Настоящее изобретение относится к структурированному насадочному элементу с пересекающимися каналами для колонны, предназначенной для осуществления массообмена и/или теплообмена между тяжелой текучей фазой и легкой текучей фазой.
Структурированные насадочные элементы используют в массообменных колоннах, например, таких как ректификационные колонны, дистилляционные колонны, абсорбционные колонны, экстракционные колонны или газоочистители для дымовых газов. Структурированные насадочные элементы предназначены для улучшения массообмена и/или теплообмена, по меньшей мере, между двумя текучими фазами разной плотности, при этом, структурированные насадочные элементы обычно функционируют в режиме противотока. Если при дистилляции и абсорбции легкая фаза представляет собой газ или пар, а тяжелая фаза является конденсатом или жидкостью, в процессах экстракции обе фазы являются жидкостями разной плотности. Структурированные насадочные элементы включают множество различных слоев, каждый из которых обеспечивает собой поверхность, по которой растекается тяжелая фаза, и с которой она стекает вниз. Кроме этого, между разными слоями насадочных элементов имеется открытое пространство, которое заполняется легкой фазой (например, паром или газом при дистилляции) и обеспечивает собой траекторию, по которой поднимается легкая фаза, увлекаемая перепадом давления. Перепад давления нужен для преодоления гидравлического сопротивления. В типичном случае противоточного массообмена усредненное направление потока легкой фазы в структурированном насадочном элементе - это направление снизу вверх, противоположное усредненному направлению потока тяжелой фазы. Когда тяжелая фаза распространяется по поверхности структурированного насадочного элемента, образуется поверхность раздела между, по меньшей мере, двумя фазами, и на этой поверхности раздела происходит эффективный тепло- и массообмен между фазами. Также возможны варианты применения, где число тяжелых фаз больше одного. Одним из примеров является экстрактивная дистилляция.
В массообменной колонне обычно находится несколько слоев структурированных насадочных элементов. Обычно, сверху каждого слоя имеется распределитель, предназначенный для равномерного распределения тяжелой фазы по поперечному сечению слоя, оставляя, при этом, достаточное пространство для восходящего движения легкой фазы. Кроме этого, под каждым слоем часто находится удерживающее устройство в форме решетки и коллектор, при этом, структура в форме решетки удерживает слой на месте, а коллектор предназначен для сбора тяжелой фазы, стекающей со слоя, при этом, в коллекторе остается достаточное пространство для восходящего движения легкой фазы.
Общеизвестным типом структурированных насадочных элементов является, так называемая, гофрированная насадка с пересекающимися каналами, скомпонованная из множества, например, гофрированных листов, расположенных параллельно и касающихся друг друга. Обычно, гофрированные металлические листы прикрепляют друг к другу при помощи нескольких стержней, проходящих сквозь гофрированные листы перпендикулярно продольному сечению гофрированных листов, при этом, стержни фиксируют на первом и последнем гофрированном листе при помощи шайбы-гровера и гайки или путем загибания стержня. Каждый гофрированный лист имеет множество периодически повторяющихся деформаций, например, попеременно ориентированных выступов и впадин, при этом, смежные гофрированные листы ориентированы так, что гофрировка смежных гофрированных листов скрещивается крест-накрест с гофрировкой гофрированных листов, расположенных наклонно относительно вертикального или продольного направления, образуя, таким образом, наклонные каналы, непрерывно пересекающие друг друга. Эти каналы благоприятны для потока газовой фазы и жидкой фазы в насадке и облегчают массообмен между этими фазами. То есть, в каналах структурированного насадочного элемента газовая фаза и жидкая фаза вступают в контакт, таким образом, облегчается массообмен и теплообмен между этими фазами. Более конкретно, восходящий газ вступает в контакт с жидкостью, находящейся на поверхности листов, образующих каналы, по мере того, как она опускается вниз по массообменной колонне. В ходе этого контакта компоненты, в большом количестве имеющиеся в газе, могут переходить в жидкость, и наоборот; это означает, что может происходить эффективный массообмен. Подобные насадочные элементы описаны, например, в DE 1253673, CA 1270751 и US 6206349 81.
Количественно, массообмен в единицу времени пропорционален площади поверхности раздела между газом и жидкостью, при этом, площадь поверхности раздела увеличивается с увеличением части поверхности слоев насадочного элемента, смачиваемых жидкостью. Известно, что гофрированная насадка с пересекающимися каналами, изготовленная из металлической сетки, обладает превосходной смачиваемостью благодаря надлежащему распределению тяжелой фазы по поверхности гофрированных листов под действием капиллярных сил в металлической сетке и, в силу превосходной смачиваемости, высокой эффективностью массообмена. Примерами таких структурированных насадочных элементов является насадка Sulzer типов BX и CY, впервые предложенная в шестидесятых годах двадцатого века. Другой пример подобного структурированного насадочного элемент описан в ЕР 1477224 A1. Однако, сетка из металлической проволоки является дорогостоящим материалом. По этой причине сетчатый материал пытались заменить гофрированными металлическими листами с большим количеством небольших отверстий. Одним из примеров является выпускаемый серийно Montz-Pak Type BSH. Во время работы массообменной колонны отверстия насадки заполняются тяжелой фазой под действием капиллярной силы. Смачиваемость таких гофрированных перфорированных металлических листов с относительно тонкой структурой хуже, чем у насадки из металлической сетки, а изготовление листа все-таки довольно дорого, отчасти из-за медлительности производственного процесса, вязанного с выполнением тонкой структуры.
Как указано выше, с точки зрения высокой эффективности массообмена важно, чтобы поверхность структурированного насадочного элемента была в достаточной степени покрыта жидкостью, поскольку в противном случае, когда легкая фаза вступает в контакт с тяжелой фазой не настолько, насколько могла бы с учетом физической площади насадки, насадочный материал используется непроизводительно. Предложения по улучшению растекания тяжелой фазы по поверхности слоев, альтернативные использованию металлической сетки или гофрированных металлических листов с очень тонкой структурой в качестве материала для изготовления структурированного насадочного элемента, заключаются в обеспечении слоев, имеющих перфорацию или другую структуру поверхности, как описано в US 4296050, GB 1569828, US 4981621 и EP 3003550 A1.
С целью дополнительного улучшения использования поверхности структурированного насадочного элемента в DE 3818917 C1 и CN 88200252 U уже была предложена гофрированная насадка с пересекающимися каналами, изготовленная из перфорированных слоев, характеризующихся большой долей пустот, то есть, высоким отношением общей площади отверстий в слое к площади листа данного слоя. Более конкретно, в DE 3818917 C1 описаны структурированные насадочные элементы, изготовленные из листовых слоев с отверстиями, отделенными друг от друга разделительными элементами. Края отверстий снабжены выступающими ободками, при этом, ободки смежных отверстий попеременно отходят вверх от верхней стороны поверхности и вниз от нижней стороны поверхности листовых слоев. Кроме этого, в DE 3818917 C1 указано, что отверстия в слоях должны быть в 3-7 раз больше, чем ширина разделительных элементов, расположенных между смежными отверстиями. Благодаря этому образуется структурированный насадочный элемент, изготовленный из сквозных металлических листов с очень большой долей пустот - порядка 50% или более. В CN 88200252 U описан структурированный насадочный элемент, изготовленный из перфорированных листов толщиной от 0,1 до 0,5 мм. Отверстия имеют форму ромба, при этом, ширина отверстия составляет от 2 до 3 мм, при этом, процентная доля живого сечения листа, т.е., доля пустот, составляет от 40% до 50%. Таким образом, в обоих документах известного уровня техники описаны структурированные насадочные элементы, включающие листовые слои с достаточно большой долей пустот, более 40%, предпочтительно, около 50%. В отличие от них, классические структурированные насадочные элементы характеризуются существенно меньшей долей пустот, самое большее, 10%.
Структурированные насадочные элементы, основанные на другом принципе, нежели гофрированная насадка с пересекающимися каналами, описаны, например, в EP 0069241 A1, US 4304738 и EP 0250061 A1. Слои этих структурированных насадочных элементов состоят из просечно-вытяжного листового металла, при этом, слои допускают некоторую ширину слоя из-за процесса растяжки металла. Однако, в отличие от гофрированной насадки с пересекающимися каналами, слои этих структурированных насадочных элементов не гофрированные и не деформированные, за исключением деформации, происходящей в процессе растяжки. Это ограничивает открытое пространство для восходящего пара. Тем самым, не оптимальна эффективность массообмена, так как открытое пространство между слоями не образует четко определенную траекторию, способствующую гомогенному распределению восходящего пара по всей плоскости поперечного сечения структурированного насадочного элемента. При определении формы насадки было бы желательно задать для пара определенное направление посредством дополнительной степени свободы.
Помимо высокой эффективности массообмена, важным аспектом структурированного насадочного элемента является емкость. По мере увеличения расхода легкой и тяжелой фаз в структурированном насадочном элементе, в нем увеличивается падение давления. При некотором падении давления, силы тяжести недостаточно для противодействия трению между двумя фазами, и тяжелая фаза или жидкость, соответственно, увлекается легкой фазой или газом, соответственно, и поэтому больше не может опускаться по структурированному насадочному элементу. В этот момент массообмен нарушается, а возникшую ситуацию называют захлебыванием. Момент захлебывания определяет емкость структурированного насадочного элемента, т.е., емкость структурированного насадочного элемента характеризуется двумя величинами максимального расхода движущихся в противотоке фаз, выше которых увеличение любого из расходов ведет к захлебыванию. Момент захлебывания связан с характеристическим падением давления, которое, как правило, составляет порядка 10 мбар на метр высоты насадки.
Оптимальным для структурированного насадочного элемента было бы наличие и превосходной эффективности массообмена, и достаточной емкости, поскольку в таком случае можно было бы уменьшить диаметр и/или высоту массообменной колонны при данной емкости и, тем самым, свести к минимуму капитальные затраты на массообменную колонну. Однако, эти характеристики зависят от противоположных тенденций, касающихся удельной площади поверхности и других геометрических параметров. Более конкретно, большая удельная площадь поверхности, т.е., большое отношение геометрической площади структурированного насадочного элемента к объему, который он занимает, обеспечивает интенсивный контакт между легкой и тяжелой фазами, и поэтому соответствующий структурированный насадочный элемент имеет высокую эффективность массообмена, которую обычно выражают как число теоретических ступеней на метр насадки (number of Theoretical Stages per Meter, NTSM). Однако, структурированный насадочный элемент с большой удельной площадью поверхности характеризуется большим гидравлическим сопротивлением для легкой фазы, и поэтому соответствующему насадочному элементу при данном расходе легкой фазы свойственно большее падение давления на единицу высоты насадки и, следовательно, меньшая емкость по сравнению с насадкой с меньшей удельной площадью поверхности.
Ввиду изложенного выше, целью, лежащей в основе настоящего изобретения, является обеспечение рентабельного многофункционального структурированного насадочного элемента, характеризующегося высокой эффективностью массообмена при данной емкости или высокой емкостью при данной эффективности массообмена или меньшим весом при данной эффективности массообмена, соответственно.
В соответствии с настоящим изобретением, эта цель достигнута посредством обеспечения структурированного насадочного элемента с пересекающимися каналами для колонны, предназначенной для массообмена и/или теплообмена между тяжелой и легкой текучими фазами, при этом, структурированный насадочный элемент с пересекающимися каналами включает, по меньшей мере, два смежных слоя, изготовленных из листов просечно-вытяжного металла, в каждом из которых имеются отверстия, которые окружены и отделены друг от друга разделительными элементами, при этом, по меньшей мере, два из, по меньшей мере, двух слоев расположены в продольном направлении насадочного элемента параллельно в соприкосновении друг с другом так, что между ними образуется открытое пространство, простирающееся от одного конца до противоположного конца, по меньшей мере, двух слоев, по которому может протекать, по меньшей мере, одна из фаз - тяжелая и легкая текучая фаза, при этом, соотношение между средней шириной, по меньшей мере, одного, предпочтительно, по меньшей мере, 50% разделительных элементов между смежными отверстиями и толщиной листового материала составляет, по меньшей мере, 15, при этом, соотношение между максимальным расстоянием между, по меньшей мере, двумя из, по меньшей мере, двух слоев, измеренным в плоскости, перпендикулярной продольному направлению, и средней шириной разделительных элементов составляет, по меньшей мере, 4, при этом, соотношение между расстоянием между двумя отверстиями, смежными с разделительным элементом в направлении, перпендикулярном направлению растяжки листа просечно-вытяжного металла, и средней шириной этого разделительного элемента, предпочтительно, по меньшей мере, для 50% всех разделительных элементов составляет от 4 до 6, при этом, расстояние между двумя отверстиями измеряют путем определения расстояния между самой удаленной точкой одной стороны края одного из отверстий в направлении, перпендикулярном направлению растяжки листа просечно-вытяжного металла, и самой удаленной точкой такой же стороны края смежного отверстия в том же направлении листа просечно-вытяжного металла, при этом, продольное направлении насадочного элемента определено в описании, при этом, направление растяжки листа просечно-вытяжного металла представляет собой направление, перпендикулярное продольному направлению структурированного насадочного элемента с пересекающимися каналами, при этом, среднюю ширину разделительного элемента определяют путем подразделения разделительного элемента на индивидуальные участки i=1, 2, 3… n, каждый из которых характеризуется длиной участка di, при этом, для каждого участка измеряют наименьшее расстояние bi между соседними краями на этом участке, и сумму произведений di·bi делят на сумму di, получая среднюю ширину b разделительного элемента.
Это решение основано на неожиданном обнаружении того, что эффективность массообмена при заданной емкости может быть значительно увеличена, если средняя ширина разделительных элементов между смежными отверстиями относительно большая по сравнению с отверстиями (а именно, соотношение между расстоянием между двумя отверстиями, смежными с разделительным элементом в направлении, перпендикулярном направлению растяжки (которое представляет собой направление, перпендикулярное продольному направлению) листа просечно-вытяжного металла и средней шириной этого разделительного элемента, составляет от 4 до 6), и значительно шире, чем толщина листового материала (а именно, в 15 раз или более).
Это было неожиданным, в частности, потому, что противоречит положениям DE 3818917 C1 и CN 88200252 U. Оба документа предшествующего уровня техники подразумевают, что пленка, свободно свисающая между разделительными элементами, вносит двойной вклад в площадь массообмена и, тем самым, позволяет дополнительно уменьшить ширину разделительных элементов и еще больше сократить физическую площадь. Ввиду этого еще более удивительно, что при согласовании указанных параметров, как описано выше, эффективность массообмена при данной емкости значительно повышается.
Другим существенным преимуществом насадочного элемента, соответствующего настоящему изобретению, является то, что изготовление его слоев не связано с использованием дорогого материала. Напротив, слои изготовлены из листов просечно-вытяжного металла, т.е., просто путем резания и растяжки тонкой металлической пластины и, на второй стадии, деформации листа просечно-вытяжного металла с получением, например, гофрированных листов. Таким образом, используется экономичный исходный материал, а необходимое количество этого экономичного исходного материала даже уменьшено за счет его растяжки. В целом, настоящим изобретением обеспечивается рентабельный многофункциональный структурированный насадочный элемент с пересекающимися каналами, характеризующийся более высокой эффективностью массообмена при данной емкости или более высокой емкостью при данной эффективности массообмена, соответственно.
Продольное направление структурированного насадочного элемента с пересекающимися каналами - это направление от верхней области к нижней области структурированного насадочного элемента с пересекающимися каналами, когда он расположен в массообменной и/или теплообменной колонне, т.е., продольное направление - это направление сверху вниз массообменной и/или теплообменной колонны. Другими словами, это предполагаемое направление потока более тяжелой фазы под действием силы тяжести во время функционирования структурированного насадочного элемента с пересекающимися каналами и массообменной и/или теплообменной колонны, соответственно. Более конкретно, продольное направление структурированного насадочного элемента с пересекающимися каналами может быть определено следующим образом. Структурированный насадочный элемент с пересекающимися каналами помещают на горизонтальной поверхности так, что слои структурированного насадочного элемента с пересекающимися каналами, расположенные параллельно и в соприкосновении друг с другом, проходят в вертикальном направлении, и так, что открытое пространство (каналы, соответственно, которые окружены и, таким образом, определены периодическими деформациями слоев), идущее от одного конца до противоположного конца слоев, проходят сверху вниз структурированного насадочного элемента с пересекающимися каналами. Тогда продольное направление представляет собой направление сверху вниз расположенного таким образом структурированного насадочного элемента с пересекающимися каналами или, другими словами: тяжелая фаза, например, вода, которая капает сверху на расположенный таким образом структурированный насадочный элемент с пересекающимися каналами, стекает под действием силы тяжести вниз по открытому пространству, при этом, продольное направление соответствует усредненному направлению потока тяжелой фазы.
Максимальное расстояние (далее также обозначаемое «D») тесно связано с шириной слоя (далее также обозначаемой «W»), которая представляет собой протяженность одиночного слоя, измеренную в указанной выше плоскости. Величина W обычно составляет около половины D. Открытое пространство между двумя слоями образуется благодаря ширине слоя W. Максимальное расстояние D между двумя смежными слоями структурированного насадочного элемента с пересекающимися каналами, измеренное в плоскости, перпендикулярной продольному направлению, в соответствии с настоящим изобретением указывает на расстояние между слоями, если расстояние между слоями постоянно по всей поверхности смежных слоев, как в случае двух параллельных плоских листов. Если расстояние между слоями не постоянно по всей поверхности смежных слоев, т.е., если расстояние между разными участками поверхности слоев отличается, максимальным расстоянием D между двумя смежными слоями является расстояние между теми участками поверхности двух слоев, где расстояние между двумя слоями в плоскости, перпендикулярной продольному направлению, максимально. Более конкретно, максимальное расстояние D между двумя смежными слоями структурированного насадочного элемента, измеренное в плоскости, перпендикулярной продольному направлению, в соответствии с настоящим изобретением указывает на расстояние между двумя наиболее удаленными точками А и В, при этом, точка А находится на первом слое, а точка В находится на втором слое. Задают две параллельные плоскости, одна из которых включает точку А, а другая - точку В. Эти две параллельные плоскости ориентированы, по существу, параллельно ориентации двух слоев. Расстояние D определяют как расстояние между этими двумя параллельными плоскостями.
В соответствии с настоящим изобретением, структурированный насадочный элемент включает, по меньшей мере, два слоя, расположенные в продольном направлении параллельно друг другу. Параллельное расположение двух слоев в соответствии с настоящим изобретением означает, что один из слоев наклонен на угол, самое большее, +/-20°, предпочтительно, самое большее, +/-10°, более предпочтительно, самое большее, +/-5°, еще более предпочтительно, самое большее, +/-2° относительно другого слоя, наиболее предпочтительно, вообще не наклонен относительно другого слоя.
Кроме этого, в соответствии с настоящим изобретением, соотношение между средней шириной, по меньшей мере, 50% разделительных элементов между смежными отверстиями и толщиной листового материала составляет, по меньшей мере, 15. Это означает, что, по меньшей мере, для 50% разделительных элементов соотношение между средней шириной соответствующего разделительного элемента и толщиной листового материала составляет, по меньшей мере, 15. Предпочтительно, соотношение между средней шириной, по меньшей мере, 75%, более предпочтительно, по меньшей мере, 80%, еще более предпочтительно, по меньшей мере, 90%, еще более предпочтительно, по меньшей мере, 95%, наиболее предпочтительно, всех разделительных элементов между смежными отверстиями и толщиной листового материала составляет, по меньшей мере, 15.
В соответствии с настоящим изобретением, толщина листового материала означает толщину материала, который образует слой. Поскольку в соответствии с настоящим изобретением слой изготовлен путем растяжки металлического листа, толщина листового материала является толщиной листа. Если толщина листа изменяется по площади слоя, то толщина листового материала представляет собой толщину листа, измеренную у одного из наружных краев листового материала при помощи, например, микрометра. Например, толщину листового материала, образующего слой, измеряют, по меньшей мере, в двух, предпочтительно, по меньшей мере, в трех, более предпочтительно, по меньшей мере, в пяти местах у одного или нескольких наружных краев при помощи микрометра, затем полученные числовые величины суммируют и усредняют путем деления суммы на число измерений. Хорошие результаты получают, например, когда толщину измеряют в от 2 до 20, предпочтительно, от 2 до 10, более предпочтительно, от 3 до 10, наиболее предпочтительно, от 5 до 10 местах у одного или нескольких наружных краев слоя при помощи микрометра, при этом, эти места отстоят друг от друга, примерно, на 3 см вдоль наружного края. Микрометр представляет собой известное измерительное устройство, включающее одну неподвижную и одну подвижную измерительную площадку, при этом, положение подвижной измерительной площадки может быть изменено при помощи резьбы с мелким шагом. Две измерительные площадки могут контактировать или касаться друг друга, соответственно, если подвижная измерительная площадка полностью придвинута к неподвижной измерительной площадке. Обе измерительные площадки являются плоскими и круглыми, при этом, диаметр обеих измерительных площадок составляет, предпочтительно, от 5 до 6 мм.
Среднюю ширину (далее также именуемую «b») разделительного элемента в соответствии с настоящим изобретением определяют путем измерения расстояния между двумя параллельными смежными краями разделительного элемента, если разделительный элемент имеет неизменную ширину. Если разделительный элемент имеет переменную ширину, среднюю ширину разделительного элемента определяют, подразделяя разделительный элемент на индивидуальные участки i=1, 2, 3… n, каждый из которых характеризуется длиной участка di. при этом, для каждого участка измеряют наименьшее расстояние bi между соседними краями на этом участке. Сумму произведений di·bi делят на сумму di, получая среднюю ширину b разделительного элемента. Чем больше неоднородность разделительного элемента, тем больше нужно участков, и тем короче они должны быть. Предпочтительно, число n индивидуальных участков i, выбираемых для измерения на каждом разделительном элементе, составляет от 1 до 1000, более предпочтительно, от 5 до 100, наиболее предпочтительно, от 5 до 20, например, от 8 до 15. Например, выбирают 5 участков на см разделительного элемента.
Предпочтительно, среднюю ширину b разделительного элемента определяют на виде сверху или на горизонтальной проекции одного из отверстий, смежного с разделительным элементом. Преимущественно, это выполняют при помощи фотографирования отверстия. Вид отверстия сверху получают, фотографируя отверстие после выравнивания соответствующего листа просечно-вытяжного металла путем укладывания листа просечно-вытяжного металла на плоскую поверхность, размещения поверх листа просечно-вытяжного металла пластины и придавливания пластины с довольно небольшим усилием, чтобы только выровнять лист просечно-вытяжного металла, удалив периодические деформации, без изменения геометрии и размеров разделительных элементов и отверстий, т.е., без изменения геометрии и размеров сетчатой структуры листа просечно-вытяжного металла. Горизонтальную проекцию отверстия выполняют на листе просечно-вытяжного металла в той форме, в которой его используют в структурированном насадочном элементе с пересекающимися каналами, т.е., без расправления или иной механической обработки. Более конкретно, горизонтальную проекцию отверстия выполняют вдоль вертикальной оси плоскости, задаваемой смежными краями отверстия. В некоторых случаях такая плоскость не вполне четко выражена. В таком случае, наиболее подходящий вид получают путем подбора. Снимают несколько изображений, например, по меньшей мере, пять изображений, предпочтительно, по меньшей мере, 10 изображений с разных углов. Изображение, на котором отверстие имеет наибольший размер, принимают за горизонтальную проекцию отверстия. Характеристическая длина z может быть использована для определения длин и размеров как на горизонтальной проекции, так и на виде сверху. Лучше всего выполнять это путем определения или маркировки некоторого расстояния z на реальном объекте вблизи отверстия и измерения его длины. Соотношение между эффективной длиной z' этого расстояния на горизонтальной проекции или виде сверху, соответственно, и расстоянием z, измеренным на реальном объекте, используют для масштабирования всех других расстояний, измеренных на горизонтальной проекции. Например, реальная длина ширины участка получена как bi=bi'·(z/z'), где переменные со штрихом означают длины, измеренные на горизонтальной проекции или виде сверху, соответственно, а переменные без штриха являются реальной длиной.
В соответствии с настоящим изобретением, гидравлический диаметр d отверстия вычисляют по формуле 4А/Р, где А означает площадь поперечного сечения отверстия, и Р означает периметр того же отверстия. Площадь поперечного сечения отверстия можно определить при помощи основных мер (таких как длина и высота геометрической формы) и основных формул (известных из эвклидовой геометрии), если форма отверстия простая, например, плоский треугольник, прямоугольник, четырехугольник, трапеция и т.п. Предпочтительно, площадь определяют на виде сверху или горизонтальной проекции отверстия. Сложные формы могут быть аппроксимированы и подразделены на несколько j=1, 2, 3… m простых форм, имеющих площадь Aj. Площадь этих форм, в свою очередь, может быть вычислена с использованием основных мер и основных геометрических формул. Площадь А отверстия получают путем суммирования всех площадей Aj, составляющих отверстие. Чем сложнее форма отверстия, тем на большее число составляющих оно ложно быть подразделено. Предпочтительно, число m индивидуальных участков j простой формы, выбранных для измерения, составляет от 1 до 1000, предпочтительно, от 5 до 100, более предпочтительно, от 5 до 20, например, от 8 до 15. Как и в предыдущем случае, реальные длины определяют на основании отношения z/z', определенного выше.
Периметр отверстия простой формы может быть определен с использованием основных мер и основных геометрических формул. В самом общем случае, используют вид сверху или горизонтальную проекцию отверстия. Периметр отверстия подразделяют на некоторое число k=1, 2, 3… К индивидуальных прямых линий Рk, которые наилучшим образом аппроксимируют отверстие и представляют его как замкнутый многоугольник. Путем суммирования длин этих прямых линий получают периметр Р. И в этом случае, длины необходимо переводить в реальные длины с использованием отношения z/z', определенного выше.
Для определения средней ширины b, площади А отверстия и его периметра Р могут быть использованы методы цифровой обработки изображения. В этом случае, основная единица определяется размером пиксела. Для перевода величин длины и площади в пикселах в реальные, необходимо надлежащим образом определить отношение z/z', например, как показано выше. Уровень яркости может быть использован для выявления пикселов, которые принадлежат разделительному элементу, и пикселов, которые принадлежат отверстию. Величины площади могут быть вычислены непосредственно путем суммирования пикселов и умножения суммы на реальную площадь пиксела (в отношении реального объекта). При определении ширины bi или длины di участка, необходимо применять правила тригонометрии, если ориентация ширины не параллельна сторонам пикселов.
Дополнительное описание методов измерения и пояснительные примеры приведены ниже со ссылкой на фигуры.
В соответствии с настоящим изобретением, слои структурированного насадочного элемента с пересекающимися каналами изготовлены из листов просечно-вытяжного металла, производимых путем растяжки листового металла, т.е., путем резания и растяжки листового металла. Следовательно, образующиеся отверстия имеют, в основном, по существу, эллиптическую, линзообразную, трапецеидальную или ромбическую форму, обычно, по существу, линзообразную или трапецеидальную форму. Таким образом, как показано схематично на фигурах и подробно описано далее, каждый лист просечно-вытяжного металла, фактически, представляет собой сетку с отверстиями, при этом, каждое отверстие окружено разделительными элементами, каждый из которых имеет ширину b, при этом, разделительные элементы смежных отверстий соединены друг с другом в точках пересечения. Гидравлический диаметр, как правило, неизвестен, но может быть определен, как указано выше, или рассчитан на основании обычных характеристических размеров, как пояснено ниже. Просечно-вытяжные листы обычно характеризуются размером отверстий и (средней) шириной b разделительных элементов. Отверстия, которые обычно имеют, по существу, линзообразную или трапецеидальную форму, имеют, таким образом, меньшую и большую характеристическую длину, при этом, меньшая характеристическая длина (далее также именуемая «е2») отверстия представляет собой максимальное измерение отверстия в направлении растяжки листа просечно-вытяжного металла, а большая характеристическая длина (далее также именуемая «е1») отверстия представляет собой максимальное измерение отверстия в направлении, перпендикулярном направлению растяжки листа просечно-вытяжного металла. Направление растяжки листа просечно-вытяжного металла - это направление, вдоль которого лист металла растягивают в ходе изготовления листа просечно-вытяжного металла. Более конкретно, в соответствии с настоящим изобретением, направление растяжки представляет собой направление, перпендикулярное продольному направлению структурированного насадочного элемента с пересекающимися каналами. То есть, направление, перпендикулярное направлению растяжки, представляет собой продольное направление структурированного насадочного элемента с пересекающимися каналами. Величины (средней) ширины b разделительных элементов и характеристической длины отверстий определяют расстояния между смежными отверстиями. Расстояние между отверстиями, смежными в направлении растяжки листа просечно-вытяжного металла, отлично от расстояния между отверстиями, смежными в направлении, перпендикулярном направлению растяжки листа просечно-вытяжного металла. Далее расстояние между первым отверстием и вторым отверстием, смежными в направлении растяжки листа просечно-вытяжного металла, также именуется u2, тогда как расстояние между первым отверстием и третьим отверстием, смежными в направлении, перпендикулярном направлению растяжки листа просечно-вытяжного металла, также именуется u1. Расстояния u1 и u2 могут быть измерены, как подробно описано ниже со ссылкой на фигуры. Для определения гидравлического диаметра (далее также именуемого «d») соответствующего отверстия, если отверстия имеют приблизительно ромбическую форму, могут быть использованы следующие уравнения:
e1=u1 - b √ (1+u12/u22)
e2=e1 . u2/u1
d=e1 . e2 / √ (e12+e22)
Если отношение e2/e1 составляет около 0,5 или менее, что вполне реально для листов просечно-вытяжного металла, при определении гидравлического диаметра d соответствующего отверстия для e1 and e2 могут быть использованы следующие упрощенные уравнения:
e1=u1 - b · u1/u2
e2=u2 - b
Кроме этого, лист просечно-вытяжного металла может быть охарактеризован посредством коэффициента растяжки, определяемого как u2/2b. Обратная ему величина является показателем экономии материала, которая может быть достигнута по сравнению со сплошным металлическим листом. Больше подробностей об этих измерениях, а также пояснительный пример, приведены далее со ссылкой на фигуры.
В соответствии с настоящим изобретением, насадочный элемент является структурированным насадочным элементом с пересекающимися каналами. Таким образом, является предпочтительным, чтобы, по меньшей мере, 50%, предпочтительно, по меньшей мере, 75%, более предпочтительно, по меньшей мере, 80%, еще более предпочтительно, по меньшей мере, 90%, еще более предпочтительно, по меньшей мере, 95%, наиболее предпочтительно, все из, по меньшей мере, двух слоев были изготовлены из листов просечно-вытяжного металла и имели периодические деформации, при этом, слои ориентированы так, что периодические деформации смежных слоев пересекаются крест-накрест с периодическими деформациями слоев, расположенных наклонно относительно продольного направления. По меньшей мере, 50%, предпочтительно, по меньшей мере, 75%, более предпочтительно, по меньшей мере, 80%, еще более предпочтительно, по меньшей мере, 90%, еще более предпочтительно, по меньшей мере, 95%, наиболее предпочтительно, каждый из слоев контактирует с каждым из смежных слоев в точках пересечения периодических деформаций этого слоя и смежных гофрированных слоев, при этом, периодические деформации определяют наличие открытого пространства между, по меньшей мере, двумя слоями. Предпочтительно, расстояние между самыми верхними точками двух смежных периодических деформаций одного слоя, в зависимости от площади поверхности, составляет от 10 до 25 мм, более предпочтительно, от 13 до 23 мм.
В частности, хорошие результаты получают, когда коэффициент растяжки листа просечно-вытяжного металла, по меньшей мере, двух слоев составляет от 1,1 до 1,5, более предпочтительно, от 1,2 до 1,35.
В соответствии с настоящим изобретением, расстояние u1 измеряют путем определения расстояния между самой удаленной точкой одной стороны края одного из отверстий в направлении, перпендикулярном направлению растяжки листа просечно-вытяжного металла, и самой удаленной точкой такой же стороны края смежного отверстия в том же направлении листа просечно-вытяжного металла. Например, если получено фотографическое изображение вида сверху или горизонтальной проекции слоя структурированного насадочного элемента с пересекающимися каналами, где направление растяжки показано по вертикали фотографии, а направление, перпендикулярное направлению растяжки, показано по горизонтали фотографии, расстояние u1 может быть определено как расстояние между самой дальней точкой левой стороны края отверстия и самой дальней точкой левой стороны края отверстия, смежного с этим отверстием в том же направлении листа просечно-вытяжного металла.
Для особо точного определения расстояния u1, может быть измерено расстояние между самой дальней точкой одной стороны края отверстия в направлении, перпендикулярном направлению растяжки листа просечно-вытяжного металла, и самой дальней точкой такой же стороны края пятого или n-го смежного отверстия, расположенного в направлении, перпендикулярном направлению растяжки листа просечно-вытяжного металла, и разделено на четыре или (n-1).
Еще более предпочтительно, расстояние u1 определяют путем измерения расстояние между самой дальней точкой одной стороны края отверстия в направлении, перпендикулярном направлению растяжки листа просечно-вытяжного металла, и самой дальней точкой такой же стороны края десятого смежного отверстия, расположенного в направлении, перпендикулярном направлению растяжки листа просечно-вытяжного металла, и деления на девять.
В соответствии с настоящим изобретением, соотношение между расстоянием u1 между двумя отверстиями, смежными с разделительным элементом в направлении, перпендикулярном направлению растяжки листа просечно-вытяжного металла, и средней шириной этого разделительного элемента, по меньшей мере, для 50% всех разделительных элементов составляет от 4 до 6. Хорошие результаты, в частности, получают, когда соотношение между расстоянием u1 и средней шириной b, по меньшей мере, 75%, более предпочтительно, по меньшей мере, 80%, еще более предпочтительно, по меньшей мере, 90%, еще более предпочтительно, по меньшей мере, 95%, наиболее предпочтительно, всех разделительных элементов составляет от 4 до 6, предпочтительно, от 4,5 до 5,5, более предпочтительно, от 4,9 до 5,1.
Развивая далее идею настоящего изобретения, расстояние u1, предпочтительно, по меньшей мере, для 50%, более предпочтительно, по меньшей мере, для 75%, еще более предпочтительно, по меньшей мере, для 80%, еще более предпочтительно, по меньшей мере, для 90%, еще более предпочтительно, по меньшей мере, для 95%, наиболее предпочтительно, для всех отверстий составляет от 5 до 20 мм. Более предпочтительно, расстояние u1, предпочтительно, по меньшей мере, для 50%, более предпочтительно, по меньшей мере, для 75%, еще более предпочтительно, по меньшей мере, для 80%, еще более предпочтительно, по меньшей мере, для 90%, еще более предпочтительно, по меньшей мере, для 95%, наиболее предпочтительно, для всех отверстий составляет от 7,5 до 15 мм, наиболее предпочтительно, от 9 до 11 мм.
В соответствии с другим конкретным вариантом осуществления настоящего изобретения, соотношение между расстоянием u2 между первым отверстием и вторым отверстием, смежными в направлении растяжки листа просечно-вытяжного металла, и расстоянием u1 между первым отверстием и третьим отверстием, смежными в направлении, перпендикулярном направлению растяжки листа просечно-вытяжного металла, составляет от 0,4 до 0,7, при этом, расстояние u2 измеряют путем определения расстояния между самой дальней точкой стороны края первого отверстия в направлении растяжки листа просечно-вытяжного металла и самой дальней точкой такой же стороны края второго отверстия, смежного в направлении растяжки листа просечно-вытяжного металла, при этом расстояние u1 измеряют, как описано выше.
Аналогично определению расстояния u1, расстояние u2, предпочтительно, измеряют путем определения расстояния между самой дальней точкой одной стороны края первого отверстия в направлении растяжки листа просечно-вытяжного металла и самой дальней точкой такой же стороны края пятого или даже десятого (n-го) смежного отверстия, расположенного в направлении растяжки листа просечно-вытяжного металла, и деления на четыре или девять (n-1), соответственно.
В частности, хорошие результаты получают, когда соотношение между расстоянием u2 и u1, по меньшей мере, для 50%, предпочтительно, по меньшей мере, для 75%, более предпочтительно, по меньшей мере, для 80%, еще более предпочтительно, по меньшей мере, для 90%, еще более предпочтительно, по меньшей мере, для 95%, наиболее предпочтительно, для всех отверстий составляет от 0,4 до 0,7, более предпочтительно, от 0,45 до 0,70, наиболее предпочтительно, от 0,49 до 0,55.
Кроме этого, является предпочтительным, чтобы расстояние u2, по меньшей мере, для 50%, предпочтительно, по меньшей мере, для 75%, более предпочтительно, по меньшей мере, для 80%, еще более предпочтительно, по меньшей мере, для 90%, еще более предпочтительно, по меньшей мере, для 95%, наиболее предпочтительно, для всех отверстий составляло от 2 до 8 мм, более предпочтительно, от 3 до 7 мм, наиболее предпочтительно, от 4 до 6 мм.
В соответствии с другим конкретным вариантом осуществления настоящего изобретения, средняя ширина b, по меньшей мере, одного разделительного элемента между смежными отверстиями составляет от 70% до 125% среднего гидравлического диаметра d этих смежных отверстий.
Развивая далее идею настоящего изобретения, предлагается, чтобы средняя ширина b, по меньшей мере, 50%, предпочтительно, по меньшей мере, 75%, более предпочтительно, по меньшей мере, 80%, еще более предпочтительно, по меньшей мере, 90%, еще более предпочтительно, по меньшей мере, 95%, наиболее предпочтительно, всех разделительных элементов между смежными отверстиями составляла от 70% до 125% среднего гидравлического диаметра d смежных отверстий. Более предпочтительно, средняя ширина b, по меньшей мере, 50%, предпочтительно, по меньшей мере, 75%, более предпочтительно, по меньшей мере, 80%, еще более предпочтительно, по меньшей мере, 90%, еще более предпочтительно, по меньшей мере, 95%, наиболее предпочтительно, всех разделительных элементов между смежными отверстиями составляет от 75% до 100% среднего гидравлического диаметра d смежных отверстий.
Для достижения оптимального распределения тяжелой фазы по поверхности слоя является предпочтительным, чтобы средняя ширина b, по меньшей мере, 50%, предпочтительно, по меньшей мере, 75%, более предпочтительно, по меньшей мере, 80%, еще более предпочтительно, по меньшей мере, 90%, еще более предпочтительно, по меньшей мере, 95%, наиболее предпочтительно, всех разделительных элементов между смежными отверстиями составляла от 1,5 до 4,0 мм. Более предпочтительно, средняя ширина b, по меньшей мере, 50%, предпочтительно, по меньшей мере, 75%, более предпочтительно, по меньшей мере, 80%, еще более предпочтительно, по меньшей мере, 90%, еще более предпочтительно, по меньшей мере, 95%, наиболее предпочтительно, всех разделительных элементов между смежными отверстиями составляет от 1,6 до 3,5 мм, наиболее предпочтительно, от 1,8 до 3,0 мм.
В соответствии с настоящим изобретением, соотношение между средней шириной b, по меньшей мере, 50% разделительных элементов между смежными отверстиями и толщиной материала слоя (далее также именуемой «s») составляет, по меньшей мере, 15. Особенно хорошие результаты получают, когда соотношение между средней шириной b, по меньшей мере, 50% разделительных элементов между смежными отверстиями и толщиной материала слоя составляет, по меньшей мере, 18. Предпочтительно, соотношение между средней шириной, по меньшей мере, 75%, более предпочтительно, по меньшей мере, 80%, еще более предпочтительно, по меньшей мере, 90%, еще более предпочтительно, по меньшей мере, 95%, наиболее предпочтительно, всех разделительных элементов между смежными отверстиями и толщиной материала слоя составляет, по меньшей мере, 18.
В соответствии с настоящим изобретением, соотношение между максимальным расстоянием D между, по меньшей мере, двумя смежными слоями из, по меньшей мере, двух слоев, измеренным в плоскости, перпендикулярной продольному направлению, и средней шириной b разделительных элементов составляет, по меньшей мере, 4. Это означает, что соотношение между максимальным расстоянием D между, по меньшей мере, двумя смежными слоями из, по меньшей мере, двух слоев, измеренным в плоскости, перпендикулярной продольному направлению, и средней шириной b, по меньшей мере, 50%, предпочтительно, по меньшей мере, 75%, более предпочтительно, по меньшей мере, 80%, еще более предпочтительно, по меньшей мере, 90%, еще более предпочтительно, по меньшей мере, 95%, наиболее предпочтительно, всех разделительных элементов составляет, по меньшей мере, 4.
Особенно хорошие результаты получают, когда соотношение между максимальным расстоянием, измеренным в плоскости, перпендикулярной продольному направлению, и средней шириной разделительных элементов между, по меньшей мере, 50%, предпочтительно, по меньшей мере, 75%, более предпочтительно, по меньшей мере, 80%, еще более предпочтительно, по меньшей мере, 90%, еще более предпочтительно, по меньшей мере, 95%, наиболее предпочтительно, всеми из, по меньшей мере, двух слоев составляет, по меньшей мере, 4.
Кроме этого, является предпочтительным, чтобы соотношение между максимальным расстоянием D между, по меньшей мере, 50%, предпочтительно, между, по меньшей мере, 75%, более предпочтительно, между, по меньшей мере, 80%, еще более предпочтительно, между, по меньшей мере, 90%, еще более предпочтительно, между, по меньшей мере, 95%, наиболее предпочтительно, между всеми из, по меньшей мере, двух слоев, измеренным в плоскости, перпендикулярной продольному направлению, и средней шириной b разделительных элементов составляло, по меньшей мере, 5, более предпочтительно, по меньшей мере, 8.
Развивая далее идею настоящего изобретения, предлагается, чтобы соотношение между максимальным расстоянием D между, по меньшей мере, 50%, предпочтительно, между, по меньшей мере, 75%, более предпочтительно, между, по меньшей мере, 80%, еще более предпочтительно, между, по меньшей мере, 90%, еще более предпочтительно, между, по меньшей мере, 95%, наиболее предпочтительно, между всеми из, по меньшей мере, двух слоев, измеренным в плоскости, перпендикулярной продольному направлению, и средней шириной b разделительных элементов составляло от 4 до 15, предпочтительно, от 5 до 13, наиболее предпочтительно, от 8 до 12.
Хорошие результаты, в частности, получают, если расстояние D между, по меньшей мере, 50%, предпочтительно, между, по меньшей мере, 75%, более предпочтительно, между, по меньшей мере, 80%, еще более предпочтительно, между, по меньшей мере, 90%, еще более предпочтительно, между, по меньшей мере, 95%, наиболее предпочтительно, между всеми из, по меньшей мере, двух слоев, измеренное в плоскости, перпендикулярной продольному направлению, оставляет от 8 до 80 мм, предпочтительно, от 12 до 51 мм, наиболее предпочтительно, от 16 до 30 мм. Соответственно, является предпочтительным, чтобы ширина W слоя составляла от 4 до 40 мм, более предпочтительно, от 6 до 25,5 мм, наиболее предпочтительно, от 8 до 15 мм.
В соответствии с особенно предпочтительным вариантом осуществления настоящего изобретения, по меньшей мере, для одного из, по меньшей мере, двух слоев отношение общей площади отверстий в слое, деленное на площадь листа слоя, т.е., доля пустот в слое, составляет от 20% до 38%. Площадь Аs листа слоя в соответствии с настоящим изобретением представляет собой сумму физической площади всех разделительных элементов, измеренную только на одной стороне, и общей площади отверстий, окруженных разделительными элементами. Общая площадь отверстий является просто суммой площадей (поперечного сечения) А отверстий. Кроме этого, площадь Аs листа структурированного насадочного элемента представляет собой сумму площадей листа слоев, входящих в структурированный насадочный элемент. Как указано выше, доля пустот слоя насадки представляет собой отношение общей площади отверстий в слое к площади листа этого слоя.
Предпочтительно, по меньшей мере, для 50%, более предпочтительно, по меньшей мере, для 75%, еще более предпочтительно, по меньшей мере, для 80%, еще более предпочтительно, по меньшей мере, для 90%, еще более предпочтительно, по меньшей мере, для 95%, наиболее предпочтительно, для всех из, по меньшей мере, двух слоев доля пустот в слое составляет от 20% до 38%. Это позволяет в наиболее полной мере достичь преимуществ настоящего изобретения.
Кроме этого, является предпочтительным, чтобы, по меньшей мере, для 50%, более предпочтительно, по меньшей мере, для 75%, еще более предпочтительно, по меньшей мере, для 80%, еще более предпочтительно, по меньшей мере, для 90%, еще более предпочтительно, по меньшей мере, для 95%, наиболее предпочтительно, для всех из, по меньшей мере, двух слоев доля пустот слоя составляла от 25% до 35%, наиболее предпочтительно, от 28% до 32%. Это ведет к особенно хорошему смачиванию слоев структурированного насадочного элемента, соответствующего настоящему изобретению.
Особенно хорошие результаты получают, если сетчатая структура листа просечно-вытяжного металла является однородной, т.е., когда все или, по меньшей мере, большинство отверстий и разделительных элементов идентичны или, по меньшей мере, в значительной степени подобны друг другу. Ввиду этого, является предпочтительным, чтобы, по меньшей мере, 50%, более предпочтительно, по меньшей мере, 75%, еще более предпочтительно, по меньшей мере, 80%, еще более предпочтительно, по меньшей мере, 90%, еще более предпочтительно, по меньшей мере, 95%, наиболее предпочтительно, все отверстия каждого из, по меньшей мере, двух слоев имели гидравлический диаметр d, который составляет от 50 до 150%, предпочтительно, от 70 до 130%, более предпочтительно, от 80 до 120%, наиболее предпочтительно, от 90 до 110% среднего гидравлического диаметра d отверстий.
Является предпочтительным, чтобы гидравлический диаметр d, по меньшей мере, 50%, предпочтительно, по меньшей мере, 75%, более предпочтительно, по меньшей мере, 80%, еще более предпочтительно, по меньшей мере, 90%, еще более предпочтительно, по меньшей мере, 95%, наиболее предпочтительно, всех отверстий каждого из, по меньшей мере, двух слоев составлял от 1,25 до 5,0 мм. Еще более предпочтительно, гидравлический диаметр d, по меньшей мере, 50%, предпочтительно, по меньшей мере, 75%, более предпочтительно, по меньшей мере, 80%, еще более предпочтительно, по меньшей мере, 90%, еще более предпочтительно, по меньшей мере, 95%, наиболее предпочтительно, всех отверстий каждого из, по меньшей мере, двух слоев составляет от 2,0 до 4,0 мм, наиболее предпочтительно, от 2,2 до 3,5 мм.
В соответствии с альтернативным вариантом осуществления настоящего изобретения, по меньшей мере, 50%, предпочтительно, по меньшей мере, 75%, более предпочтительно, по меньшей мере, 80%, еще более предпочтительно, по меньшей мере, 90%, еще более предпочтительно, по меньшей мере, 95%, наиболее предпочтительно, все отверстия имеют меньшую характеристическую длину е2 от 1,0 до 4,0 мм, предпочтительно, от 2,0 до 3,0 мм и большую характеристическую длину е1 от 2,0 до 8,0 мм, предпочтительно, от 2,5 до 7,0 мм, наиболее предпочтительно, от 3,0 до 6,0 мм. Как указано выше, меньшая характеристическая длина е2 отверстия представляет собой максимальное измерение отверстия в направлении растяжки листа просечно-вытяжного металла, а большая характеристическая длина е1 отверстия представляет собой максимальное измерение отверстия в направлении, перпендикулярном направлению растяжки листа просечно-вытяжного металла.
Развивая далее идею настоящего изобретения, предлагается, чтобы соотношение между меньшей характеристической длиной е2 отверстия и большей характеристической длиной е1 того же отверстия, по меньшей мере, для 50%, предпочтительно, по меньшей мере, для 75%, более предпочтительно, по меньшей мере, для 80%, еще более предпочтительно, по меньшей мере, для 90%, еще более предпочтительно, по меньшей мере, для 95%, наиболее предпочтительно, для всех отверстий составляло от 0,4 до 0,7, предпочтительно, от 0,45 до 0,6, наиболее предпочтительно, от 0,49 до 0,55. Как указано выше, меньшая характеристическая длина е2 отверстия представляет собой максимальное измерение отверстия в направлении растяжки листа просечно-вытяжного металла, а большая характеристическая длина е1 отверстия представляет собой максимальное измерение отверстия в направлении, перпендикулярном направлению растяжки листа просечно-вытяжного металла.
Настоящее изобретение не имеет определенных ограничений в отношении материала листов просечно-вытяжного металла структурированного насадочного элемента. Например, листы просечно-вытяжного металла могут быть изготовлены из нержавеющей стали или соединения, выбранного из группы, состоящей из алюминия, меди, титана, циркония и сплавов.
Предпочтительно, толщина s листового материала каждого листа просечно-вытяжного металла составляет s=0,05-0,50 мм, более предпочтительно, s=0,08-0,20 мм, наиболее предпочтительно, s=0,09-0,15 мм.
Обычно, по меньшей мере, 50%, более предпочтительно, по меньшей мере, 75%, еще более предпочтительно, по меньшей мере, 80%, еще более предпочтительно, по меньшей мере, 90%, еще более предпочтительно, по меньшей мере, 95%, наиболее предпочтительно, все отверстия слоев структурированного насадочного элемента имеют, по существу, эллиптическое, линзообразное или трапецеидальное поперечное сечение.
После изготовления, т.е., резания и растяжки металлической пластины, полученный лист просечно-вытяжного металла уже не плоский. Это является результатом деформации, кручения, изгибания или образования сводчатости индивидуальных разделительных элементов и относительной деформации разделительных элементов по сравнению с другими, например, в результате наклона. Другие особенности, такие как заусенцы, могут появляться в процессе пробивания отверстий и вносить свой вклад в толщину. Итоговый размер листа просечно-вытяжного металла называют толщиной сетки (далее также именуемой «g»); она может быть идентична толщине материала слоя (что имеет место, если просечно-вытяжной лист плоский, так как был выровнен путем прокатывания) или в несколько раз больше толщины материала слоя. Толщина сетки обычно по порядку величины соответствует ширине b разделительного элемента и не должна быть намного больше ширины b. Следовательно, отношение толщины g сетки к средней ширине b разделительных элементов лежит в диапазоне от более, чем 0, до, приблизительно, 1,2, более предпочтительно, от 0,4 до 1, наиболее предпочтительно, от 0,5 до 0,8. Толщина g сетки значительно меньше максимального расстояния D между двумя соседними слоями, измеренного в плоскости, перпендикулярной продольному направлению.
Также является предпочтительным, чтобы соотношение между средней толщиной g сетки каждого слоя и толщиной s листового материала составляло, по меньшей мере, 6.
В частности, хорошие результаты получают, когда средняя толщина g сетки каждого слоя (32, 32') составляет от 1,0 до 1,4 мм, предпочтительно, от 1,1 до 1,3 мм, более предпочтительно, от 1,15 до 1,25 мм.
Сетка может быть выровнена путем придавливания сверху пластиной, как описано выше.
Другой вариант осуществления настоящего изобретения включает прокатывание листа просечно-вытяжного металла с целью получения листа просечно-вытяжного металла с текстурированной поверхностью. Более конкретно, каждая из периодических деформаций, в частности, гофрировка, может иметь струйчатую поверхность, включающую рельефную переднюю сторону со множеством выступов и впадин, обуславливающих наличие непрерывных пересекающихся капиллярных каналов. Выступы могут располагаться в контакте со смежными выступами и могут иметь боковые стенки, обуславливающие наличие между ними каналов, и рельефную заднюю сторону, идентичную передней стороне и обуславливающую наличие непрерывных пересекающихся капиллярных каналов, как описано, например, в ЕР 0190435 В1. Выступы могут иметь такой же диапазон высоты, как толщина g сетки без какой-либо дополнительной обработки.
Предпочтительно, отношение максимального расстояния D к толщине g сетки (т.е., D/g) составляет, по меньшей мере, 3.
В частности, хорошие результаты получают, когда соотношение между максимальным расстоянием D между каждыми двумя смежными слоями из, по меньшей мере, двух слоев, измеренным в плоскости, перпендикулярной продольному направлению, и средним гидравлическим диаметром d отверстий составляет, самое большее, 15.
Как показано на фиг. 7с, листы просечно-вытяжного металла имеют одну неровную и одну гладкую сторону. Предпочтительно, индивидуальные слои структурированного насадочного элемента с пересекающимися каналами расположены так, что на неровной стороне слоя смежный слой расположен своей неровной стороной, и на гладкой стороне слоя смежный слой расположен своей гладкой стороной.
Развивая далее идею настоящего изобретения, предлагается, чтобы, по меньшей мере, 50%, предпочтительно, по меньшей мере, 75%, более предпочтительно, по меньшей мере, 80%, еще более предпочтительно, по меньшей мере, 90%, еще более предпочтительно, по меньшей мере, 95%, наиболее предпочтительно, все из, по меньшей мере, двух слоем включали периодические деформации, при этом, открытое пространство между, по меньшей мере, двумя слоями обусловлено наличием периодических деформаций. Является особенно предпочтительным, чтобы все слои структурированного насадочного элемента настоящего изобретения имели такие периодические деформации, т.е., чтобы структурированный насадочный элемент настоящего изобретения не включал плоские слои. Предпочтительно, угол (далее также именуемый «α») каждой из периодических деформаций относительно продольного направления составляет от 10° до 60°, более предпочтительно, от 20° до 50°, наиболее предпочтительно, от 25° до 47°, при этом, периодические деформации смежных слоев, предпочтительно, ориентированы в противоположных направлениях.
Например, периодические деформации могут представлять собой гофрировку, включающую множество чередующихся пиков и углублений, при этом, пики одного слоя контактируют с углублениями смежного слоя, и углубления одного слоя контактируют с пиками смежного слоя, при этом, смежные слои ориентированы так, что пики и углубления смежных слоев пересекаются крест-накрест с пиками и углублениями слоев, расположенных наклонно относительно продольного направления. Таким образом, является предпочтительным, чтобы, по меньшей мере, 50%, предпочтительно, по меньшей мере, 75%, более предпочтительно, по меньшей мере, 80%, еще более предпочтительно, по меньшей мере, 90%, еще более предпочтительно, по меньшей мере, 95%, наиболее предпочтительно, все из, по меньшей мере, двух слоев имели периодические деформации, при этом, периодические деформации насадочного элемента с пересекающимися каналами представляют собой гофрировку, включающую множество чередующихся пиков и углублений, при этом, пики одного слоя контактируют с углублениями смежного слоя, и углубления одного слоя контактируют с пиками смежного слоя, при этом, смежные слои ориентированы так, что пики и углубления смежных слоев пересекаются крест-накрест с пиками и углублениями слоев, расположенных наклонно относительно продольного направления. Конечно, также возможно, чтобы не все пики одного слоя контактировали с одним или несколькими углублениями смежного слоя, а только часть пиков одного слоя контактировала с одним или несколькими углублениями смежного слоя, и наоборот. Однако, между двумя смежными слоями должно быть, по меньшей мере, три точки касания. Предпочтительно, в от 30 до 90%, более предпочтительно, от 50% до 80% мест, где пики и углубления смежных слоев противоположны друг другу, касание отсутствует, при этом, остальные места соответствующих пиков и углублений смежных слоев касаются друг друга.
В частности, хорошие результаты в данном варианте осуществления изобретения получают, когда угол α между каждым из пиков и каждым из углублений и продольным направлением составляет от 10° до 60°, предпочтительно, от 20° до 50°, наиболее предпочтительно, от 25° до 47°, при этом, пики и углубления смежных слоев, предпочтительно, ориентированы в противоположных направлениях. Таким образом обеспечивается равномерное распределение легкой фазы, по меньшей мере, в одном направлении поперечного сечения структурированного насадочного элемента. Указанные углы не должны быть слишком большими, чтобы свести к минимуму падение давления и максимально увеличить емкость.
Чтобы уменьшить гидравлические потери структурированного насадочного элемента, как дальнейшее развитие идеи настоящего изобретения, предлагается, чтобы пики и углубления были изогнуты на конечных участках слоев относительно пиков и углублений центральной части, расположенной между конечными участками, так, чтобы гидравлическое сопротивление в конечных областях структурированного насадочного элемента было меньше, чем в области, расположенной между конечными зонами. Следовательно, пики и углубления слоев в данном варианте осуществления изобретения являются нелинейными. Предпочтительно, пики и углубления изогнуты на конечных участках слоев так, что идут, по меньшей мере, по существу, вертикально. «По существу, вертикально» означает, что пики и углубления у нижнего и верхнего краев слоя не отклоняются больше, чем на 10°; предпочтительно, не более, чем на 5°, более предпочтительно, не более, чем на 2° от вертикального направления. Конечные области - это самая верхняя и самая нижняя зоны слоев, простирающиеся от верхнего и нижнего краев слоев на 30%, предпочтительно, 25%, более предпочтительно, 20% или менее вдоль длины листа, что представляет собой направление вдоль продольного направления слоя. Каждая из конечных областей может иметь пики и углубления другой высоты, нежели в центральной области, которая представляет собой область слоя между двумя конечными областями. Вместо выполнения таких изгибов или обеспечения другой высоты в обеих конечных зонах, это может иметь место в одной из конечных зон.
В соответствии с альтернативным вариантом осуществления настоящего изобретения, периодические деформации представляют собой волны с квадратным, треугольным, синусоидальным или зигзагообразным поперечным сечением, включающим пики и углубления, при этом, пики одного слоя контактируют с углублениями смежного слоя, и углубления одного слоя контактируют с пиками другого смежного слоя, при этом, смежные слои ориентированы так, что пики и углубления смежных слоев пересекаются крест-накрест с пиками и углублениями слоев, расположенных наклонно относительно продольного направления.
В частности, хорошие результаты в данном варианте осуществления изобретения получают, когда угол α между каждым из пиков и каждым из углублений и продольным направлением составляет от 10° до 60°, предпочтительно, от 20° до 50°, наиболее предпочтительно, от 25° до 47°, при этом, пики и углубления смежных слоев, предпочтительно, ориентированы в противоположных направлениях. Таким образом обеспечивается равномерное распределение легкой фазы, по меньшей мере, в одном направлении поперечного сечения структурированного насадочного элемента.
Настоящее изобретение не имеет определенных ограничений в отношение числа имеющихся слоев. Число слоев в насадочном элементе зависит от диаметра массообменной колонны и удельной площади аМ, требующейся для массообмена. Чем большая поверхность требуется, т.е., чем больше удельная площадь, тем больше будет слоев, и максимальное расстояние D, соответственно, будет меньше. Хотя структурированный насадочный элемент, вообще, имеет цилиндрическую форму с круглым поперечным сечением, поперечное сечение также может иметь и другую форму, например, прямоугольную, в зависимости от формы теплообменной и/или массообменной колонны. Если диаметр колонны больше, элемент обычно подразделяют на сегменты или ячейки с целью уменьшения веса и обеспечения возможности пофрагментной сборки.
Особенно выгодные сочетания эффективности массообмена и емкости получают, когда структурированный насадочный элемент, соответствующий настоящему изобретению, имеет удельную площадь аМ поверхности от 60 до 750 м2/м3, предпочтительно, от 120 до 500 м2/м3, наиболее предпочтительно, от 200 до 450 м2/м3.
Удельную площадь аМ поверхности определяется как геометрическая площадь АМ структурированного насадочного элемента, деленная на объем VМ, который занимает структурированный насадочный элемент. Геометрическая площадь АМ структурированного насадочного элемента представляет собой сумму геометрической площади всех слоев, входящих в этот элемент, при этом, геометрическая площадь слоя образована суммой обеих сторон слоя, как если бы в нем не было отверстий. Другими словами, геометрическая площадь может быть приблизительно получена путем умножения площади Аs листа насадочных слоев на два, так как геометрическую площадь образуют обе стороны слоя.
Площадь Аs листа структурированного насадочного слоя получают путем сложения площади отверстий в слое и физической площадь АР слоя. АР учитывает только физически имеющуюся поверхность. В эту величину не входят отверстия. Площадь Аs листа структурированного насадочного элемента получают путем суммирования площади листа всех входящих в него слоев.
Физическая площадь АР структурированного насадочного слоя является суммой поверхностей одной из сторон всех разделительных элементов, входящих в структурированный насадочный слой. Края, соответствующие толщине s материала слоя, не учитываются в этой площади. Физическая площадь АР насадки является суммой физической площади всех входящих в нее слоев.
За исключением определений аМ, АМ, Аs и АР для площади, выражения «поверхность» и «площадь поверхности» имеют в описании настоящего изобретения более качественный или интуитивный характер.
Предпочтительно, высота структурированного насадочного элемента составляет от 100 до 300 мм, предпочтительно, от 150 до 250 мм.
В другом аспекте настоящее изобретение относится к массообменной колонне, включающей, по меньшей мере, один структурированный насадочный элемент, описанный выше.
Предпочтительно, массообменная колонна включает от 1 до 10, более предпочтительно, от 2 до 8, наиболее предпочтительно, от 2 до 4 слоев насадки, при этом, каждый слой включает, по меньшей мере, один структурированный насадочный элемент, описанный выше. Предпочтительно, один слой включает от 2 до 20, более предпочтительно, от 4 до 15, наиболее предпочтительно, от 6 до 10 структурированных насадочных элементов. Чтобы газ очень хорошо распределялся в слое, два смежных структурированных насадочных элемента повернуты вдоль оси колонны, которая, вообще, параллельна продольному направлению. Угол поворота составляет, примерно, от 50° до 120°, более предпочтительно, от 70° до 110°, наиболее предпочтительно, от 80° до 100°.
Кроме этого, является предпочтительным, чтобы массообменная колонна включала находящийся над каждым из слоев структурированных насадочных элементов распределитель с целью, по меньшей мере, по существу, гомогенного распределения тяжелой фазы по поперечному сечению слоя структурированного насадочного элемента в ходе функционирования массообменной колонны.
В соответствии с другим предпочтительным вариантом осуществления настоящего изобретения предлагается, чтобы массообменная колонна включала расположенный под каждым слоем структурированного насадочного элемента коллектор, предназначенный для сбора тяжелой фазы, стекающей с поверхности слоев структурированного насадочного элемента в ходе функционирования массообменной колонны.
Конкретные варианты осуществления настоящего изобретения описаны далее со ссылкой на прилагаемые чертежи и примеры.
Фиг. 1 представляет собой схематичный вид сбоку массообменной колонны, в которой имеется несколько структурированных насадочных элементов с пересекающимися каналами, соответствующих одному из вариантов осуществления настоящего изобретения.
Фиг. 2а представляет собой пространственное изображение части листов структурированного насадочного элемента с пересекающимися каналами в соответствии с одним из вариантов осуществления настоящего изобретения.
Фиг. 2b представляет собой схематичный вид сбоку структурированного насадочного элемента с пересекающимися каналами, показанного на фиг. 2а.
На фиг. 2с показано два слоя структурированного насадочного элемента с пересекающимися каналами, показанного на фиг. 2а.
Фиг. 3 представляет собой местный вид структурированного насадочного элемента с пересекающимися каналами, соответствующего другому варианту осуществления настоящего изобретения.
На фиг. 4а-f схематично показаны различные варианты осуществления сетчатой структуры листов просечно-вытяжного металла слоев структурированного насадочного элемента с пересекающимися каналами, соответствующего настоящему изобретению.
На фиг. 5а-b схематично показано определение средней ширины разделительного элемента и среднего гидравлического диаметра отверстия.
На фиг. 6 поясняется определение наименее деформированной части структурированного насадочного элемента с пересекающимися каналами, изготовленного из гофрированных слоев.
Фиг. 7а представляет собой схематичный вид сверху листа просечно-вытяжного металла слоя структурированного насадочного элемента с пересекающимися каналами, соответствующего другому примеру настоящего изобретения.
Фиг. 7b-с представляют собой схематичные виды в плоскости А и В, соответственно, на фиг. 7а.
Фиг. 8 представляет собой схематичную горизонтальную проекцию листа просечно-вытяжного металла слоя структурированного насадочного элемента с пересекающимися каналами, показанного на фиг. 7.
На фиг. 9 представлен схематичный вид поперечного сечения слоя насадки, поясняющий определение площади АР (фиг. 9b), Аs (фиг. 9с), АМ, VМ и аМ (фиг. 9d).
На фиг. 10 представлены кривые эффективности, полученные в примере 1 и сравнительном примере 1 при гидростатическом давлении в дистилляционной колонне 960 мбар.
На фиг. 11 представлены кривые эффективности, полученные в примере 1 и сравнительном примере 1 при гидростатическом давлении в дистилляционной колонне 100 мбар.
На фиг. 12 представлено падение давления, полученное в примере 1 и сравнительном примере 1 при гидростатическом давлении в дистилляционной колонне 100 мбар.
На фиг. 13 представлены кривые эффективности, полученные в примере 2 и сравнительных примерах 2 и 3 при гидростатическом давлении в дистилляционной колонне 960 мбар.
На фиг. 14 представлены кривые эффективности, полученные в примере 2 и сравнительных примерах 2 и 3 при гидростатическом давлении в дистилляционной колонне 100 мбар.
На фиг. 15 представлено падение давления, полученное в примере 2 и сравнительных примерах 2 и 3 при гидростатическом давлении в дистилляционной колонне 100 мбар.
На фиг. 1 представлен схематичный вид сбоку массообменной колонны 10, более конкретно, дистилляционной колонны 10, соответствующей одному из вариантов осуществления настоящего изобретения (внутреннее пространство на фигуре показано прозрачным только для наглядности). Также для наглядности сетчатая структура слоев на фиг. 1 не показана, она отражена только на фиг. 4. Дистилляционная колонна 10 включает множество структурированных насадочных элементов 12 с пересекающимися каналами, которые расположены в форме двух слоев 14, 14'. Над каждым из двух слоев 14, 14' имеется распределитель 16, 16', предназначенный для равномерного распределения жидкости по поперечному сечению слоя, оставляя, при этом, достаточное пространство для восходящего пара. Под каждым слоем 14, 14' установлено удерживающее устройство 18 в форме решетки и коллектор 20, при этом, удерживающее устройство 18 в форме решетки удерживает слой 14 на месте, а коллектор 20 обеспечивает сбор жидкости, стекающей со слоя 14, при этом, в коллекторе остается достаточное пространство для восходящего движения пара.
В ходе функционирования дистилляционной колонны 10 газ, представляющий собой легкую фазу, поднимается снизу вверх, тогда как жидкость, представляющая собой тяжелую фазу, опускается в противотоке сверху вниз дистилляционной колонны 10. Более конкретно, жидкость, по существу, гомогенно распределяется распределителем 16 по поперечному сечению слоя 14 и стекает вниз по поверхности слоев структурированных насадочных элементов 12 с пересекающимися каналами. Между разными слоями структурированных насадочных элементов 12 с пересекающимися каналами имеется открытое пространство, которое заполнено газом и обеспечивает траекторию для восходящего газа, приводимого в движение градиентом давления. Благодаря распределению жидкости по поверхности слоев структурированных насадочных элементов 12 с пересекающимися каналами, образуется обширная поверхность раздела между двумя фазами, благодаря чему на этой поверхности раздела происходит эффективный тепло- и массообмен между жидкостью и газом. Внизу слоя 14 жидкость собирается коллектором 20 и отводится по трубе 22 вниз на распределитель 16' над вторым слоем 14'.
На фиг. 2а - 2с показан структурированный насадочный элемент 12 с пересекающимися каналами, относящийся к типу, так называемой, гофрированной листовой насадки с пересекающимися каналами. Для наглядности сетчатая структура на фиг. 2 не показана, она отражена только на фиг. 4. Структурированный насадочный элемент 12 с пересекающимися каналами собран из множества гофрированных листов 24, 24', которые параллельны и касаются друг друга. Каждый из гофрированных листов 24, 24' является сеткой, как описано выше и как пояснено подробнее далее со ссылкой на фиг. 4. Справа внизу фиг. 2с схематично показана сетчатая структура части гофрированного листа 24. Как явствует из приведенного выше описания, все гофрированные листы 24, 24' образованы из такой сетки, что не показано на фиг. 2а - 2с только для наглядности. В данном варианте осуществления изобретения гофрированные листы 24, 24' выполнены из просечно-вытяжного листового материала, т.е., они изготовлены путем резания и растяжки тонкой металлической пластины и последующей деформации листа просечно-вытяжного металла с получением гофрированных листов 24, 24'.
Гофрированные металлические листы 24, 24' скреплены друг с другом посредством нескольких стержней (не показаны), проходящих сквозь гофрированные листы 24, 24' перпендикулярно продольному участку гофрированных листов 24, 24', при этом, стержни соединены с первым и последним гофрированным листом при помощи шайбы-гровера и гайки или путем загибания стержня или любым другим образом (не показано). Каждый гофрированный лист 24, 24' имеет множество чередующихся пиков 26 и углублений 28, при этом, смежные гофрированные листы 24, 24' ориентированы так, что гофрировка 26, 28 смежных гофрированных листов 24, 24' пересекается крест-накрест с гофрировкой 26, 28 гофрированных листов 24, 24', расположенных наклонно относительно продольного направления, образуя, таким образом, наклонные каналы 30, непрерывно пересекающие друг друга. Более конкретно, угол α между каждым из пиков 26 и каждым из углублений 28 и продольным направлением V составляет от 10° до 60°, предпочтительно, от 20° до 50°, наиболее предпочтительно, от 25° до 47°, при этом, пики 26 и углубления 28 смежных слоев 32, 32' или 24, 24', соответственно, ориентированы в противоположных направлениях. Каналы 30 определяют максимальное расстояние D между смежными гофрированными листами 24, 24', например, равное 20 мм. Каналы 30 оказывают положительное влияние на поток газовой фазы и жидкой фазы в структурированном насадочном элементе 12 с пересекающимися каналами и облегчают массообмен между этими фазами. То есть, газовая фаза и жидкая фаза вступают в контакт в каналах 30 структурированного насадочного элемента 12 с пересекающимися каналами, таким образом, облегчается массообмен и теплообмен между фазами. Более конкретно, восходящий газ вступает в контакт с жидкостью, которая находится на поверхности гофрированных листов 24, 24', обуславливающих наличие каналов 30, стекая вниз по массообменной колонне. В целом, легкая фаза проходит по открытому пространству или каналам 30, соответственно, без байпасного потока через отверстия 40 сетки 38 слоев 32, 32' структурированного насадочного элемента 12 с пересекающимися каналами. Результатом этого является особенно эффективный массообмен и передача энергии между легкой и тяжелой фазами. Кроме этого, то, что каналы 30 пересекаются крест-накрест, ведет к оптимальному распределению фаз слева направо.
Фиг. 3 представляет собой местный вид структурированного насадочного элемента с пересекающимися каналами, соответствующего альтернативному варианту осуществления изобретения. Структурированный насадочный элемент с пересекающимися каналами, показанный на фиг. 3, подобен показанному на фиг. 2а - 2с за исключением того, что гофрированные листы 24, 24' не имеют линейных пиков и углублений, в гофрированных листах 24, 24' пики 26, 26' и углубления изогнуты на конечных участках 33, 33' так, что расположены на конечных участках 33, 33' гофрированных листов 24, 24', по существу, вертикально. На фиг. 3 сплошными линиями показаны пики 26 гофрировки на стороне гофрированного листа 24, обращенной к зрителю, тогда как штриховыми линиями 26' показаны пики гофрировки на соответствующей стороне гофрированного листа 24', находящейся непосредственно за видимой. Благодаря изгибанию конечных участков 33, 33' гофрированных листов 24, 24' так, что они на конечных участках 33, 33' гофрированных листов 24, 24', по существу, идут вертикально, уменьшается гидравлическое сопротивление конечных участков 33, 33' гофрированных листов 24, 24' по сравнению с гидравлическим сопротивлением частей, расположенных между конечными участками 33, 33' гофрированных листов 24, 24'. Результатом этого является уменьшение гидравлических потерь структурированного насадочного элемента с пересекающимися каналами. Конечные области представляют собой самую верхнюю и самую нижнюю области 33, 33' гофрированных листов 24, 24', простирающиеся от верхнего и нижнего краев гофрированных листов 24, 24' на 30%, предпочтительно, 25%, более предпочтительно, 20% или менее вдоль длины гофрированных листов 24, 24', что представляет собой направление вдоль продольного направления гофрированных листов 24, 24'. Каждая из конечных областей 33, 33' может иметь пики 36, 36' и углубления другой высоты, нежели в центральной области, которая представляет собой область слоя между двумя конечными областями 33, 33'. Такие отличительные особенности, как иная высота или изгибание, могут иметь место только в обеих конечных областях 33, 33' гофрированных листов 24, 24'.
На фиг. 4а - 4f схематично показаны различные варианты осуществления сетки 38, которая образует слои структурированного насадочного элемента 12 с пересекающимися каналами, соответствующего настоящему изобретению, пригодной, например, для использования в структурированном насадочном элементе с пересекающимися каналами, показанном на любой из фигур 2а - 2с и 3. Сетка 38 слоя 32 структурированного насадочного элемента с пересекающимися каналами, показанная на фиг. 4а, имеет отверстия 40 с четырехугольным поперечным сечением, при этом, отверстия окружены и отделены друг от друга разделительными элементами 42. Разделительные элементы 42 представляют собой узкие полоски со средней шириной b, например, 2 мм, при этом, разделительные элементы 42 полностью окружают отверстия 40. Боковые длины а1, а2 отверстий 40 выбирают так, чтобы получить отверстие 40 с надлежащим гидравлическим диаметром d, например, 3 мм. Как известно в данной области, гидравлический диаметр d может быть вычислен по формуле 4А/Р, где А означает площадь поперечного сечения отверстия 40, и Р означает периметр отверстия 40.
Сетка 38 изготовлена просто из просечно-вытяжного листового материала, т.е., путем резания и растяжки тонкой металлической пластины и последующей деформации листа просечно-вытяжного металла до заданной формы, например, гофрированного листа.
Сетка 38 с разной геометрией отверстий 40 и разной геометрией разделительных элементов 42 показана на фиг. 4b - 4f. Отверстия 40 сетки 38 на фиг. 2b и 2с четырехугольные, тогда как отверстия 40 сетки 38 на фиг. 2d нерегулярные, а отверстия 40 сетки 38 на фиг. 2е и 2f эллиптические. Они также могут иметь линзообразную форму.
Далее определение ширины b разделительного элемента 42 и гидравлического диаметра d отверстия 40 сетки 38 структурированного насадочного элемента, соответствующего настоящему изобретению, описано со ссылкой на фиг. 5а и 5b. Прежде всего, получают несколько горизонтальных проекций одного из отверстий 40, 40' структурированного насадочного элемента 12 путем выполнения трех фотографических изображение 44а, 44b, 44с отверстия 40 под разными углами. Фотографии 44а, 44b, 44с горизонтальной проекции отверстия 40 выполняют вдоль вертикальной оси плоскости, задаваемой смежными краями 48, 48' разделительного элемента 42. Фотографию 44b, на которой отверстие 40 оказалось наибольшим, принимают за горизонтальную проекцию отверстия 40. Для определения длин и размеров на горизонтальной проекции используют характеристическую длину z. Для этого определяют или маркируют некоторое расстояние z на реальном объекте вблизи отверстия 40 и измеряют его длину. Соотношение между эффективной длиной z' этого расстояния на горизонтальной проекции и явным расстоянием z, измеренным на реальном объекте, используют для масштабирования всех других расстояний, измеренных на горизонтальной проекции.
Для определения ширины b разделительного элемента 42 разделительный элемент разделяют на горизонтальной проекции на индивидуальные участки 46, обозначаемые i=1, 2, 3… n, каждый из которых характеризуется длиной участка di. Для каждого участка измеряют наименьшее расстояние bi между соседними краями 48, 48' на этом участке 46. Сумма произведений di·bi, деленная на сумму di, умноженная на коэффициент z/z', дает среднюю ширину b разделительного элемента 42.
Гидравлический диаметр отверстия 40 вычисляют по формуле 4А/Р, где А означает площадь поперечного сечения отверстия 40, и Р означает периметр того же отверстия 40. Площадь поперечного сечения отверстия 40 подразделяют на несколько j=1, 2, 3… m участков 50, каждый из которых имеет простую форму. Площадь каждого участка обозначают Aj и рассчитывают с использованием основных мер и основных геометрических формул. Площадь А отверстия 40 получают путем суммирования всех площадей Aj, определенных в отверстии 40.
Периметр отверстия 40' определяют путем разделения периметра Р отверстия 40' на некоторое число k=1, 2, 3… К индивидуальных прямых линий Рk, которые наилучшим образом аппроксимируют отверстие 40' и представляют его как замкнутый многоугольник. Путем суммирования длин этих прямых линий Рк получают периметр Р. И в этом случае, длины необходимо переводить в реальные длины с использованием отношения z/z', определенного выше.
На фиг. 6 показано определение наименее деформированной части структурированного насадочного элемента, изготовленного из гофрированных листов 24, 24' в качестве слоев 32, 32'. Как указано выше, в предпочтительных вариантах осуществления настоящего изобретения слои 32, 32' структурированного насадочного элемента 12 изготовлены из просечно-вытяжного листового металла, т.е., путем резания и растяжки тонкой металлической пластины и последующей деформации листа просечно-вытяжного листового металла с получением, например, гофрированных листов 24, 24'. Вероятно, что после такой обработки отверстия и разделительные элементы будут искривлены и/или вытянуты в разных местах пиков 26 и углублений 28 гофрировки гофрированных листов 24, 24'.
Однако, на наклонных сторонах, образуемых, приблизительно, прямым участком сетки, соединяющим пики 26 и углубления 28, имеются отверстия и разделительные элементы почти неизменного размера, так как деформация здесь менее выражена. Следовательно, в соответствии с настоящим изобретением является предпочтительным проводить измерения только в наименее деформированной части слоя, именуемой «наименее деформированный участок» гофрированных листов 24, 24'. «Наименее деформированный участок» определяют следующим образом. Гофрированный лист имеет среднюю ширину W слоя. Среднюю ширину слоя определяют по амплитуде большей части пиков 26 и углублений 28 слоя 24. Верхняя и нижняя плоскости, показанные на фигуре пунктиром, расположены так, что касаются большинства пиков 26 и углублений 28 слоя. Расстояние между этими пунктирными линиями называют средней шириной W слоя, которая обычно составляет около половины максимального расстояния D. Величина W очень часто является постоянной, однако, в наиболее общем случае может изменяться, так как указанные две плоскости не обязательно должны быть параллельными, и насадочный элемент может включать слои разной ширины. Третья, центральная плоскость 52 расположена так, что от каждой точки центральной плоскости 52 расстояние до верхней и нижней плоскостей одинаково. Наименее деформированный участок гофрированного слоя 24, рассматриваемый при определении характеристических размеров сетки, окаймлен верхней и нижней граничными плоскостями 54, 54', которые расположены на ±20%, более предпочтительно, ±30%, наиболее предпочтительно, ±40% W вокруг центральной плоскости 52. При определении таких параметров, как средний гидравлический диаметр отверстий и средняя ширина разделительных элементов, рассматривают отверстия и разделительные элементы на наименее деформированном участке, т.е., отверстия и разделительные элементы, находящиеся между двумя граничными плоскостями 54, 54'. В соответствии с одним из вариантов осуществления настоящего изобретения, по меньшей мере, для 90% отверстий между граничными плоскостями справедливо следующее: каждое отверстие с окружающей его системой разделительных элементов должно иметь один и тот же вид и идентичный гидравлический диаметр d. Окружающие разделительные элементы, в среднем, должны иметь одинаковую ширину b. Слой структурированного насадочного элемента, отвечающий этому утверждению, рассматривается как слой, изготовленный из однородной сетки.
Приведенные выше замечания также справедливы для слоев любой другой формы. Форма не ограничивается гофрированными слоями.
Фиг. 7а представляет собой схематичный вид сверху листа просечно-вытяжного металла слоя структурированного насадочного элемента с пересекающимися каналами, соответствующего другому примеру настоящего изобретения. Этот вид сверху был получен путем фотографирования листа просечно-вытяжного металла после того, как лист просечно-вытяжного металла был выровнен путем укладывания листа просечно-вытяжного металла на плоскую поверхность, размещения поверх листа просечно-вытяжного металла пластины и придавливания пластины с довольно небольшим усилием, чтобы только выровнять лист просечно-вытяжного металла, удалив периодические деформации, без изменения геометрии и размеров разделительных элементов и отверстий. Лист просечно-вытяжного металла включает отверстия 40, 40', 40'', 40''', имеющие, по существу, форму трапеции, отделенные друг от друга разделительными элементами. Таким образом, отверстия 40, 40', 40'' имеют меньшую характеристическую длину е2 и большую характеристическую длину е1, при этом, меньшая характеристическая длина е2 отверстий 40, 40', 40'' является максимальным размером отверстия в направлении SD растяжки листа просечно-вытяжного металла, а большая характеристическая длина е1 отверстий 40, 40', 40'' является максимальным размером отверстия в направлении, перпендикулярном направлению SD растяжки листа просечно-вытяжного металла. Направление SD растяжки листа просечно-вытяжного металла - это направление, вдоль которого листовой металл растягивали в ходе изготовления листа просечно-вытяжного металла. Например, большую характеристическую длину е1 отверстий 40, 40', 40'' определяют путем измерения расстояния между крайней левой точкой и крайней правой точкой края отверстия 40'' в направлении, перпендикулярном направлению SD растяжки листа просечно-вытяжного металла, тогда как меньшая характеристическая длина е2 отверстий 40, 40', 40'' может быть определена путем измерения расстояния между самой верхней точкой и самой нижней точкой края отверстия 40. Для особо точного определения характеристической длины е1 и е2 соответствующие размеры могут быть измерены, по меньшей мере, для 5 разных отверстий 40, 40', 40'', более предпочтительно, по меньшей мере, для 10 разных отверстий 40, 40', 40'', после чего сумму измеренных величин делят на пять или десять, соответственно.
Расстояние u1 между двумя отверстиями 40, 40', 40''', смежными с разделенным разделительным элементом 42 в направлении, перпендикулярном направлению SD растяжки листа просечно-вытяжного металла, определяют путем измерения расстояния между самой дальней точкой одной стороны края отверстия 40 и самой дальней точкой такой же стороны края отверстия 40''', смежного с ним в направлении, перпендикулярном направлению SD растяжки листа просечно-вытяжного металла. На фиг. 7а расстояние u1 определяют путем измерения расстояния между самой дальней точкой левой стороны края отверстия 40 и самой дальней точкой левой стороны края отверстия 40''', смежного в направлении, перпендикулярном направлению SD растяжки листа просечно-вытяжного металла. Кроме этого, расстояние u2 между двумя отверстиями 40, 40', смежными с разделенными разделительным элементом 42 в направлении SD растяжки листа просечно-вытяжного металла, определяют путем измерения расстояния между самой дальней точкой одной стороны края отверстия 40 в направлении SD растяжки листа просечно-вытяжного металла, и самой дальней точкой такой же стороны края отверстия 40', смежного в направлении SD растяжки листа просечно-вытяжного металла. На фиг. 7а расстояние u2 определяют путем измерения расстояния между самой верхней точкой верхней стороны края отверстия 40 в направлении SD растяжки листа просечно-вытяжного металла и самой верхней точкой верхней стороны края отверстия 40', смежного в направлении SD растяжки листа просечно-вытяжного металла. Для особо точного определения расстояния u1, расстояние u1 может быть определено путем измерения расстояния между самой дальней точкой одной стороны края отверстия 40 в направлении, перпендикулярном направлению растяжки листа просечно-вытяжного металла, и самой дальней точкой такой же стороны края пятого или десятого смежного отверстия в том же направлении и деления этого расстояния на четыре или девять, соответственно. Точно так же, расстояние u2 может быть определено путем измерения расстояния между самой дальней точкой одной стороны края отверстия 40 в направлении растяжки листа просечно-вытяжного металла и самой дальней точкой такой же стороны края пятого или десятого смежного отверстия, расположенного в направлении растяжки листа просечно-вытяжного металла, и деления этого расстояния на четыре или девять, соответственно.
И в этом случае размеры, определенные на фотографии, могут быть переведены в величины реальной длины с использованием коэффициента z/z', определенного выше.
На основании указанных величин площадь отверстий 40, 40', 40'', 40''' и длина Р периметра могут быть получены в соответствии со следующими уравнениями, если отверстия имеют, по существу, форму ромба:
A=e1.e2/2
P=2.√(e12+e22)
Кроме этого, лист просечно-вытяжного металла может быть охарактеризован посредством коэффициента растяжки, определяемого как fs= u2/2b.
Фиг. 7b и 7с представляют собой схематичные виды в плоскости А на фиг. 7а и В на фиг. 7b, соответственно. Как показано на этих фигурах, лист просечно-вытяжного металла, полученный в процессе производства, т.е., резания и растяжки металлической пластины, более уже не плоский. Это является результатом деформации, кручения, изгибания или образования сводчатости индивидуальных разделительных элементов и относительной деформации разделительных элементов по сравнению с другими, например, в результате наклона. Другие особенности, такие как заусенцы, могут появляться в процессе пробивания отверстий и вносить свой вклад в толщину. Итоговый размер листа просечно-вытяжного металла образует толщину сетки g; она может быть идентична толщине материала слоя (что имеет место, если просечно-вытяжной лист плоский, так как был выровнен путем прокатывания) или быть в несколько раз больше толщины материала слоя. Другой вариант осуществления настоящего изобретения включает прокатывание листа просечно-вытяжного металла с получением листа просечно-вытяжного металла с текстурированной поверхностью. Более конкретно, каждая из периодических деформаций, в частности, гофрировка, может иметь струйчатую поверхность, включающую рельефную переднюю сторону со множеством выступов и впадин, обуславливающих наличие непрерывных пересекающихся капиллярных каналов. Выступы могут располагаться в контакте со смежными выступами и могут иметь боковые стенки, обуславливающие наличие между ними каналов, и рельефную заднюю сторону, идентичную передней стороне и обуславливающую наличие непрерывных пересекающихся капиллярных каналов, как описано, например, в ЕР 0190435 В1. Выступы могут иметь такой же диапазон высоты, что и толщина g сетки без какой-либо дополнительной обработки. Толщина g сетки обычно по порядку величины соответствует ширине b разделительного элемента и не должна быть намного больше ширины b. Следовательно, отношение толщины g сетки к средней ширине b разделительных элементов лежит, наиболее предпочтительно, в диапазоне от 0,5 до 0,8. Толщина g сетки значительно меньше максимального расстояния D между двумя соседними слоями, измеренного в плоскости, перпендикулярной продольному направлению.
Фиг. 8 представляет собой схематичную горизонтальную проекцию листа просечно-вытяжного металла слоя структурированного насадочного элемента с пересекающимися каналами, показанного на фиг. 7. Эта горизонтальная проекция получена, как описано выше.
На фиг. 9 представлен схематичный вид поперечного сечения слоя насадки, поясняющий различия между разными выражениями для площади поверхности. На фиг. 9а показано поперечное сечение типичного слоя структурированного насадочного элемента 12. Материал, образующий разделительные элементы 42, показан черными линиями, а белые участки отражают отверстия 40, 40' в слое 32, 32'. Каждый черный участок является поперечным сечением разделительного элемента 42. Толщина черных линий отражает толщину s материала слоя. На фиг. 8b - 8d площади этого слоя показаны более тонкими линиями, идущими вдоль контура. Физическая площадь АР структурированного насадочного слоя 32, 32' показана на фиг. 9b. Она представляет собой сумму поверхностей одной стороны всех разделительных элементов 42. Края (имеющие типичную ширину s) 48, 48' разделительных элементов 42 не входят в эту площадь. Напротив, АР учитывает только физически присутствующую поверхность. Так, отверстия не входят в эту величину. Физическая площадь АР структурированного насадочного элемента 12 является суммой физической площади АР входящих в него слоев 32, 32'. На фиг. 9с показана площадь Аs листа насадочного слоя. Ее получают путем сложения площади отверстий в слое и физической площади АР слоя. Площадь Аs листа структурированного насадочного элемента 12 получают путем суммирования площади Аs входящих в него слоев 32, 32'. Геометрическая площадь АМ слоя, как показано на фиг. 9d, включает обе стороны слоя, как если бы в нем не было отверстий 40, 40'. Другими словами, геометрическую площадь АМ получают, приблизительно, путем умножения площади Аs листа насадочного элемента на два, так как в геометрическую площадь АМ входят обе стороны слоя. Удельную площадь аМ получают как геометрическую площадь АМ структурированного насадочного элемента, деленную на объем VМ, занимаемый структурированным насадочным элементом.
ПРИМЕРЫ И СРАВНИТЕЛЬНЫЕ ПРИМЕРЫ
Провели испытания структурированного насадочного элемента 12, показанного на фиг. 2, в дистилляционной колонне. Имеется общеизвестная стандартная методика определения падения давленая на слое насадки и эффективности массообмена с использованием бинарной смеси в условиях полного возврата флегмы. В патенте ЕР 0995958 В1 описано такое испытание с кислородом и аргоном при давлении 22 psia (151,7 кПа). В US 6874769 В2 описано испытание структурированных насадочных элементов с использованием бинарной смеси компонентов с близкими температурами кипения - пара- и ортоксилола. В контексте настоящего изобретения использовали бинарную смесь с подобными ей идеальными характеристиками, а именно, монохлорбензола (в качестве низкокипящего компонента) и этилбензола (в качестве высококипящего компонента). Другие стандартные идеальные бинарные смеси компонентов с близкими температурами кипения, используемые для оценки функционирования дистилляционного оборудования, приведены в работе U. Onken, W. Arlt: «Recommended Test Mixtures for Distillation Columns» (Рекомендуемые испытательные смеси для дистилляционных колонн), 2nd Ed. 1990, The Institution of Chemical Engineers, Rugby, England. ISBN 0-85295-248-1.
Куб колонны заполнили таким количеством бинарной смеси, которого достаточно для поддержания надлежащего уровня жидкости во время работы колонны. Привели в действие ребойлер, часть жидкой смеси непрерывно испарялась, пар поднимался к верху колонны. Расход пара можно выразить посредством коэффициента F; обычно его определяют косвенно через энергетический баланс ребойлера или конденсатора верха колонны. В конденсаторе происходило охлаждение паров, снова превращающихся в жидкость. В предпочтительных условиях полного возврата флегмы вся образующаяся жидкость поступала в верхнюю часть слоя насадки, где распределялась распределителем. Распределитель обычно представляет собой устройство, в котором имеются каналы для приема жидкости и множество равномерно распределенных отверстий, через которые жидкость может стекать сверху на слой структурированной насадки. После протекания через слой структурированной насадки вся жидкость собиралась внизу колонны или в нижней части слоя коллектором, откуда поступала в куб колонны. В кубе жидкость соединялась со всей совокупностью жидкости и снова испарялась. Постоянное гидростатическое давление p поддерживали путем регулирования холодопроизводительности конденсатора, дополненного вакуумным насосом для удаления избытка инертных газов.
Спустя некоторое время работы колонны при постоянной тепловой нагрузке ребойлера достигали стационарного режима. В этот момент фиксировали падение давления на слое насадки и температуру в значимых точках вдоль колонны и отбирали верхний и нижний образцы смеси из распределителя над слоем насадки и из коллектора у нижнего конца слоя насадки или из отстойника. Измерения проводили в нескольких эксплуатационных режимах, изменяя тепловую нагрузку и холодопроизводительность, влияющие на коэффициент F (расход пара) и соответствующий расход жидкости через слой насадки, тогда как гидростатическое давление не изменяли. Этот же эксперимент повторили для ряда величин гидростатического давления.
Состав образцов анализировали при помощи откалиброванного газового хроматографа. Верхний и нижний образцы отличались по количеству присутствующего в них низкокипящего компонента. В верхнем образце присутствовало больше низкокипящего компонента, т.е., соединения с более низкой температурой кипения, чем в нижнем образце. Поскольку состав бинарной смеси был известен, для определения числа теоретических ступеней на метр насадки (NTSM) применяли уравнение Фенске (M. R. Fenske, Ind. Engng. Chem. 24, p. 482, 1932). Иногда использовали обратную величину, НЕТР, представляющую собой высоту, эквивалентную одной теоретической ступени (Height Equivalent to a Theoretical Plate). HETP=1/NTSM
Большая величина NTSM (или малая HETP) означает высокую эффективность массообмена.
Коэффициент F определяли как:
F=vG.√ρG
где vG означает среднюю скорость восходящего пара, которая может быть определена на основании массового расхода с использованием энергетического баланса ребойлера. Вторая переменная, ρG, означает плотность пара при соответствующем равновесии пар/жидкость. Из-за изменения давления и температуры вдоль колонны плотность пара и другие физические свойства текучих сред также изменяются вдоль колонны, однако, может быть получена значимая информация о бинарной смеси. Из-за указанных изменений необходимо выбрать надлежащий способ определения коэффициента F. Он может быть определен посредством свойств, имеющих значение в условиях верха или низа слоя насадки. В качестве альтернативы, может быт вычислена средняя величина, учитывающая изменение по всему слою. В целях сравнения применим любой из возможных подходов при условии, что для всех экспериментов используется один и тот же подход.
Большая величина коэффициента F означает высокий массовый расход в колонне. Достижимая величина F обычно ограничена захлебыванием, обуславливающим емкость насадки. Иногда вместо F используют коэффициент емкости с, который получают путем деления F на корень квадратный из разности плотности жидкости и пара.
Еще одним значимым результатом эксперимента была величина падения давления на слое насадки. Ее получали как разность показаний давления вверху и внизу слоя насадки, деленную на высоту НВ слоя:
ΔP/Δz=(pверх - pниз)/HB
В примерах и сравнительных примерах использовали пять типов структурированных насадочных элементов, названных P1-250, R-250, P2-500, P3-500 и R-500. Структурированные насадочные элементы Р1-250 и Р2-500 представляли собой гофрированную насадку с пересекающимися каналами, образованную из слоев, соответствующих настоящему изобретению, а структурированные насадочные элементы Р3-500, R-250 и R-500 представляли собой структурированные насадочные элементы, не соответствующие настоящему изобретению. Более конкретно, структурированные насадочные элементы R-250 и R-500 представляли собой известную стандартную гофрированную насадку с пересекающимися каналами, имеющую пробитые отверстия (соответственно, с долей пустот, приблизительно, 10% слоя) и текстуру поверхности, описанную в GB 1569828 и US 4981621, обычно, доступную в продаже под наименованиями Mellapak 250.Y и Mellapak 500.X. Все структурированные насадочные элементы имели высоту около 200 мм. Релевантные параметры указанных структурированных насадочных элементов представлены в таблице 1.
Таблица 1
* известный уровень техники
Пример 1 и сравнительный пример 1
Испытания соответствующего изобретению структурированного насадочного элемента Р1-250 и не соответствующего настоящему изобретению справочного структурированного насадочного элемента R-250 проводили в дистилляционной колонне внутренним диаметром 1 м в условиях полного возврата флегмы с использованием монохлорбензола и этиленбензола при гидростатическом давлении р=960 мбар (близком атмосферному) и р=100 мбар. Высота слоев насадки составляла 4,3 м. Полученные кривые эффективности приведены на фиг. 10 и фиг. 11. В обоих случаях структурированный насадочный элемент Р1-250, соответствующий настоящему изобретению, по сравнению со справочным структурированным насадочным элементом R-250 продемонстрировал более высокую эффективность массообмена (большее NTSM) и даже немного большую емкость, характеризуемую коэффициентом F, при котором эффективность резко падает. Примечательно и неожиданно то, что структурированный насадочный элемент Р1-250, для изготовления которого требуется на 30% меньше материала (и который имеет на 20% меньшую физическую площадь АР), чем справочный структурированный насадочный элемент R-250, обеспечивает достижение лучшего массообмена.
Величины падения давления для обоих структурированных элементов, показанные на фиг. 12, были очень близки. В этой связи, структурированный насадочный элемент Р1-350, соответствующий изобретению, характеризовался большим падением давления при малом коэффициенте F, однако наклон кривой был меньше, что выражается в том, что новый насадочный элемент имеет преимущество в отношении емкости и меньшее падение давления при высоком расходе.
Пример 2 и сравнительные примеры 2 и 3
Испытания соответствующего изобретению структурированного насадочного элемента Р2-500 и справочного структурированного насадочного элемента R-500 проводили в дистилляционной колонне внутренним диаметром 0,25 м в условиях полного возврата флегмы с использованием монохлорбензола и этиленбензола при гидростатическом давлении р=960 мбар и р=100 мбар. Кроме этого, провели испытания структурированного насадочного элемента Р3-500. Несмотря на схожесть с Р2-500, структурированный насадочный элемент Р3-500 сильно отличался он него ввиду того, что величины значимых геометрических параметров не соответствовали числовым диапазонам, раскрываемым в настоящем изобретении. Более конкретно, в структурированном насадочном элементе Р3-500 отношение расстояния u1 между смежными отверстиями, измеренное перпендикулярно направлению растяжки, и средней шириной разделительных элементов u1/b составляло 7,2, и отношение средней ширины разделительных элементов к толщине материала слоя b/s составляло 7, т.е., оба отношения не соответствовали числовым диапазонам, раскрываемым в настоящем изобретении. Высота слоев насадки Р2-500 и Р3-500 составляла 2,4 м, высота слоя насадки справочного R-500 составляла 2,6 м.
Полученные кривые эффективности этих структурированных насадочных элементов приведены на фиг. 13 и фиг. 14, полученные величины падения давления для этих структурированных насадочных элементов приведены на фиг. 15.
Из фиг. 13 и 14 явствует более высокая эффективность структурированного насадочного элемента Р2-500, соответствующего настоящему изобретению, по сравнению со структурированными насадочными элементами Р3-500 и R-500 (не соответствующими настоящему изобретению) и при гидростатическом давлении 960 мбар, и при гидростатическом давлении 100 мбар. Разброс эффективности массообмена особенно впечатляющий при низком гидростатическом давлении. Примечательно то, что Р3-500 имеет неплохую емкость, но его эффективность значительно ниже, чем у R-500. Оба структурированных насадочных элемента, Р2-500 и Р3-500, сначала характеризуются большим падением давления, чем у R-500, но с увеличением F их преимущество растет; на графике также можно видеть, что их емкость больше.
Список номеров позиций на чертежах и сокращений
10 Массообменная колонна/дистилляционная колонна
12 Структурированный насадочный элемент с перекрещивающимися каналами
14, 14' Слои структурированных насадочных элементов
16, 16' Распределитель
18 Удерживающее устройство
20 Коллектор
22 Труба
24, 24' Гофрированные листы
26 Пик одного слоя
26' Пик смежного слоя
28 Углубление
30 Канал/открытое пространство
32, 32' Слои
33, 33' Конечные участки гофрированного листа
34 Впадина
36 Стенка впадины
38 Сетка
40, 40', 40'', 40''' Отверстие в сетке
42 Разделительный элемент сетки
44а, 44b, 44с Фотографирование отверстия под разными углами
46 Сечение разделительного элемента
48, 48' Края участка разделительного элемента
50 Сечение отверстия
52 Центральная плоскость
54, 54' Верхняя и нижняя граничные плоскости, ограничивающие наименее деформированный участок структурированного насадочного элемента, образованного из гофрированных слоев
А Площадь поперечного сечения отверстия
а1 Боковая длина отверстия
а2 Длина второй стороны отверстия
аМ Удельная площадь поверхности насадки или слоя
Аj Площадь участка отверстия
АМ Геометрическая площадь
АР Физическая площадь
Аs Площадь слоя
b Средняя ширина разделительных элементов
bi Наименьшее расстояние между смежными краями участка разделительного элемента
d Средний гидравлический диаметр отверстий
di Длина участка разделительного элемента
е1 Большая характеристическая длина отверстия
е2 Меньшая характеристическая длина отверстия
g Толщина сетки
s Толщина материала слоя
D Максимальное расстояние между, по меньшей мере, смежными из, по меньшей мере, двух слоев/гофрированных листов
Р Периметр отверстия
Рк Прямые участков периметра отверстия
SD Направления растяжки листа просечно-вытяжного металла
u1 Расстояние между двумя отверстиями, смежными в направлении, перпендикулярном направлению растяжки листа просечно-вытяжного металла
u2 Расстояние между двумя отверстиями, смежными в направлении растяжки листа просечно-вытяжного металла
V Продольное направление, обычно, вертикальное направление
W Средняя ширина слоя или гофрированного листа
z Характеристическая длина слоя
z' Характеристическая длина на горизонтальной проекции по фотографии
α Угол между каждым из пиков и каждым из углублений и продольным направлением
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА И СПОСОБ ЭФФЕКТИВНОГО ПРОИЗВОДСТВА СТРУКТУРИРОВАННОГО НАСАДОЧНОГО ЭЛЕМЕНТА С ПЕРЕСЕКАЮЩИМИСЯ КАНАЛАМИ | 2020 |
|
RU2808088C1 |
| СТРУКТУРИРОВАННЫЙ НАСАДОЧНЫЙ ЭЛЕМЕНТ, ИЗГОТОВЛЕННЫЙ С УМЕНЬШЕННЫМ РАСХОДОМ МАТЕРИАЛА | 2020 |
|
RU2810023C1 |
| СТРУКТУРИРОВАННЫЙ НАСАДОЧНЫЙ МОДУЛЬ ДЛЯ МАССООБМЕННЫХ КОЛОНН | 2018 |
|
RU2761571C2 |
| БЛОК СТРУКТУРИРОВАННОЙ НАСАДКИ ДЛЯ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 2000 |
|
RU2184606C2 |
| НАСАДОЧНЫЙ ЛИСТ ДЛЯ СТРУКТУРИРОВАННОЙ НАСАДКИ | 2014 |
|
RU2670899C9 |
| СТРУКТУРИРОВАННЫЙ НАСАДОЧНЫЙ МОДУЛЬ ДЛЯ МАССООБМЕННЫХ КОЛОНН | 2018 |
|
RU2730330C1 |
| РЕГУЛЯРНАЯ ПЕРЕТОЧНАЯ НАСАДКА И МАССООБМЕННАЯ КОЛОННА С ЭТОЙ НАСАДКОЙ | 2005 |
|
RU2292947C1 |
| КАТАЛИЗАТОР С УЛУЧШЕННЫМИ ПАРАМЕТРАМИ НАЧАЛА РАБОТЫ | 2007 |
|
RU2431049C2 |
| МАССООБМЕННОЕ УСТРОЙСТВО, ВКЛЮЧАЮЩЕЕ В СЕБЯ СТРУКТУРИРОВАННУЮ НАСАДКУ | 2010 |
|
RU2550854C2 |
| ПАКЕТ КОНТАКТНЫХ ЭЛЕМЕНТОВ, КОНТАКТНОЕ УСТРОЙСТВО И ПЕРЕКРЁСТНОТОЧНАЯ НАСАДОЧНАЯ КОЛОННА С ИХ ИСПОЛЬЗОВАНИЕМ | 2020 |
|
RU2751768C1 |


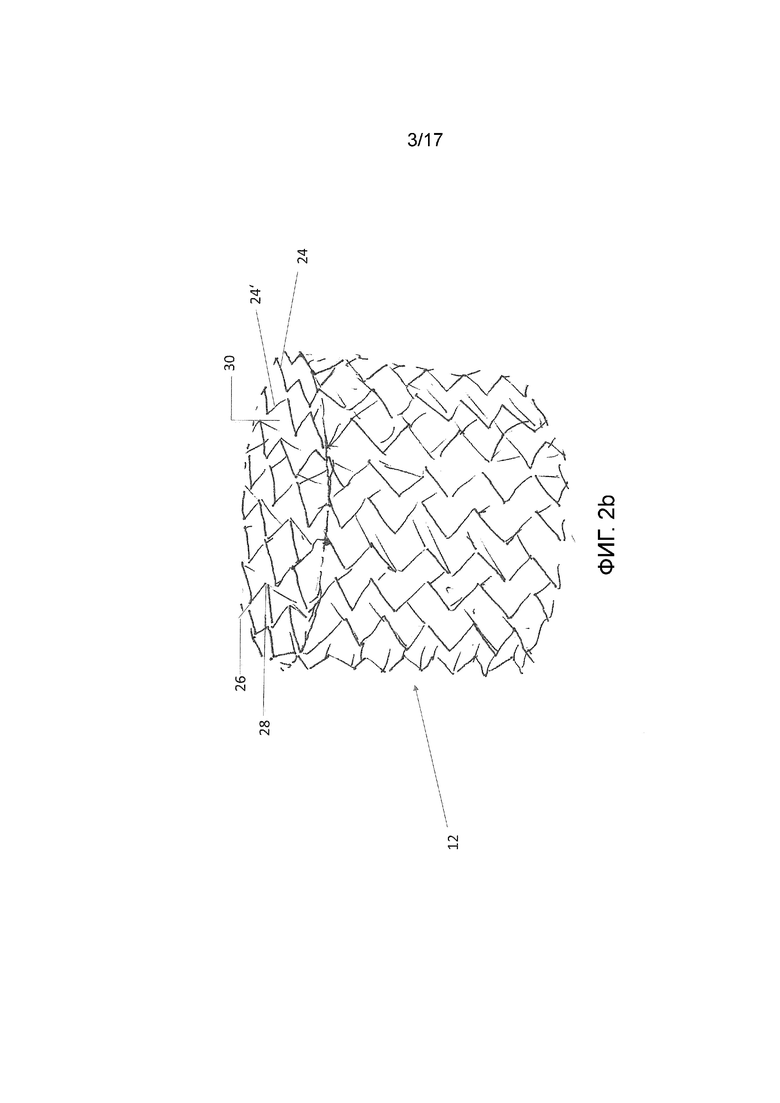

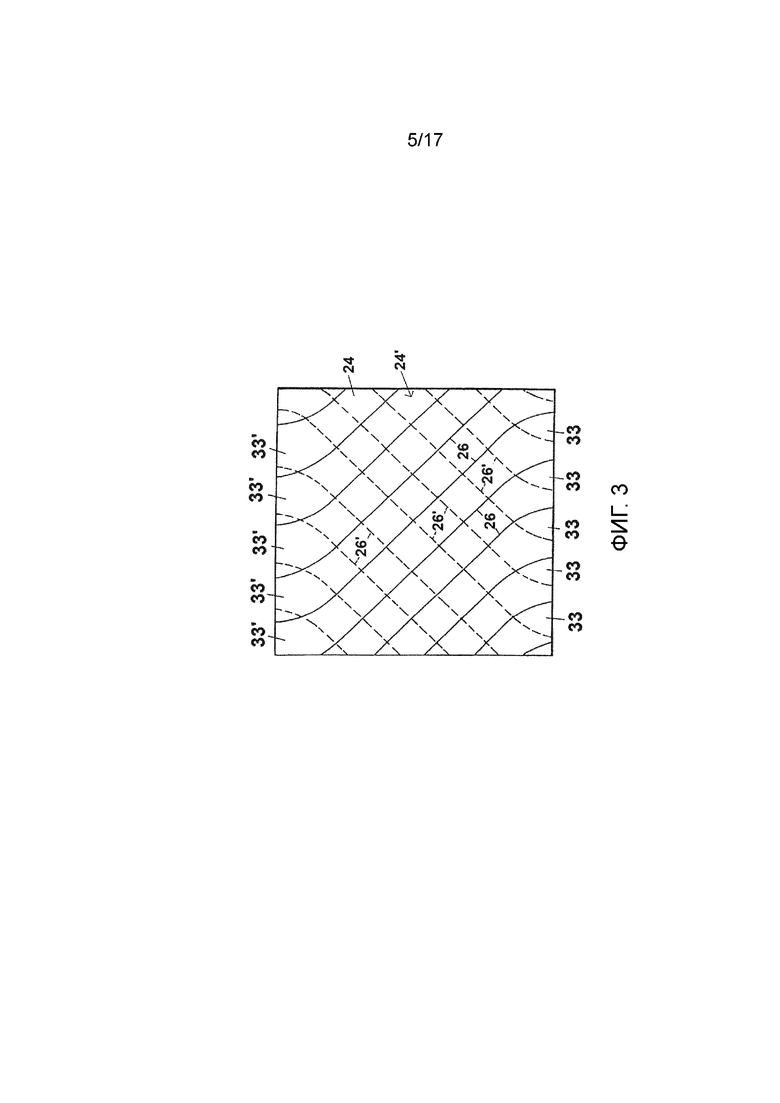
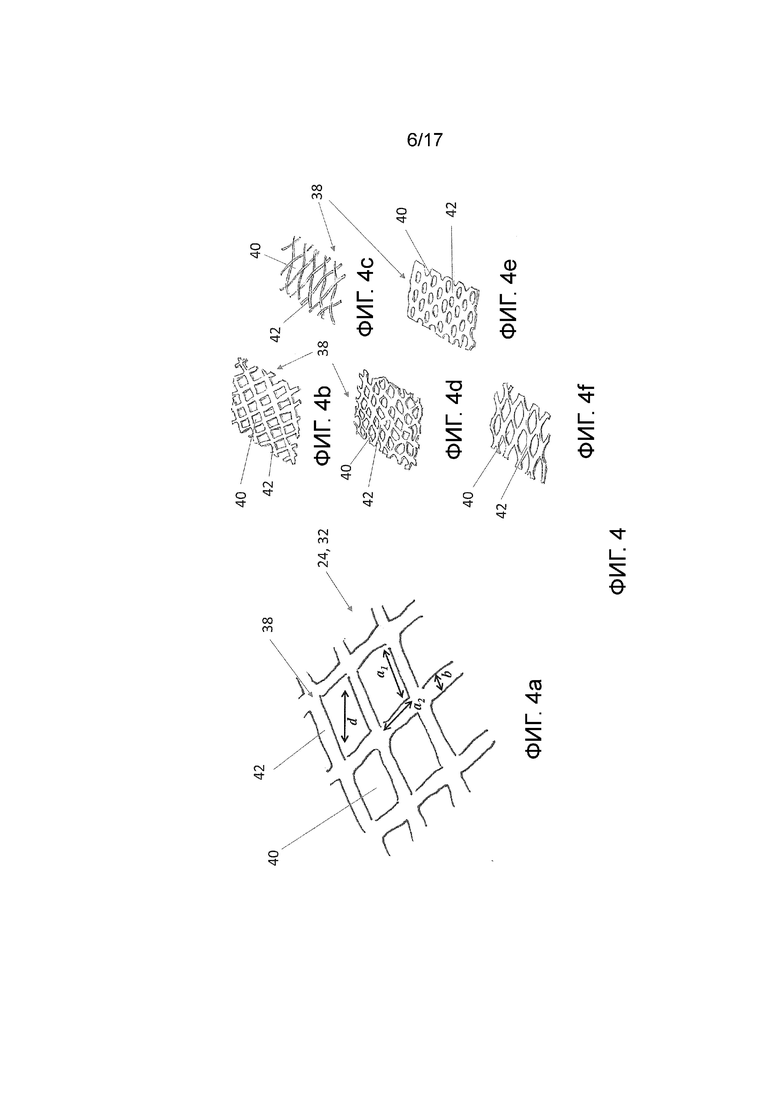
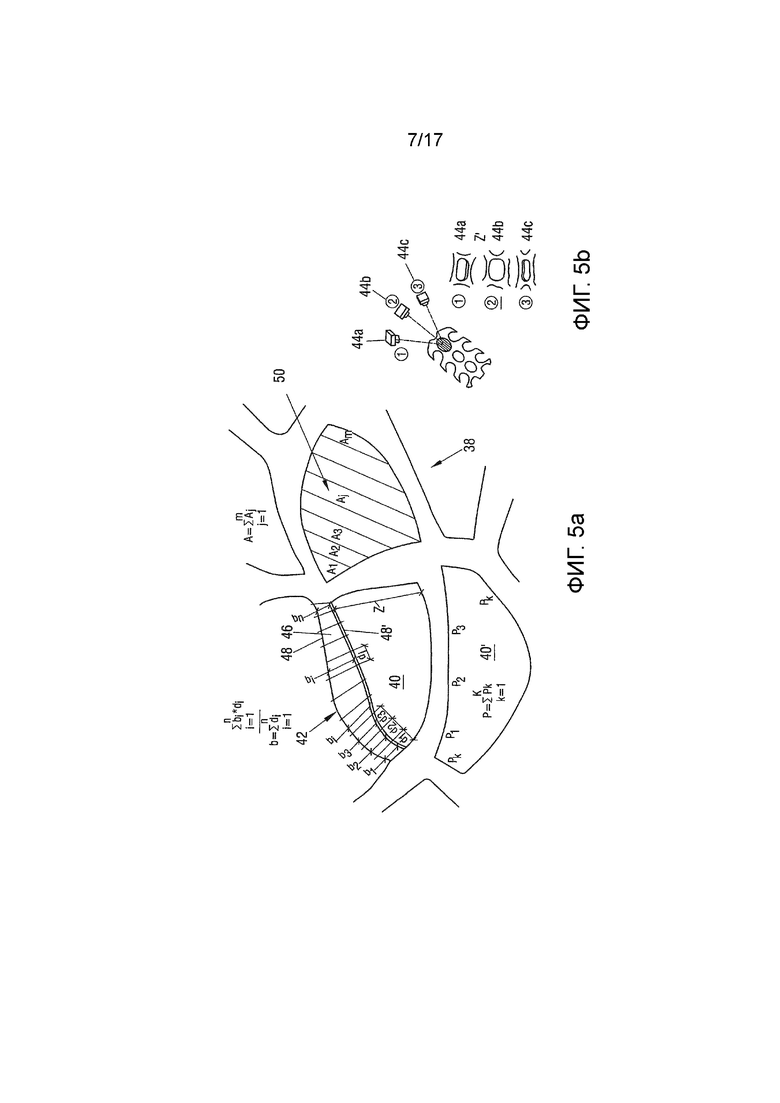
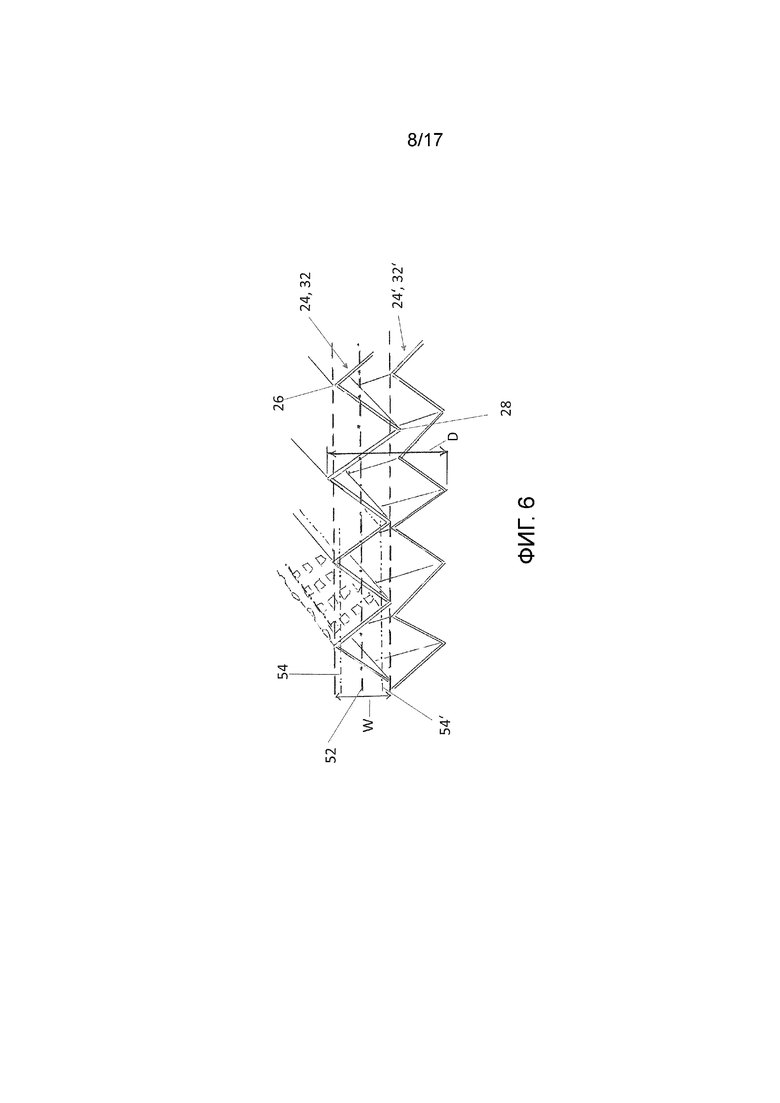
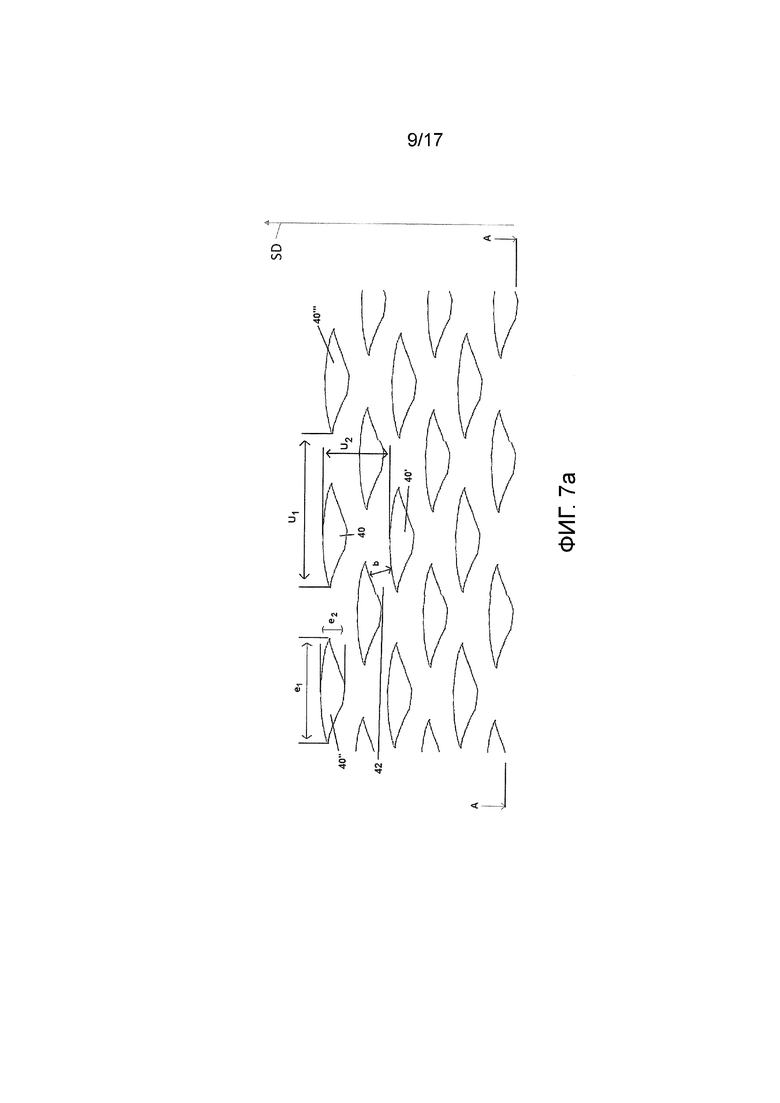
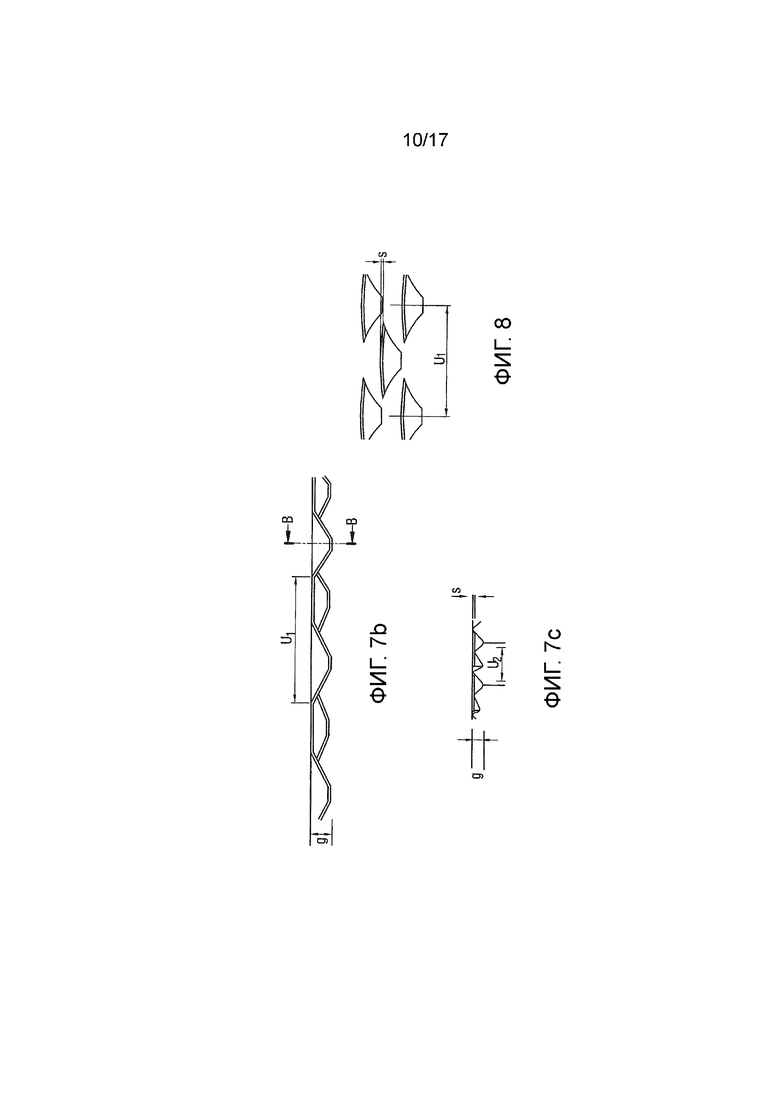

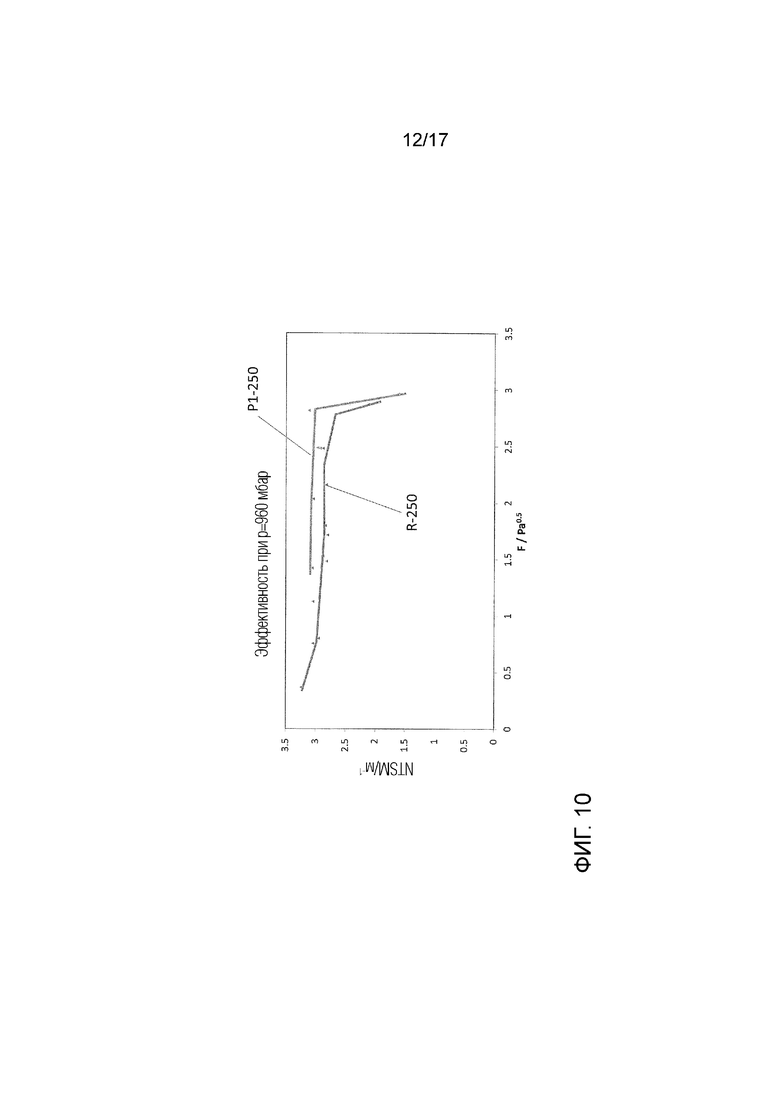


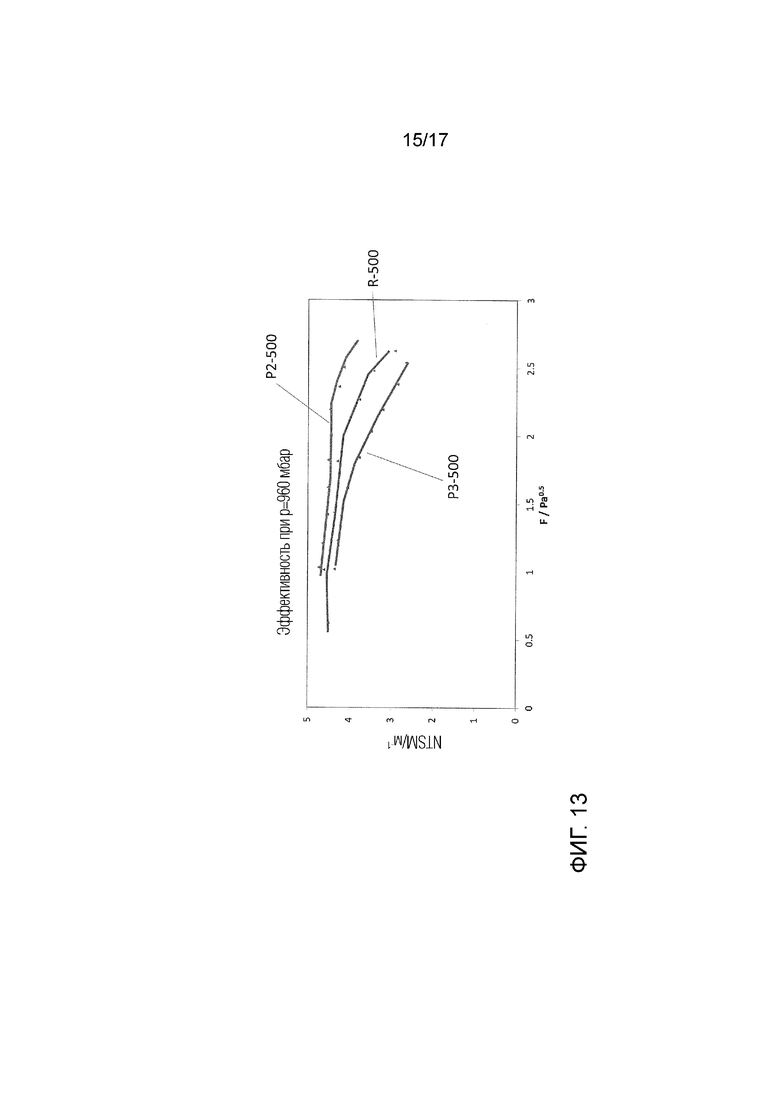
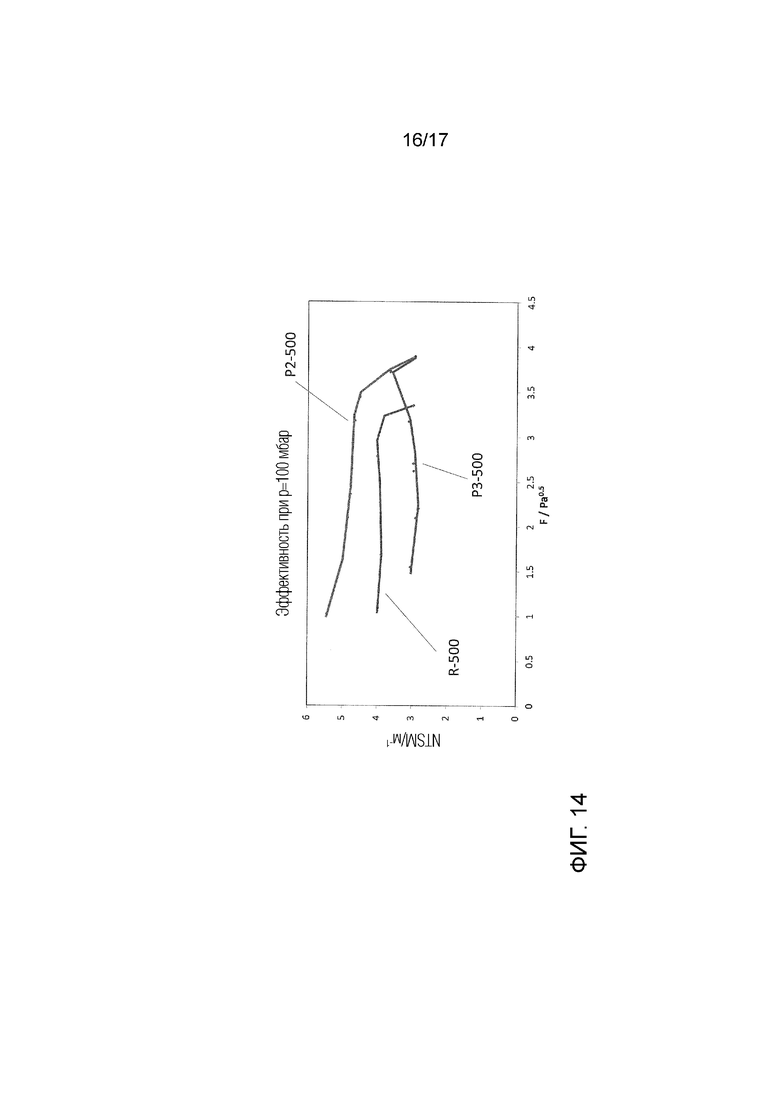
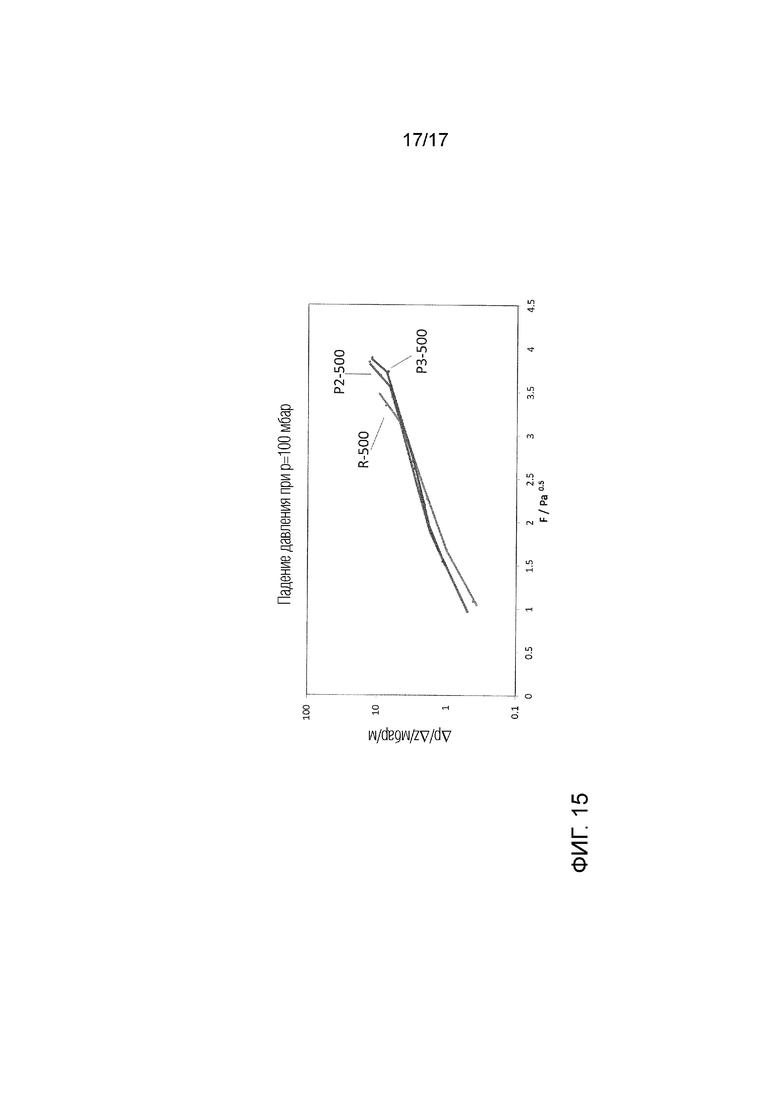
Изобретение относится к структурированному насадочному элементу с пересекающимися каналами для колонны, предназначенной для массообмена и/или теплообмена между тяжелой и легкой текучими фазами. Техническим результатом является повышение эффективности массообмена при данной емкости или повышение емкости при данной эффективности массообмена или уменьшение веса при данной эффективности массообмена. Технический результат достигается в структурированном насадочном элементе с пересекающимися каналами, который включает два смежных слоя, изготовленных из листов просечно-вытяжного металла, в каждом из которых имеются отверстия, которые окружены разделительными элементами. При этом два из двух слоев расположены в продольном направлении насадочного элемента параллельно в соприкосновении друг с другом так, что между ними образуется открытое пространство, простирающееся от одного конца до противоположного конца. При этом соотношение между средней шириной 50% разделительных элементов между смежными отверстиями и толщиной листового материала составляет по меньшей мере 15. Соотношение между максимальным расстоянием между двумя из двух слоев, измеренным в плоскости, перпендикулярной продольному направлению, и средней шириной разделительных элементов составляет по меньшей мере 4. Соотношение между расстоянием между двумя отверстиями, смежными с разделительным элементом в направлении, перпендикулярном направлению растяжки листа просечно-вытяжного металла, и средней шириной этого разделительного элемента для 50% всех разделительных элементов составляет от 4 до 6. 3 н. и 12 з.п. ф-лы, 15 ил., 1 табл., 2 пр.
1. Структурированный насадочный элемент (12) с пересекающимися каналами для колонны (10), предназначенной для массообмена и/или теплообмена между тяжелой и легкой текучими фазами, при этом структурированный насадочный элемент (12) с пересекающимися каналами содержит по меньшей мере два смежных слоя (32, 32'), изготовленных из листов просечно-вытяжного металла, каждый из которых содержит отверстия (40, 40', 40'', 40'''), которые окружены и отделены друг от друга разделительными элементами (42), при этом по меньшей мере два из по меньшей мере двух слоев (32, 32') расположены в продольном направлении (V) насадочного элемента (12) параллельно и в соприкосновении друг с другом так, что между ними обеспечено открытое пространство (30), простирающееся от одного конца до противоположного конца по меньшей мере двух слоев (32, 32'), так что по меньшей мере одна из тяжелой и легкой текучей фазы может протекать через него, при этом соотношение между средней шириной (b) по меньшей мере 50% разделительных элементов (42) между смежными отверстиями (40, 40', 40'', 40''') и толщиной (s) листового материала составляет по меньшей мере 15, при этом соотношение между максимальным расстоянием (D) между по меньшей мере двумя из по меньшей мере двух слоев (32, 32'), измеренным в плоскости, перпендикулярной продольному направлению (V), и средней шириной (b) разделительных элементов (42) составляет по меньшей мере 4, при этом соотношение между расстоянием (u1) между двумя отверстиями (40, 40'''), смежными с разделительным элементом (42), в направлении, перпендикулярном направлению растяжки листа просечно-вытяжного металла, и средней шириной (b) этого разделительного элемента (42) для по меньшей мере 50% всех разделительных элементов (42) составляет от 4 до 6, при этом расстояние (u1) измеряют путем определения расстояния между самой удаленной точкой одной стороны края одного отверстия (40) в направлении, перпендикулярном направлению растяжки листа просечно-вытяжного металла, и самой удаленной точкой такой же стороны края смежного отверстия (40''') в том же направлении листа просечно-вытяжного металла, при этом продольное направлении насадочного элемента (12) - это направление от верхней области к нижней области насадочного элемента (12), когда он расположен в колонне (10), при этом направление растяжки листа просечно-вытяжного металла представляет собой направление, перпендикулярное продольному направлению (V) структурированного насадочного элемента (12) с пересекающимися каналами, при этом среднюю ширину (b) разделительного элемента (42) определяют путем подразделения разделительного элемента (42) на индивидуальные участки i=1, 2, 3… n, каждый из которых имеет длину участка di, при этом для каждого участка измеряют наименьшее расстояние bi между соседними краями на этом участке и сумму произведений di·bi делят на сумму di, получая среднюю ширину b разделительного элемента (42).
2. Структурированный насадочный элемент (12) по п. 1, в котором по меньшей мере 50%, предпочтительно, по меньшей мере 75%, более предпочтительно, по меньшей мере 80%, еще более предпочтительно, по меньшей мере 90%, еще более предпочтительно, по меньшей мере 95%, и наиболее предпочтительно, все из по меньшей мере двух слоев (32, 32') изготовлены из листов просечно-вытяжного металла и имеют периодические деформации (26, 28, 34), при этом слои (32,32') ориентированы так, что периодические деформации (26, 28, 34) смежных слоев (32, 32') пересекаются крест-накрест с периодическими деформациями (26, 28, 34) слоев (32, 32'), проходящих наклонно относительно продольного направления (V), при этом каждый из слоев (32, 32') контактирует с каждым из смежных слоев (32, 32') в точках пересечения периодических деформаций (26, 28, 34) этого слоя (32, 32') и этих смежных слоев (32, 32'), при этом открытое пространство (30) между по меньшей мере двумя слоями (32, 32') определено периодическими деформациями (26, 28, 34).
3. Структурированный насадочный элемент (12) по п. 1 или 2, в котором соотношение между расстоянием (u1) и средней шириной (b) по меньшей мере 75%, более предпочтительно, по меньшей мере 80%, еще более предпочтительно, по меньшей мере 90%, еще более предпочтительно, по меньшей мере 95%, и наиболее предпочтительно, всех разделительных элементов (42) составляет от 4 до 6, предпочтительно, от 4,5 до 5,5, и более предпочтительно, от 4,9 до 5,1.
4. Структурированный насадочный элемент (12) по любому из предшествующих пунктов, в котором по меньшей мере для 50%, предпочтительно по меньшей мере для 75%, более предпочтительно, по меньшей мере для 80%, еще более предпочтительно, по меньшей мере для 90%, еще более предпочтительно, по меньшей мере для 95%, и наиболее предпочтительно, для всех отверстий (40, 40', 40'', 40''') расстояние (u1) составляет от 5 до 20 мм, предпочтительно, от 7,5 до 15 мм, наиболее предпочтительно, от 9 до 11 мм.
5. Структурированный насадочный элемент (12) по любому из предшествующих пунктов, в котором соотношение между расстоянием (u2) между первым отверстием (40) и вторым отверстием (40'), смежными друг с другом в направлении растяжки листа просечно-вытяжного металла, которое представляет собой направление, перпендикулярное продольному направлению (V), и расстоянием (u1) между первым отверстием (40) и третьим отверстием (40''), смежными друг с другом в направлении, перпендикулярном направлению растяжки листа просечно-вытяжного металла, составляет от 0,4 до 0,7, при этом расстояние (u2) измеряют путем определения расстояния между самой дальней точкой стороны края первого отверстия (40) в направлении растяжки листа просечно-вытяжного металла и самой дальней точкой такой же стороны края второго отверстия (40'), смежного в направлении растяжки листа просечно-вытяжного металла, при этом расстояние (u1) измеряют путем определения расстояния между самой удаленной точкой одной стороны края первого отверстия (40) в направлении, перпендикулярном направлению растяжки листа просечно-вытяжного металла, и самой удаленной точкой такой же стороны края смежного отверстия (40'') в том же направлении листа просечно-вытяжного металла.
6. Структурированный насадочный элемент (12) по любому из предшествующих пунктов, в котором по меньшей мере для 50%, предпочтительно, по меньшей мере для 75%, более предпочтительно, по меньшей мере для 80%, еще более предпочтительно, по меньшей мере для 90%, еще более предпочтительно, по меньшей мере для 95%, и наиболее предпочтительно, для всех отверстий (40, 40', 40'', 40''') соотношение между расстоянием (u2) и расстоянием (u1) составляет от 0,4 до 0,7, предпочтительно, от 0,45 до 0,70, более предпочтительно, от 0,49 до 0,55.
7. Структурированный насадочный элемент (12) по любому из предшествующих пунктов, в котором по меньшей мере для 50%, предпочтительно, по меньшей мере для 75%, более предпочтительно, по меньшей мере для 80%, еще более предпочтительно, по меньшей мере для 90%, еще более предпочтительно, по меньшей мере для 95%, и наиболее предпочтительно, для всех отверстий (40, 40', 40'', 40''') расстояние (u2) составляет от 2 до 8 мм, предпочтительно, от 3 до 7 мм, наиболее предпочтительно, от 4 до 6 мм.
8. Структурированный насадочный элемент (12) по любому из предшествующих пунктов, в котором средняя ширина (b) по меньшей мере 50%, предпочтительно, по меньшей мере 75%, более предпочтительно, по меньшей мере 80%, еще более предпочтительно, по меньшей мере 90%, еще более предпочтительно, по меньшей мере 95%, и наиболее предпочтительно, всех разделительных элементов (42) между смежными отверстиями (40, 40', 40'', 40''') составляет от 1,5 до 4 мм, предпочтительно, от 1,6 до 3,5 мм, и наиболее предпочтительно, от 1,8 до 3,0 мм.
9. Структурированный насадочный элемент (12) по любому из предшествующих пунктов, в котором соотношение между средней шириной (b) по меньшей мере одного разделительного элемента (42) между смежными отверстиями (40, 40', 40'', 40''') и толщиной (s) материала листа составляет по меньшей мере 18.
10. Структурированный насадочный элемент (12) по любому из предшествующих пунктов, в котором между по меньшей мере 50%, предпочтительно, между по меньшей мере 75%, более предпочтительно, между по меньшей мере 80%, еще более предпочтительно, между по меньшей мере 90%, еще более предпочтительно, между по меньшей мере 95%, и наиболее предпочтительно, между всеми из по меньшей мере двух слоев (32, 32') соотношение между максимальным расстоянием (D), измеренным в плоскости, перпендикулярной продольному направлению (V), и средней шириной (b) разделительных элементов (42) составляет от 4 до 15, предпочтительно, от 5 до 13, наиболее предпочтительно, от 8 до 12.
11. Структурированный насадочный элемент (12) по любому из предшествующих пунктов, в котором по меньшей мере для 50%, более предпочтительно, по меньшей мере для 75%, еще более предпочтительно, по меньшей мере для 80%, еще более предпочтительно, по меньшей мере для 90%, еще более предпочтительно, по меньшей мере для 95% из по меньшей мере двух слоев (32, 32') отношение общей площади отверстий (40, 40', 40'', 40'''), деленное на площадь (Аs) листа слоя (32, 32'), составляет от 20% до 38%, предпочтительно, от 25% до 35%, и наиболее предпочтительно, от 28% до 32%.
12. Структурированный насадочный элемент (12) по любому из предшествующих пунктов, в котором по меньшей мере 50%, предпочтительно, по меньшей мере 75%, более предпочтительно, по меньшей мере 80%, еще более предпочтительно, по меньшей мере 90%, еще более предпочтительно, по меньшей мере 95%, и наиболее предпочтительно, все отверстия (40, 40', 40'', 40''') имеют меньшую характеристическую длину (е2) отверстий (40, 40', 40'', 40''') от 1 до 4 мм, предпочтительно, от 2 до 3 мм и большую характеристическую длину (е1) от 2 до 8 мм, предпочтительно, от 2,5 до 7 мм, наиболее предпочтительно, от 3 до 6 мм, при этом меньшая характеристическая длина (е2) отверстия (40, 40', 40'', 40''') представляет собой максимальное измерение отверстия (40, 40', 40'', 40''') в направлении растяжки листа просечно-вытяжного металла, и большая характеристическая длина (е1) отверстия (40, 40', 40'', 40''') представляет собой максимальное измерение отверстия (40, 40', 40'', 40''') в направлении, перпендикулярном направлению растяжки листа просечно-вытяжного металла.
13. Структурированный насадочный элемент (12) по любому из предшествующих пунктов, в котором по меньшей мере для 50%, предпочтительно, по меньшей мере для 75%, более предпочтительно, по меньшей мере для 80%, еще более предпочтительно, по меньшей мере для 90%, еще более предпочтительно, по меньшей мере для 95%, наиболее предпочтительно, для всех отверстий (40, 40', 40'', 40''') соотношение между меньшей характеристической длиной (е2) отверстия (40, 40', 40'', 40''') и большей характеристической длиной (е1) того же отверстия (40, 40', 40'', 40''') составляет от 0,4 до 0,7, предпочтительно, от 0,45 до 0,6, наиболее предпочтительно, от 0,49 до 0,55.
14. Массообменная колонна, содержащая по меньшей мере один структурированный насадочный элемент (12) по любому из предшествующих пунктов.
15. Применение структурированного насадочного элемента (12) по любому из пп. 1-13 для массообмена и/или теплообмена.
| DE 3818917 С1, 20.07.1989 | |||
| EP 2878357 A1, 03.06.2015 | |||
| US 4304738 A1, 08.12.1981 | |||
| 0 |
|
SU160278A1 | |
| ВЫСОКОПРОИЗВОДИТЕЛЬНАЯ СТРУКТУРИРОВАННАЯ НАСАДКА ДЛЯ КОНТАКТНОЙ КОЛОННЫ ДЛЯ ЖИДКИХ СРЕД | 2013 |
|
RU2638980C2 |
