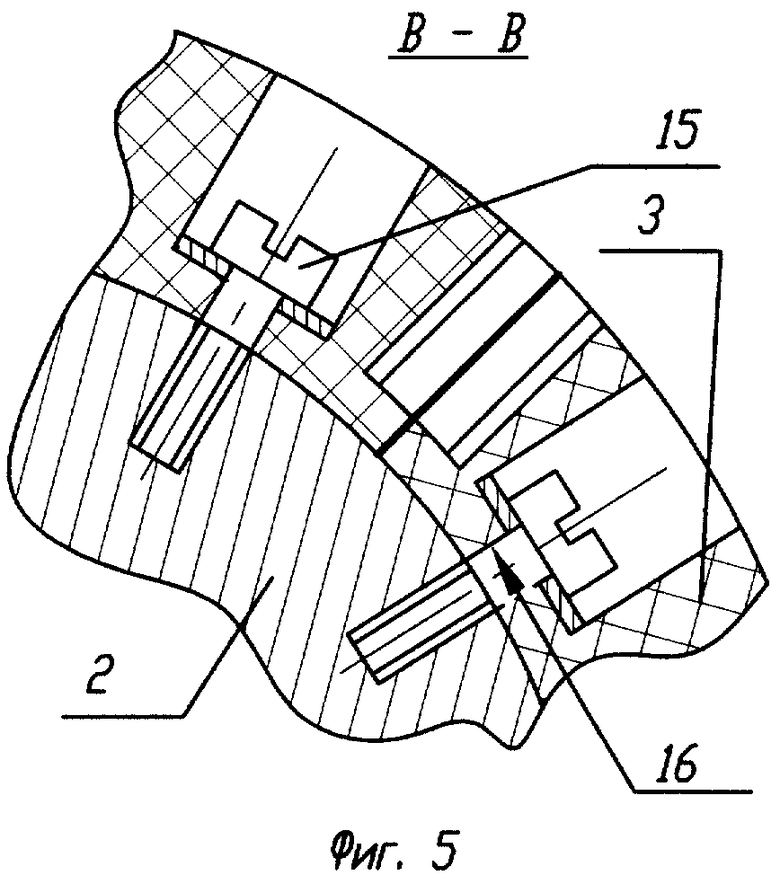
Способ изготовления элементов планера самолета 1 из полимерных композиционных материалов, при котором на оправку 2 укладывают разделительный слой 3, наматывают спиральные 4 и кольцевые 5 слои силовых элементов, обжимающую облицовку 6 из термоусаживающего материала, термообрабатывают, снимают с оправки 2 и удаляют облицовку 6 и разделительный слой 3. Разделительный слой 3 укладывают, исключая зоны силовых панелей, например шпангоутов 7, люков 8 и присоединительных панелей 9, посекционно, изготавливая предварительно секции 10 из антиадгезионного эластичного материала, например из силиконовой резины, выполняя в секциях щели 11. Секции 10 укладывают с образованием из этих щелей 11 по всему разделительному слою спиральных 12, обоих направлений, и кольцевых канавок 13 с узлами перекрестий 14. Ориентируют и закрепляют секции 10 на оправке 2 крепежно-установочными элементами 15 через предварительно выполненные в них установочные отверстия 16. Заполняют канавки 12 и 13 полимерным композиционным материалом, например жгутом 17 из однонаправленных углеродных нитей, пропитанных полимерным связующим 18, укладывая материал послойно с образованием нахлестов 19 в перекрестиях 14, а в зонах 7, 8, 9, свободных от разделительного материала, между упомянутыми слоями 4 и 5 укладывают слои 20 из, например, углеродной или стеклоткани, пропитанной полимерным связующим 18. Удаляют крепежно-установочные элементы 15 при намотке начальных слоев. Наматывают внешнюю обшивку 21, например, из углеродной или стеклоткани, пропитанной полимерным связующим, предварительно обжимая перекрестия 14, эластичный материал разделительного слоя 3, шпангоуты 7, присоединительные панели 9 и зоны люков 8. Наматывают обжимающую облицовку 6, за счет термоусаживающих свойств материала которой при начальной стадии термообработки изделия окончательно обжимают перекрестия 14, эластичный материал разделительного слоя 3, шпангоуты 7, присоединительные панели 9 и зоны люков 8, уплотняя материал и перераспределяя связующее 18 с повышением степени армирования материала в зонах перекрестий 14. После окончательной термообработки, съема изделия с оправки 2, удаления облицовки 6 и разделительного слоя 3 вырезают проемы люков 8.
Оправка 2 для осуществления способа изготовления элементов планера самолета 1 из полимерных композиционных материалов снабжена разделительным слоем 3. Разделительный слой 3 выполнен из отдельных изготовленных из антиадгезионного эластичного материала, например силиконовой резины, секций 10, каждая из которых закреплена на оправке крепежно-установочными элементами 15 через установочные отверстия 16 секций 15, причем в секциях 15 выполнены щели 11 с образованием из последних по всему разделительному слою спиральных 12, обоих направлений, и кольцевых канавок 13 с узлами перекрестий 14, а по краям оправки 2 за пределами разделительного слоя 3 на пересечениях спиральных осей спиральных канавок 12 установлены зацепы, например радиальные штифты 22.
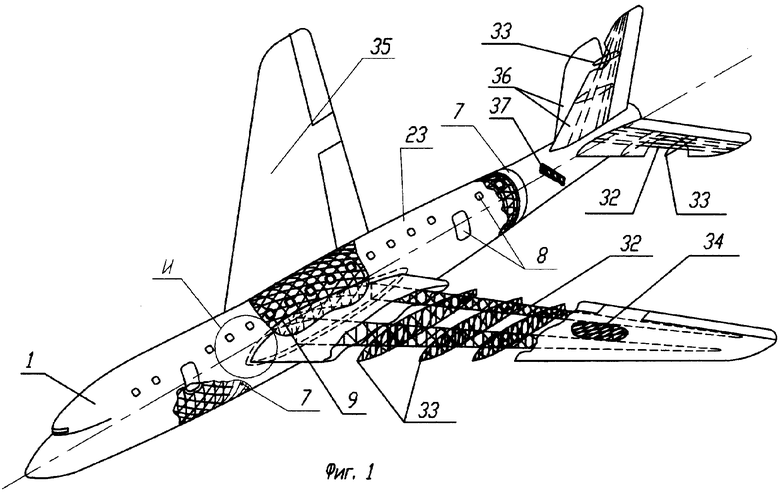
Элементы планера самолета 1, например фюзеляжа 23, из полимерных композиционных материалов выполнены из множества перекрещивающихся спиральных 24, обоих направлений, и кольцевых ребер жесткости 25 из, например, однонаправленных углеродных жгутов 17, пропитанных полимерным связующим 18, силовых панелей, например кольцевых шпангоутов 7, окантовок 26 люков 8 и присоединительных панелей 9, и покрывающей их внешней обшивки 21 из, например, углеродной ткани, пропитанной полимерным связующим. При этом жгуты 17 расположены послойно с нахлестом 19 в зоне перекрестий 14, причем перекрестия 14 выполнены со степенью армирования материала выше, чем у материала ребер жесткости 24 и 25 вне зоны перекрестий 14 на величину до 100%, а между этими слоями в зонах силовых панелей 7, 9 и 26 уложены слои 20, выполненные из, например, стеклоткани, пропитанной полимерным связующим.
Работает оправка 2 при осуществлении способа изготовления элементов планера самолета 1 следующим образом. На зацепе-штифте 22 закрепляется жгут 17 в спиральную канавку 12, например, правого направления, укладывается жгут 17 до соответствующего штифта 22, расположенного на противоположном краю оправки 2, сменяется направление укладки охватом жгута 17 вокруг штифта 22 и жгут 17 укладывается в спиральную канавку 12 левого направления. Таким образом происходит укладка жгута 17 методом непрерывной намотки во все спиральные канавки 12 обоих направлений. Далее жгут 17 укладывается во все кольцевые канавки 13. В зонах силовых панелей 7, 9, и 26 жгут 17 ложится свободно вне канавок и накрывается слоями 20 из, например, стеклоткани, пропитанной полимерным связующим, чем и завершается слой. Аналогично наматываются остальные слои конструкции.
Работают элементы фюзеляжа 23 следующим образом. Критической нагрузкой, возникающей при жесткой посадке самолета 1 и действующей на элементарную ячейку структуры спиральных 24 и кольцевых 25 ребер жесткости, является усилие сжатия Q. При этом перекрестия 27 и 28 стремятся сблизиться, а перекрестия 29 и 30 отдалиться с изменением угла их перекрещивания, в перекрестиях же 31 жгуты 17 кольцевых ребер жесткости 25 стремятся переместиться вдоль своего расположения относительно спиральных 24. Однако благодаря минимальному наличию связующего 18 с низкими прочностными характеристиками и силам трения, усиленным уплотнением материала за счет увеличения степени армирования до 100% данных деформаций и связанных с ними других нештатных деформаций и разрушений связующего 18 при усилиях Q, не превышающих допустимые, не происходит.
Идентично работают элементы лонжерона 32, нервюры 33, панели обшивки 34 крыльев 35 и оперения 36 самолета 1, балки пола 37, при разработке и изготовлении которых используются все признаки изобретений.
Таким образом, использование изобретений позволит создать высокотехнологичные конструкции оболочек элементов планера самолета с повышенной надежностью работы, что и подтверждает это использование по назначению. Осуществимость изобретений подтверждена положительными результатами испытаний образцов и фрагментов конструкций, разработка и изготовление которых полностью основаны на представленном описании. В связи с этим новое техническое решение соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛА СОЕДИНЕНИЯ ЭЛЕМЕНТОВ ПЛАНЕРА САМОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ОСНАСТКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА ИЗГОТОВЛЕНИЯ УЗЛА СОЕДИНЕНИЯ ЭЛЕМЕНТОВ ПЛАНЕРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УЗЕЛ СОЕДИНЕНИЯ ЭЛЕМЕНТОВ ПЛАНЕРА САМОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2412860C1 |
| ПАНЕЛЬ ИЗ СЛОИСТЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2518519C2 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА, ПАНЕЛЬ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УЗЕЛ СОЕДИНЕНИЯ ПАНЕЛЕЙ | 1996 |
|
RU2103198C1 |
| СЕТЧАТАЯ ОБОЛОЧКА В ВИДЕ ТЕЛА ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2149761C1 |
| УЗЕЛ СОЕДИНЕНИЯ ЭЛЕМЕНТОВ ПЛАНЕРА САМОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2648487C1 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА В ВИДЕ ТЕЛА ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2099194C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДКРЕПЛЕННОЙ ОБОЛОЧКИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2505409C2 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА В ВИДЕ ТЕЛА ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1996 |
|
RU2111120C1 |
| ОПРАВКА ДЛЯ НАМОТКИ КОНИЧЕСКИХ ОБОЛОЧЕК ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ПРИМЕНЕНИЯ ОПРАВКИ ДЛЯ НАМОТКИ КОНИЧЕСКИХ ОБОЛОЧЕК ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2345890C2 |
| СЕТЧАТАЯ ОБОЛОЧКА ВРАЩЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2153419C1 |
Изобретение относится к области машиностроения и может быть использовано при создании конструкций для летательных аппаратов. Технической задачей, на решение которой направлено заявляемое изобретение, является создание высокотехнологичной конструкции элементов планера самолета с повышенной надежностью их работы. Способ изготовления элементов планера самолета 1 из полимерных композиционных материалов заключается в том, что на оправку (2) укладывают разделительный слой (3), наматывают спиральные и кольцевые слои силовых элементов, обжимающую облицовку из термоусаживающего материала. Разделительный слой укладывают посекционно, изготавливая предварительно секции (10) из антиадгезионного эластичного материала, выполняя в секциях щели. Секции (10) укладывают с образованием из этих щелей по всему разделительному слою спиральных (12) обоих направлений и кольцевых (13) канавок. Ориентируют и закрепляют секции (10) на оправке (2) крепежно-установочными элементами (15). Заполняют канавки (12 и 13) полимерным композиционным материалом. Оправка (2) снабжена разделительным слоем (3), выполненным из отдельных секций (10), закрепленных на оправке элементами (15), на пересечениях спиральных осей спиральных канавок (12) установлены зацепы. Элементы планера самолета выполнены из множества перекрещивающихся спиральных обоих направлений и кольцевых ребер жесткости. 3 н.п. ф-лы, 13 ил.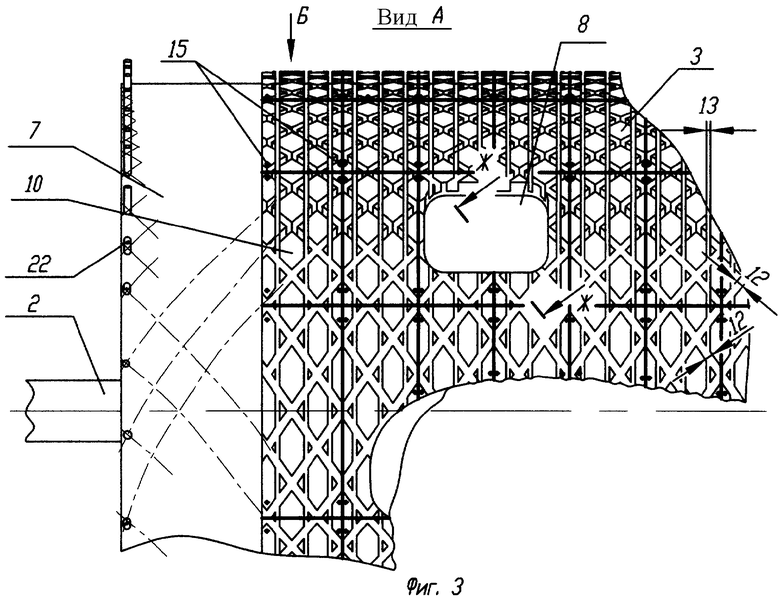
| US 6464170 А, 07.03.2001 | |||
| US 5806797 А, 01.11.1995 | |||
| RU 95115181 А1, 25.08.1995 | |||
| СПОСОБ ПОЛУЧЕНИЯ НАМОТКОЙ СЛОИСТЫХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ И НАМОТКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2054358C1 |
| СЕТЧАТАЯ ОБОЛОЧКА ВРАЩЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2153419C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ МЕТОДОМ НАМОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2153983C2 |
| РАКЕТА КОСМИЧЕСКОГО НАЗНАЧЕНИЯ (ВАРИАНТЫ) | 2001 |
|
RU2210726C1 |

