Область техники
[0001] Настоящее изобретение относится к упакованному формованному изделию, сшивающей каучуковой композиции, способу получения упакованного формованного изделия, способу получения сшивающей каучуковой композиции и к протектору для шины.
Уровень техники
[0002] Общеизвестно, что каучукоподобный полимер трудно поддается гранулированию из-за его пластичности, липкости и т.п. Поэтому каучукоподобный полимер часто перерабатывают в виде упакованного формованного изделия, полученного путем преобразования полимера в формованное изделие, имеющее форму прямоугольного параллелепипеда или т.п, и при этом упаковывая формованное изделие упаковочной пленкой, чтобы его можно было легко хранить и транспортировать.
Патентный документ 1 предлагает упакованное формованное изделие, в котором используют упаковочную пленку с тиснением для предупреждения сплавления таких упакованных формованных изделий.
В патентном документе 2 описан способ размещения, включающий адсорбирование упакованных тюков синтетического каучука с помощью вакуумной присоски, перемещение и размещение предписанного количества таких тюков в транспортном контейнере, и предложено изделие, где такие тюки синтетического каучука упакованы, в котором большое число равномерно выровненных вентиляционных отверстий предусмотрено в пластиковой пленке на верхней поверхности таких упакованных тюков синтетического каучука.
Патентный документ 3 предлагает изделие, где упакован подлежащий упаковке объект в форме прямоугольного параллелепипеда, в котором контролируют положение запечатывающего участка в качестве способа предупреждения повреждения на участке контакта между передним запечатывающим участком и задним запечатывающим участком упаковочной пленки изделия с упакованными тюками.
Список цитирования
Патентный документ
[0003]
Патентный документ 1: Выложенный патент Японии № 2003-2356
Патентный документ 2: Выложенный патент Японии № 2004-99064
Патентный документ 3: Патент Японии № 5690918.
Сущность изобретения
Техническая задача
[0004] Однако в вышеуказанных традиционных способах, когда каучукоподобный полимер имеет структуру с плохой текучестью в холодном состоянии, конденсат, образовавшийся в упаковочной пленке, как правило, почти не исчезает и, вероятно, остается так, как он есть.
Каучукоподобный полимер, покрытый упаковочной пленкой, описанный выше, при упаковке и последующем использовании так, как он есть, для переработки шины или т.п., сталкивается с проблемой непроизвольного увеличения воды в каучуковой композиции и/или в формованном изделии из нее, если образуется конденсат.
[0005] Целью настоящего изобретения является создание упакованного формованного изделия, в котором, даже если каучукоподобный полимер плохо течет в холодном состоянии, конденсат в упаковочной пленке легко исчезает.
Решение задачи
[0006] Авторы настоящего изобретения провели тщательные исследования для решения вышеописанных проблем традиционных технологий, в результате чего обнаружено следующее: упакованное формованное изделие включает формованное изделие из определенного каучукоподобного полимера и определенную упаковочную пленку, в результате чего обеспечивают легкое исчезновение конденсата в упаковочной пленке, даже если каучукоподобный полимер плохо не течет в холодном состоянии, и, в итоге, настоящее изобретение было реализовано.
В частности, настоящее изобретение предлагает следующее.
[0007]
[1] Упакованное формованное изделие, содержащее:
формованное изделие из каучукоподобного полимера, имеющего средневесовую молекулярную массу 100000 или больше, и
упаковочную пленку, упаковывающую формованное изделие,
где
часть упаковочной пленки, обращенная к формованному изделию, удовлетворяет следующим условиям (1) и (2):
<Условие (1)>: эта часть имеет 50 или больше отверстий;
<Условие (2)>: доля общей площади отверстий составляет 0,1% или больше и 15% или меньше относительно общей площади части, обращенной к формованному изделию.
[2] Упакованное формованное изделие, содержащее
формованное изделие из каучукоподобного полимера, имеющего средневесовую молекулярную массу 100000 или больше, и
упаковочную пленку, упаковывающую формованное изделие,
где
часть упаковочной пленки, обращенная к формованному изделию, имеет отверстия, и доля общей площади отверстий составляет 0,1% или больше и 15% или меньше относительно общей площади части, обращенной к формованному изделию, и
доля площади части, не имеющей никаких отверстий размерами 1 мм2 или больше на 10000 мм2 упаковочной пленки, составляет 70% или меньше относительно общей площади части, обращенной к формованному изделию.
[3] Упакованное формованное изделие в соответствии с пунктом [1] или [2], где
каучукоподобный полимер имеет структуру, представленную как (R-B), (R-B-R) или (R-B)n-X,
R/B (массовое отношение) в каучукоподобном полимере составляет от 30/70 до 97/3, и
каучукоподобный полимер имеет вязкость по Муни (ML1+4 (100°C)) 40 или больше;
где R означает полимерный блок сопряженного диена, блок статистического сополимера винилароматического углеводорода и сопряженного диена или блок гидрированного продукта полимерного блока сопряженного диена или блока статистического сополимера, B означает полимерный блок винилароматического углеводорода, n означает целое число 1 или больше, и X означает остаток связующего агента или модификатора.
[4] Упакованное формованное изделие в соответствии с любым из пунктов [1]-[3], где каучукоподобный полимер имеет коэффициент релаксации по Муни (MSR) 0,8 или меньше.
[5] Упакованное формованное изделие в соответствии с любым из пунктов [1]-[4], где каждое из отверстий имеет круглую или эллиптическую форму.
[6] Упакованное формованное изделие в соответствии с любым из пунктов [1]-[5], где упаковочная пленка удовлетворяет следующим условиям (3) и (4):
<Условие (3)>: упаковочная пленка имеет 100 или больше отверстий в части, обращенной к формованному изделию;
<Условие (4)>: общая площадь отверстий составляет 500 мм2 или больше и 50000 мм2 или меньше.
[7] Упакованное формованное изделие в соответствии с любым из пунктов [1]-[6], где каучукоподобный полимер содержит атом азота.
[8] Упакованное формованное изделие в соответствии с любым из пунктов [1]-[7], где каучукоподобный полимер имеет степень модификации, измеренную с помощью колоночной адсорбционной ГПХ (GPC) 40% масс. или больше.
[9] Упакованное формованное изделие в соответствии с любым из пунктов [1]-[8], где каучукоподобный полимер имеет йодное число от 10 до 250 и 3% масс. или больше этиленовой структуры.
[10] Упакованное формованное изделие в соответствии с любым из пунктов [1]-[9], где
формованное изделие из каучукоподобного полимера представляет собой прямоугольный параллелепипед, и
упаковочная пленка обращена, по меньшей мере, к трем поверхностям прямоугольного параллелепипеда и имеет отверстия в каждой из поверхностей.
[11] Упакованное формованное изделие в соответствии с любым из пунктов [1]-[10], где
упаковочная пленка представляет собой однослойную пленку, образованную из пленки, выбираемой из группы, состоящей из полиэтиленовой смолы, полистирольной смолы, нейлоновой смолы, полиэтилентерефталатной смолы и сополимера этилена и винилового спирта, или многослойную пленку, образованную из двух или нескольких, выбираемых из этой группы.
[12] Упакованное формованное изделие в соответствии с любым из пунктов [1]-[11], где упаковочная пленка имеет скорость пропускания водяного пара при 40°C и 90% ОВ (относительная влажность) 5 г/м2⋅день или больше.
[13] Сшивающая каучуковая композиция в виде смеси
упакованного формованного изделия в соответствии с любым из пунктов [1]-[12], и
0,1 масс.ч. или больше и 20 масс.ч. или меньше сшивающего агента относительно общего количества 100 масс.ч. каучукового компонента в упакованном формованном изделии.
[14] Способ получения упакованного формованного изделия, включающий
стадию полимеризации мономера в растворе с получением раствора, содержащего каучукоподобный полимер, имеющий средневесовую молекулярную массу 100000 или больше,
стадию удаления растворителя из раствора, содержащего каучукоподобный полимер,
стадию формования каучукоподобного полимера с получением формованного изделия, и
стадию покрывания формованного изделия упаковочной пленкой, где
часть упаковочной пленки, обращенная к формованному изделию, удовлетворяет следующим условиям (1) и (2):
<Условие (1)>: эта часть имеет 50 или больше отверстий,
<Условие (2)>: доля общей площади отверстий составляет 0,1% или больше и 15% или меньше относительно общей площади части, обращенной к формованному изделию.
[15] Способ получения сшивающей каучуковой композиции, включающий
стадию переработки упакованного формованного изделия в соответствии с любым из пунктов [1]-[12] без отслаивания упаковочной пленки, находящейся в упакованном формованном изделии.
[16] Протектор для шины, содержащий упакованное формованное изделие в соответствии с любым из пунктов [1]-[12] или сшивающую каучуковую композицию в соответствии с пунктом [13].
Положительные эффекты изобретения
[0008] В соответствии с настоящим изобретением получают упакованное формованное изделие, в котором, даже если каучукоподобный полимер почти не течет в холодном состоянии, конденсат в упаковочной пленке легко исчезает.
Краткое описание чертежей
[0009]
ФИГ. 1: Схематичный вид, иллюстрирующий вариант, где пленку с отверстиями и пленку без отверстий используют соответственно на верхней поверхности и нижней поверхности формованного изделия, а формованное изделие упаковано с помощью таких двух пленок и четыре боковые поверхности подвергнуты горячему склеиванию.
ФИГ. 2: Схематичный вид, иллюстрирующий вариант, где формованное изделие упаковано с помощью двух пленок верхней и нижней, каждая из которых имеет отверстия, и одна из подвергаемых горячему склеиванию частей четырех боковых поверхностей смещена в сторону верхней поверхности или нижней поверхности, а три боковые поверхности подвергнуты горячему склеиванию.
ФИГ. 3: Схематичный вид, иллюстрирующий вариант, где формованное изделие упаковано с помощью одной пленки, имеющей отверстия, и три боковые поверхности подвергнуты горячему склеиванию.
ФИГ. 4: Схематичный вид, иллюстрирующий вариант, где формованное изделие упаковано с помощью одной пленки, не имеющей отверстий на площади в пределах 20% от обоих концов на более коротких сторонах пленки, и имеющей отверстия на площади 60%, соответствующей центральным частям более коротких сторон, и три боковые поверхности подвергнуты горячему склеиванию.
Описание вариантов осуществления
[0010] Далее подробно описан вариант осуществления настоящего изобретения (далее называемый «настоящим вариантом осуществления»).
Следует отметить, что приведенный ниже вариант является только иллюстрацией для описания настоящего изобретения и что настоящее изобретение, как предполагают, не ограничено следующим содержанием, а настоящее изобретение может быть реализовано с разными модификациями, выполненными в рамках его объема.
[0011] Упакованное формованное изделие
Упакованное формованное изделие по настоящему варианту осуществления включает
формованное изделие из каучукоподобного полимера, имеющего средневесовую молекулярную массу 100000 или больше, и
упаковочную пленку, упаковывающую формованное изделие.
Часть упаковочной пленки, обращенная к формованному изделию, удовлетворяет следующим условиям (1) и (2):
<Условие (1)>: эта часть имеет 50 или больше отверстий,
<Условие (2)>: доля общей площади отверстий составляет 0,1% или больше и 15% или меньше относительно общей площади части, обращенной к формованному изделию.
Описанная выше конфигурация дает упакованное формованное изделие, в котором конденсат в упаковочной пленке легко исчезает.
«Часть, обращенная к формованному изделию» в данном случае относится к части упаковочной пленки, которая обращена к формованному изделию в качестве объекта, подлежащего упаковке, когда формованное изделие упаковано упаковочной пленкой, и также охватывает оба состояния, где эта часть находится в контакте и не находится в контакте с формованным изделием. Следует отметить, что «часть, обращенная к формованному изделию» не включает площадь части упаковочной пленки, которая является частью, запечатанной при упаковке.
[0012] Каучукоподобный полимер
Упакованное формованное изделие по настоящему варианту осуществления включает формованное изделие из каучукоподобного полимера, имеющего средневесовую молекулярную массу 100000 или больше (далее иногда обозначается просто как «формованное изделие»).
Когда средневесовая молекулярная масса каучукоподобного полимера составляет 100000 или больше, формованное изделие, как правило, почти плохо течет в холодном состоянии. В случае, где каучукоподобный полимер представляет собой так называемый блок-сополимер, средневесовая молекулярная масса 100000 или больше позволяет предупреждать эффект холодного течения формованного изделия, а в случае, где каучукоподобный полимер представляет собой статистический сополимер, средневесовая молекулярная масса 200000 или больше предпочтительна с точки зрения предупреждения холодного течения.
[0013] Средневесовая молекулярная масса каучукоподобного полимера
Хотя каучукоподобный полимер может включать или не включать этиленовую структуру, каучукоподобный полимер при наличии этиленовой структуры имеет повышенную вязкость по Муни, описанную ниже, даже при низкой средневесовой молекулярной массе, и, следовательно, каучукоподобный полимер, имеющий этиленовую структуру, и каучукоподобный полимер, не имеющий этиленовую структуру, отличаются по предпочтительному интервалу средневесовой молекулярной массы в упакованном формованном изделии по настоящему варианту осуществления.
В данном случае «этиленовая структура» означает структуру, образованную при полимеризации этилена. «Этиленовая структура» сама по себе образована одинарной связью и не включает двойную связь в отличие от этилена или т.п. Соответственно, «этиленовая структура» в данном случае не ограничена структурой, образованной непосредственно из этилена. Например, структура, полученная после полимеризации бутадиена путем 1,4-связывания, также соответствует «этиленовой структуре».
Каучукоподобный полимер предпочтительно не имеет этиленовой структуры, поэтому холодное течение, как правило, не встречается при средневесовой молекулярной массе 300000 или больше. В таком случае средневесовая молекулярная масса каучукоподобного полимера более предпочтительно составляет 400000 или больше, также предпочтительно 600000 или больше, еще более предпочтительно 800000 или больше. Таким образом, средневесовая молекулярная масса предпочтительно составляет 1300000 или меньше, более предпочтительно 1000000 или меньше с точки зрения формуемости каучукоподобного полимера и силы адгезии между упаковочной пленкой и формованным изделием.
Каучукоподобный полимер, если он имеет этиленовую структуру, как правило, плохо течет в холодном состоянии, когда он имеет средневесовую молекулярную массу 100000 или больше, и средневесовая молекулярная масса составляет предпочтительно 300000 или больше и более предпочтительно 350000 или больше. С другой стороны, средневесовая молекулярная масса составляет предпочтительно 800000 или меньше и более предпочтительно 600000 или меньше с точки зрения формуемости каучукоподобного полимера и силы адгезии между упаковочной пленкой и формованным изделием.
[0014] Каучукоподобный полимер, не имеющий этиленовую структуру, и каучукоподобный полимер, имеющий этиленовую структуру, выступающие в качестве каучукоподобного полимера, находящегося в упакованном формованном изделии по настоящему варианту осуществления, хотя и отличаются по предпочтительному интервалу средневесовой молекулярной массы, как описано выше, являются одинаковыми по молекулярно-массовому распределению, содержанию звена винилароматического мономера, содержанию блока винилароматического мономера, содержанию винильной связи, температуре стеклования, коэффициенту релаксации по Муни, вязкости по Муни, модификатору, степени модификации, связующему агенту, разветвленной структуре и предпочтительным условиям добавления добавки после процесса полимеризации, способа удаления растворителя из раствора полимера и способа формования каучукоподобного полимера.
[0015] Каучукоподобный полимер, находящийся в формованном изделии в упакованном формованном изделии по настоящему варианту осуществления, может иметь любую структуру, представленную как R, (R)n-X, R-B, R-B-R или (R-B)n-X.
В каждой формуле R означает полимерный блок сопряженного диена, блок статистического сополимера винилароматического углеводорода и сопряженного диена или блок гидрированного продукта полимерного блока сопряженного диена или блока статистического сополимера; B означает полимерный блок винилароматического углеводорода; n означает целое число 1 или больше; а X означает остаток связующего агента или модификатора.
Каучукоподобный полимер, который имеет любую такую структуру, почти не течет в холодном состоянии по сравнению со статистическим полимером и полимером сопряженного диена, каждый из которых не имеет полимерного блока винилароматического углеводорода, представленного B, и, следовательно, упакованное формованное изделие, в котором упаковано формованное изделие из каучукоподобного полимера, имеющего любую такую структуру, как правило, включает конденсат. Размер и доля полимерного блока винилароматического углеводорода, представленного как B, обычно оказывают влияние на легкость холодного течения каучукоподобного полимера.
Статистический полимер, не включающий полимерный блок винилароматического углеводорода, представленный B, представляет собой полимер, содержащий меньше чем 2% масс. B, и в этом случае, как полагают, В не присутствует, а структуру обозначают как R или (R)n-X.
В структуре каучукоподобного полимера, используемого в настоящем варианте осуществления, R может представлять собой любой из полимерного блока сопряженного диена, блока статистического сополимера винилароматического углеводорода и сопряженного диена или блока гидрированного продукта полимерного блока сопряженного диена или блока статистического сополимера. Микроструктура особенно не ограничена, и каждая полученная из мономера структура может быть распределена равномерно или может быть распределена конусообразным, ступенчатым, выпуклым или вогнутым образом. Каждая такая система распределения может сосуществовать во множестве.
В настоящем варианте осуществления R и B в каучукоподобном полимере могут быть распределены полностью блочным образом или могут быть распределены так называемым конусообразным блочным образом, так что содержание связи винилароматического углеводорода непрерывно растет от содержания в R в направлении содержания в B. В таком случае такой конусообразный фрагмент находится в R.
[0016] Отношение R/B (массовое отношение) в каучукоподобном полимере, используемом в упакованном формованном изделии по настоящему варианту, составляет предпочтительно 97/3 или меньше, более предпочтительно 95/5 или меньше и также предпочтительно 90/10 или меньше с точки зрения стабильности при хранении формованного изделия при обычной температуре. В этой связи отношение R/B (массовое отношение) составляет предпочтительно 30/70 или больше, более предпочтительно 35/65 или больше и также предпочтительно 40/60 или больше с точки зрения формуемости.
[0017] В формуле (R-B)n-X «X» означает остаток модификатора, когда n равно 1, и «X» означает остаток связующего агента, когда n имеет значение 2 или больше. В формуле n предпочтительно означает целое число от 1 до 8, более предпочтительно целое число от 1 до 6 и также предпочтительно целое число от 1 до 4.
«Остаток» означает структурный фрагмент, полученный путем замещения уходящей группы в модификаторе и/или связующем агенте активным в полимеризации концом, и, следовательно, путем отщепления уходящей группы и связывания с полимером. В случае, где связующий агент содержит функциональную группу, такую как азот, отличную от уходящей группы, связующий агент выполняет как функцию связывания, так и функцию модификации, а «X» также действует как остаток модификатора.
Реакция модификации и реакция связывания, как привило, легко происходят со структурой, где полимер сопряженного диена с низкой молекулярной массой или статистический сополимер низкомолекулярного сопряженного диена и винилароматического углеводорода связан с концом полимерного блока винил-ароматического углеводорода полимерного блока винил-ароматического углеводорода, представленного как B, причем конец связан со связующим агентом или с модификатором X.
[0018] Полимерный блок винилароматического углеводорода относится к блоку, включающему цепочку из восьми или более мономерных звеньев винилароматического углеводорода.
Форма полимерного блока винилароматического углеводорода особенно не ограничена, и, в частности, например, когда каучукоподобный полимер представляет собой бутадиен-стирольный сополимер, полимер может быть разложен по методу Kolthoff (метод, описанный в публикации I.M. KOLTHOFF, et al., J. Polym. Sci. 1,429 (1946)) и может быть проанализировано количество полистирола, нерастворимого в метаноле. В качестве другого метода измерения может быть использован известный метод, описанный в международной публикации № WO2014/133097, такой как измерение цепочки стирольных звеньев с помощью ЯМР (NMR).
[0019] В настоящем варианте осуществления доля полимерного блока винилароматического углеводорода, представленного как B, и доля полимерного блока сопряженного диена, представленного как R, блока статистического сополимера винилароматического углеводорода и сопряженного диена или блока гидрированного продукта полимерного блока сопряженного диена или блока статистического сополимера могут быть измерены методом, описанным ниже в примерах.
Содержание полимерного блока винилароматического углеводорода в каучукоподобном полимере можно контролировать так, чтобы оно попадало в описанный выше числовой интервал, за счет способа добавления мономера, добавления полимеризационной добавки, температуры полимеризации и т.п.
[0020] Молекулярно-массовое распределение
С точки зрения экономии топлива при использовании упакованного формованного изделия по настоящему варианту для материала шины молекулярно-массовое распределение (средневесовая молекулярная масса/среднечисленная молекулярная масса) каучукоподобного полимера составляет предпочтительно 2,0 или меньше, более предпочтительно 1,8 или меньше и также предпочтительно 1,6 или меньше. С другой стороны, с точки зрения перерабатываемости каучуковой композиции, в которой используют каучукоподобный полимер, молекулярно-массовое распределение предпочтительно составляет 1,05 или больше, более предпочтительно 1,2 или больше, также предпочтительно 1,4 или больше.
Средневесовая молекулярная масса и молекулярно-массовое распределение каучукоподобного полимера могут быть рассчитаны на основании молекулярной массы в значениях полистирола, измеренной с помощью ГПХ (GPC, гельпроникающая хроматография).
Средневесовую молекулярную массу и молекулярно-массовое распределение можно контролировать так, чтобы они попадали в описанные выше числовые интервалы, за счет регулирования температуры полимеризации в процессе полимеризации и полярного соединения, связующего агента и т.п., добавляемых при полимеризации.
[0021] Содержание винилароматического мономерного звена
Содержание винилароматического мономерного звена в каучукоподобном полимере составляет предпочтительно 5% масс. или больше, более предпочтительно 10% масс. или больше, также предпочтительно 15% масс. или больше и еще более предпочтительно 20% масс. или больше с точки зрения сопротивления деформации формованного изделия при транспортировке, а также прочности на разрыв и сопротивления проскальзыванию на мокрой дороге, получаемых при применении в протекторе шины.
С другой стороны, с точки зрения сопротивления разрезанию при измерении формованного изделия в форме листа или в форме блока, силы адгезии упаковочной пленки и трудности разрыва упаковочной пленки, а также с точки зрения экономии топлива и стойкости к истиранию, получаемым при применении в протекторе шины, это содержание составляет предпочтительно 45% масс. или меньше, более предпочтительно 30% масс. или меньше и также предпочтительно 25% масс. или меньше.
Если необходим высокий модуль упругости как в элементе шины со спущенным давлением или т.п., содержание предпочтительно составляет 30% масс. или больше.
[0022] Блок винилароматического мономера
Содержание блока винилароматического мономера в каучукоподобном полимере предпочтительно составляет меньше чем 10% масс.
Блок винилароматического мономера относится к блоку, включающему цепочку из восьми или более винилароматических мономерных звеньев.
Когда содержание блока винилароматического мономера составляет меньше чем 10% масс., формуемость каучукоподобного полимера или каучуковой композиции, в который используют полимер, в формованное изделие в форме листа или в форме блока, сила адгезии упаковочной пленки и сопротивление резанию при измерении формованного изделия в форме листа или в форме блока, как правило, являются прекрасными.
Содержание блока винилароматического мономера более предпочтительно составляет 7% масс. или меньше, также предпочтительно 5% масс. или меньше и еще более предпочтительно 3% масс. или меньше.
С точки зрения гибкости каучукоподобного полимера и каучуковой композиции, в которой используют полимер, количество блоков винилароматического мономера, каждый из которых включает цепочку из 30 или более винилароматических мономерных звеньев, является предпочтительно небольшим или равно нулю. Содержание блока винилароматического мономера может быть конкретно измерено, например, когда каучукоподобный полимер представляет собой бутадиен-стирольный сополимер, путем разложения по методу Kolthoff (метод, описанный в публикации I.M. KOLTHOFF, et al., J. Polym. Sci. 1,429 (1946)) для анализа количества полистирола, нерастворимого в метаноле.
Примеры другого метода включают известный метод, который описан в международной публикации № WO2014/133097, такой как измерение цепочки стирольных звеньев с помощью ЯМР.
Содержание блока винилароматического мономера в каучукоподобном полимере можно контролировать так, чтобы оно попадало в описанный выше числовой интервал, путем корректировки способа добавления винилароматического мономера, количества добавления полимеризационной добавки, температуры полимеризации и т.п.
[0023] Содержание винильной связи
Содержание винильной связи (которое представляет собой содержание винильной связи мономерного звена сопряженного диена до гидрирования при гидрировании и получении каучукоподобного полимера) в мономерном звене сопряженного диена каучукоподобного полимера составляет предпочтительно 10% мол. или больше и более предпочтительно 20% мол. или больше с точки зрения производительности каучукоподобного полимера и высокого сопротивления проскальзыванию на мокрой дороге, достигаемого при применении в материале шины.
С точки зрения механической прочности, достигаемой при применении в материале шины, содержание винильной связи составляет предпочтительно 75% мол. или меньше, более предпочтительно 60% мол. или меньше, также предпочтительно 45% мол. или меньше и еще более предпочтительно 30% мол. или меньше.
Содержание винильной связи в каучукоподобном полимере можно контролировать так, чтобы оно попадало в описанный выше числовой интервал, за счет регулирования температуры полимеризации, а также типа, количества компаундирования и т.п. полярного соединения, добавляемого при полимеризации.
Содержание винильной связи может быть измерено методом ЯМР.
[0024] Температура стеклования
Температура стеклования каучукоподобного полимера равна предпочтительно -90°C или больше, более предпочтительно -80°C или больше и также предпочтительно -75°C или больше с точки зрения сопротивления деформации при вибрации во время транспортировки упакованного формованного изделия и прочности на разрыв сшивающей каучуковой композиции, содержащей каучукоподобный полимер.
С другой стороны, с точки зрения гибкости сшивающей каучуковой композиции, содержащей каучукоподобный полимер, и сопротивления резанию упаковочной пленки температура стеклования составляет предпочтительно 0°C или меньше, более предпочтительно -15°C или меньше, также предпочтительно -30°C или меньше и еще более предпочтительно -40°C или меньше.
Что касается температуры стеклования каучукоподобного полимера, то вершину пика (точка перегиба) дифференциальной кривой ДСК (DSC), полученной путем записи кривой ДСК во время повышения температуры в заданном температурном интервале в соответствии со стандартом ISO 22768:2006, определяют как температуру стеклования каучукоподобного полимера.
[0025] Коэффициент релаксации по Муни
Коэффициент релаксации по Муни (MSR), измеренный при 100°C, каучукоподобного полимера в качестве материала формованного изделия или каучуковой композиции, в которой используется каучукоподобный полимер, в упакованном формованном изделии по настоящему варианту осуществления составляет предпочтительно 0,8 или меньше, более предпочтительно 0,7 или меньше и также предпочтительно 0,6 или меньше с точки зрения устойчивости против слипания упакованного формованного изделия.
Коэффициент релаксации по Муни служит в качестве показателя запутанности молекул в каучукоподобном полимере, и более низкий коэффициент релаксации по Муни означает большую запутанность. Коэффициент релаксации по Муни может быть уменьшен путем повышения молекулярной массы каучукоподобного полимера, увеличения числа разветвлений с помощью связующего агента, разветвляющего агента и т.п. и снижения количества добавления мягчителя каучука и, следовательно, увеличения вязкости по Муни, и каждое значение можно контролировать так, чтобы оно попадало в описанный выше числовой интервал, за счет регулирования этих условий.
[0026] Коэффициент релаксации по Муни может быть определен путем отбора образца из формованного изделия, где упаковочную пленку удаляют с упакованного формованного изделия по настоящему варианту; образец подогревают при 100°C в течение 1 минуты, затем вращают ротор при 2 об/мин и через 4 минуты измеряют вязкость по Муни (ML(1+4)) по крутящему моменту; после этого ротор сразу же останавливают и записывают крутящий момент каждые 0,1 сек между 1,6 и 5 сек после остановки в значениях единицы Муни, определяют наклон линии при двойном логарифмическом построении графика зависимости крутящего момента и времени (сек) и определяют абсолютное значение наклона как коэффициент релаксации по Муни.
Более конкретно, коэффициент релаксации по Муни может быть измерен методом, описанным ниже в примерах.
[0027] Вязкость по Муни
Вязкость по Муни, измеренная при 100°C, каучукоподобного полимера, находящегося в упакованном формованном изделии по настоящему варианту осуществления, или каучуковой композиции, в которой используется каучукоподобный полимер, составляет предпочтительно 40 или больше, более предпочтительно 50 или больше и также предпочтительно 55 или больше с точки зрения сопротивления деформации при вибрации во время транспортировки упакованного формованного изделия по настоящему варианту, а также стойкости к истиранию, стабильности при перемешивании и прочности на разрыв, достигаемых, когда сшивающую каучуковую композицию, содержащую каучукоподобный полимер, используют в шине.
С другой стороны, с точки зрения производительности каучукоподобного полимера и каучуковой композиции и перерабатываемости, получаемой при получении каучуковой композиции смешанной с наполнителем и т.п., вязкость по Муни составляет предпочтительно 170 или меньше, более предпочтительно 150 или меньше, также предпочтительно 130 или меньше и еще более предпочтительно 110 или меньше.
Вязкость по Муни может быть измерена методом, предписанным в стандарте ISO 289.
Вязкость по Муни каучукоподобного полимера и каучуковой композиции можно контролировать так, чтобы она попадала в описанный выше числовой интервал, за счет регулирования молекулярной массы каучукоподобного полимера, числа разветвлений с помощью связующего агента, разветвляющего агента и т.п., молекулярно-массового распределения, содержания мягчителя и т.п.
[0028] Модификация и степень модификации
Каучукоподобный полимер предпочтительно содержит атом азота и/или атом олова, более предпочтительно содержит атом азота с точки зрения сопротивления отслаиванию каучукоподобного полимера от формованного изделия из каучукоподобного полимера, сопротивления деформации при вибрации во время транспортировки упакованного формованного изделия и экономии топлива, достигаемой при применении в материале шины.
Каучукоподобный полимер предпочтительно имеет степень модификации, измеренную колоночной адсорбционной ГПХ, 40% масс. или больше, более предпочтительно 60% масс. или больше и также предпочтительно 70% масс. или больше с точки зрения, в добавление к описанным выше характеристикам, диспергируемости диоксида кремния при применении в шине в виде материала, содержащего диоксид кремния.
В данном случае «степень модификации» относится к массовому отношению полимера, имеющего содержащую атом азота функциональную группу, относительно общего количества каучукоподобного полимера.
Положение, в которое вводят атом азота в каучукоподобном полимере, может быть любым положением из числа конца начала полимеризации, молекулярной цепочки (включая привитый продукт) и конца полимеризации каучукоподобного полимера.
Степень модификации можно контролировать так, чтобы она попадала в описанный выше числовой интервал, путем регулирования температуры полимеризации и количества модификатора, добавляемого в процессе модификации во время полимеризации.
[0029] В случае, где каучукоподобный полимер представляет собой модифицированный полимер, модифицирующую группу вводят предпочтительно со связующим агентом, содержащим атом олова или атом азота, с точки зрения производительности полимеризации, высокой степени модификации, а также стойкости к истиранию и экономии топлива, достигаемым при применении в материале шины. Более предпочтительно атом азота вводят, например, со связующим агентом, содержащим атом азота.
[0030] В качестве связующего агента, содержащего атом азота, с точки зрения производительности полимеризации и высокой степени модификации предпочтительными являются изоцианатное соединение, изотиоцианатное соединение, производное изоциануровой кислоты, карбонильное соединение с азотсодержащей группой, винильное соединение с азотсодержащей группой, эпокси-соединение с азотсодержащей группой, алкоксисилановое соединение с азотсодержащей группой и т.п.
Среди этих связующих агентов, содержащих атом азота, с точки зрения производительности полимеризации каучукоподобного полимера, высокой степени модификации и прочности на разрыв, достигаемой при применении в материале шины, более предпочтительно алкоксисилановое соединение с азотсодержащей группой.
Примеры алкоксисиланового соединения, содержащего азотсодержащую группу, включают, но без ограничения ими, 2,2-диметокси-1-(3-триметоксисилилпропил)-1-аза-2-силациклопентан, 2,2-диэтокси-1-(3-триэтоксисилилпропил)-1-аза-2-силациклопентан, 2,2-диметокси-1-(4-триметоксисилилбутил)-1-аза-2-силациклогексан, 2,2-диметокси-1-(5-триметоксисилилпентил)-1-аза-2-силациклогептан, 2,2-диметокси-1-(3-диметоксиметилсилил-пропил)-1-аза-2-силациклопентан, 2,2-диэтокси-1-(3-диэтоксиэтил-силилпропил)-1-аза-2-силациклопентан, 2-метокси-2-метил-1-(3-триметоксисилилпропил)-1-аза-2-силациклопентан, 2-этокси-2-этил-1-(3-триэтоксисилилпропил)-1-аза-2-силациклопентан, 2-метокси-2-метил-1-(3-диметоксиметилсилилпропил)-1-аза-2-силациклопентан и 2-этокси-2-этил-1-(3-диэтоксиэтилсилилпропил)-1-аза-2-силацикло-пентан, трис(3-триметоксисилилпропил)амин, трис(3-метил-диметоксисилилпропил)амин, трис(3-триэтоксисилилпропил)амин, трис(3-метилдиэтоксисилилпропил)амин, трис(триметоксисилил-метил)амин, трис(2-триметоксисилилэтил)амин и трис(4-триметокси-силилбутил)амин, тетракис[3-(2,2-диметокси-1-аза-2-сила-циклопентан)пропил]-1,3-пропандиамин, тетракис(3-триметокси-силилпропил)-1,3-пропандиамин, тетракис(3-триметоксисилил-пропил)-1,3-бисаминометилциклогексан и N1-(3-(бис(3-(триметокси-силил)пропил)амино)пропил)-N1-метил-N3-(3-(метил(3-(триметокси-силил)пропил)амино)пропил)-N3-(3-(триметоксисилил)пропил)-1,3-пропандиамин.
[0031] Каучукоподобный полимер, имеющий этиленовую структуру
Каучукоподобный полимер, используемый в формованном изделии, находящемся в упакованном формованном изделии по настоящему варианту осуществления, предпочтительно имеет йодное число от 10 до 250 и 3% масс. или больше этиленовой структуры (далее эта структура может быть обозначена как «каучукоподобный полимер, имеющий этиленовую структуру») с точки зрения низкого содержания остаточной воды в каучукоподобном полимере.
[0032] Йодное число каучукоподобного полимера, имеющего этиленовую структуру, предпочтительно составляет 10 или больше, более предпочтительно 15 или больше, также предпочтительно 30 или больше, еще более предпочтительно 50 или больше и даже более также предпочтительно 70 или больше с точки зрения силы адгезии упаковочного листа к формованному изделию и легкости сшивания.
С другой стороны, с точки зрения сопротивления деформации при вибрации во время транспортировки упакованного формованного изделия по настоящему варианту осуществления, атмосферостойкости и устойчивости к разложению во времени каучукоподобного полимера, а также механической прочности и стойкости к истиранию, достигаемых в форме шины, йодное число каучукоподобного полимера предпочтительно составляет 250 или меньше, более предпочтительно 200 или меньше, также предпочтительно 170 или меньше, еще более предпочтительно 140 или меньше, также даже более предпочтительно 110 или меньше и особенно предпочтительно 80 или меньше.
Йодное число может быть измерено в соответствии с методом, описанным в стандарте «JIS K 0070:1992».
Йодное число представляет собой число в значениях массы в граммах йода, соответствующей количеству галогена, реагирующего со 100 г целевого вещества, и, следовательно это число выражают в единицах «г/100 г».
Мономер сопряженного диена имеет двойную связь даже после полимеризации, и, следовательно, например, если сополимер мономера сопряженного диена и винилароматического мономера используют в качестве каучукоподобного полимера в способе производства каучукоподобного полимера, описанном ниже, йодное число каучукоподобного полимера меньше, когда меньше содержание мономера сопряженного диена. С другой стороны, если полимеризованный продукт мономера сопряженного диена гидрирован, йодное число будет меньше, так как степень гидрирования будет выше.
Йодное число каучукоподобного полимера можно контролировать так, чтобы оно попадало в описанный выше числовой интервал, путем регулирования количества мономера сопряженного диена или т.п., имеющего ненасыщенную связь, условий полимеризации, таких как время полимеризации и температура полимеризации, а также условий, используемых в процессе гидрирования, таких как степень гидрирования и время гидрирования.
[0033] Каучукоподобный полимер, содержащий этиленовую структуру в количестве предпочтительно 3% масс. или больше, более предпочтительно 5% масс. или больше, также предпочтительно 30% масс. или больше и еще более предпочтительно 40% масс. или больше, предпочтителен с точки зрения механической прочности.
Каучукоподобный полимер имеет предпочтительно 90% масс. или меньше, более предпочтительно 80% масс. или меньше и также предпочтительно 70% масс. или меньше этиленовой структуры.
Когда каучукоподобный полимер содержит 90% масс. или меньше этиленовой структуры, формуемость каучуковой композиции, в которой используют каучукоподобный полимер, в формованное изделие в форме листа или в форме блока, как правило, превосходными являются сила адгезии упаковочной пленки и каучукоподобная эластичность каучуковой композиции, в которой используют каучукоподобный полимер.
В каучукоподобном полимере, имеющем этиленовую структуру, этиленовая структура охватывает разные виды, например, этиленовую структуру, полученную сополимеризацией этиленового мономера, и этиленовую структуру, полученную полимеризацией мономера сопряженного диена и затем гидрированием полученного продукта. Например, при гидрировании 1,4-бутадиенового звена получают две этиленовые структуры, а при гидрировании 1,4-изопренового звена получают одну пропиленовую структуру и одну этиленовую структуру.
В каучукоподобном полимере, имеющем этиленовую структуру, доля этиленовой структуры может быть измерена с помощью метода, описанного ниже в примерах, и ее можно контролировать так, чтобы она попадала в описанный выше числовой интервал, за счет регулирования количества добавленного этилена, количества добавленного мономера сопряженного диена, степени гидрирования и т.п.
[0034] Каучукоподобный полимер с этиленовой структурой, предпочтительно содержит мономерное звено, имеющее ненасыщенную группу, например, мономерное звено сопряженного диена или мирцен, с содержанием 2% масс. или больше. С точки зрения экономической эффективности и производительности более предпочтительно присутствие мономерного звена сопряженного диена.
Мономерное звено сопряженного диена или мирцен, содержащиеся в качестве компонента каучукоподобного полимера, имеющего этиленовую структуру, имеют двойную связь, и, следовательно, выполняют функцию сшиваемой ненасыщенной группы.
[0035] Содержание мономерного звена, имеющего ненасыщенную группу, такого как мономерное звено сопряженного диена или мирцен, в каучукоподобном полимере с этиленовой структурой тесно связано с описанным выше йодным числом.
Когда содержание мономерного звена, имеющего ненасыщенную группу, такого как мономерное звено сопряженного диена или мирцен, составляет 2% масс. или больше, полученный продукт является превосходным по легкости сшивания. Содержание мономерного звена, имеющего ненасыщенную группу, такого как мономерное звено сопряженного диена или мирцен, составляет более предпочтительно 3% масс. или больше и также предпочтительно 6% масс. или больше.
Содержание мономерного звена, имеющего ненасыщенную группу, такого как мономерное звено сопряженного диена или мирцен, составляет предпочтительно 50% масс. или меньше, более предпочтительно 30% масс. или меньше и также предпочтительно 20% масс. или меньше. В таком случае атмосферостойкость и устойчивость к разложению во времени, как правило, являются превосходными.
С точки зрения экономической эффективности и производительности мономерным звеном, имеющим ненасыщенную группу, таким как мономерное звено сопряженного диена или мирцен, особенно предпочтительно является мономерное звено сопряженного диена.
Содержание мономерного звена, имеющего ненасыщенную группу, такого как мономерное звено сопряженного диена или мирцен, в каучукоподобном полимере с этиленовой структурой, может быть измерено с помощью метода, описанного ниже в примерах, и его можно контролировать так, чтобы оно попадало в описанный выше числовой интервал, путем регулирования количества добавленного мономера, имеющего ненасыщенную группу, такого как мономер сопряженного диена или мирцен, описанного ниже, а также степени гидрирования мономера сопряженного диена.
[0036] Способ получения каучукоподобного полимера
Каучукоподобный полимер, используемый в формованном изделии, находящемся в упакованном формованном изделии по настоящему варианту осуществления, получают полимеризацией или сополимеризацией, по меньшей мере, мономера сопряженного диена, или полимеризацией или сополимеризацией, по меньшей мере, мономера сопряженного диена и затем гидрированием некоторых или большинства двойных связей полимера, или сополимеризацией, по меньшей мере, этилена и другого мономера.
[0037] Стадия полимеризации
Примерами предпочтительного способа полимеризации или сополимеризации, по меньшей мере, мономера сопряженного диена являются, но без ограничения ими, способ, включающий полимеризацию мономера сопряженного диена анионной полимеризацией с разными добавками при различных условиях, как описано в выложенном патенте Японии № 2005-290355, выложенном патенте Японии № H11-189616, выложенном патенте Японии № 2003-171418 и международной публикации № WO07/114203.
[0038] Примерами предпочтительного способа полимеризации или сополимеризации, по меньшей мере, мономера сопряженного диена и затем гидрирования полученного продукта, являются, но без ограничения ими, способ, включающий полимеризацию мономера сопряженного диена анионной полимеризацией с разными добавками при различных условиях и гидрирование полученного продукта при необходимости после сополимеризации с другим мономером, как описано в международной публикации № WO96/05250, выложенном патенте Японии № 2000-053706, международной публикации № WO2003/085010, международной публикации № WO2019/151126, международной публикации № WO2019/151127, международной публикации № WO2002/002663 и международной публикации № WO2015/006179.
[0039] Примерами предпочтительного способа сополимеризации, по меньшей мере, этилена и мономера сопряженного диена являются, но без ограничения ими, способ, включающий добавление и сополимеризацию этилена, мономера сопряженного диена и при необходимости другого мономера координационной полимеризацией с разными добавками при различных условиях, как описано в международной публикации № WO2019/078083, международной публикации № WO2019/171679 и международной публикации № WO2019/142501.
[0040] Предпочтительные примеры мономера сопряженного диена, подходящего для способа полимеризации, включают, но без ограничения ими, 1,3-бутадиен, изопрен, 2,3-диметил-1,3-бутадиен, 1,3-пентадиен, 3-метил-1,3-пентадиен, 1,3-гексадиен и 1,3-гептадиен. Из них с точки зрения промышленной доступности предпочтительны 1,3-бутадиен и изопрен, а 1,3-бутадиен более предпочтителен.
Может быть использован один из них отдельно или два или более из них могут быть использованы вместе.
[0041] Винилароматический мономер может быть использован в качестве винилароматического мономера в процессе полимеризации. Предпочтительные примеры винилароматического мономера включают, но без ограничения ими, стирол, п-метилстирол, α-метилстирол, винилэтилбензол, винилксилол, винилнафталин, дифенилэтилен, винилбензилдиметиламин, (4-винилбензил)диметиламиноэтиловый эфир, N, N-диметиламиноэтилстирол, N, N-диметиламинометилстирол и содержащий третичную аминогруппу дифенилэтилен (например, 1-(4-N, N-диметиламинофенил)-1-фенилэтилен). Из них с точки зрения промышленной доступности предпочтителен стирол.
Может быть использован один из них отдельно или два или более из них могут быть использованы вместе.
[0042] Предпочтительные примеры дополнительного мономера, полезного в процессе полимеризации, включают, но без ограничения ими, сложный эфир ненасыщенной карбоновой кислоты, ненасыщенную карбоновую кислоту, α,β-ненасыщенное нитрильное соединение, α-олефин (такой как бутилен, пропилен, бутилен, пентен и гексен), этилен, мирцен, этилиден норборнен, изопропилиден-норборнен, циклопентадиен и дивинилбензол.
[0043] Процесс полимеризации и процесс гидрирования каждый могут быть проведены периодическим способом или непрерывным способом.
Распределение в каучукоподобном полимере степени гидрирования и мономеров, таких как этилен, мономер сопряженного диена и винилароматический мономер, особенно не ограничены, но они могут присутствовать равномерно, неравномерно или с распределением.
[0044] Добавление добавки после процесса полимеризации
Любую добавку, такую как деактиватор или нейтрализатор, предпочтительно добавляют после процесса полимеризации каучукоподобного полимера с точки зрения того, что количество металла в каучуковой композиции, в которой используют каучукоподобный полимер, может быть легко скорректировано до предписанного количества.
Примеры деактивирующего агента включают, но без ограничения ими, воду и спирты, такие как метанол, этанол и изопропанол.
Примеры нейтрализатора включают, но без ограничения ими, карбоновые кислоты, такие как стеариновая кислота, олеиновая кислота и версатиковая кислота (смесь карбоновых кислот, имеющих от 9 до 11 атомов углерода, преимущественно 10 атомов углерода, и имеющих много разветвлений); водный раствор неорганической кислоты и газообразный диоксид углерода.
После процесса полимеризации каучукоподобного полимера предпочтительно добавляют стабилизатор каучука для предупреждения гелеобразования и стабильности обработки.
В качестве стабилизатора каучука могут быть использованы любые известные стабилизаторы, но без ограничения приведенными ниже, и антиоксиданты, такие как 2,6-ди-трет-бутил-4-гидрокси-толуол, н-октадецил-3-(4’-гидрокси-3’,5’-ди-трет-бутилфенол)-пропионат и 2-метил-4,6-бис[(октилтио)метил]фенол.
[0045] Для улучшения формуемости каучукоподобного полимера и перерабатываемости, достигаемых при смешении с неорганическим наполнителем и т.п. при производстве шины, после процесса полимеризации каучукоподобного полимера при необходимости может быть добавлен мягчитель каучука.
Если каучукоподобный полимер имеет высокую молекулярную массу, например, если средневесовая молекулярная масса превышает 1000000, мягчитель каучука предпочтительно используют в количестве от 15 до 30% масс. С другой стороны, если каучуковая композиция содержит наполнитель, смешанный с ней, мягчитель каучука предпочтительно используют в количестве от 1 до 15% масс., чтобы повысить степень свободы при смешении.
Содержание мягчителя каучука в каучукоподобном полимере более предпочтительно составляет 20% масс. или меньше, также предпочтительно 10% масс. или меньше и еще более предпочтительно 5% масс. или меньше с точки зрения предупреждения разложения со временем, возникающего в шине, содержащей каучукоподобный полимер.
Мягчитель каучука особенно не ограничен, и его примеры включают масло-наполнитель, жидкий каучук и смолу.
С точки зрения перерабатываемости, производительности и экономической эффективности мягчитель каучука предпочтительно представляет собой масло-наполнитель.
Предпочтительные примеры способа добавления мягчителя каучука к каучукоподобному полимеру включают, но без ограничения ими, способ, в котором мягчитель каучука добавляют к раствору каучукоподобного полимера и смешивают с ним, и полученный в результате раствор каучукоподобного полимера, содержащий мягчитель каучука, подвергают десольватации.
[0046] Предпочтительные примеры масла-наполнителя включают ароматическое масло, нафтеновое масло и парафиновое масло.
Из них с точки зрения экологической безопасности и с точки зрения предупреждения проступания масла и характеристик сцепления шины с мокрой дорогой предпочтителен масляный заменитель аромата, содержащий 3% масс. или меньше полициклического ароматического (PCA) компонента в соответствии с методом IP 346.
Примеры масляного заменителя аромата включают TDAE (очищенный дистиллированный ароматический экстракт (Treated Distillate Aromatic Extracts)) и MES (сольват слабой экстракции (Mild Extraction Solvate)), описанные в публикациях Kautschuk Gummi Kunststoffe 52 (12) 799 (1999) и RAE (Residual Aromatic Extracts).
[0047] Дополнительные добавки, отличные от описанных выше, также при необходимости могут быть добавлены к каучукоподобному полимеру.
В качестве такой добавки могут быть добавлены наполнитель, придающий липкость агент или т.п., описанные ниже, в процессе, проводимом перед формованием. В этом случае количество добавки составляет предпочтительно 15% масс. или меньше.
[0048] Способ удаления растворителя из раствора полимера
Примеры способа удаления растворителя из раствора полимера в способе получения каучукоподобного полимера включают способ с использованием промывки, отгонки паром, сушильного конвейера после обезвоживания, экструдера для удаления летучих компонентов, барабанной сушилки или резиносмесителя для удаления летучих компонентов.
С точки зрения того, что тепловая предыстория незначительна и что количество металла в каучуковой композиции, в которой используют каучукоподобный полимер, может быть легко скорректировано до желаемого количества, предпочтительным является способ с использованием, по меньшей мере, отпарки паром.
Примеры способа отпарки паром и способа обработки, проводимого до или после, включают способы, описанные выложенном патенте Японии № 10-168101, выложенном патенте Японии № 10-204136, международной заявке № WO2013/146530 и выложенном патенте Японии № 2019-131810.
В способе производства каучукоподобного полимера на предшествующей стадии проведения стадии экструдирования/сушки предпочтительно проводят стадию десольватации растворителя из раствора полимера путем отпарки паром и стадию просеивания путем отделения отпарной воды с извлечением из суспензии каучукоподобного полимера содержащей воду крошки.
На предшествующей стадии отпарки паром может быть проведена стадия промывки для повышения концентрации раствора.
Когда стадию десольватации с удалением растворителя из раствора каучукоподобного полимера путем отпарки паром проводят на предшествующем этапе стадии экструдирования/сушки, получают суспензию, в которой пористые гранулированные крошки, не содержащие растворитель, но содержащие воду, диспергированы в горячей воде.
Когда проводят стадию просеивания с извлечением из суспензии каучукоподобного полимера содержащей воду крошки путем отделения от отпарной воды, может быть получена пористая гранулированная крошка, содержащая воду. Кроме того, при необходимости предпочтительно проводят стадию обезвоживания отжимом для проведения дегидратации с помощью валков, шнекового отжимного устройства или т.п. За счет такой стадии дегидратации на предыдущей стадии экструдирования/сушки может быть получена содержащая воду крошка, в которой содержание воды уменьшено.
[0049] После стадии отпарки, как описано в международной публикации № WO2013/146530, предпочтительно проводят способ экструдирования/сушки и сушки горячим воздухом. В результате может быть получена пористая гранулированная крошка.
[0050] Размер частиц крошки каучукоподобного полимера предпочтительно составляет 0,1 мм или больше и более предпочтительно 0,5 мм или больше с точки зрения обеспечения устойчивости к отделению каучуковой композиции от формованного изделия и устойчивости к рассыпанию при сушке. С другой стороны, размер частиц крошки составляет предпочтительно 30 мм или меньше и более предпочтительно 20 мм или меньше с точки зрения способности к высыханию оставшегося в крошке растворителя и воды, и стойкости к набуханию формованного изделия, полученного путем формования каучуковой композиции, в которой использован каучукоподобный полимер.
Примеры способа регулирования размера частиц крошки, чтобы он попадал в описанный выше числовой интервал, включают способ, в котором удаляют растворитель и получают крошку, и способ регулирования путем обработки произведенной крошки.
Если размер частиц контролируют во время процесса, когда удаляют растворитель и получают крошку, используемый способ особенно не ограничен и может быть использован, например, способ, в котором корректируют молекулярную массу, состав или структуру полимера, способ, в котором регулируют количество мягчителя каучука, добавляемого к раствору полимера, способ, в котором регулируют размер отверстия фильеры экструзионной сушилки, или способ, в котором регулируют условия десольватации, проводимой с раствором полимера, помещенным в горячую воду.
Если размер частиц регулируют путем обработки последней полученной крошки, применяемый способ особенно не ограничен и может быть использован, например, способ, в котором крошку просеивают, или способ, в котором крошку измельчают и дробят с помощью смесителя или гранулятора.
[0051] Удельная площадь поверхности крошки с точки зрения удобообрабатываемости составляет предпочтительно от 0,7 до 3,2 м2/г и более предпочтительно от 1,0 до 3,0 м2/г.
Когда удельная площадь поверхности крошки составляет 0,7 м2/г или больше, площадь, где одна крошка находится в тесном контакте с другими крошками, присутствующими в формованном изделии, при формовании растет, и, следовательно, крошку трудно отделить от формованного изделия.
Когда удельная площадь поверхности крошки составляет 3,2 м2/г или меньше, частицы крошки при формовании сжимаются с высокой плотностью, уменьшая зазоры между крошками, и, следовательно, расширение формованного изделия может быть подавлено.
Способ регулирования удельной площади поверхности крошки, чтобы она попадала в описанный выше интервал, особенно не ограничен, и, например, может быть использован способ, в котором крошки каучукоподобного полимера просеивают, чтобы подогнать состав каждой группы просеянной крошки.
[0052] Количество растворителя, остающегося в каучукоподобном полимере в упакованном формованном изделии по настоящему варианту или только в каучукоподобном полимере, предпочтительно должно быть более низким с точки зрения уменьшения запаха и содержания ЛОС (VOC). Количество остающегося растворителя составляет предпочтительно 5000 ч/млн или меньше, более предпочтительно 3000 ч/млн или меньше и также предпочтительно 1500 ч/млн или меньше. С точки зрения баланса экономической эффективности это количество составляет предпочтительно 50 ч/млн или больше, более предпочтительно 150 ч/млн или больше и также предпочтительно 300 ч/млн или больше.
[0053] Содержание воды в каучукоподобном полимере в упакованном формованном изделии по настоящему варианту или только в каучукоподобном полимере составляет предпочтительно 0,05% масс. или больше и 1,5% масс. или меньше. С точки зрения уменьшения конденсата в формованном изделии каучукоподобного полимера в упакованном формованном изделии по настоящему варианту содержание воды относительно каучукоподобного полимера составляет предпочтительно 1,5% масс. или меньше, более предпочтительно 1% масс. или меньше и также предпочтительно 0,9% масс. или меньше. С другой стороны, содержание воды каучукоподобного полимера составляет предпочтительно 0,05% масс. или больше, более предпочтительно 0,08% масс. или больше, также предпочтительно 0,1% масс. или больше и еще более предпочтительно 0,2% масс. или больше с точки зрения ингибирования гелеобразования при сушке после удаления растворителя и ингибирования разложения каучука.
Другими словами, конденсат в формованном изделии каучукоподобного полимера в упакованном формованном изделии можно легко предупредить за счет снижения содержания воды в каучукоподобном полимере, но в таком случае требуются более жесткие условия на стадии десольватации растворителя каучукоподобного полимера, при этом гелеобразование в каучукоподобном полимере, как правило, легко растет. С таких точек зрения не только для сохранения качества каучукоподобного полимера, но также для решения проблем конденсата, хотя и внедрена стадия дегидратации, которая приводит к тому, что вода остается в формованном изделии каучукоподобного полимера, предпочтительно использовать упаковочную форму, в которой пары воды и конденсат, образовавшиеся при хранении формованного изделия из каучукоподобного полимера, исчезают за счет аэрации.
С другой стороны, с точки зрения предупреждения конденсата каучукоподобного полимера и стойкости к обесцвечиванию содержание воды предпочтительно составляет 1,5% масс. или меньше, более предпочтительно 1,0% масс. или меньше и также предпочтительно 0,8% масс. или меньше.
[0054] Способ формования каучукоподобного полимера, используемого в упакованном формованном изделии
Каучукоподобный полимер для использования в упакованном формованном изделии по настоящему варианту осуществления с точки зрения удобообрабатываемости предпочтительно подвергают формованию в форме листа или в форме блока.
Формованное изделие из каучукоподобного полимера более предпочтительно находится в форме блока, причем блок объемом 1000 см3 или больше является также предпочтительным, и более предпочтителен блок в виде прямоугольного параллелепипеда массой от 15 до 40 кг.
Размер формованного изделия особенно не ограничен, и подходящим является, например, изделие, имеющее ширину приблизительно от 300 до 400 мм, длину приблизительно от 600 до 800 мм и высоту приблизительно от 100 до 300 мм.
[0055] Формованное изделие из каучукоподобного полимера предпочтительно формуют способом, в котором получают крошки, имеющие удельную площадь поверхности от 0,7 до 3,2 м2/г, а полученные готовые крошки подвергают формованию прессованием.
С точки зрения формуемости предпочтительно проводить стадию просеивания крошки перед формованием.
Так как крошки находятся в тесном контакте друг с другом при формовании прессованием крошек, удельная площадь поверхности формованного изделия небольшая по сравнению с удельной площадью поверхности крошек. Тесный контакт между крошками при формовании прессованием можно контролировать путем регулирования молекулярной массы, состава и структуры каучукоподобного полимера, композиции мягчителя каучука, а также температуры и давления, применяемых при прессовании. Например, если удельная площадь поверхности формованного изделия должна быть уменьшена за счет повышения тесного контакта между крошками, предпочтительно применять условия для снижения молекулярной массы каучукоподобного полимера, уменьшения молекулярной массы мягчителя каучука или повышения температуры и давления при прессовании.
[0056] Удельная площадь поверхности формованного изделия из каучукоподобного полимера, находящегося в упакованном формованном изделии по настоящему варианту осуществления, предпочтительно составляет от 0,005 до 0,05 м2/г и более предпочтительно от 0,01 до 0,04 м2/г с точки зрения упаковочных свойств упаковочной пленки.
Удельная площадь поверхности формованного изделия предпочтительно составляет 0,005 м2/г или больше, так как в результате может быть предупреждено расширение формованного изделия, и удельная площадь поверхности формованного изделия предпочтительно составляет 0,05 м2/г или меньше, так как может быть уменьшено отслаивание крошки от формованного изделия.
Удельная площадь поверхности формованного изделия может быть определена методом БЭТ.
В целом, удельная площадь поверхности большого формованного изделия может меняться в зависимости от части формованного изделия, и, следовательно, образец для измерения удельной площади поверхности предпочтительно отбирают в части близкой к центру формованного изделия.
[0057] В процессе производства формованного изделия из каучукоподобного полимера перед проведением формования крошки предпочтительно просеивают до частиц определенного размера, чтобы смешивать в соответствующем количественном соотношении.
Если удельная площадь поверхности формованного изделия, формованного непосредственно с использованием крошки, полученной в результате десольватации, превышает верхнюю границу описанного выше интервала, предпочтительно среди просеянных крошек повышать композицию крошек, имеющих большой размер частиц, и снижать композицию крошек, имеющих небольшой размер частиц. Если удельная площадь поверхности меньше, чем нижняя граница, предпочтительно снижать композицию крошек, имеющих большой размер частиц, и повышать композицию крошек, имеющих небольшой размер частиц.
[0058] При производстве формованного изделия из каучукоподобного полимера давление при формовании прессованием предпочтительно составляет от 3 до 30 МПа и более предпочтительно от 10 до 20 МПа.
Когда давление прессования при формовании составляет 30 МПа или меньше, используемое устройство может быть выполнено так, чтобы оно было компактным, и, таким образом, повысить эффективность установки.
Когда давление прессования при формовании составляет 3 МПа или больше, получают хорошую формуемость.
При достижении хорошей формуемости существует тенденция, что поверхность полученного формованного изделия будет гладкой, что каучукоподобный полимер не будет отслаиваться после стадии формования и что будет подавлено расширение, возникающее в противном случае после формования.
[0059] Температура каучукоподобного полимера при формовании предпочтительно составляет от 30 до 150°C, а с точки зрения уменьшения остаточного растворителя и ингибирования термического разложения более предпочтительно находится в интервале от 50 до 100°C.
Температура каучукоподобного полимера при формовании составляет предпочтительно 30°C или больше, так как достигается хорошая формуемость, а, с другой стороны, температура предпочтительно составляет 150°C или меньше, так как в результате может быть подавлено гелеобразование, возникающее в противном случае из-за термического разложения каучукоподобного полимера.
Чем выше температура и давление при формовании, тем меньше удельная площадь поверхности полученного формованного изделия.
Время выдержки давления при формовании предпочтительно составляет от 3 до 30 сек и более предпочтительно от 5 до 20 сек. Когда время выдержки давления при прессовании составляет 30 сек или меньше, достигается хорошая эффективность производства, а когда время выдержки составляет 5 сек или больше, достигается хорошая формуемость.
[0060] Способ получения упакованного формованного изделия
Способ производства упакованного формованного изделия по настоящему варианту осуществления включает:
стадию полимеризации мономера в растворе с получением раствора, включающего каучукоподобный полимер, имеющий средневесовую молекулярную массу 100000 или больше,
стадию удаления растворителя из раствора, включающего каучукоподобный полимер,
стадию формования каучукоподобного полимера с получением формованного изделия и
стадию покрывания формованного изделия упаковочной пленкой, где
часть упаковочной пленки, обращенная к формованному изделию, удовлетворяет следующим условиям (1) и (2):
<Условие (1)>: эта часть имеет 50 или больше отверстий,
<Условие (2)>: доля общей площади отверстий составляет 0,1% или больше и 15% или меньше относительно общей площади части, обращенной к формованному изделию.
[0061] Упаковочная пленка
Упакованное формованное изделие по настоящему варианту включает формованное изделие из каучукоподобного полимера и упаковочную пленку, упаковывающую формованное изделие.
Упаковочная пленка представляет собой упаковочную пленку на части, обращенной к формованному изделию, каучукоподобного полимера, на которой пленка удовлетворяет условиям (1) и (2), с точки зрения баланса между легкостью исчезновения конденсата в упаковочной пленке, сложностью слипания упакованного формованного изделия и сложностью разрыва упаковочной пленки при работе.
[0062] В данном случае выражение «часть, обращенная к формованному изделию», означает часть упакованного формованного изделия, где поверхность формованного изделия из каучукоподобного полимера и внутренняя поверхность пленки для упаковки непосредственно обращены друг к другу, и выражение не охватывает любую часть, не обращенную к формованному изделию, где пленка накладывается или приклеивается для герметизации упаковки.
Цель создания отверстий в упаковочной пленке упакованного формованного изделия по настоящему варианту состоит в том, чтобы позволить жидкой воде, которая может присутствовать между поверхностью формованного изделия из каучукоподобного полимера и внутренней поверхностью упаковочной пленки, уменьшаться и/или исчезать, и, таким образом, формованное изделие из каучукоподобного полимера и упаковочная пленка могут находиться или могут не находиться в контакте друг с другом.
[0063] Считают, что конденсат в упаковочной пленке исчезает легче, когда влажность вокруг упакованного формованного изделия ниже, а в упаковочной пленке предусмотрены отверстия, и в результате в упаковочной пленке возникают эффекты циркуляции воздуха с низкой влажностью и стимулирования исчезновения конденсата в упаковочной пленке.
[0064] Примеры «отверстий» в упаковочной пленке включают проколы или прорези, созданные для обеспечения воздухопроницаемости между внутренней и внешней сторонами упаковочной пленки, с помощью которой покрыто формованное изделие из каучукоподобного полимера.
Отверстия могут иметь любую форму, при условии, что газ может циркулировать между внутренней и внешней сторонами упаковочной пленки упакованного формованного изделия, как, например, в проколах, прорезях и т.п., при этом с точки зрения сопротивления разрушению форма каждого из отверстий предпочтительно представляет собой форму с небольшим отношением самого длинного размера к самому короткому, а с точки зрения экономической эффективности предпочтительны круглые или эллиптические отверстия.
Когда прорези могут быть также образованы не круглыми или роговидными отверстиями, а вырезаны ножом, полученные отверстия в таком случае едва заметны и, следовательно, площадь отверстий может быть рассчитана по формуле «длина прорези × толщина ножа».
[0065] В упакованном формованном изделии по настоящему варианту осуществления упаковочная пленка может иметь отверстия множества форм.
Форма и размер каждого из отверстий особенно не ограничены, они могут быть одинаковыми или разными в зависимости от поверхности, положения и т.п., и предпочтительно отверстия являются одинаковыми по размеру и расположены равномерно, чтобы упаковочная пленка обладала как прочностью, так и воздухопроницаемостью.
[0066] Согласно <Условию (1)> упаковочная пленка имеет 50 или больше отверстий, предпочтительно 100 или больше отверстий и более предпочтительно 500 или больше отверстий в части, обращенной к формованному изделию, в расчете на упакованное формованное изделие по настоящему варианту осуществления с точки зрения легкости исчезновения конденсата в упаковочной пленке упакованного формованного изделия по настоящему варианту.
Число отверстий предпочтительно составляет 30000 или меньше, более предпочтительно 10000 или меньше, также предпочтительно 5000 или меньше с точки зрения сопротивления разрыву упаковочной пленки и экономической эффективности.
Согласно <Условию (2)> доля общей площади отверстий составляет 0,1% или больше и 15% или меньше относительно общей площади части, обращенной к формованному изделию. «Доля общей площади отверстий» означает долю общей площади отверстий в упаковочной пленке, обращенной к формованному изделию из каучукоподобного полимера, в общей площади упаковочной пленки, обращенной к формованному изделию из каучукоподобного полимера.
[0067] Общая площадь отверстий из расчета на упакованное формованное изделие предпочтительно составляет 500 мм2 или больше, более предпочтительно 1500 мм2 или больше, также предпочтительно 2500 мм2 или больше, еще более предпочтительно 3500 мм2 или больше и также еще более предпочтительно 4500 мм2 или больше.
С другой стороны, с точки зрения сложности слипания упакованного формованного изделия и сопротивления разрыву упаковочной пленки при работе с упакованным формованным изделием общая площадь отверстий в упаковочной пленке из расчета на упакованное формованное изделие составляет предпочтительно 50000 мм2 или меньше, более предпочтительно 30000 мм2 или меньше, более предпочтительно 10000 мм2 или меньше и также предпочтительно 8000 мм2 или меньше.
Другими словами, упаковочная пленка упакованного формованного изделия по настоящему варианту осуществления предпочтительно удовлетворяет следующим условиям (3) и (4):
<Условие (3)>: упаковочная пленка имеет 100 или больше отверстий в части, обращенной к формованному изделию;
<Условие (4)>: общая площадь отверстий составляет 1000 мм2 или больше и 50000 мм2 или меньше.
[0068] Для исчезновения конденсата даже в случае хранения таких упакованных формованных изделий в штабеле, упаковочная пленка предпочтительно имеет отверстия в частях, обращенных ко множеству поверхностей формованных изделий из каучукоподобного полимера. Более конкретно, когда каждое из таких формованных изделий представляет собой прямоугольный параллелепипед, упаковочная пленка предпочтительно обращена к трем или более поверхностям таких формованных изделий, и более предпочтительно обращена к четырем или более поверхностям таких формованных изделий.
Такие упакованные формованные изделия, как правило, собирают и хранят в большом количестве, и, следовательно, такие три или четыре части упаковочной пленки, имеющие отверстия, предпочтительно расположены не на верхней и нижней поверхностях, которые не вентилируются в собранном состоянии, а на боковых поверхностях. Упаковочная пленка, имеющая отверстия, более предпочтительно обращена к пяти или более поверхностям.
[0069] Так как формованное изделие из каучукоподобного полимера упаковывают, а затем накапливают и хранят так, как оно есть, в пространстве между такими накопленными формованными изделиями и упаковочной пленкой остаются пары воды и образуется конденсат. Более конкретно, конденсат образуется над верхней поверхностью и боковыми поверхностями упакованного формованного изделия, установленного на верхнем ярусе, и над боковыми поверхностями упакованного(ых) формованного(ых) изделия(й), отличного(ых) от верхнего упакованного формованного изделия, служащих в качестве проходов для паров воды, и, следовательно, отверстия для исчезновения конденсата предпочтительно создают на этих поверхностях. Другими словами, верхняя поверхность установленного верхнего упакованного формованного изделия также может быть аэрирована, и, следовательно, отверстия предпочтительно создают в частях упаковочной пленки, обращенных к пяти поверхностям, включая верхнюю поверхность и боковые поверхности. В случае упакованного(ых) формованного(ых) изделия(й), отличного(ых) от верхнего упакованного формованного изделия, предпочтительно создавать отверстия в частях упаковочной пленки, обращенных к четырем поверхностям, соответствующим боковым поверхностям. Следует отметить, что при упаковке положение для накапливания не определяют, а приписывание упаковочной формы к верхней форме или другим вообще не эффективно, и, следовательно, положения отверстий и площади отверстий предпочтительно устанавливают так, чтобы при применении на практике можно быть обеспечить аэрацию, даже если упакованное формованное изделие установлено на любом ярусе.
[0070] С точки зрения экономической эффективности средняя площадь отверстий упаковочной пленки равна предпочтительно 0,1 мм2 или больше, более предпочтительно 1 мм2 или больше и также предпочтительно 4 мм2 или больше.
С другой стороны, средняя площадь предпочтительно составляет 50 мм2 или меньше, более предпочтительно 30 мм2 или меньше, также предпочтительно 10 мм2 или меньше и еще более предпочтительно 7 мм2 или меньше с точки зрения сопротивления разрыву упаковочной пленки, сложности слипания упакованного формованного изделия и удобообрабатываемости упаковочного листа.
[0071] Доля общей площади отверстий (отношение общей площади) из расчета на упакованное формованное изделие по настоящему варианту составляет 15% или меньше, предпочтительно 10% или меньше, более предпочтительно 5% или меньше, также предпочтительно 1% или меньше и еще более предпочтительно 0,6% или меньше относительно общей площади части, обращенной к формованному изделию, с точки зрения сопротивления разрыву упаковочной пленки, сложности слипания упакованного формованного изделия и удобообрабатываемости упаковочного листа.
Доля общей площади отверстий составляет 0,1% или больше, предпочтительно 0,2% или больше, более предпочтительно 0.3% или больше и также предпочтительно 0,4% или больше относительно общей площади части, обращенной к формованному изделию, с точки зрения легкости исчезновения конденсата в упаковочной пленке упакованного формованного изделия. Доля общей площади составляет 15% или меньше, предпочтительно 12% или меньше, более предпочтительно 10% или меньше и также предпочтительно 8% или меньше с точки зрения предотвращения прикрепления формованного изделия из каучукоподобного полимера и с точки зрения сопротивления разрыву упаковочной пленки.
[0072] Доля площади части, не имеющей никаких отверстий размерами 1 мм2 или больше на 10000 мм2 упаковочной пленки, составляет предпочтительно 70% или меньше, более предпочтительно 65% или меньше и также предпочтительно 60% или меньше относительно общей площади части, обращенной к формованному изделию, чтобы дополнительно ускорить исчезновение конденсата.
[0073] Описан метод вычисления «доли площади части, не имеющей никаких отверстий размерами 1 мм2 или больше на 10000 мм2».
Упаковочную пленка, упаковывающую формованное изделие, развертывают и делят на квадраты (площадь 10000 мм2) каждый размерами 100×100 мм. Хотя нет необходимости снимать упаковочную пленку с формованного изделия и разрезать ее, разделение проводят путем рисования линии так, чтобы каждый квадрат 100×100 мм был сплошным, при этом изогнутый боковой участок не учитывают, как при отслаивании и развертывании. Так как число вырезанных квадратов меняется в зависимости от формы развернутой упаковочной пленки, упаковочную пленку развертывают так, чтобы можно было выделить наибольшее число квадратов.
Когда одно или несколько отверстий в 1 мм2 или больше присутствуют в некотором квадрате упаковочной пленки, всю площадь квадрата определяют как «часть с отверстиями 1 мм2 или больше». С другой стороны, когда в таком квадрате нет отверстия в 1 мм2 или больше, всю площадь квадрата, то есть, 10000 мм2, определяют как «часть без отверстий в 1 мм2 или больше». Хотя может иметь место случай, когда нанесение линии на расстоянии 100 мм от каждого конца упаковочной пленки приводит к остатку, имеющему длину меньше чем 100 мм на противоположном конце, разделение проводят путем корректировки длины другой стороны так, чтобы получить прямоугольник, имеющий площадь 10000 мм2, и наличие отверстий оценивают как в квадрате. Если в итоге остается часть, имеющая площадь меньше чем 10000 мм2, вычисление выполняют с учетом площади такой части. Например, когда упаковочную пленку отделяют от упакованного формованного изделия, имеющего длину 85 см, ширину 36 см и высоту 20 см, разрезают и разделяют, может быть вырезано сто квадратов размерами 100×100 мм и восемь прямоугольников, каждый из которых имеет площадь 10000 мм2.
Причина для распределения по размерам 100×100 мм состоит в том, что площадь, на которой по результатам наблюдения условий конденсации при хранении упакованного формованного изделия в течение некоторого периода времени ожидается эффект ускорения исчезновения конденсата из расчета отверстие 0,1 мм2 или больше и 50 мм2 или меньше, составляет приблизительно 10000 мм2. Другими словами, если часть шириной приблизительно 100 мм, не имеющая предусмотренных отверстий, есть в упакованном формованном изделии, находящемся на хранении, конденсация часто происходит в этой части, и, следовательно, как считают, с точки зрения ингибирования конденсации эффективно создавать отверстия на такой площади.
Форма и размер формованного изделия из каучукоподобного полимера особенно не ограничены, а с точки зрения снижения затрат при транспортировке предпочтителен прямоугольный параллелепипед, и обычно прямоугольный параллелепипед имеет длину от 50 до 80 см, ширину от 20 до 40 см и высоту от 10 до 30 см. Формованное изделие из каучукоподобного полимера, например, имеет длину 68 см, ширину 34 см и высоту 18 см, и когда формованное изделие упаковано, размер упаковочной пленки после упаковки равен, например, 85 см в длину, 36 см в ширину и 20 см в высоту. Если отверстия в упаковочной пленке находятся только на нижней поверхности формованного изделия из каучукоподобного полимера, отверстия в упаковочной пленке не присутствуют на части, соответствующей в сумме 72% верхней поверхности и боковых поверхностей формованного изделия, а исчезновение конденсата, вероятно, является недостаточным. Таким образом, отверстия в упаковочной пленке предпочтительно присутствуют не только на нижней поверхности, но также на верхней поверхности и боковых поверхностях формованного изделия, а доля площади части, не имеющей отверстий, составляет предпочтительно 70% или меньше.
Отверстия в упаковочной пленке предпочтительно присутствуют на верхней поверхности и боковых поверхностях упакованного формованного изделия. Когда такие упакованные формованные изделия укладывают в штабель и хранят, отверстия в упаковочной пленке предпочтительно расположены на боковых поверхностях таких упакованных формованных изделий, так как такие упакованные формованные изделия находятся в тесном контакте друг с другом и отверстия закрыты на верхней и нижней поверхностях такого(их) упакованного(ых) формованного(ых) изделия(й), отличных от верхнего упакованного формованного изделия, что в результате препятствует исчезновению конденсата. Таким образом, конденсация может быть уменьшена за счет циркуляции между воздухом в упаковочной пленке и окружающим воздухом.
[0074] Отверстия в используемой упаковочной пленке могут представлять собой отверстия в упаковочной пленке, заранее имеющей отверстия, или могут представлять собой отверстия, сделанные с помощью, например, иглы или режущего инструмента, после изготовления упакованного формованного изделия. Упаковочную пленку, заранее имеющую отверстия, используют более предпочтительно с точки зрения производительности.
Места отверстий должны быть на части упаковочной пленки, с помощью которой покрывают формованное изделие, и предпочтительно находятся на части боковой поверхности упакованного формованного изделия, где конденсат трудно исчезает. С точки зрения сопротивления разрыву отверстия предпочтительно располагают с постоянными интервалами.
[0075] Материалом упаковочной пленки с точки зрения силы адгезии к каучукоподобному полимеру и механической прочности предпочтительно является полиэтиленовая смола, полистирольная смола, полипропиленовая смола, нейлоновая смола, полиэтилен-терефталатная смола и сополимер этилена и винилового спирта.
В упаковочной пленке один из приведенных выше материалов может быть использован отдельно или два или более из приведенных выше материалов могут быть использованы вместе, а упаковочная пленка может находиться в форме однослойной пленки или многослойной пленки.
[0076] Толщина упаковочной пленки предпочтительно составляет 10 мкм или больше, более предпочтительно 20 мкм или больше и также предпочтительно 30 мкм или больше с точки зрения сопротивления разрыву. С точки зрения экономической эффективности толщина предпочтительно равна 250 мкм или меньше, более предпочтительно 200 мкм или меньше и также предпочтительно 150 мкм или меньше.
Упаковочная пленка предпочтительно имеет прозрачность на уровне, обеспечивающем возможность проверки формованного изделия из каучукоподобного полимера через упаковочную пленку, с точки зрения производительности упакованного формованного изделия.
[0077] С точки зрения совместимости с каучукоподобным полимером и экономической эффективности материалом упаковочной пленки предпочтительно является полиэтиленовая смола или полистирольная смола и более предпочтительно полиэтиленовая смола.
Такие полиэтиленовая смола или полистирольная смола относятся к смоле, имеющей 70% масс. или больше этиленовой структуры или стирольной структуры, и может содержать небольшое количество структуры из другого мономерного звена.
Материал упаковочной пленки важен с точки зрения легкости адгезии формованного изделия из каучукоподобного полимера к упаковочной пленке, удобообрабатываемости при транспортировке упакованного формованного изделия и сложности появления конденсата в пространстве между упаковочной пленкой и формованным изделием из каучукоподобного полимера.
[0078] Упаковочная пленка предпочтительно имеет скорость пропускания водяного пара при 40°C и ОВ 90% 5 г/м2⋅день или больше, более предпочтительно 10 г/м2⋅день или больше и также предпочтительно 13 г/м2⋅день или больше с точки зрения содействия уменьшению конденсата в период хранения.
Упаковочную пленку, имеющую отверстия, эффективно используют, чтобы способствовать уменьшению конденсата, и, даже если используют упаковочную пленку, имеющую высокую скорость пропускания водяного пара, трудно уменьшить количество образовавшегося конденсата и обеспечить исчезновение образовавшегося конденсата, когда не предусмотрены отверстия, удовлетворяющие эффективной площади и/или эффективному числу. Когда используют упаковочную пленку, имеющую относительно небольшое число отверстий, такая упаковочная пленка с высокой скоростью пропускания водяного пара может быть использована, чтобы обеспечить сокращение времени до исчезновения конденсата и уменьшение количества образовавшегося конденсата.
Толщина упаковочной пленки составляет предпочтительно 300 мкм или меньше, предпочтительно 200 мкм или меньше и предпочтительно 100 мкм или меньше с точки зрения уменьшения количества образующегося конденсата. С другой стороны, с точки зрения предупреждения разрыва толщина составляет предпочтительно 10 мкм или больше, более предпочтительно 20 мкм или больше и также предпочтительно 30 мкм или больше, как описано выше.
[0079] В способе покрывания формованного изделия из каучукоподобного полимера упаковочной пленкой формованное изделие может быть обернуто упаковочной пленкой или формованное изделие может быть упаковано с помощью упаковочной пленки, сформированной в пакет.
Примеры способа герметизации упаковочной пленки включают, но без ограничения ими, способ обвязки лентой или т.п. из полиэтиленовой смолы, способ горячего склеивания и способ герметизации с помощью чувствительной к давлению липкой ленты из алюминиевой фольги.
Способ горячего склеивания предпочтителен с точки зрения производительности и экономической эффективности.
[0080] На стадии покрывания формованного изделия из каучукоподобного полимера с помощью упаковочной пленки могут быть использованы одна упаковочная пленка или две или несколько упаковочных пленок из расчета на формованное изделие.
Например, когда используют одну упаковочную пленку, упакованное формованное изделие может быть получено путем горячего склеивания трех частей боковых поверхностей из четырех частей боковых поверхностей.
Когда используют две упаковочные пленки, могут быть использованы одинаковые пленки или разные пленки. Когда формованное изделие покрывают двумя упаковочными пленками, упакованное формованное изделие может быть изготовлено, например, путем горячего склеивания четырех частей боковых поверхностей.
Такое горячее склеивание может быть выполнено путем плотного горячего склеивания или с точки зрения воздухопроницаемости могут быть созданы отверстия на любом заданном участке, где горячее склеивание частично не проводят.
[0081] ФИГ. 1-4 иллюстрируют подходящие конкретные примеры состояния, где формованное изделие из каучукоподобного полимера упаковано с помощью упаковочной пленки.
ФИГ. 1 иллюстрирует схематичный вид варианта, где пленку, имеющую отверстия, и пленку без отверстий используют соответственно на верхней поверхности и нижней поверхности формованного изделия, формованное изделие упаковано с помощью таких двух пленок, а четыре боковые поверхности подвергнуты горячему склеиванию.
ФИГ. 2 иллюстрирует схематичный вид варианта, где формованное изделие упаковано с помощью двух, верхней и нижней, пленок, каждая из которых имеет отверстия, одна из подвергнутых горячему склеиванию частей четырех боковых поверхностей смещена в сторону верхней поверхности или нижней поверхности, и три боковые поверхности подвергнуты горячему склеиванию.
ФИГ. 3 иллюстрирует схематичный вид варианта, где формованное изделие упаковано с помощью одной пленки, имеющей отверстия, а три боковые поверхности подвергнуты горячему склеиванию.
ФИГ. 4 иллюстрирует схематичный вид варианта, где формованное изделие упаковано с помощью одной пленки, не имеющей отверстий на площади в пределах 20% от обоих концов на более коротких сторонах пленки и имеющей отверстия на площади 60%, соответствующей центральным частям более коротких сторон, а три боковые поверхности подвергнуты горячему склеиванию.
[0082] Упакованное формованное изделие по настоящему варианту осуществления необязательно может быть помещено в металлический контейнер, гибкий контейнер или в упаковочный пакет, где выложен армирующий слой.
Все такие упакованные формованные изделия могут быть помещены в один большой пакет из пластиковой пленки, чтобы не было утечки или перемещения в таком контейнере или упаковочном пакете.
В такой контейнер или упаковочный пакет может быть помещен картонный лист для подавления вибрации таких упакованных формованных изделий.
[0083] Сшивающая каучуковая композиция
Сшивающая каучуковая композиция по настоящему варианту осуществления представляет собой смесь описанного выше упакованного формованного изделия по настоящему варианту и сшивающего агента.
[0084] Способ получения сшивающей каучуковой композиции
С точки зрения высокой механической прочности и т.п. упакованное формованное изделие по настоящему варианту предпочтительно преобразуют в сшивающую каучуковую композицию путем смешения сшивающего агента или сшитого продукта путем сшивания, а затем используют в разных областях применения.
С точки зрения производительности сшивающей каучуковой композиции производство сшивающей каучуковой композиции предпочтительно включает стадию переработки упакованного формованного изделия, все еще покрытого упаковочной пленкой, то есть, с которого упаковочная пленка не снята.
[0085] Сшивающая каучуковая композиция по настоящему варианту осуществления содержит, по меньшей мере, описанный выше каучукоподобный полимер и сшивающий агент и при необходимости может также содержать дополнительный каучуковый компонент, наполнитель и т.п.
Дополнительный каучуковый компонент особенно не ограничен и может быть соответствующим образом выбран в зависимости от целей. Примеры включают стирол-бутадиеновый каучук (типа каучука эмульсионной полимеризации или полимеризации в растворе), натуральный каучук, полиизопрен, бутадиеновый каучук, акрилонитрил-бутадиеновый каучук (NBR), хлорпреновый каучук, этилен-пропиленовый каучук (EPM), каучук типа этилен-пропилен-несопряженный диен (EPDM), бутил-каучук, полисульфидный каучук, силиконовый каучук, фторкаучук и уретановый каучук.
Может быть использован отдельно один из них или может быть использована смесь двух или нескольких из них.
[0086] Содержание каучукоподобного полимера, используемого в упакованном формованном изделии по настоящему варианту, относительно общего содержания каучука в сшивающей каучуковой композиции составляет предпочтительно 20% масс. или больше, более предпочтительно 40% масс. или больше, также предпочтительно 60% масс. или больше и еще более предпочтительно 80% масс. или больше.
[0087] К сшивающей каучуковой композиции по настоящему варианту осуществления при необходимости может быть добавлен наполнитель с целью улучшения армирующих свойств и т.п.
Количество смешиваемого наполнителя особенно не ограничено, может быть соответствующим образом выбрано в зависимости от целей и составляет предпочтительно от 10 до 100 масс.ч. и более предпочтительно от 20 до 80 масс.ч. относительно 100 масс.ч. каучукового компонента.
Здесь «каучуковый компонент» включает вышеописанный каучукоподобный полимер и дополнительный каучуковый компонент.
Когда количество смешанного наполнителя составляет 10 масс.ч. или больше, может быть достигнут эффект улучшения армирующего свойства, возникающий в результате смешения с наполнителем. Когда это количество составляет 100 масс.ч. или меньше, может быть сохранена хорошая перерабатываемость, при этом исключается сильное ухудшение экономии топлива, вызываемое при применении в шине сшивающей каучуковой композиции по настоящему варианту осуществления.
Примеры наполнителя включают, но особенно не ограничены ими, углеродную сажу, диоксид кремния, гидроксид алюминия, глину, оксид алюминия, тальк, слюду, каолин, стеклянный баллон, стеклянные шарики, карбонат кальция, карбонат магния, гидроксид магния, оксид магния, оксид титана, титанат калия и сульфат бария. Из них предпочтительно используют углеродную сажу.
Может быть использован один из них отдельно или два или более из них могут быть использованы вместе.
Углеродная сажа особенно не ограничена и может быть выбрана в зависимости от целей, а примеры включают FEF, GPF, SRF, HAF, N339, IISAF, ISAF и SAF. Может быть использована отдельно одна из них или две или более из них могут быть использованы вместе.
Площадь удельной поверхности углеродной сажи при адсорбции азота (N2SA, измеренная в соответствии со стандартом JIS K6217-2:2001) особенно не ограничена и может быть соответствующим образом выбрана в зависимости от целей.
[0088] Когда сшивающую каучуковую композицию используют в качестве материала для протектора шины с экономичным расходом топлива, в качестве наполнителя целесообразно вводить осажденный диоксид кремния.
[0089] Сшивающая каучуковая композиция по настоящему варианту осуществления может содержать силановый связующий агент с точки зрения улучшения диспергируемости наполнителя и физической прочности при растяжении сшитого продукта.
Силановый связующий агент предпочтительно представляет собой соединение, которое обладает функцией обеспечивать плотное взаимодействие между каучуковым компонентом и неорганическим наполнителем, содержит группу, имеющую сродство или свойство связывания с каждым каучуковым компонентом и неорганическим наполнителем на основе диоксида кремния и содержит в одной молекуле часть серной связи и часть алкоксисилильной группы или силанольной группы.
Примеры таких соединений включают, но без ограничения ими, бис-[3-(триэтоксисилил)пропил]тетрасульфид, бис-[3-(триэтокси-силил)пропил]дисульфид, бис-[2-(триэтоксисилил)этил]-тетрасульфид, S-[3-(триэтоксисилил)пропил]октантиоат, конденсат S-[3-(триэтоксисилил)пропил]октантиоата и [(триэтоксисилил)-пропил]тиола, и силан, несущий, по меньшей мере, одну тиольную (-SH) функциональную группу (называемый меркаптосиланом) и/или, по меньшей мере, одну замаскированную тиольную группу.
[0090] Содержание силанового связующего агента в сшивающей каучуковой композиции по настоящему варианту предпочтительно составляет 0,1 масс.ч. или больше и 30 масс.ч. или меньше, более предпочтительно 0,5 масс.ч. или больше и 20 масс.ч. или меньше, и также предпочтительно 1,0 масс.ч. или больше и 15 масс.ч. или меньше относительно 100 масс.ч. наполнителя.
Когда содержание силанового связующего агента попадает в этот интервал, существует тенденция, что эффект, достигаемый за счет добавления силанового связующего агента, может быть сделан более значительным.
[0091] Сшивающий агент, используемый в сшивающей каучуковой композиции, особенно не ограничен и может быть соответствующим образом выбран в зависимости от целей.
Примеры сшивающего агента включают, но без ограничения ими, сшивающий агент на основе серы, сшивающий агент на основе органического пероксида, неорганический сшивающий агент, полиаминный сшивающий агент, смоляной сшивающий агент, сшивающий агент на основе соединения серы и сшивающий агент на основе оксима-нитрозоамина, и может быть использован один из них отдельно или два или более из них могут быть использованы вместе.
Когда сшивающую каучуковую композицию по настоящему варианту используют в шине, сшивающий агент на основе серы (вулканизирующий агент) является более предпочтительным из них, а сера более предпочтительна.
[0092] Содержание сшивающего агента в сшивающей каучуковой композиции по настоящему варианту осуществления предпочтительно составляет 0,1 масс.ч. или больше и 20 масс.ч. или меньше относительно 100 масс.ч. каучукового компонента, используемого в сшивающей каучуковой композиции.
Содержание сшивающего агента предпочтительно составляет 0,1 масс.ч. или больше, более предпочтительно 0,5 масс.ч. или больше и также предпочтительно 1,5 масс.ч. или больше относительно 100 масс.ч. каучукового компонента с точки зрения высокой прочности на растяжение и скорости сшивания.
С другой стороны, с точек зрения предупреждения неравномерного сшивания и высокой прочности на растяжение содержание предпочтительно составляет 20 масс.ч. или меньше, более предпочтительно 5 масс.ч. или меньше и также предпочтительно 3 масс.ч. или меньше.
[0093] В сшивающей каучуковой композиции по настоящему варианту осуществления помимо вулканизирующего агента может быть использован ускоритель вулканизации.
Примеры ускорителя вулканизации включают соединения на основе гуанидина, альдегида-амина, альдегида-аммиака, тиазола, сульфенамида, тиомочевины, тиурама, дитиокарбамата и ксантогената.
[0094] В сшивающую каучуковую композицию включают, а в каучуковой композиции по настоящему варианту осуществления помимо описанных выше компонентов могут быть использованы разные добавки, такие как дополнительный мягчитель и наполнитель, термостабилизатор, антистатик, стабилизатор атмосферных воздействий, противостаритель, краситель и смазывающее вещество.
В качестве дополнительного мягчителя может быть использован любой из известных мягчителей.
Примеры дополнительного наполнителя включают карбонат кальция, карбонат магния, сульфат алюминия и сульфат бария.
В качестве описанных выше термостабилизатора, антистатика, стабилизатора атмосферных воздействий, противостарителя, красителя и смазывающего вещества соответственно могут быть использованы любые из известных материалов.
[0095] Способ замешивания сшивающей каучуковой композиции
Сшивающая каучуковая композиция по настоящему варианту осуществления может быть получена путем смешения описанного выше упакованного формованного изделия (которое при необходимости может быть использовано с удалением упаковочной пленки путем снятия упаковочной пленки с упакованного формованного изделия), сшивающего агент и при необходимости неорганического наполнителя на основе диоксида кремния, углеродной сажи и другого наполнителя, силанового связующего агента и любой добавки, такой как мягчитель каучука.
Хотя описанное выше упакованное формованное изделие с учетом повышения эффективности производства может быть использовано без снятия упаковочной пленки на стадии замешивания множества каучуковых компонентов, наполнителей, мягчителей и т.п., проблема, которая может возникать, состоит в том, что между формованным изделием из каучукоподобного полимера и упаковочной пленкой присутствуют капли конденсата, что приводит к скольжению при замешивании, а затем к приложению тяжелого напряжения и возникновению некачественного замеса. Напротив, упакованное формованное изделие по настоящему варианту, в котором используют упаковочную пленку с отверстиями, в результате может обеспечить существенное уменьшение конденсата после хранения и предотвращение некачественного замеса при режиме замешивания вместе с упаковочной пленкой. Такое предотвращение некачественного замеса также предпочтительно с точки зрения отсутствия потери характеристик, изначально ожидаемых для каучукоподобного полимера, так как возникновение некачественного замеса приводит к некачественной дисперсии наполнителя и общему ухудшению физических свойств. Более того, исчезновение конденсата, образовавшегося в упаковочной пленке, обеспечивает снижение содержания воды в сшивающей каучуковой композиции после замешивания. Любой распространенный каучукоподобный полимер, обычно используемый на стадии замешивания, имеет спецификацию, устанавливающую содержание воды, и часто это строго контролируется, и существуют также определенные требования по содержанию воды для упакованного формованного изделия. Такие требования, как правило, основаны на измерении состояния сразу после формования, следовательно, даже если во время хранения происходит осаждение на поверхности упакованного формованного изделия и образуется конденсат, спецификация по содержанию воды, также включающая количество такого конденсата, находится в соответствии, а содержание воды в формованном изделии скорее является более низким, чем установлено выше, и, следовательно, включение конденсата, как считают, едва ли приводит к повышению содержания воды в замешанном продукте. Однако, если в упаковочной пленке образуется конденсат, легко возникающая проблема состоит в том, что замешивание вместе с упаковочной пленкой вызывает скольжение между упаковочной пленкой и формованным изделием, как описано выше, и сдвигающее усилие прикладывается ненадлежащим образом. Упакованное формованное изделие по настоящему варианту выполнено так, что конденсат едва ли остается в упаковочной пленке, и, следовательно, имеет преимущество в том, что позволяет легко прикладывать сдвигающее усилие при замешивании вместе с упаковочной пленкой.
В случае использования без снятия упаковочной пленки температура плавления упаковочной пленки предпочтительно должна быть ниже температуры замешивания. Например, когда упаковочную пленку используют в комбинации с каучукоподобным полимером, включающим каучук на основе диена, температура замешивания часто составляет 180°C или меньше, а температура плавления упаковочной пленки составляет предпочтительно 50°C или больше и 180°C или меньше, предпочтительно 60°C или больше и 170°C или меньше и также предпочтительно 70°C или больше и 160°C или меньше.
Примеры способа смешения включают, но без ограничения ими, способ смешения в расплаве с использованием обычного смесителя, такого как открытые валки, смеситель Бенбери, месильная машина, одношнековый экструдер, двухшнековый экструдер или многошнековый экструдер, и способ, в котором соответствующие компоненты растворяют для смешения, а растворитель затем удаляют путем нагревания.
Из них способ замешивания в расплаве с использованием валков, смесителя Бенбери, месильной машины или экструдера предпочтителен с точки зрения производительности и хорошей способности к смешению.
Более того, может быть использован любой способ, в котором упакованное формованное изделие, сшивающий агент, наполнитель, силановый связующий агент и добавки, такие как мягчитель каучука, все смешивают одновременно, и способ, в котором их смешивают раздельно несколько раз.
[0096] Применение
Упакованное формованное изделие по настоящему варианту осуществления, служащее предпочтительно в качестве сшивающей каучуковой композиции, находит применение, например, в качестве материала для элементов шины, внутренней и внешней отделки транспортных средств, антивибрационных каучуков, ремней, обуви (соответственно для подподошв и подошв), вспененных материалов и различных промышленных продуктов.
В частности, упакованное формованное изделие соответствующим образом используют в элементах шины.
В качестве элементов шины упакованное формованное изделие может быть использовано, например, в разных шинах, таких как топливосберегающая шина, всесезонная шина, высокотехнологичная шина, зимняя шина и нешипованная шина, а также в разных частях шины, таких как протектор, каркас, боковина и бортовая часть.
В частности, такие композиции в форме вулканизата показывают превосходный баланс стойкости к истиранию, экономии топлива, сопротивления проскальзыванию на мокрой дороге и характеристик на снегу, и, следовательно, надлежащим образом используются в материалах шинного протектора топливосберегающей шины, высокотехнологичной шины или зимней шины.
Другими словами, протектор шины по настоящему варианту осуществления содержит описанную выше сшивающую каучуковую композицию по настоящему варианту.
[0097] В качестве способа производства шины могут быть использованы общеизвестные способы.
Например, элементы, обычно используемые для производства шины, такие как, по меньшей мере, один каркасный слой, брекерный слой и протекторный слой, выбранные из группы, состоящей из сшивающей каучуковой композиции до вулканизации, и корд шины, последовательно накладывают на формирующий шину барабан, чтобы прикрепить друг к другу, и барабан раздвигают с получением зеленой шины. Затем зеленую шину вулканизируют путем нагревания обычным способом, в результате чего может быть изготовлена требуемая шина, например, пневматическая шина.
Примеры
[0098] Далее настоящий вариант осуществления описан подробно со ссылкой на конкретные примеры и сравнительные примеры, причем следует отметить, что настоящий вариант осуществления ни в какой степени не ограничен приведенными ниже примерами и сравнительными примерами.
Различные физические свойства примеров и сравнительных примеров определяют следующими методами.
[0099] Физические свойства каучукоподобного полимера
Вязкость по Муни и коэффициент релаксации по Муни каучукоподобного полимера
Каучукоподобный полимер используют в качестве образца для измерения вязкости по Муни с помощью вискозиметра Муни (торговое название «Mooney viscosity» от компании Ueshima Seisakusho Co., Ltd.) с использованием L-ротора в соответствии со стандартом ISO 289.
Температуру измерения устанавливают на 100°C.
Образец подогревают 1 мин при температуре испытания, ротор вращают при 2 об/мин и через 4 мин измеряют крутящий момент, который определяют как вязкость по Муни (ML(1+4)).
Затем вращение ротора сразу же останавливают, записывают крутящий момент в единицах Муни каждые 0,1 сек между 1,6 и 5 сек после остановки, определяют наклон линии на двойном логарифмическом графике зависимости крутящего момента от времени (сек), а абсолютное значение наклона определяют как коэффициент релаксации по Муни (MSR).
[0100] Средневесовая молекулярная масса (Mw) каучукоподобного полимера
Записывают хроматограмму с помощью измерительного прибора ГПХ, включающего серию из трех колонок с гелем на основе полистирола в качестве наполнителя, и определяют средневесовую молекулярную массу (Mw) каучукоподобного полимера перед гидрированием на основании калибровочной кривой, подготовленной с использованием стандартного полистирола.
В качестве элюента используют ТГФ (тетрагидрофуран), содержащий 5 ммоль/л триэтиламина.
В качестве колонок используют защитную колонку с торговым названием «TSKguardcolumn Super H-H» производства компании Tosoh Corporation) и колонки с торговыми названиями «TSKgel Super H5000», «TSKgel Super H6000» и «TSKgel Super H7000» производства компании Tosoh Corporation.
В условиях температуры печи 40°C и при расходе ТГФ 0,6 мл/мин используют рефрактометрический детектор (торговое название «HLC8020» производства компании Tosoh Corporation).
Раствор для измерения готовят путем растворения 10 мг образца для измерения в 20 мл ТГФ, и для проведения измерения в измерительный прибор ГПХ впрыскивают 20 мкл раствора.
[0101] Степень модификации каучукоподобного полимера
Степень модификации каучукоподобного полимера измеряют с помощью колоночной адсорбционной ГПХ следующим образом.
Степень модификации измеряют, используя характеристику, что каучукоподобный полимер, модифицированный с помощью содержащей атом азота функциональной группы, адсорбируется на колонке.
Раствор образца, содержащий каучукоподобный полимер и низкомолекулярный внутренний полистирольный стандарт, измеряют, чтобы определить степень адсорбции на колонке на основе диоксида кремния на основании разницы между хроматограммой, измеренной с помощью колонки на основе полистирола, и хроматограммой, измеренной на колонке на основе диоксида кремния, в результате получают степень модификации.
Более конкретно, измерение проводят следующим образом.
Приготовление раствора образца:
Раствор образца готовят путем растворения 10 мг каучукоподобного полимера и 5 мг полистирольного стандарта в 20 мл ТГФ.
Условия проведения ГПХ с использованием колонки на основе полистирола:
В качестве элюента используют ТГФ, содержащий 5 ммоль/л триэтиламина, и в измерительный прибор впрыскивают 20 мкл раствора образца. В качестве колонок используют защитную колонку с торговым названием «TSKguardcolumn Super H-H» от компании Tosoh Corporation и колонки с торговыми названиями «TSKgel Super H5000», «TSKgel Super H6000» и «TSKgel Super H7000» от компании Tosoh Corporation. В условиях температуры печи 40°C и при расходе ТГФ 0,6 мл/мин для проведения измерения используют рефрактометрический детектор (торговое название «HLC8020» от компании Tosoh Corporation), получают хроматограмму.
Условия проведения ГПХ с использованием колонки на основе диоксида кремния:
Используют прибор с торговым названием «HLC-8320GPC» от компании Tosoh Corporation, ТГФ используют в качестве элюента, и в прибор впрыскивают 50 мкл раствора образца. В условиях температуры печи 40°C и при расходе ТГФ 0,5 мл/мин для получения хроматограммы используют рефрактометрический детектор. В качестве колонок используют серию колонок с торговыми названиями «Zorbax PSM-1000S», «PSM-300S» и «PSM-60S», а колонку с торговым названием «DIOL 4,6×12,5 мм 5 микрон» подсоединяют в качестве защитной колонки на предварительной стадии.
Метод расчета степени модификации:
Степень модификации (%) получают в соответствии с приведенным ниже уравнением, принимая, что общая площадь пика хроматограммы, полученной с колонкой на основе полистирола, соответствует 100, что площадь пика образца равна P1, что площадь пика стандартного полистирола равна P2, общая площадь пика хроматограммы, полученной с колонкой на основе диоксида кремния, соответствует 100, что площадь пика образца равна P3, и что площадь пика стандартного полистирола равна P4:
Степень модификации (%)=[1 - (P2×P3)/(P1×P4)]×100,
где P1+P2=P3+P4=100.
[0102] Йодное число каучукоподобного полимера
Йодное число каучукоподобного полимера рассчитывают методом, описанным в стандарте «JIS K 0070:1992».
[0103] Количество связанного стирола, количество этиленовой структуры и количество мономерных звеньев сопряженного диена в каучукоподобном полимере
Каучукоподобный полимер используют в качестве образца для измерения с помощью 1H-ЯМР количества связанного стирола, количества этиленовой структуры и количества мономерного звена сопряженного диена.
Используют следующие условия при измерении с помощью 1H-ЯМР:
Условия измерения
Прибор: JNM-LA400 (от компании JEOL Ltd.)
Растворитель: дейтерированный хлороформ
Образец для измерения: Каучукоподобный полимер
Концентрация образца: 50 мг/мл
Частота: 400 МГц
Эталон химического сдвига: ТМС (TMS, тетраметилсилан)
Задержка импульса: 2,904 сек
Число сканирований: 64
Ширина импульса: 45°
Температура измерения: 26°C
[0104] Содержание стирольного блока в каучукоподобном полимере (Содержание полимерного блока винилароматического углеводорода)
Приняв, что в качестве стирольного блока определена цепочка из восьми или более звеньев стирольной структуры, определение проводят следующим образом.
На основания спектра 1H-ЯМР при 400 МГц, измеренного в дейтерированного хлороформе в качестве растворителя, получают отношение интегрированного значения приведенного ниже (X) в каждом интервале химического сдвига, и, таким образом, получают содержание (% масс.) стирольных блоков в каучукоподобном полимере.
(X) Цепочка из восьми или более ароматических винильных соединений: 6,00≤S < 6,68
[0105] Содержание полимерного блока сопряженного диена в каучукоподобном полимере, блока статистического сополимера винилароматического углеводорода и сопряженного диена или блока гидрированного продукта полимерного блока сопряженного диена или блока статистического сополимера
Содержание полимерного блока сопряженного диена в каучукоподобном полимере, блока статистического сополимера винилароматического углеводорода и сопряженного диена или блок гидрированного продукта полимерного блока сопряженного диена или блока статистического сополимера определяют следующим образом.
Каучукоподобный полимер используют для измерения с помощью 1H-ЯМР количества связанного стирола (винилароматический углеводород), доли этиленовой структуры и количества мономерного звена сопряженного диена, вычисляют и определяют разницу, получаемую путем исключения отношения интегрированной величины (содержание стирольного блока в каучукоподобном полимере) из суммы добавленных соответствующих отношений интегрированных значений.
[0106] Содержание воды в каучукоподобном полимере
Содержание воды в каучукоподобном полимере определяют путем помещения 50 г каучукоподобного полимера в сушилку для сушки горячим воздухом, нагретую до 150°C, сушат в течение 3 час и определяют разницу в массе каучукоподобного полимера, обусловленную сушкой.
[0107] Коэффициент изменения толщины при испытании холодного течения
Используют образец для измерения каучукоподобного полимера и определяют коэффициент изменения толщины при испытании холодного течения.
Образец размерами 40×40×50 мм толщиной (H0) выдерживают при 25°C в течение 60 мин с нагрузкой 1 кг, затем измеряют его толщину (H60) в испытании холодного течения и рассчитывают коэффициент (%) изменения толщины по следующему уравнению:
Коэффициент (%) изменения толщины=(H0-H60)×100/H0.
[0108] Оценка упакованного формованного изделия
Оценка адгезии между тюками
Шесть упакованных формованных изделий в виде прямоугольного параллелепипеда, произведенных в каждом из примеров и сравнительных примерах, описанных ниже, плотно ламинируют из расчета на один ярус в пяти ярусах в одном и том же направлении в большом сосуде с внутренними размерами 108×141×95 см (высота) и выдерживают в среде с температурой 23°C в течение 4 месяцев.
Затем упакованные формованные изделия вынимают из большого сосуда с помощью робота, изучают и оценивают наличие адгезии между тюками.
«Адгезия между тюками» в данном случае охватывает как адгезию между упакованными формованными изделиями, так и адгезию между упаковочной пленкой одного упакованного формованного изделия и формованного изделия в соседнем другом упакованном формованном изделии.
Когда через 4 месяца упакованные формованные изделия вынимают из большого сосуда с помощью робота, при оценке случай, где упакованные формованные изделия могут быть извлечены без адгезии, оценивают как ○, случай, где упакованные формованные изделия могут быть извлечены, хотя и прикрепленными, оценивают как △, и случай, где упакованные формованные изделия трудно вынуть из-за наличия адгезии между тюками, оценивают как ×.
[0109] Оценка сопротивления разрыву пленки
Упакованные формованные изделия в виде прямоугольного параллелепипеда ламинируют в большом сосуде таким же образом, как описано выше (оценка адгезии между тюками) и выдерживают в среде с температурой 23°C в течение 4 месяцев.
После этого изучают и оценивают наличие разрыва пленки в каждом из упакованных формованных изделий, вынутых из большого сосуда с помощью робота.
Когда упакованные формованные изделия не могут быть извлечены из большого сосуда в такой же операции, как описано выше (оценка адгезии между тюками), изучают и оценивают только верхнюю упаковочную пленку на верхнем ярусе.
При оценке случай, где не наблюдают повреждений в упаковочной пленке упакованных формованных изделий, вынутых через 4 месяца из большого сосуда с помощью робота, оценивают как ○, и случай, где в упаковочной пленке наблюдается какое-либо повреждение, оценивают как ×.
[0110] Оценка содействия исчезновению конденсата
Упакованные формованные изделия в виде прямоугольного параллелепипеда ламинируют в большом сосуде таким же образом, как описано выше (оценка адгезии между тюками), выдерживают в среде с температурой 23°C в течение 1 дня и визуально изучают и оценивают прикрепленный конденсат на упаковочной пленке, обращенной к боковой поверхности формованного изделия верхнего упакованного формованного изделия по прошествии 1 дня, а также оценивают прикрепленный конденсат на упаковочной пленке, обращенной к боковой поверхности формованного изделия, после выдерживания в течение 1 месяца.
При оценке случай, где конденсат исчезает при изучении конденсата упаковочной пленки через 1 месяц, оценивают как ◎, случай, где конденсат не исчезает при оценке конденсата упаковочной пленки через 1 месяц, но количество конденсата снижается по сравнению с количеством при наблюдении конденсата упаковочной пленки через 1 день, оценивают как ○, и случай, где конденсат не исчезает при оценке конденсата упаковочной пленки через 1 месяц и наблюдают конденсат, сравнимый с конденсатом при оценке конденсата упаковочной пленки через 1 день, оценивают как ×.
[0111] Оценка силы адгезии пленки
Упакованные формованные изделия в виде прямоугольного параллелепипеда ламинируют в большом сосуде таким же образом, как описано выше (оценка адгезии между тюками), выдерживают в среде с температурой 23°C в течение 1 месяца, а затем изучают и оценивают силу адгезии между формованным изделием и упаковочной пленкой в верхнем упакованном формованном изделии.
В упакованном формованном изделии при оценке через 1 месяц случай, где прилипание между формованным изделием и упаковочной пленкой наблюдают не только на верхней и нижней поверхностях формованного изделия, но также на боковых поверхностях формованного изделия, оценивают как ◎, случай, где прилипание между формованным изделием и упаковочной пленкой наблюдают на верхней и нижней поверхностях формованного изделия, оценивают как ○, и случай, где прилипание между формованным изделием и упаковочной пленкой наблюдают только на нижней поверхности формованного изделия, оценивают как △.
[0112] Получение упакованного формованного изделия
Приготовление катализатора гидрирования
Пример получения 1
В реакционный сосуд, заполненный азотом, загружают высушенный и очищенный циклогексан и в сосуд добавляют дихлорид бис(ƞ5-циклопентадиенил)титана. При достаточном перемешивании в сосуд добавляют раствор н-гексана, содержащий триметилалюминий, для взаимодействия в течение приблизительно 3 дней при комнатной температуре, получают катализатор гидрирования.
[0113] Формование каучукоподобного полимера
Каучукоподобный полимер после десольватации загружают в сосуд в форме прямоугольного параллелепипеда, имеющий ширину 340 мм, длину 680 мм и глубину 250 мм, и прессуют, прикладывая давление 3,5 МПа с помощью цилиндрического тела в течение 10 сек, получают формованное изделие из каучукоподобного полимера.
[0114] Упаковка формованного изделия из каучукоподобного полимера
Упаковочную пленку помещают на каждую поверхность из числа верхней поверхности и нижней поверхности формованного изделия из каучукоподобного полимера, полученного в разделе «формование каучукоподобного полимера», описанном выше, а четыре боковые поверхности подвергают горячему склеиванию с целью упаковывания, в результате получают упакованное формованное изделие.
[0115] Производство каучукоподобного полимера
Пример полимеризации 1: Каучукоподобный полимер 1
В реактор полимеризации из нержавеющей стали загружают циклогексан в качестве растворителя, 1,3-бутадиен и стирол в качестве мономеров и тетрагидрофуран (ТГФ) и 2,2-бис(2-оксоланил)пропан в качестве полярных веществ.
Затем загружают н-бутиллитий, разбавленный циклогексаном, в качестве инициатора полимеризации, 1,3-бутадиен и стирол сополимеризуют, а 2,2-диметокси-1-(3-триметоксисилилпропил)-1-аза-2-силациклопентан добавляют в реактор через две минуты после достижения максимальной точки температуры реакции, чтобы провести реакцию сочетания.
К раствору полимера добавляют метанол в качестве агента, останавливающего реакцию.
К раствору добавляют н-октадецил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионат и 4,6-бис(октилтиометил)-o-крезол в качестве антиоксидантов, десольватацию проводят путем отпарки паром, в результате получают каучукоподобный полимер 1 (количество связанного стирола=15% масс., йодное число=400, вязкость по Муни (ML(1+4) (100°C))=80, коэффициент релаксации по Муни=0,50, степень модификации=75% масс., средневесовая молекулярная масса=430000 г/моль, содержание воды=0,3% масс.).
Полученный каучукоподобный полимер 1 имеет статистическую структуру, представленную как (R)n-X (где R означает блок статистического сополимера винилароматического углеводорода и сопряженного диена, n равно 4, а X означает остаток связующего агента или модификатора).
[0116] Пример полимеризации 2: Каучукоподобный полимер 2
В реактор полимеризации из нержавеющей стали загружают циклогексан в качестве растворителя, 1,3-бутадиен и стирол в качестве мономеров и тетрагидрофуран (ТГФ) и 2,2-бис(2-оксоланил)пропан в качестве полярных веществ.
Затем загружают н-бутиллитий, разбавленный циклогексаном, в качестве инициатора полимеризации, 1,3-бутадиен и стирол сополимеризуют, а 2,2-диметокси-1-(3-триметоксисилилпропил)-1-аза-2-силациклопентан добавляют в реактор через две минуты после достижения максимальной точки температуры реакции, чтобы провести реакцию сочетания.
К раствору полимера добавляют метанол в качестве агента, останавливающего реакцию.
К раствору добавляют катализатор гидрирования, полученный в примере получения 1, описанном выше, и проводят реакцию гидрирования путем присоединения водорода.
К раствору добавляют н-октадецил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионат и 4,6-бис(октилтиометил)-o-крезол в качестве антиоксидантов, десольватацию проводят путем отпарки паром, в результате получают каучукоподобный полимер 2 (количество связанного стирола=10% масс., йодное число=85, вязкость по Муни (ML(1+4) (100°C))=80, коэффициент релаксации по Муни=0,45, степень модификации=50% масс., средневесовая молекулярная масса=290000 г/моль, содержание воды=0,5% масс.).
Полученный каучукоподобный полимер 2 имеет статистическую структуру, представленную как (R)n-X (где R означает блок статистического сополимера винилароматического углеводорода и сопряженного диена, n равно 4, а X означает остаток связующего агента или модификатора.).
[0117] Пример полимеризации 3: Каучукоподобный полимер 3
Каучукоподобный полимер 3 (количество связанного стирола=26% масс., йодное число=70, вязкость по Муни (ML(1+4) (100°C))=70, коэффициент релаксации по Муни=0,52, степень модификации=50% масс., средневесовая молекулярная масса=300000 г/моль, содержание воды=0,8% масс.) получают таким же образом, как в примере полимеризации 2, описанном выше, за исключением того, что меняют количества 1,3-бутадиена и стирола в качестве мономеров, тетрагидрофурана (ТГФ) и 2,2-бис(2-оксоланил)пропана в качестве полярного вещества.
Полученный каучукоподобный полимер 3 имеет статистическую структуру, представленную как (R)n-X (где R означает блок статистического сополимера винилароматического углеводорода и сопряженного диена, n равно 4, а X означает остаток связующего агента или модификатора.).
[0118] Пример полимеризации 4: Каучукоподобный полимер 4
Каучукоподобный полимер 4 (количество связанного стирола=15% масс., йодное число=400, вязкость по Муни (ML(1+4) (100°C))=55, коэффициент релаксации по Муни=0,96, степень модификации=70% масс., средневесовая молекулярная масса=350000 г/моль, содержание воды=0,8% масс.) получают таким же образом, как в примере полимеризации 1, описанном выше, за исключением того, что в качестве связующего агента используют 3-(4-метилпиперазин-1-ил)пропилтриэтоксисилан вместо 2,2-диметокси-1-(3-триметокси-силилпропил)-1-аза-2-силациклопентана.
Полученный каучукоподобный полимер 4 имеет статистическую структуру, представленную как (R)n-X (где R означает блок статистического сополимера винилароматического углеводорода и сопряженного диена, n равно 2, а X означает остаток связующего агента или модификатора).
[0119] Пример полимеризации 5: Каучукоподобный полимер 5
Каучукоподобный полимер 5 (количество связанного стирола=15% масс., йодное число=400, вязкость по Муни (ML(1+4) (100°C))=60, коэффициент релаксации по Муни=0,67, степень модификации=0% масс., средневесовая молекулярная масса=350000 г/моль, содержание воды=0,6% масс.) получают таким же образом, как в примере полимеризации 1, описанном выше, за исключением того, что в качестве связующего агента используют тетрахлорид кремния вместо 2,2-диметокси-1-(3-триметоксисилилпропил)-1-аза-2-сила-циклопентана.
Полученный каучукоподобный полимер 5 имеет статистическую структуру, представленную как (R)n-X (где R означает блок статистического сополимера винилароматического углеводорода и сопряженного диена, n равно 4, а X означает остаток связующего агента или модификатора.).
[0120] Пример полимеризации 6: Каучукоподобный полимер 6
В реактор полимеризации из нержавеющей стали загружают циклогексан в качестве растворителя, 1,3-бутадиен и стирол в качестве мономеров и тетрагидрофуран (ТГФ) и 2,2-бис(2-оксоланил)пропан в качестве полярных веществ.
Затем в реактор полимеризации загружают н-бутиллитий, разбавленный циклогексаном, в качестве инициатора полимеризации, 1,3-бутадиен и стирол сополимеризуют, 1,3-бутадиен в качестве мономера добавляют дополнительно после определенного повышения температуры, также добавляют стирол в качестве мономера через 2 минуты после достижения максимальной точки температуры реакции и также проводят сополимеризацию, в результате получают раствор полимера.
К раствору полимера добавляют метанол в качестве агента, останавливающего реакцию, получают раствор.
К раствору добавляют н-октадецил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионат и 4,6-бис(октилтиометил)-o-крезол в качестве антиоксидантов, в результате получают раствор, включающий каучукоподобный полимер. Растворитель удаляют из раствора, включающего каучукоподобный полимер, с помощью отпарки паром, получают каучукоподобный полимер 6 (количество связанного стирола=45% масс., йодное число=260, вязкость по Муни (ML1+4 (100°C))=45, средневесовая молекулярная масса=160000 г/моль, содержание стирольного блока=15% масс., содержание воды=0,6% масс., коэффициент изменения толщины при испытании на холодное течение=6%).
Полученный каучукоподобный полимер 6 имеет структуру с конусообразным блоком, представленную как (R-B) (где R означает полимерный блок сопряженного диена или блок статистического сополимера винилароматического углеводорода и сопряженного диена, а B означает полимерный блок винилароматического углеводорода).
В полученном каучукоподобном полимере 6 отношение R/B (массовое отношение) равно 85/15.
[0121] Пример полимеризации 7: Каучукоподобный полимер 7
В реактор полимеризации из нержавеющей стали загружают циклогексан в качестве растворителя, 1,3-бутадиен в качестве мономера и тетрагидрофуран (ТГФ) и 2,2-бис(2-оксоланил)пропан в качестве полярных веществ.
Затем в реактор полимеризации загружают н-бутиллитий, разбавленный циклогексаном, в качестве инициатора полимеризации, 1,3-бутадиен полимеризуют, добавляют стирол в качестве мономера и дополнительно полимеризуют через 2 минуты после достижения максимальной точки температуры реакции, в результате получают раствор полимера.
К раствору полимера добавляют метанол в качестве агента, останавливающего реакцию, получают раствор.
К раствору добавляют н-октадецил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионат и 4,6-бис(октилтиометил)-o-крезол в качестве антиоксидантов, в результате получают раствор, включающий каучукоподобный полимер. Растворитель удаляют из раствора, включающего каучукоподобный полимер, с помощью отпарки паром, получают каучукоподобный полимер 7 (количество связанного стирола=25% масс., йодное число=350, вязкость по Муни (ML1+4 (100°C))=65, средневесовая молекулярная масса=130000 г/моль, содержание стирольного блока=25% масс., содержание воды=0,7% масс., коэффициент изменения толщины при испытании на холодное течение=7%).
Полученный каучукоподобный полимер 7 имеет полную блочную структуру, представленную как (R-B) (где R означает полимерный блок сопряженного диена, а B означает полимерный блок винилароматического углеводорода).
В полученном каучукоподобном полимере 7 отношение R/B (массовое отношение) равно 75/25.
[0122] Пример полимеризации 8: Каучукоподобный полимер 8
В реактор полимеризации из нержавеющей стали загружают циклогексан в качестве растворителя, 1,3-бутадиен и стирол в качестве мономеров и тетрагидрофуран (ТГФ) и 2,2-бис(2-оксоланил)пропан в качестве полярных веществ.
Затем в реактор полимеризации загружают н-бутиллитий, разбавленный циклогексаном, в качестве инициатора полимеризации, 1,3-бутадиен и стирол сополимеризуют, добавляют стирол в качестве мономера через 2 минуты после достижения максимальной точки температуры реакции и также проводят сополимеризацию, в результате получают раствор полимера.
К раствору полимера добавляют метанол в качестве агента, останавливающего реакцию, получают раствор.
К раствору добавляют н-октадецил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионат и 4,6-бис(октилтиометил)-o-крезол в качестве антиоксидантов, в результате получают раствор, включающий каучукоподобный полимер. Растворитель удаляют из раствора, включающего каучукоподобный полимер, с помощью отпарки паром, получают каучукоподобный полимер 8 (количество связанного стирола=45% масс., йодное число=260, вязкость по Муни (ML1+4 (100°C))=150, средневесовая молекулярная масса=330000 г/моль, содержание стирольного блока=30% масс., содержание воды=0,7% масс., коэффициент изменения толщины при испытании холодного течения=1%).
Полученный каучукоподобный полимер 8 имеет структуру с конусообразным блоком, представленную как (R-B) (где R означает полимерный блок сопряженного диена или блок статистического сополимера винилароматического углеводорода и сопряженного диена, а B означает полимерный блок винилароматического углеводорода).
В полученном каучукоподобном полимере 8 отношение R/B (массовое отношение) равно 70/30.
[0123] Пример полимеризации 9: Каучукоподобный полимер 9
В реактор полимеризации из нержавеющей стали загружают циклогексан в качестве растворителя, 1,3-бутадиен и стирол в качестве мономеров и тетрагидрофуран (ТГФ) и 2,2-бис(2-оксоланил)пропан в качестве полярных веществ.
Затем в реактор полимеризации загружают н-бутиллитий, разбавленный циклогексаном, в качестве инициатора полимеризации, 1,3-бутадиен и стирол сополимеризуют, 1,3-бутадиен в качестве мономера добавляют дополнительно после определенного повышения температуры, также 1,3-бутадиен в качестве мономера добавляют через 2 минуты после достижения максимальной точки температуры реакции и также проводят сополимеризацию, получают раствор полимера.
К раствору полимера добавляют метанол в качестве агента, останавливающего реакцию, в результате получают раствор.
К раствору добавляют н-октадецил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионат и 4,6-бис(октилтиометил)-o-крезол в качестве антиоксидантов, в результате получают раствор, включающий каучукоподобный полимер. Растворитель удаляют из раствора, включающего каучукоподобный полимер, с помощью отпарки паром, получают каучукоподобный полимер 9 (количество связанного стирола=45% масс., йодное число=260, вязкость по Муни (ML1+4 (100°C))=55, средневесовая молекулярная масса=280000 г/моль, содержание стирольного блока=15% масс., содержание воды=0,6% масс., коэффициент изменения толщины при испытании холодного течения=4%).
Полученный каучукоподобный полимер 9 имеет структуру с конусообразным блоком, представленную как (R-B-R) (где R означает полимерный блок сопряженного диена или блок статистического сополимера винилароматического углеводорода и сопряженного диена, а B означает полимерный блок винилароматического углеводорода).
В полученном каучукоподобном полимере 9 отношение R/B (массовое отношение) равно 85/15.
[0124] Пример полимеризации 10: Каучукоподобный полимер 10
В реактор полимеризации из нержавеющей стали загружают циклогексан в качестве растворителя, 1,3-бутадиен и стирол в качестве мономеров и тетрагидрофуран (ТГФ) и 2,2-бис(2-оксоланил)пропан в качестве полярных веществ.
Затем в реактор полимеризации загружают н-бутиллитий, разбавленный циклогексаном, в качестве инициатора полимеризации, 1,3-бутадиен и стирол сополимеризуют, 1,3-бутадиен в качестве мономера добавляют дополнительно после определенного повышения температуры, также добавляют стирол в качестве мономера через 2 минуты после достижения максимальной точки температуры реакции, затем добавляют 1,3-бис(N, N’-диглицидиламинометил)циклогексан в качестве связующего агента через 2 минуты после достижения максимальной точки температуры реакции и также проводят сополимеризацию, получают раствор полимера.
К раствору полимера добавляют метанол в качестве агента, останавливающего реакцию, в результате получают раствор.
К раствору добавляют н-октадецил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионат и 4,6-бис(октилтиометил)-o-крезол в качестве антиоксидантов, в результате получают раствор, включающий каучукоподобный полимер. Растворитель удаляют из раствора, включающего каучукоподобный полимер, с помощью отпарки паром, получают каучукоподобный полимер 10 (количество связанного стирола=45% масс., йодное число=260, вязкость по Муни (ML1+4 (100°C))=70, средневесовая молекулярная масса=320000 г/моль, содержание стирольного блока=10% масс., содержание воды=0,7% масс., коэффициент изменения толщины при испытании холодного течения=2%).
Полученный каучукоподобный полимер 10 имеет структуру с конусообразным блоком, представленную как (R-B)n-X (где R означает полимерный блок сопряженного диена или блок статистического сополимера винилароматического углеводорода и сопряженного диена, B означает полимерный блок винил-ароматического углеводорода, n равно 4, а X означает остаток связующего агента или модификатора).
В полученном каучукоподобном полимере 10 отношение R/B (массовое отношение) равно 90/10.
[0125] Пример полимеризации 11: Каучукоподобный полимер 11
В реактор полимеризации из нержавеющей стали загружают циклогексан в качестве растворителя, 1,3-бутадиен и стирол в качестве мономеров и тетрагидрофуран (ТГФ) и 2,2-бис(2-оксоланил)пропан в качестве полярных веществ.
Затем в реактор полимеризации загружают н-бутиллитий, разбавленный циклогексаном, в качестве инициатора полимеризации, 1,3-бутадиен и стирол сополимеризуют, 1,3-бутадиен в качестве мономера добавляют после определенного повышения температуры и также проводят сополимеризацию, получают раствор полимера.
К раствору полимера добавляют метанол в качестве агента, останавливающего реакцию, в результате получают раствор.
К раствору добавляют н-октадецил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионат и 4,6-бис(октилтиометил)-o-крезол в качестве антиоксидантов, в результате получают раствор, включающий каучукоподобный полимер. Растворитель удаляют из раствора, включающего каучукоподобный полимер, с помощью отпарки паром, получают каучукоподобный полимер 11 (количество связанного стирола=45% масс., йодное число=260, вязкость по Муни (ML1+4 (100°C))=60, средневесовая молекулярная масса=250000 г/моль, содержание стирольного блока=5% масс., содержание воды=0,6% масс., коэффициент изменения толщины при испытании холодного течения=13%).
Полученный каучукоподобный полимер 11 имеет структуру с конусообразным блоком, представленную как (R-B) (где R означает полимерный блок сопряженного диена или блок статистического сополимера винилароматического углеводорода и сопряженного диена, а B означает полимерный блок винилароматического углеводорода).
В полученном каучукоподобном полимере 11 отношение R/B (массовое отношение) равно 95/5.
[0126] Пример полимеризации 12: Каучукоподобный полимер 12
В реактор полимеризации из нержавеющей стали загружают циклогексан в качестве растворителя, 1,3-бутадиен и стирол в качестве мономеров и тетрагидрофуран (ТГФ) и 2,2-бис(2-оксоланил)пропан в качестве полярных веществ.
Затем в реактор полимеризации загружают н-бутиллитий, разбавленный циклогексаном, в качестве инициатора полимеризации, 1,3-бутадиен и стирол сополимеризуют, 1,3-бутадиен в качестве мономера добавляют дополнительно после определенного повышения температуры, также добавляют стирол в качестве мономера через 2 минуты после достижения максимальной точки температуры реакции и также проводят сополимеризацию, получают раствор полимера.
К раствору полимера добавляют метанол в качестве агента, останавливающего реакцию, получают раствор.
К раствору добавляют катализатор гидрирования, полученный в примере производства 1, описанном выше, проводят реакцию гидрирования путем присоединения водорода, получают раствор.
К раствору добавляют н-октадецил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионат и 4,6-бис(октилтиометил)-o-крезол в качестве антиоксидантов, в результате получают раствор, включающий каучукоподобный полимер. Растворитель удаляют из раствора, включающего каучукоподобный полимер, с помощью отпарки паром, получают каучукоподобный полимер 12 (количество связанного стирола=45% масс., йодное число=65, вязкость по Муни (ML1+4 (100°C))=85, средневесовая молекулярная масса=160000 г/моль, содержание стирольного блока=15% масс., содержание воды=0,5% масс., коэффициент изменения толщины при испытании холодного течения=5%).
Полученный каучукоподобный полимер 12 имеет структуру с конусообразным блоком, представленную как (R-B) (в каждой формуле R означает полимерный блок сопряженного диена, блок статистического сополимера винилароматического углеводорода и сопряженного диена или гидрированный продукт полимера сопряженного диена или статистического сополимера, а B означает полимерный блок винилароматического углеводорода).
В полученном каучукоподобном полимере 12 отношение R/B (массовое отношение) равно 85/15.
[0127] Пример полимеризации 13: Каучукоподобный полимер 13
В реактор полимеризации из нержавеющей стали загружают циклогексан в качестве растворителя, 1,3-бутадиен и стирол в качестве мономеров и тетрагидрофуран (ТГФ) и 2,2-бис(2-оксоланил)пропан в качестве полярных веществ.
Затем в реактор полимеризации загружают н-бутиллитий, разбавленный циклогексаном, в качестве инициатора полимеризации, 1,3-бутадиен и стирол сополимеризуют, 1,3-бутадиен в качестве мономера добавляют дополнительно после определенного повышения температуры, также добавляют стирол в качестве мономера через 2 минуты после достижения максимальной точки температуры реакции и также проводят сополимеризацию, получают раствор полимера.
К раствору полимера добавляют метанол в качестве агента, останавливающего реакцию, получают раствор.
К раствору добавляют катализатор гидрирования, полученный в примере получения 1, описанном выше, проводят реакцию гидрирования путем присоединения водорода, получают раствор.
К раствору добавляют н-октадецил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионат и 4,6-бис(октилтиометил)-o-крезол в качестве антиоксидантов, в результате получают раствор, включающий каучукоподобный полимер. Растворитель удаляют из раствора, включающего каучукоподобный полимер, с помощью отпарки паром, получают каучукоподобный полимер 13 (количество связанного стирола=45% масс., йодное число=13, вязкость по Муни (ML1+4 (100°C))=110, средневесовая молекулярная масса=160000 г/моль, содержание стирольного блока=15% масс., содержание воды=0,4% масс., коэффициент изменения толщины при испытании холодного течения=2%).
Полученный каучукоподобный полимер 13 имеет структуру с конусообразным блоком, представленную как (R-B) (в каждой формуле R означает полимерный блок сопряженного диена, блок статистического сополимера винилароматического углеводорода и сопряженного диена или гидрированный продукт полимера сопряженного диена или статистического сополимера, а B означает полимерный блок винилароматического углеводорода).
В полученном каучукоподобном полимере 13 отношение R/B (массовое отношение) равно 85/15.
[0128] Пример полимеризации 14: Каучукоподобный полимер 14
В реактор полимеризации из нержавеющей стали загружают циклогексан в качестве растворителя, 1,3-бутадиен в качестве мономера и тетрагидрофуран (ТГФ) и 2,2-бис(2-оксоланил)пропан в качестве полярных веществ.
Затем в реактор полимеризации загружают н-бутиллитий, разбавленный циклогексаном, в качестве инициатора полимеризации, 1,3-бутадиен полимеризуют, добавляют стирол в качестве мономера и также полимеризуют через 2 минуты после достижения максимальной точки температуры реакции, получают раствор полимера.
К раствору полимера добавляют метанол в качестве агента, останавливающего реакцию, получают раствор.
К раствору добавляют катализатор гидрирования, полученный в примере производства 1, описанном выше, проводят реакцию гидрирования путем присоединения водорода, получают раствор.
К раствору добавляют н-октадецил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионат и 4,6-бис(октилтиометил)-o-крезол в качестве антиоксидантов, в результате получают раствор, включающий каучукоподобный полимер. Растворитель удаляют из раствора, включающего каучукоподобный полимер, с помощью отпарки паром, получают каучукоподобный полимер 14 (количество связанного стирола=25% масс., йодное число=247, вязкость по Муни (ML1+4 (100°C))=55, средневесовая молекулярная масса=130000 г/моль, содержание стирольного блока=25% масс., содержание воды=0,6% масс., коэффициент изменения толщины при испытании холодного течения=6%).
Полученный каучукоподобный полимер 14 имеет полную блочную структуру, представленную как (R-B) (где R означает полимерный блок сопряженного диена, блок статистического сополимера винилароматического углеводорода и сопряженного диена или гидрированный продукт полимера сопряженного диена или статистического сополимера, а B означает полимерный блок винилароматического углеводорода).
В полученном каучукоподобном полимере 14 отношение R/B (массовое отношение) равно 75/25.
[0129] Получение упакованного формованного изделия
Пример 1
Упакованное формованное изделие 1 получают путем формования каучукоподобного полимера 1, полученного в примере полимеризации 1, описанном выше, в формованное изделие в форме прямоугольного параллелепипеда (размеры: ширина W 340 мм, длина L 680 мм, высота H 180 мм), и покрывания формованного изделия упаковочной пленкой 1.
Упаковочная пленка 1 представляет собой полиэтиленовую пленку (изготовлена из полиэтилена низкой плотности, скорость пропускания водяного пара 18 г/м2⋅день, толщина 50 мкм, температура плавления 110°C), на которой расположены эллипсоидные проколы (отверстия) с более длинной стороной 1,5 мм и с более короткой стороной 1 мм с интервалами, по меньшей мере, 20 мм или больше, и пленку используют для каждой из обеих верхней и нижней поверхностей.
Такое одно упакованное формованное изделие имеет 1000 отверстий, общая площадь отверстий составляет 5000 мм2, а доля общей площади отверстий равна 0,42%.
В полученном упакованном формованном изделии не наблюдают никакой адгезии между тюками в соответствии с оценкой адгезии между тюками, описанной выше.
Разрыва пленки не наблюдают в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на верхней и нижней поверхностях формованного изделия в соответствии с оценкой силы адгезии пленки, описанной выше.
[0130] Пример 2
Упакованное формованное изделие 2 производят таким же образом, как в примере 1, описанном выше, за исключением того, что каучукоподобный полимер 2, полученный в примере полимеризации 2, описанном выше, используют вместо каучукоподобного полимера 1.
В полученном упакованном формованном изделии не наблюдают никакой адгезии между тюками в соответствии с оценкой адгезии между тюками, описанной выше.
Разрыва пленки не наблюдают в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на некоторых верхних и нижних поверхностях, а также боковых поверхностях формованного изделия в соответствии с оценкой силы адгезии пленки, описанной выше.
[0131] Пример 3
Упакованное формованное изделие 3 производят таким же образом, как в примере 1, описанном выше, за исключением того, что каучукоподобный полимер 3, полученный в примере полимеризации 3, описанном выше, используют вместо каучукоподобного полимера 1.
В полученном упакованном формованном изделии не наблюдают никакой адгезии между тюками в соответствии с оценкой адгезии между тюками, описанной выше.
Разрыва пленки не наблюдают в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на некоторых верхних и нижних поверхностях, а также боковых поверхностях формованного изделия в соответствии с оценкой силы адгезии пленки, описанной выше.
[0132] Пример 4
Упакованное формованное изделие 4 производят таким же образом, как в примере 1, описанном выше, за исключением того, что каучукоподобный полимер 4, полученный в примере полимеризации 4, описанном выше, используют вместо каучукоподобного полимера 1.
Полученное упакованное формованное изделие подвергают оценке адгезии между тюками, описанной выше, при этом частично наблюдают адгезию между тюками, но упакованное формованное изделие может быть извлечено из большого сосуда.
Разрыва пленки не наблюдают в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на большинстве верхних и нижних поверхностей, а также боковых поверхностей формованного изделия в соответствии с оценкой силы адгезии пленки, описанной выше.
[0133] Пример 5
Упакованное формованное изделие 5 производят таким же образом, как в примере 1, описанном выше, за исключением того, что каучукоподобный полимер 5, полученный в примере полимеризации 5, используют вместо каучукоподобного полимера 1.
В полученном упакованном формованном изделии не наблюдают никакой адгезии между тюками в соответствии с оценкой адгезии между тюками, описанной выше.
Разрыва пленки не наблюдают в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают только на нижней поверхности формованного изделия в соответствии с оценкой силы адгезии пленки, описанной выше.
[0134] Пример 6
В качестве упаковочной пленки 2 применяют полиэтиленовую пленку, на которой круглые проколы, каждый с радиусом 2,5 мм (отверстия), расположены с интервалами, по меньшей мере, 30 мм или больше, причем пленку используют на верхней поверхности. С другой стороны, полиэтиленовую пленку без отверстий используют на нижней поверхности. Упакованное формованное изделие 6 производят таким же образом, как в примере 1, описанном выше, за исключением того, что каждую из этих пленок используют на одной поверхности вместо упаковочной пленки 1.
Такое одно упакованное формованное изделие имеет 60 отверстий, общая площадь отверстий составляет 1200 мм2, а доля общей площади отверстий равна 0,1%.
В полученном упакованном формованном изделии не наблюдают никакой адгезии между тюками в соответствии с оценкой адгезии между тюками, описанной выше.
Разрыва пленки не наблюдают в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, а также наблюдают через 1 месяц, но количество такого конденсата уменьшается по сравнению с конденсатом, наблюдаемым через 1 день, в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на верхней и нижней поверхностях формованного изделия в соответствии с оценкой силы адгезии пленки, описанной выше.
[0135] Пример 7
Упакованное формованное изделие 7 производят таким же образом, как в примере 1, описанном выше, за исключением того, что полиэтиленовую пленку (изготовлена из полиэтилена низкой плотности, скорость пропускания водяного пара 18 г/м2⋅день, толщина 50 мкм, температура плавления 110°C), на которой расположены эллипсоидные проколы (отверстия) с более длинной стороной 1,5 мм и более короткой стороной 1 мм с интервалами, по меньшей мере, 10 мм или больше, применяют в качестве упаковочной пленки 3 и используют вместо упаковочной пленки 1.
Такое одно упакованное формованное изделие имеет 2000 отверстий, общая площадь отверстий составляет 10000 мм2, а доля общей площади отверстий равна 0,83%.
В полученном упакованном формованном изделии не наблюдают никакой адгезии между тюками в соответствии с оценкой адгезии между тюками, описанной выше.
Разрыва пленки не наблюдают в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на верхней и нижней поверхностях формованного изделия в соответствии с оценкой силы адгезии пленки, описанной выше.
[0136] Пример 8
Упакованное формованное изделие 8 производят таким же образом, как в примере 1, описанном выше, за исключением того, что полиэтиленовую пленку без отверстий (изготовлена из полиэтилена низкой плотности, скорость пропускания водяного пара 18 г/м2⋅день, толщина 50 мкм, температура плавления 110°C) используют для одной нижней поверхности вместо упаковочной пленки 1.
Такое одно упакованное формованное изделие имеет 500 отверстий, общая площадь отверстий составляет 2500 мм2, а доля общей площади отверстий равна 0,21%.
В полученном упакованном формованном изделии не наблюдают никакой адгезии между тюками в соответствии с оценкой адгезии между тюками, описанной выше.
Разрыва пленки не наблюдают в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, а также наблюдают через 1 месяц, но количество такого конденсата уменьшается по сравнению с конденсатом, наблюдаемым через 1 день, в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на верхней и нижней поверхностях формованного изделия в соответствии с оценкой силы адгезии пленки, описанной выше.
[0137] Пример 9
Упакованное формованное изделие 9 производят таким же образом, как в примере 1, описанном выше, за исключением того, что полиэтиленовую пленку (изготовлена из полиэтилена низкой плотности, скорость пропускания водяного пара 18 г/м2⋅день, толщина 50 мкм, температура плавления 110°C), на которой расположены круглые проколы (отверстия), каждый с радиусом 2,5 мм, с интервалами, по меньшей мере, 20 мм или больше, применяют в качестве упаковочной пленки 4 и используют вместо упаковочной пленки 1.
Такое одно упакованное формованное изделие имеет 1000 отверстий, общая площадь отверстий составляет 20000 мм2, а доля общей площади отверстий равна 1,67%.
В полученном упакованном формованном изделии не наблюдают никакой адгезии между тюками в соответствии с оценкой адгезии между тюками, описанной выше.
Разрыва пленки не наблюдают в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на верхней и нижней поверхностях формованного изделия в соответствии с оценкой силы адгезии пленки, описанной выше.
[0138] Пример 10
Упакованное формованное изделие 10 производят таким же образом, как в примере 1, описанном выше, за исключением того, что полиэтиленовую пленку (изготовлена из полиэтилена низкой плотности, скорость пропускания водяного пара 18 г/м2⋅день, толщина 50 мкм, температура плавления 110°C), на которой расположены круглые проколы, каждый с радиусом 2,5 мм (отверстия), с интервалами, по меньшей мере, 10 мм или больше, применяют в качестве упаковочной пленки 5 и используют вместо упаковочной пленки 1.
Такое одно упакованное формованное изделие имеет 2000 отверстий, общая площадь отверстий составляет 40000 мм2, а доля общей площади отверстий равна 3,33%.
В полученном упакованном формованном изделии не наблюдают никакой адгезии между тюками в соответствии с оценкой адгезии между тюками, описанной выше.
Разрыва пленки не наблюдают в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на верхней и нижней поверхностях формованного изделия в соответствии с оценкой силы адгезии пленки, описанной выше.
[0139] Пример 11
Упакованное формованное изделие 11 производят таким же образом, как в примере 1, описанном выше, за исключением того, что полиэтиленовую пленку (изготовлена из полиэтилена низкой плотности, скорость пропускания водяного пара 18 г/м2⋅день, толщина 50 мкм, температура плавления 110°C), на которой расположены эллипсоидные проколы (отверстия) с более длинной стороной 1,5 мм и более короткой стороной 1 мм с интервалами, по меньшей мере, 4 мм или больше, применяют в качестве упаковочной пленки 6 и используют вместо упаковочной пленки 1.
Такое одно упакованное формованное изделие имеет 10000 отверстий, общая площадь отверстий составляет 50000 мм2, а доля общей площади отверстий равна 4,17%.
В полученном упакованном формованном изделии не наблюдают никакой адгезии между тюками в соответствии с оценкой адгезии между тюками, описанной выше.
Разрыва пленки не наблюдают в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на верхней и нижней поверхностях формованного изделия в соответствии с оценкой силы адгезии пленки, описанной выше.
[0140] Сравнительный пример 1
Полиэтиленовую пленку (изготовлена из полиэтилена низкой плотности, скорость пропускания водяного пара 18 г/м2⋅день, толщина 50 мкм, температура плавления 110°C), на которой расположены круглые проколы, каждый с радиусом 2,5 мм (отверстия), с интервалами, по меньшей мере, 30 мм или больше, применяют в качестве упаковочной пленки 7 и используют на верхней поверхности. С другой стороны, полиэтиленовую пленку без отверстий используют на нижней поверхности. Упакованное формованное изделие 12 производят таким же образом, как в примере 1, описанном выше, за исключением того, что каждую из этих пленок используют на одной поверхности вместо упаковочной пленки 1.
Такое одно упакованное формованное изделие имеет 6 отверстий, общая площадь отверстий составляет 120 мм2, а доля общей площади отверстий равна 0,01%.
В полученном упакованном формованном изделии не наблюдают никакой адгезии между тюками в соответствии с оценкой адгезии между тюками, описанной выше.
Разрыва пленки не наблюдают в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день и также наблюдают через 1 месяц на уровне, сравнимом с конденсатом на упаковочной пленке через 1 день, в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на верхней и нижней поверхностях формованного изделия в соответствии с оценкой силы адгезии пленки, описанной выше.
[0141] Сравнительный пример 2
Полиэтиленовую пленку (изготовлена из полиэтилена низкой плотности, скорость пропускания водяного пара 18 г/м2⋅день, толщина 50 мкм, температура плавления 110°C), на которой расположены круглые проколы, каждый с радиусом 2,5 мм (отверстия), с интервалами, по меньшей мере, 50 мм или больше, применяют в качестве упаковочной пленки 8 и используют на верхней поверхности. С другой стороны, полиэтиленовую пленку без отверстий (изготовлена из полиэтилена низкой плотности, скорость пропускания водяного пара 18 г/м2⋅день, толщина 50 мкм, температура плавления 110°C) используют на нижней поверхности. Упакованное формованное изделие 13 производят таким же образом, как в примере 1, описанном выше, за исключением того, что каждую из этих пленок используют на одной поверхности вместо упаковочной пленки 1.
Такое одно упакованное формованное изделие имеет 30 отверстий, общая площадь отверстий составляет 600 мм2, а доля общей площади отверстий равна 0,05%.
В полученном упакованном формованном изделии не наблюдают никакой адгезии между тюками в соответствии с оценкой адгезии между тюками, описанной выше.
Разрыва пленки не наблюдают в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день и также наблюдают через 1 месяц на уровне, сравнимом с конденсатом на упаковочной пленке через 1 день, в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на верхней и нижней поверхностях формованного изделия в соответствии с оценкой силы адгезии пленки, описанной выше.
[0142] Сравнительный пример 3
Упакованное формованное изделие 14 производят таким же образом, как в примере 1, описанном выше, за исключением того, что полиэтиленовую пленку (изготовлена из полиэтилена низкой плотности, скорость пропускания водяного пара 18 г/м2⋅день, толщина 50 мкм, температура плавления 110°C), на которой расположены круглые проколы, каждый с радиусом 25 мм (отверстия), с интервалами, по меньшей мере, 10 мм или больше, используют в качестве упаковочной пленки 9 вместо упаковочной пленки 1.
Такое одно упакованное формованное изделие имеет 100 отверстий, общая площадь отверстий составляет 200000 мм2, а доля общей площади отверстий равна 16,35%.
Полученное упакованное формованное изделие подвергают оценке адгезии между тюками, описанной выше, при этом наблюдают адгезию между тюками, а упакованное формованное изделие не может быть извлечено из большого сосуда.
Никакое упакованное формованное изделие не может быть извлечено в соответствии с оценкой сопротивления разрыву пленки, описанной выше, следовательно, изучают только верхнюю часть и оценивают разрыв упаковочной пленки.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на верхней и нижней поверхностях формованного изделия в соответствии с оценкой силы адгезии пленки, описанной выше.
[0143] Сравнительный пример 4
Полиэтиленовую пленку (изготовлена из полиэтилена низкой плотности, скорость пропускания водяного пара 18 г/м2⋅день, толщина 50 мкм, температура плавления 110°C), на которой расположены прямоугольные проколы шириной 8 мм и длиной 24 мм (отверстия) с интервалами, по меньшей мере, 22 мм или больше, применяют в качестве упаковочной пленки 10 и используют на верхней поверхности. С другой стороны, полиэтиленовую пленку без отверстий (изготовлена из полиэтилена низкой плотности, скорость пропускания водяного пара 18 г/м2⋅день, толщина 50 мкм, температура плавления 110°C) используют на нижней поверхности. Упакованное формованное изделие 15 производят таким же образом, как в примере 1, описанном выше, за исключением того, что каждую из этих пленок используют на одной поверхности вместо упаковочной пленки 1.
Такое одно упакованное формованное изделие имеет 39 отверстий, общая площадь отверстий составляет 7500 мм2, а доля общей площади отверстий равна 0,63%.
В полученном упакованном формованном изделии не наблюдают никакой адгезии между тюками в соответствии с оценкой адгезии между тюками, описанной выше.
В извлеченном упакованном формованном изделии наблюдают разрыв упаковочной пленки в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, а также наблюдают через 1 месяц, но количество такого конденсата уменьшается по сравнению с конденсатом, наблюдаемым через 1 день, в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на верхней и нижней поверхностях формованного изделия в соответствии с оценкой силы адгезии пленки, описанной выше.
[0144] Пример 17
Упакованное формованное изделие 16 производят таким же образом, как в примере 1, описанном выше, за исключением того, что полиэтиленовую пленку (изготовлена из полиэтилена низкой плотности, скорость пропускания водяного пара 18 г/м2⋅день, толщина 50 мкм, температура плавления 110°C), на которой расположены прямоугольные проколы (отверстия) с более длинной стороной 5 мм и более короткой стороной 3 мм с интервалами, по меньшей мере, 10 мм или больше, применяют в качестве упаковочной пленки 11 и используют вместо упаковочной пленки 1.
Такое одно упакованное формованное изделие имеет 10000 отверстий, общая площадь отверстий составляет 150000 мм2, а доля общей площади отверстий равна 12,50%.
В полученном упакованном формованном изделии не наблюдают никакой адгезии между тюками в соответствии с оценкой адгезии между тюками, описанной выше.
Разрыва пленки не наблюдают в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на верхней и нижней поверхностях формованного изделия в соответствии с оценкой силы адгезии пленки, описанной выше.
[0145] Пример 18
Упакованное формованное изделие 17 производят таким же образом, как в примере 1, описанном выше, за исключением того, что полиэтиленовую пленку (изготовлена из полиэтилена низкой плотности, скорость пропускания водяного пара 18 г/м2⋅день, толщина 50 мкм, температура плавления 110°C), на которой расположены прямоугольные проколы (отверстия) с более длинной стороной 8 мм и более короткой стороной 4 мм с интервалами, по меньшей мере, 60 мм или больше, применяют в качестве упаковочной пленки 12 и используют вместо упаковочной пленки 1.
Такое одно упакованное формованное изделие имеет 3000 отверстий, общая площадь отверстий составляет 120000 мм2, а доля общей площади отверстий равна 10,00%.
В полученном упакованном формованном изделии не наблюдают никакой адгезии между тюками в соответствии с оценкой адгезии между тюками, описанной выше.
Разрыва пленки не наблюдают в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на верхней и нижней поверхностях формованного изделия, в соответствии с оценкой силы адгезии пленки, описанной выше.
[0146] Пример 19
Упакованное формованное изделие 18 производят таким же образом, как в примере 1, описанном выше, за исключением того, что полистирольную пленку (скорость пропускания водяного пара 160 г/м2⋅день, толщина 50 мкм, температура плавления 240°C), на которой расположены эллипсоидные проколы (отверстия) с более длинной стороной 1,5 мм и более короткой стороной 1 мм с интервалами, по меньшей мере, 20 мм или больше, применяют в качестве упаковочной пленки 13 и используют вместо упаковочной пленки 1.
Такое одно упакованное формованное изделие имеет 1000 отверстий, общая площадь отверстий составляет 5000 мм2, а доля общей площади отверстий равна 0,42%.
В полученном упакованном формованном изделии не наблюдают никакой адгезии между тюками в соответствии с оценкой адгезии между тюками, описанной выше.
Разрыва пленки не наблюдают в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на верхней и нижней поверхностях формованного изделия в соответствии с оценкой силы адгезии пленки, описанной выше.
[0147] Пример 20
Формование каучукоподобного полимера
Упакованное формованное изделие 19 получают путем формования каучукоподобного полимера 6, полученного в примере полимеризации 6, описанном выше, в тюк в форме прямоугольного параллелепипеда (размеры: ширина W 340 мм, длина L 680 мм, высота H 180 мм) описанным выше способом и путем покрывания верхней и нижней поверхностей полученного формованного изделия (тюка) упаковочной пленкой 1.
Упаковочная пленка полученного упакованного формованного изделия 19 имеет 1000 отверстий в части, обращенной к формованному изделию, общая площадь отверстий составляет 5000 мм2, а доля общей площади отверстий равна 0,42%.
Полученное упакованное формованное изделие 19 оценивают в соответствии с оценкой адгезии между тюками, описанной выше, и никакой адгезии между тюками не наблюдают.
Разрыва пленки не наблюдают при оценке в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц при оценке в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на верхней и нижней поверхностях формованного изделия при оценке в соответствии с оценкой силы адгезии пленки, описанной выше.
[0148] Пример 21
Упакованное формованное изделие 20 получают таким же образом, как в примере 20, описанном выше, за исключением того, что каучукоподобный полимер 7, полученный в примере полимеризации 7, используют вместо каучукоподобного полимера 6 и упаковочную пленку 13 используют вместо упаковочной пленки 1.
Полученное упакованное формованное изделие 20 оценивают в соответствии с оценкой адгезии между тюками, описанной выше, и никакой адгезии между тюками не наблюдают.
Разрыва пленки не наблюдают при оценке в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц при оценке в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают только на нижней поверхности формованного изделия при оценке в соответствии с оценкой силы адгезии пленки, описанной выше.
[0149] Пример 22
Упакованное формованное изделие 21 получают таким же образом, как в примере 20, описанном выше, за исключением того, что каучукоподобный полимер 8, полученный в примере полимеризации 8, используют вместо каучукоподобного полимера 6.
Полученное упакованное формованное изделие 21 оценивают в соответствии с оценкой адгезии между тюками, описанной выше, и никакой адгезии между тюками не наблюдают.
Разрыва пленки не наблюдают при оценке в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц при оценке в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на верхней и нижней поверхностях формованного изделия при оценке в соответствии с оценкой силы адгезии пленки, описанной выше.
[0150] Пример 23
Упакованное формованное изделие 22 получают таким же образом, как в примере 21, описанном выше, за исключением того, что каучукоподобный полимер 9, полученный в примере полимеризации 9, используют вместо каучукоподобного полимера 7.
Полученное упакованное формованное изделие 22 оценивают в соответствии с оценкой адгезии между тюками, описанной выше, и между тюками частично наблюдают адгезию, но упакованное формованное изделие может быть извлечено из большого сосуда.
Разрыва пленки не наблюдают при оценке в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц при оценке в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают только на нижней поверхности формованного изделия при оценке в соответствии с оценкой силы адгезии пленки, описанной выше.
[0151] Пример 24
Упакованное формованное изделие 23 получают таким же образом, как в примере 20, описанном выше, за исключением того, что каучукоподобный полимер 10, полученный в примере полимеризации 10, описанном выше, используют вместо каучукоподобного полимера 6.
Полученное упакованное формованное изделие 23 оценивают в соответствии с оценкой адгезии между тюками, описанной выше, и никакой адгезии между тюками не наблюдают.
Разрыва пленки не наблюдают при оценке в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц при оценке в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на верхней и нижней поверхностях формованного изделия, при оценке в соответствии с оценкой силы адгезии пленки, описанной выше.
[0152] Пример 25
Упакованное формованное изделие 24 получают таким же образом, как в примере 20, описанном выше, за исключением того, что каучукоподобный полимер 11, полученный в примере полимеризации 11, описанном выше, используют вместо каучукоподобного полимера 6.
Полученное упакованное формованное изделие 24 оценивают в соответствии с оценкой адгезии между тюками, описанной выше, и между тюками частично наблюдают адгезию, но упакованное формованное изделие может быть извлечено из большого сосуда.
Разрыва пленки не наблюдают при оценке в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц при оценке в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на верхней и нижней поверхностях формованного изделия при оценке в соответствии с оценкой силы адгезии пленки, описанной выше.
[0153] Пример 26
Упакованное формованное изделие 25 получают таким же образом, как в примере 20, описанном выше, за исключением того, что каучукоподобный полимер 12, полученный в примере полимеризации 12, описанном выше, используют вместо каучукоподобного полимера 6.
Полученное упакованное формованное изделие 25 оценивают в соответствии с оценкой адгезии между тюками, описанной выше, и никакой адгезии между тюками не наблюдают.
Разрыва пленки не наблюдают при оценке в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц при оценке в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают не только на верхней и нижней поверхностях формованного изделия, но также на боковых поверхностях тюков при оценке в соответствии с оценкой силы адгезии пленки, описанной выше.
[0154] Пример 27
Упакованное формованное изделие 26 получают таким же образом, как в примере 20, описанном выше, за исключением того, что каучукоподобный полимер 13, полученный в примере полимеризации 13, описанном выше, используют вместо каучукоподобного полимера 6.
Полученное упакованное формованное изделие 26 оценивают в соответствии с оценкой адгезии между тюками, описанной выше, и никакой адгезии между тюками не наблюдают.
Разрыва пленки не наблюдают при оценке в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц при оценке в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на верхней и нижней поверхностях формованного изделия, но также на боковых поверхностях формованного изделия при оценке в соответствии с оценкой силы адгезии пленки, описанной выше.
[0155] Пример 28
Упакованное формованное изделие 27 получают таким же образом, как в примере 21, описанном выше, за исключением того, что каучукоподобный полимер 14, полученный в примере полимеризации 14, описанном выше, используют вместо каучукоподобного полимера 7.
Полученное упакованное формованное изделие 27 оценивают в соответствии с оценкой адгезии между тюками, описанной выше, и никакой адгезии между тюками не наблюдают.
Разрыва пленки не наблюдают при оценке в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц при оценке в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают только на нижней поверхности формованного изделия при оценке в соответствии с оценкой силы адгезии пленки, описанной выше.
[0156] Пример 29
Упакованное формованное изделие 28 получают таким же образом, как в примере 20, описанном выше, за исключением того, что упаковочную пленку 3 используют вместо упаковочной пленки 1.
Упаковочная пленка полученного упакованного формованного изделия 28 имеет 2000 отверстий в части, обращенной к формованному изделию (тюку), общая площадь отверстий составляет 10000 мм2, а доля общей площади отверстий равна 0,83%.
Полученное упакованное формованное изделие 28 оценивают в соответствии с оценкой адгезии между тюками, описанной выше, и никакой адгезии между тюками не наблюдают.
Разрыва пленки не наблюдают при оценке в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц при оценке в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на верхней и нижней поверхностях формованного изделия при оценке в соответствии с оценкой силы адгезии пленки, описанной выше.
[0157] Пример 30
Упакованное формованное изделие 29 получают таким же образом, как в примере 20, описанном выше, за исключением того, что полиэтиленовую пленку без отверстий используют для одной нижней поверхности вместо упаковочной пленки 1.
Упаковочная пленка полученного упакованного формованного изделия 29 имеет 500 отверстий в части, обращенной к формованному изделию, общая площадь отверстий составляет 2500 мм2, а доля общей площади отверстий равна 0,21%.
Полученное упакованное формованное изделие 29 оценивают в соответствии с оценкой адгезии между тюками, описанной выше, и никакой адгезии между тюками не наблюдают.
Разрыва пленки не наблюдают при оценке в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, а также наблюдают через 1 месяц, но количество такого конденсата уменьшается по сравнению с конденсатом, наблюдаемым через 1 день, при оценке в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на верхней и нижней поверхностях формованного изделия при оценке в соответствии с оценкой силы адгезии пленки, описанной выше.
[0158] Пример 31
Упакованное формованное изделие 30 получают таким же образом, как в примере 20, описанном выше, за исключением того, что упаковочную пленку 4 используют вместо упаковочной пленки 1.
Упаковочная пленка полученного упакованного формованного изделия 30 имеет 1000 отверстий в части, обращенной к формованному изделию, общая площадь отверстий составляет 20000 мм2, а доля общей площади отверстий равна 1,67%.
Полученное упакованное формованное изделие 30 оценивают в соответствии с оценкой адгезии между тюками, описанной выше, и никакой адгезии между тюками не наблюдают.
Разрыва пленки не наблюдают при оценке в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц при оценке в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на верхней и нижней поверхностях формованного изделия при оценке в соответствии с оценкой силы адгезии пленки, описанной выше.
[0159] Пример 32
Упакованное формованное изделие 31 получают таким же образом, как в примере 20, описанном выше, за исключением того, что упаковочную пленку 5 используют вместо упаковочной пленки 1.
Упаковочная пленка полученного упакованного формованного изделия 31 имеет 2000 отверстий в части, обращенной к формованному изделию, общая площадь отверстий составляет 40000 мм2, а доля общей площади отверстий равна 3,33%.
Полученное упакованное формованное изделие 31 оценивают в соответствии с оценкой адгезии между тюками, описанной выше, и никакой адгезии между тюками не наблюдают.
Разрыва пленки не наблюдают при оценке в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц при оценке в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на верхней и нижней поверхностях формованного изделия, при оценке в соответствии с оценкой силы адгезии пленки, описанной выше.
[0160] Пример 33
Упакованное формованное изделие 32 получают таким же образом, как в примере 20, описанном выше, за исключением того, что упаковочную пленку 6 используют вместо упаковочной пленки 1.
Упаковочная пленка полученного упакованного формованного изделия 15 имеет 10000 отверстия в части, обращенной к формованному изделию, общая площадь отверстий составляет 50000 мм2, а доля общей площади отверстий равна 4,17%.
Полученное упакованное формованное изделие 32 оценивают в соответствии с оценкой адгезии между тюками, описанной выше, и никакой адгезии между тюками не наблюдают.
Разрыва пленки не наблюдают при оценке в соответствии с оценкой сопротивления разрыву пленки, описанной выше.
Конденсат на упаковочной пленке наблюдают через 1 день, но конденсат на упаковочной пленке полностью исчезает через 1 месяц при оценке в соответствии с оценкой содействия исчезновению конденсата, описанной выше.
Прилипание упаковочной пленки наблюдают на верхней и нижней поверхностях формованного изделия при оценке в соответствии с оценкой силы адгезии пленки, описанной выше.
[0161] Таблица 1
[0162] Таблица 2
[0163] Таблица 3
[0164] Таблица 4
[0165] Таблица 5
[0166] Таблица 6
[0167] Производство и оценка характеристик сшивающей каучуковой композиции
Каучуковый компонент
Каучукоподобный полимер, находящийся в каждом из упакованных формованных изделий 1-5 и 12: 100 масс.ч.
Количество каучукового компонента в каждом из упакованных формованных изделий выражают в пересчете на каучукоподобный полимер, исключая упаковочную пленку, причем упаковочную пленку также добавляют в тот момент, когда готовя сшивающую каучуковую композицию.
Агент компаундирования
Количество каждого добавленного агента компаундирования, описанного ниже, выражают в масс.ч. относительно 100 масс.ч. каучукового компонента, исключая упаковочную пленку, в каждом из упакованных формованных изделий.
- Диоксид кремния 1 (торговое название «Ultrasil 7000GR» от компании Evonik Degussa, удельная площадь поверхности при адсорбции азота 170 м2/г): 50,0 масс.ч.
- Диоксид кремния 2 (торговое название «Zeosil Premium 200 MP» от компании Rhodia, удельная площадь поверхности при адсорбции азота 220 м2/г): 25,0 масс.ч.
- Углеродная сажа (торговое название «Seast KH (N339)» от компании Tokai Carbon Co., Ltd.): 5,0 масс.ч.
- Силановый связующий агент (торговое название «Si75» от компании Evonik Degussa, бис(триэтоксисилилпропил)дисульфид): 6,0 масс.ч.
- масло SRAE (торговое название «Process NC140» от компании JX Nippon Oil & Energy Corporation): 37,5 масс.ч.
- Цинковый порошок: 2,5 масс.ч.
- Стеариновая кислота: 1,0 масс.ч.
- Противостаритель (N-(1,3-диметилбутил)-N’-фенил-p-фенилендиамин): 2,0 масс.ч.
- Сера: 2,2 масс.ч.
- Ускоритель вулканизации 1 (N-циклогексил-2-бензотиазил-сульфинамид): 1,7 масс.ч.
- Ускоритель вулканизации 2 (дифенилгуанидин): 2,0 масс.ч.
- Всего: 234,9 масс.ч.
[0168] Примеры 12-16 и сравнительный пример 5
Способ замешивания
Описанные выше материалы замешивают следующим образом с получением каучуковой композиции.
Используют закрытую месильную машину (имеющую внутреннюю емкость 0,3 л), снабженную регулятором температуры, чтобы смешать, в качестве первого этапа замешивания, исходный материал каучукового компонента (каучукоподобные полимеры 1-5), наполнители (диоксид кремния 1, диоксид кремния 2 и углеродная сажа), силановый связующий агент, масло SRAE, цинковый порошок и стеариновую кислоту в условиях коэффициента заполнения 65% и при скорости ротора от 30 до 50 об/мин.
В этом случае температуру закрытого смесителя регулируют так, чтобы получать компаунд при температуре выгрузки от 155 до 160°C.
Затем, в качестве второго этапа замешивания, после охлаждения до комнатной температуры компаунда, полученного, как описано выше, к нему добавляют противостаритель и полученный продукт замешивают снова для улучшения диспергируемости диоксида кремния. Температуру при выгрузке также корректируют в интервале от 155 до 160°C путем регулирования температуры смесителя.
После охлаждения, в качестве третьего этапа замешивания, полученный продукт смешивают с серой и ускорителями вулканизации 1 и 2, добавленными к продукту с помощью открытых валков, установленных при 70°C, получают каучуковую композицию.
После этого полученную каучуковую композицию подвергают формованию и вулканизируют с помощью вулканизационного пресса при 160°C в течение 20 мин.
Оценивают каучуковую композицию до вулканизации и каучуковую композицию после вулканизации. В данном случае такую оценку проводят следующими методами.
[0169] Оценка 1: Экономия топлива
Прибор для измерения вязкости «ARES» от компании Rheometric Scientific используют для измерения параметра вязкости в крутильной моде.
Значение tan δ, измеренное при 50°C, частоте 10 Гц и деформации 3%, используют в качестве показателя экономии топлива. Меньший индекс указывает на лучшую экономию топлива.
Ниже в таблице 7 с помощью физических свойств компаунда упакованного формованного изделия 5, используемых в качестве эталонов, показаны признаки, соответствующие изменениями соответствующих характеристик в следующих интервалах.
△: от ухудшения меньше чем на 5% до улучшения меньше чем на 5%
○: от улучшения на 5% или больше до улучшения меньше чем на 15%
◎: улучшение на 15% или больше
×: ухудшение на 5% или больше
[0170] Оценка 2: Характеристика разрушения
Прочность на разрыв и удлинение при разрыве измеряют в соответствии с методом испытания на растяжение стандарта JIS K6251.
Произведение измеренных значений прочности на разрыв и относительного удлинения при разрыве определяют как характеристику разрушения.
В таблице 7 с помощью физического свойства компаунда упакованного формованного изделия 5, используемого в качестве эталона, показаны признаки, соответствующие изменениям соответствующих характеристик в следующих интервалах.
△: от ухудшения меньше чем на 5% до улучшения меньше чем на 5%
○: от улучшения на 5% или больше до улучшения меньше чем на 15%
◎: улучшение на 15% или больше
×: ухудшение на 5% или больше
[0171] Таблица 7
[0172] Данные таблиц 1-6 подтверждают, что упакованные формованные изделия из комбинаций каучукоподобных полимеров и упаковочных пленок примеров 1-11 и примеров 17-33 показывают эффект содействия исчезновению конденсата на упаковочной пленке и могут обеспечить подавление адгезии между тюками во время хранения.
Данные таблицы 7 подтверждают, что каучуковые композиции примеров 12-16, в которых использованы каучукоподобные полимеры с высокой степенью модификации, обеспечивают превосходную экономию топлива, а компаунды, в которых использованы каучукоподобные полимеры с низким йодным числом, проявляют превосходную характеристику разрушения. С другой стороны, каучуковая композиция сравнительного примера 5 имеет ухудшенный баланс между показателем экономии топлива и характеристикой разрушения из-за небольшого ухудшения дисперсии наполнителя. Причиной этого ухудшения считают то, что упакованное формованное изделие с образованием конденсата замешивают вместе с пленкой и в результате перемешивание не является достаточным, а ожидаемые характеристики, показанные в соответствующих примерах, не могут быть продемонстрированы.
[0173] Настоящая заявка основана на заявке на патент Японии (заявка на патент Японии № 2020-135808), поданной с JPO 11 августа 2020 г., и заявке на патент Японии (заявка на патент Японии № 2020-161630), поданной с JPO 28 сентября 2020 г., содержание которых включено в настоящий документ посредством ссылки.
Промышленная применимость
[0174] Упакованное формованное изделие по настоящему изобретению может быть использовано в промышленности, например, в качестве материала для протекторов шин, внутренней и внешней отделки транспортных средств, антивибрационных каучуков, ремней, обуви, вспененных материалов и различных промышленных продуктов.
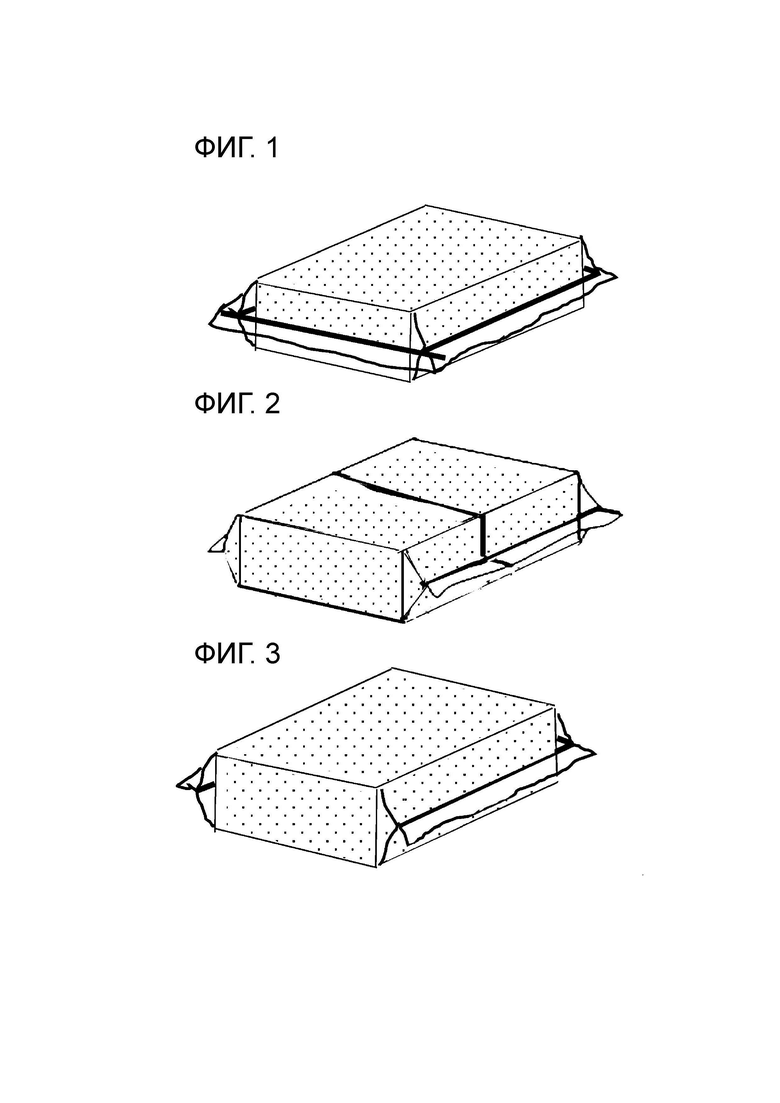
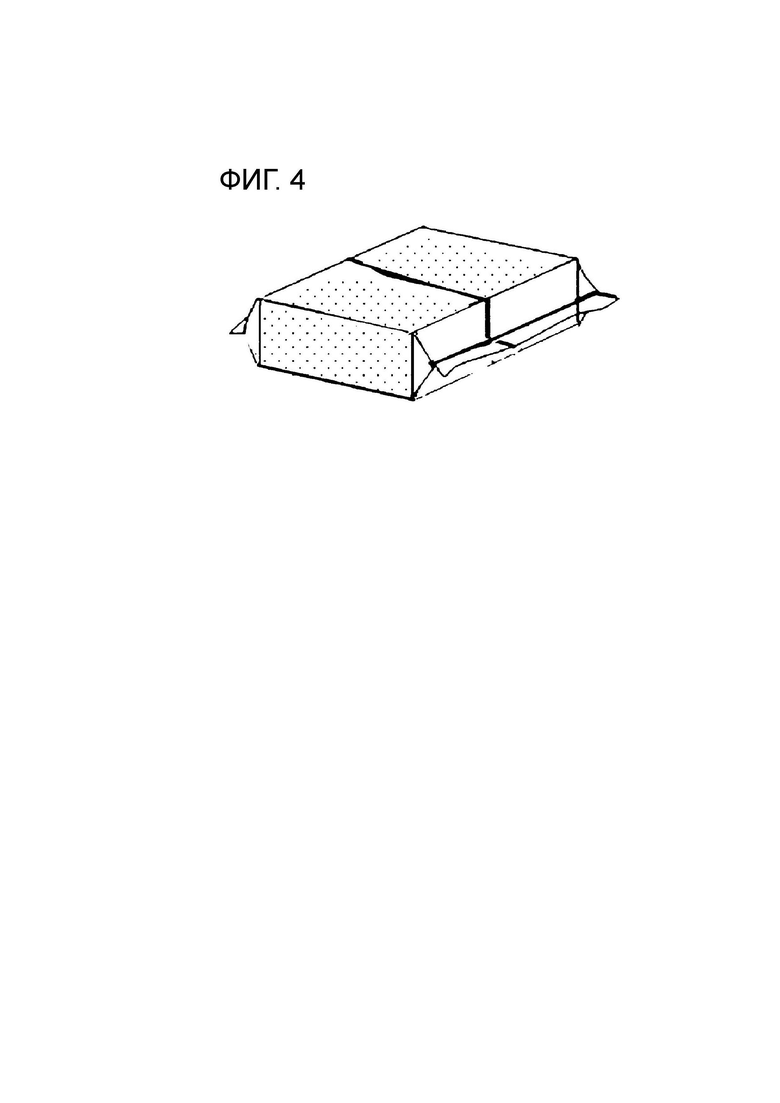
Изобретение относится к упаковочным изделиям, применяемым для транспортировки и хранения каучукподобных полимеров. Предложены варианты упакованного формованного каучукоподобного полимера для хранения и транспортировки, содержащего формованный каучукоподобный полимер, имеющий средневесовую молекулярную массу не менее чем 100000, и упаковочную пленку, упаковывающую формованный каучукоподобный полимер, где пленка представляет собой однослойную пленку, образованную из пленки, выбираемой из группы, состоящей из полиэтиленовой смолы, полистирольной смолы, полиэтилентерефталатной смолы и сополимера этилена и винилового спирта, или многослойную пленку, при этом в первом варианте часть упаковочной пленки, обращенная к формованному каучукоподобному полимеру, удовлетворяет следующим условиям: данная часть содержит не менее чем 50 отверстий и доля общей площади отверстий составляет 0,1% или больше и 15% или меньше относительно общей площади части, обращенной к формованному каучукоподобному полимеру, а во втором варианте часть упаковочной пленки, обращенная к формованному каучукоподобному полимеру, содержит отверстия и доля общей площади отверстий составляет 0,1% или больше и 15% или меньше относительно общей площади части, обращенной к формованному изделию, и доля площади части, не имеющей никаких отверстий размерами не менее чем 1 мм2 на 10000 мм2 упаковочной пленки, составляет не более чем 70% относительно общей площади части, обращенной к формованному изделию; применение предложенного упакованного формованного каучукподобного полимера для получения сшивающей каучуковой композиции в виде смеси; способ получения предложенного упакованного формованного каучукоподобного полимера; способ получения сшивающей каучуковой композиции с использованием предложенного упакованного формованного каучукоподобного полимера и протектор шины, содержащий сшивающую каучуковую композицию. Технический результат – создание упакованного формованного изделия, в котором, даже если каучукоподобный полимер плохо течёт в холодном состоянии, конденсат в упаковочной плёнке легко исчезает. 6 н. и 9 з.п. ф-лы, 4 ил., 7 табл., 33 пр.
1. Упакованный формованный каучукоподобный полимер для хранения и транспортировки, содержащий
формованный каучукоподобный полимер, имеющий средневесовую молекулярную массу не менее чем 100000, и
упаковочную пленку, упаковывающую формованный каучукоподобный полимер, где пленка представляет собой однослойную пленку, образованную из пленки, выбираемой из группы, состоящей из полиэтиленовой смолы, полистирольной смолы, полиэтилентерефталатной смолы и сополимера этилена и винилового спирта, или многослойную пленку, образованную из двух или нескольких, выбираемых из этой группы,
где
часть упаковочной пленки, обращенная к формованному каучукоподобному полимеру, удовлетворяет следующим условиям (1) и (2):
<условие (1)>: данная часть содержит не менее чем 50 отверстий;
<условие (2)>: доля общей площади отверстий составляет 0,1% или больше и 15% или меньше относительно общей площади части, обращенной к формованному каучукоподобному полимеру.
2. Упакованный формованный каучукоподобный полимер для хранения и транспортировки, содержащий
формованный каучукоподобный полимер, имеющий средневесовую молекулярную массу не менее чем 100000, и
упаковочную пленку, упаковывающую формованный каучукоподобный полимер, где пленка представляет собой однослойную пленку, образованную из пленки, выбираемой из группы, состоящей из полиэтиленовой смолы, полистирольной смолы, полиэтилентерефталатной смолы и сополимера этилена и винилового спирта, или многослойную пленку, образованную из двух или нескольких, выбираемых из этой группы,
где
часть упаковочной пленки, обращенная к формованному каучукоподобному полимеру, содержит отверстия и доля общей площади отверстий составляет 0,1% или больше и 15% или меньше относительно общей площади части, обращенной к формованному каучукоподобному полимеру, и
доля площади части, не имеющей никаких отверстий размерами не менее чем 1 мм2 на 10000 мм2 упаковочной пленки, составляет не более чем 70% относительно общей площади части, обращенной к формованному каучукоподобному полимеру.
3. Упакованный формованный каучукоподобный полимер по п. 1 или 2, в котором
каучукоподобный полимер содержит структуру, представленную как (R-B), (R-B-R) или (R-B)n-X,
массовое отношение R/B в каучукоподобном полимере составляет от 30/70 до 97/3 и
каучукоподобный полимер имеет вязкость по Муни (ML1+4 (100°С)) 40 или больше;
где
R означает полимерный блок сопряженного диена, блок статистического сополимера винилароматического углеводорода и сопряженного диена или блок гидрированного продукта полимерного блока сопряженного диена или блока статистического сополимера,
В означает полимерный блок винилароматического углеводорода,
n означает целое число 1 или больше, и
X означает остаток связующего агента или модификатора.
4. Упакованный формованный каучукоподобный полимер по любому из пп. 1-3, в котором каучукоподобный полимер имеет коэффициент релаксации по Муни (MSR) 0,8 или меньше.
5. Упакованный формованный каучукоподобный полимер по любому из пп. 1-4, в котором каждое из отверстий имеет круглую или эллиптическую форму.
6. Упакованный формованный каучукоподобный полимер по любому из пп. 1-5, в котором упаковочная пленка удовлетворяет следующим условиям (3) и (4):
<условие (3)>: упаковочная пленка содержит не менее чем 100 отверстий в части, обращенной к формованному каучукоподобному полимеру;
<условие (4)>: общая площадь отверстий составляет 500 мм2 или больше и 50000 мм2 или меньше.
7. Упакованный формованный каучукоподобный полимер по любому из пп. 1-6, в котором каучукоподобный полимер содержит атом азота.
8. Упакованный формованный каучукоподобный полимер по любому из пп. 1-7, в котором каучукоподобный полимер имеет степень модификации, измеренную колоночной адсорбционной ГПХ (GPC), не менее чем 40% масс.
9. Упакованный формованный каучукоподобный полимер по любому из пп. 1-8, в котором каучукоподобный полимер имеет йодное число от 10 до 250 и 3% масс. или больше этиленовой структуры.
10. Упакованный формованный каучукоподобный полимер по любому из пп. 1-9, в котором
формованный каучукоподобный полимер представляет собой прямоугольный параллелепипед, и
упаковочная пленка обращена по меньшей мере к трем поверхностям прямоугольного параллелепипеда и содержит отверстия на каждой из поверхностей.
11. Упакованный формованный каучукоподобный полимер по любому из пп. 1-10, в котором упаковочная пленка имеет скорость пропускания водяного пара при 40°С и 90% ОВ (относительная влажность) не менее чем 5 г/м2⋅день.
12. Применение упакованного формованного каучукподобного полимера по пп. 1-11 для получения сшивающей каучуковой композиции в виде смеси, включающей
каучукоподобный полимер, и
0,1 масс.ч. или больше и 20 масс.ч. или меньше сшивающего агента относительно общего количества 100 масс.ч. каучукового компонента в упакованном формованном каучукоподобном полимере.
13. Способ получения упакованного формованного каучукоподобного полимера, включающий
стадию полимеризации мономера в растворе с получением раствора, содержащего каучукоподобный полимер, имеющий средневесовую молекулярную массу не менее чем 100000,
стадию удаления растворителя из раствора, содержащего каучукоподобный полимер,
стадию формования каучукоподобного полимера с получением формованного каучукоподобного полимера, и
стадию покрывания формованного изделия упаковочной пленкой, где пленка представляет собой однослойную пленку, образованную из пленки, выбираемой из группы, состоящей из полиэтиленовой смолы, полистирольной смолы, полиэтилентерефталатной смолы и сополимера этилена и винилового спирта, или многослойную пленку, образованную из двух или нескольких, выбираемых из этой группы, где
часть упаковочной пленки, обращенная к формованному каучукоподобному полимеру, удовлетворяет следующим условиям (1) и (2):
<условие (1)>: эта часть содержит не менее чем 50 отверстий,
<условие (2)>: доля общей площади отверстий составляет 0,1% или больше и 15% или меньше относительно общей площади части, обращенной к формованному каучукоподобному полимеру.
14. Способ получения сшивающей каучуковой композиции, включающий
стадию смешения при температуре выше температуры плавления упаковочной пленки и ниже 180°С упакованного формованного каучукоподобного полимера по любому из пп. 1-11 без удаления упаковочной пленки с сшивающим агентом.
15. Протектор шины, содержащий сшивающую каучуковую композицию, полученную способом по п. 14.
| JP 2002145348 A, 22.05.2002 | |||
| JP 62158670 A, 14.07.1987 | |||
| JP 2012062072 A, 29.03.2012 | |||
| JP 2013133419 A, 08.07.2013 | |||
| JP 2015189503 A, 02.11.2015 | |||
| 0 |
|
SU94954A1 | |
| ГИБКИЙ МАТЕРИАЛ | 1992 |
|
RU2110460C1 |
| 0 |
|
SU161043A1 | |
