Настоящее изобретение относится к установке и способу эффективного производства структурированного насадочного элемента с пересекающимися каналами для колонны, предназначенной для осуществления массообмена и/или теплообмена между тяжелой текучей фазой и легкой текучей фазой.
Структурированные насадочные элементы используют в массообменных колоннах, например, таких как ректификационные колонны, дистилляционные колонны, абсорбционные колонны, экстракционные колонны или газоочистители для дымовых газов. Структурированные насадочные элементы предназначены для улучшения массообмена и/или теплообмена, по меньшей мере, между двумя текучими фазами разной плотности, при этом, структурированные насадочные элементы обычно функционируют в режиме противотока. Если при дистилляции и абсорбции легкая фаза представляет собой газ или пар, а тяжелая фаза является конденсатом или жидкостью, в процессах экстракции обе фазы являются жидкостями разной плотности. Структурированные насадочные элементы включают множество различных слоев, каждый из которых обеспечивает собой поверхность, по которой растекается тяжелая фаза, и с которой она стекает вниз. Кроме этого, между разными слоями насадочных элементов имеется открытое пространство, которое заполняется легкой фазой (например, паром или газом при дистилляции) и обеспечивает собой траекторию, по которой поднимается легкая фаза, увлекаемая перепадом давления. Перепад давления нужен для преодоления гидравлического сопротивления. В типичном случае противоточного массообмена усредненное направление потока легкой фазы в структурированном насадочном элементе - это направление снизу вверх, противоположное усредненному направлению потока тяжелой фазы. Когда тяжелая фаза распространяется по поверхности структурированного насадочного элемента, образуется поверхность раздела между, по меньшей мере, двумя фазами, и на этой поверхности раздела происходит эффективный тепло- и массообмен между фазами. Также возможны варианты применения, где число тяжелых фаз больше одного. Одним из примеров является экстрактивная дистилляция.
В массообменной колонне обычно находится несколько слоев структурированных насадочных элементов. Обычно, сверху каждого слоя имеется распределитель, предназначенный для равномерного распределения тяжелой фазы по поперечному сечению слоя, оставляя, при этом, достаточное пространство для восходящего движения легкой фазы. Кроме этого, под каждым слоем часто находится удерживающее устройство в форме решетки и коллектор, при этом, структура в форме решетки удерживает слой на месте, а коллектор предназначен для сбора тяжелой фазы, стекающей со слоя, при этом, в коллекторе остается достаточное пространство для восходящего движения легкой фазы.
Общеизвестным типом структурированных насадочных элементов является, так называемая, гофрированная насадка с пересекающимися каналами, скомпонованная из множества, например, гофрированных листов, расположенных параллельно и касающихся друг друга. Обычно, гофрированные металлические листы прикрепляют друг к другу при помощи нескольких стержней, проходящих сквозь гофрированные листы перпендикулярно продольному сечению гофрированных листов, при этом, стержни фиксируют на первом и последнем гофрированном листе при помощи шайбы-гровера и гайки или путем загибания стержня. Каждый гофрированный лист имеет множество периодически повторяющихся деформаций, например, попеременно ориентированных выступов и впадин, при этом, смежные гофрированные листы ориентированы так, что гофрировка смежных гофрированных листов скрещивается крест-накрест с гофрировкой гофрированных листов, расположенных наклонно относительно вертикального или продольного направления, образуя, таким образом, наклонные каналы, непрерывно пересекающие друг друга. Эти каналы благоприятны для потока газовой фазы и жидкой фазы в насадке и облегчают массообмен между этими фазами. То есть, в каналах структурированного насадочного элемента газовая фаза и жидкая фаза вступают в контакт, таким образом, облегчается массообмен и теплообмен между этими фазами. Более конкретно, восходящий газ вступает в контакт с жидкостью, находящейся на поверхности листов, образующих каналы, по мере того, как она опускается вниз по массообменной колонне. В ходе этого контакта компоненты, в большом количестве имеющиеся в газе, могут переходить в жидкость, и наоборот; это означает, что может происходить эффективный массообмен. Подобные насадочные элементы описаны, например, в DE 1253673, CA 1270751 и US 6206349 81.
Количественно, массообмен в единицу времени пропорционален площади поверхности раздела между газом и жидкостью, при этом, площадь поверхности раздела увеличивается с увеличением части поверхности слоев насадочного элемента, смачиваемых жидкостью. Известно, что гофрированная насадка с пересекающимися каналами, изготовленная из металлической сетки, обладает превосходной смачиваемостью благодаря надлежащему распределению тяжелой фазы по поверхности гофрированных листов под действием капиллярных сил в металлической сетке и, в силу превосходной смачиваемости, высокой эффективностью массообмена. Однако, сетка из металлической проволоки является дорогостоящим материалом. Предложения по улучшению растекания тяжелой фазы по поверхности слоев, альтернативные использованию металлической сетки или гофрированных металлических листов с очень тонкой структурой в качестве материала для изготовления структурированного насадочного элемента, заключаются в обеспечении слоев, имеющих перфорацию или другую структуру поверхности, как описано в US 4296050, GB 1569828, US 4981621 и EP 3003550 A1. Кроме этого, в СN 88200252 U была предложена гофрированная насадка с пересекающимися каналами, изготовленная из листов просечно-вытяжного металла, т.е., перфорированных слоев, характеризующихся большой долей пустот, то есть, высоким отношением общей площади отверстий в слое к площади листа данного слоя. Одним из дополнительных преимуществ такой гофрированной насадки с пересекающимися каналами, изготовленной из листов просечно-вытяжного металла, является сопоставимая рентабельность.
Обычно, гофрированную насадку с пересекающимися каналами, изготовленную из листов просечно-вытяжного металла, производят путем превращения листов просечно-вытяжного металла, полученных от поставщика, в гофрированные листы, нарезания гофрированных листов в соответствии с заданным размером и их укладки с получением структурированного насадочного элемента. Сами листы просечно-вытяжного металла обычно изготавливает поставщик путем резания и практически одновременной растяжки металлических листов. Однако, производство гофрированной насадки с пересекающимися каналами из листов просечно-вытяжного металла, полученных от поставщика, сопряжено с транспортными расходами. Кроме этого, для транспортировки и дальнейшей обработки листы просечно-вытяжного металла должны быть под напряжением намотаны на патроны, изготовленные, например, из картона. Однако, поскольку каждый из листов просечно-вытяжного металла имеет структурированную поверхность, листы просечно-вытяжного металла нельзя намотать точно «встык». Напротив, отдельный лист просечно-вытяжного металла, расположенный поверх другого, смещается относительно него, вызывая напряжение в рулоне, неблагоприятное для последующей обработки. Кроме этого, из-за смещения отдельных листов, по меньшей мере, некоторые части отдельных листов выступают за патрон, и весьма вероятна деформация выступающих частей во время транспортировки.
Ввиду изложенного выше, целью, лежащей в основе настоящего изобретения, является обеспечение установки и способа быстрого и рентабельного производства структурированного насадочного элемента с пересекающимися каналами для колонны, предназначенной для осуществления массообмена и/или теплообмена между тяжелой текучей фазой и легкой текучей фазой, в которых преодолены указанные выше недостатки.
В соответствии с настоящим изобретением, эта цель достигнута посредством обеспечения установки для производства структурированного насадочного элемента с пересекающимися каналами для колонны, предназначенной для осуществления массообмена и/или теплообмена между тяжелой текучей фазой и легкой текучей фазой, при этом, структурированный насадочный элемент с пересекающимися каналами включает, по меньшей мере, два смежных слоя, изготовленных из листов просечно-вытяжного металла, в каждом из которых имеются отверстия, которые окружены и отделены друг от друга разделительными элементами, снабженных периодическими деформациями, при этом, по меньшей мере, два из, по меньшей мере, двух слоев расположены в продольном направлении насадочного элемента параллельно в соприкосновении друг с другом так, что между ними образуется открытое пространство, простирающееся от одного конца до противоположного конца, по меньшей мере, двух слоев, по которому может протекать, по меньшей мере, одна из фаз - тяжелая и легкая текучая фаза, при этом, установка включает:
а) растяжную машину для резания и растяжки металлического листа с получением листа просечно-вытяжного металла,
b) необязательно, калибровочную машину для прокатывания листа просечно-вытяжного металла, изготовленного в растяжной машине (а) до заданной толщины,
с) блок для хранения листа,
d) формовочную машину для придания формы листу просечно-вытяжного металла, изготовленному в растяжной машине и, необязательно, прокатанному в необязательной калибровочной машине, с получением листа просечно-вытяжного металла, имеющего периодические деформации, и
е) укладочную машину для укладки листов просечно-вытяжного металла, имеющих периодические деформации, с получением структурированного насадочного элемента с пересекающимися каналами,
при этом, блок для хранения листа выполнен так, что непосредственно принимает лист просечно-вытяжного металла, изготовленный в растяжной машине и, необязательно, прокатанный в необязательной калибровочной машине, и выдает лист просечно-вытяжного металла непосредственно в формовочную машину.
Путем размещения блока для хранения листа между растяжной машиной и формовочной машиной разные скорости растяжной машины и формовочной машины могут быть компенсированы или согласованы, соответственно, так, что все же возможно производство структурированного насадочного элемента с пересекающимися каналами в полунепрерывном режиме. Более конкретно, растяжная машина, и также формовочная машина, работают по тактовому или циркулярному принципу, соответственно, при этом, длина листа, перемещаемая за один такт растяжной машины, является произведением ширины разделительных элементов и коэффициента растяжки, в соответствии с которым металлический лист растягивается в растяжной машине, тогда как длина листа, перемещаемая за один такт формовочной машины, является частным расстояния между двумя соседними периодическими деформациями листа и косинуса угла α, под которым гофрировка наклонена относительно продольного направления. Например, для листа просечно-вытяжного металла с расстоянием между двумя соседними периодическими деформациями 20 мм, углом α 45° и коэффициентом растяжки 1,25 длина листа, перемещаемая за один такт растяжной машины, равна 2,5 мм, тогда как длина листа, перемещаемая за один такт формовочной машины, равна 28,3 мм. Следовательно, лист просечно-вытяжного металла, полученный в растяжной машине и, необязательно, прокатанный в необязательной калибровочной машине, не может быть непосредственно направлен в формовочную машину.
Другим особым преимуществом настоящего изобретения является то, что изобретением обеспечивается возможность сохранения направления, в котором лист просечно-вытяжного металла изготовлен в растяжной машине и выходит из растяжной машины, до его подачи в формовочную машину. Другими словами, установка, соответствующая настоящему изобретению, позволяет транспортировать лист просечно-вытяжного металла в направлении растяжки в формовочную машину. Это является особым преимуществом по следующим причинам. После изготовления, т.е., резания и растяжки металлической пластины, полученный лист просечно-вытяжного металла уже не является плоским, а имеет структурированную поверхность. Это является результатом деформации, кручения, изгибания или образования сводчатости индивидуальных разделительных элементов и относительной деформации разделительных элементов по сравнению с другими, например, в результате наклона. В направлении растяжки боковые стороны листа просечно-вытяжного металла пологие, но в противоположном направлении - поднимаются довольно круто, как показано на фиг. 7. Следовательно, при транспортировке листа просечно-вытяжного металла в формовочную машину в направлении растяжки, лист движется в формовочную машину своей пологой стороной. Однако, в известном уровне техники лист просечно-вытяжного металла сначала наматывают на патроны, а затем, позднее, сматывают с патрона, что неизбежно ведет к изменению направления подачи листа просечно-вытяжного металла на обратное. Таким образом, в известном уровне техники лист просечно-вытяжного металла подают в формовочную машину стороной с крутым подъемом, что препятствует транспортировке листа просечно-вытяжного металла. Кроме того, с этим связаны недостатки, заключающиеся в том, что лист просечно-вытяжного металла может застревать, что сопряжено с вероятностью нарушения формования, т.е., появления нежелательных деформаций, и в том, что крутые стороны изнашивают формообразующий инструмент сильнее и быстрее, чем пологие стороны.
Отличительная особенность изобретения, заключающаяся в том, что блок для хранения листа выполнен так, что непосредственно принимает лист просечно-вытяжного металла, изготовленный в растяжной машине и, необязательно, прокатанный в необязательной калибровочной машине, и выдает лист просечно-вытяжного металла непосредственно в формовочную машину, означает, что, если установка не включает калибровочную машину, то блок для хранения листа выполнен так, что непосредственно принимает лист просечно-вытяжного металла, изготовленный в растяжной машине, из растяжной машины, и, если установка включает калибровочную машину, блок для хранения листа выполнен так, что непосредственно принимает прокатанный лист просечно-вытяжного металла, изготовленный в растяжной машине и прокатанный в калибровочной машине, из калибровочной машины.
Продольное направление структурированного насадочного элемента представляет собой усредненное направление структурированного насадочного элемента, в котором во время работы, например, использования в колонне, предназначенной для осуществления массообмена и/или теплообмена, такой как ректификационная колонна, легкая фаза поднимается, а тяжелая фаза опускается. Хотя из-за взаимодействия с формой структурированного насадочного элемента легкая фаза может разделяться на несколько потоков, ориентированных совершенно по-разному, усредненное направление движения легкой фазы совпадает с продольным направлением, которое обычно близко направлению по вертикали.
Обычно, растяжная машина функционирует, т.е., пригодна для эксплуатации, в тактовом режиме с первой тактовой частотой, а формовочная машина функционирует, т.е., пригодна для эксплуатации, в тактовом режиме со второй тактовой частотой, при этом, первая тактовая частота больше, чем вторая тактовая частота.
Как указано выше, растяжная машина функционирует, выпуская за каждый такт первую длину листа просечно-вытяжного металла, а формовочная машина функционирует, выпуская за каждый такт вторую длину листа просечно-вытяжного металла, имеющего периодические деформации, при этом, обычно, первая длина меньше, чем вторая длина.
Более конкретно, растяжная машина обычно имеет большую тактовую частоту, чем формовочная машина, но за один такт перемещает меньшую длину листа просечно-вытяжного металла, чем формовочная машина. Таким образом, когда начинается такт формовочной машины, за данный интервал времени в формовочной машине обрабатывается большая длина листа, чем подается растяжной машиной, тогда как по окончании такта формовочной машины, растяжная машина все еще выдает длину листа, которая в это время не востребована в формовочной машине и будет востребована только в начале следующего такта формовочной машины. В соответствии с настоящим изобретением, различия потребности в материале растяжной машины и формовочной машины в разных тактовых циклах этих машин компенсируются или согласуются, соответственно, посредством блока для хранения листа.
Настоящее изобретение не имеет определенных ограничений в отношении типа блока для хранения листа при условии, что блок для хранения листа пригоден для кратковременного хранения, а именно, в течении периода времени менее 1 мин, листа просечно-вытяжного металла, изготовленного в растяжной машине и, необязательно, прокатанного в необязательной калибровочной машине, не вызывая напряжение и/или без приложения давления к листу просечно-вытяжного металла, как это происходит при наматывании листа просечно-вытяжного металла на патрон, изготовленный, например, из картона, и, таким образом, без деформирования листа просечно-вытяжного металла. Другими словами, блок для хранения листа, в соответствии с настоящим изобретением, представляет собой любое устройство, пригодное для временного хранения листа просечно-вытяжного металла, изготовленного в растяжной машине и, необязательно, калибровочной машине, перед его транспортировкой в формовочную машину с тем, чтобы разобщить растяжную машину и формовочную машину так, что различие в скорости выдачи или скорости подачи, соответственно, растяжной машины и формовочной машины может быть сбалансировано без необходимости остановки какой-либо одной или обеих машин - растяжной машины и формовочной машины.
Предпочтительно, блок для хранения листа включает, по меньшей мере, два отклоняющих средства, предназначенных для отклонения листа просечно-вытяжного металла так, чтобы он временно хранился в блок для хранения листа.
В соответствии с одной из модификаций данного варианта осуществления изобретения, по меньшей мере, одно, предпочтительно, все из, по меньшей мере, двух отклоняющих средств является(ются) подвижным(ми), и расстояние между, по меньшей мере, двумя отклоняющими средствами может быть изменено. Это позволяет загружать в блок для хранения листа лист просечно-вытяжного металла, изготовленный в растяжной машине и, необязательно, прокатанный в необязательной калибровочной машине, в течении временного интервала между двумя тактами формовочной машины просто путем увеличения расстояния между, по меньшей мере, двумя отклоняющими средствами пропорционально избыточной длине листа, поступившей из растяжной машины или калибровочной машины, соответственно, и не востребованной в формовочной машине в этот момент времени. Кроме этого, это позволяет выгружать из блока для хранения листа хранящийся в нем лист просечно-вытяжного металла в течении временного интервала такта формовочной машины просто путем уменьшения расстояния между, по меньшей мере, двумя отклоняющими средствами пропорционально избыточной длине листа, требующейся в формовочной машине дополнительно к длине листа, получаемой в этот момент времени из растяжной машины или калибровочной машины, соответственно.
Предпочтительно, блок для хранения листа включает, по меньшей мере, два отклоняющих ролика, из которых, по меньшей мере, один, предпочтительно, все ролики являются подвижными, и расстояние между, по меньшей мере, двумя отклоняющими роликами может быть изменено. Точно так же, это позволяет загружать в блок для хранения листа лист просечно-вытяжного металла, изготовленный в растяжной машине и, необязательно, прокатанный в необязательной калибровочной машине, в течении временного интервала между двумя тактами формовочной машины просто путем увеличения расстояния между роликами пропорционально избыточной длине листа, поступившей из растяжной машины или калибровочной машины, соответственно, и не востребованной в формовочной машине в этот момент времени. Кроме этого, это позволяет выгружать из блока для хранения листа хранящийся в нем лист просечно-вытяжного металла в течении временного интервала такта формовочной машины просто путем уменьшения расстояния между роликами пропорционально избыточной длине листа, требующейся в формовочной машине дополнительно к длине листа, получаемой в этот момент времени из растяжной машины или калибровочной машины, соответственно.
В частности, хорошие результаты получают, когда блок для хранения листа включает, по меньшей мере, четыре, более предпочтительно, по меньшей мере, шесть, наиболее предпочтительно, по меньшей мере, восемь отклоняющих роликов. Независимо от числа отклоняющих роликов, один или несколько, предпочтительно, все отклоняющие ролики подвижны, предпочтительно, в вертикальном направлении, в горизонтальном направлении и/или в любом другом направлении так, что расстояние между, по меньшей мере, двумя из этих роликов, предпочтительно, между каждыми двумя из этих роликов, может быть изменено в вертикальном направлении, в горизонтальном направлении и/или в любом другом направлении. Это позволяет получить соответствующий блок для хранения листа с довольно большой вместимостью, но занимающее сравнительно небольшую площадь.
В соответствии с другой модификацией этого варианта осуществления настоящего изобретения, подвижны не все отклоняющие ролики, а только один или более одного, но меньше, чем все отклоняющие ролики.
В соответствии с еще одной модификацией этого варианта осуществления настоящего изобретения, блок для хранения листа включает, по меньшей мере, два отклоняющих средства, по меньшей мере, один отклоняющий ролик и, по меньшей мере, одну отклоняющую пластину, при этом, по меньшей мере, один отклоняющий ролик подвижен, и, предпочтительно, по меньшей мере, одна отклоняющая пластина является изогнутой. Если блок для хранения включает два или более отклоняющих ролика, только один отклоняющий ролик, несколько отклоняющих роликов или все отклоняющие ролики могут быть подвижными. Кроме этого, ни одна, одна или несколько или даже все из, по меньшей мере, одной отклоняющей пластины могут быть подвижными. Блок для хранения листа данного варианта осуществления может включать, по меньшей мере, два или, по меньшей мере, четыре или, по меньшей мере, шесть отклоняющих роликов и, по меньшей мере, две или, по меньшей мере, четыре или, по меньшей мере, шесть отклоняющих пластин. Отклоняющая(ие) пластина(ы) выполнена(ы) так, что отклоняет(ют) лист просечно-вытяжного металла от верхнего по потоку отклоняющего средства к нижнему по потоку отклоняющему средству или, в случае самого последнего по потоку отклоняющего средства, от верхнего по потоку отклоняющего средства к формовочной машине или, в случае самого первого по потоку отклоняющего средства, от находящейся выше по потоку растяжной машины или необязательной калибровочной машины к нижнему по потоку отклоняющему средству. Предпочтительно, это достигается посредством соответствующего изгиба отклоняющей(их) пластины(пластин). Общую длину листа просечно-вытяжного металла в блок для хранения листа затем регулируют при помощи, по меньшей мере, одного подвижного отклоняющего ролика и/или, по меньшей мере, одного подвижного отклоняющего средства, если есть.
В соответствии с другой модификацией этого варианта осуществления настоящего изобретения, блок для хранения листа включает, по меньшей мере, два отклоняющих средства, ни одного отклоняющего ролика, однако, по меньшей мере, две, предпочтительно, по меньшей мере, четыре, более предпочтительно, по меньшей мере, шесть, наиболее предпочтительно, по меньшей мере, восемь отклоняющих пластин. По меньшей мере, одна или несколько или все отклоняющие пластины могут быть подвижными, и расстояние между, по меньшей мере, двумя отклоняющими пластинами может быть изменено. Предпочтительно, по меньшей мере, одна отклоняющая пластина изогнута. Принцип работы тот же, что и в варианте осуществления, включающем подвижный(е) отклоняющий(е) ролик(ролики).
В соответствии с другой модификацией этого варианта осуществления настоящего изобретения, блок для хранения листов включает, по меньшей мере, два отклоняющих средства, ни одного отклоняющего ролика, однако, по меньшей мере, две, предпочтительно, по меньшей мере, четыре, более предпочтительно, по меньшей мере, шесть, наиболее предпочтительно, по меньшей мере, восемь отклоняющих пластин, при этом, ни одно из, по меньшей мере, двух отклоняющих средств не является подвижным, т.е., все отклоняющие устройства зафиксированы. Предпочтительно, по меньшей мере, одна отклоняющая пластина изогнута. В этом случае блок для хранения листа просечно-вытяжного металла выполнен так, что лист просечно-вытяжного металла проталкивается для хранения в блок для хранения листов в пространство между отклоняющими средствами благодаря проталкиванию листа просечно-вытяжного металла с большей скоростью по верхней по потоку отклоняющей пластине, чем отведению листа просечно-вытяжного металла по нижней по потоку отклоняющей пластине, в результате чего в блоке для хранения остается большая длина листа просечно-вытяжного металла. Для разгрузки блока для хранения лист просечно-вытяжного металла выводят по нижней по потоку отклоняющей пластине быстрее, чем подают по верхней по потоку отклоняющей пластине, и длина листа просечно вытяжного металла в блоке для хранения уменьшается.
В контексте настоящего изобретения может быть использована любая обычная растяжная машина при условии, что она пригодна для производства листа просечно вытяжного металла из металлического листа. Обычно, растяжная машина включает, по меньшей мере, один нож для резания металлического листа и растяжки за один такт растяжной машины, когда металлический лист пропускают через растяжную машину, с использованием процессов резания давлением и растяжки. Более конкретно, выполненный ножом разрез позволяет растягивать металл, в котором образуются единообразные отверстия. Чтобы гарантировать единообразие во время прохождения металла, растяжную машину программируют и управляют ею вручную или автоматически на основании программы.
Как указано выше, калибровочная машина может быть включена в данную установку или не входить в нее. Однако, является предпочтительным, чтобы установка включала калибровочную машину. В контексте настоящего изобретения может быть использована любая обычная калибровочная машина при условии, что она пригодна для прокатывания листа просечно-вытяжного металла до заданной толщины. Калибровочная машина, если есть, расположена между растяжной машиной и блоком для хранения листа. Предпочтительно, она включает, по меньшей мере, два вальца, между которыми пропускают лист просечно-вытяжного металла, прикладывая давление, обеспечивающее прокатывание листа просечно-вытяжного металла до заданной толщины.
В контексте настоящего изобретения также может быть использована любая обычная формовочная машина при условии, что она пригодна для придания формы листу с получением листа просечно-вытяжного металла, имеющего периодические деформации. Является предпочтительным, чтобы формовочная машина включала один или несколько первых формовочных блоков для сгибания листа просечно-вытяжного металла, устройство для непрерывного продвижения листа просечно-вытяжного металла в один или несколько формовочных блоков и, по меньшей мере, одно устройство для отведения гофрированного листа просечно-вытяжного металла.
Развивая далее идею настоящего изобретения, предлагается, чтобы формовочная машина дополнительно включала один или несколько вторых формовочных блоков для трансформирования гофрированного листа просечно-вытяжного металла посредством пары вальцов, имеющих формовочный профиль не в центральной зоне, а на конечных участках. Это позволяет изгибать периодические деформации на конечных участках листов просечно-вытяжного металла структурированного насадочного элемента относительно периодических деформаций центральной части, расположенной между конечными участками. Таким образом, вершины и впадины листа просечно-вытяжного металла в этом варианте осуществления изобретения являются нелинейными. Предпочтительно, периодические деформации изогнуты на конечных участках листа просечно-вытяжного металла так, что идут, по меньшей мере, по существу, вертикально. «По существу, вертикально» означает, что вершины и впадины у нижнего и верхнего краев слоя не отклоняются больше, чем на 10°, предпочтительно, не более, чем на 5°, более предпочтительно, не более, чем на 2° от вертикального направления. Тем самым, гидравлическое сопротивление на конечных участках структурированного насадочного элемента меньше, чем в зоне, расположенной между конечными участками, и гидравлические потери структурированного насадочного элемента уменьшены.
В качестве альтернативы, формовочная машина может включать нижний инструментальный элемент и верхний инструментальный элемент, при этом, каждый элемент - верхний инструментальный элемент и нижний инструментальный элемент - имеет переднюю сторону и заднюю сторону. Нижний инструментальный элемент включает первое основание и первый палец, выступающий из первого основания, при этом, первый палец образует первое ребро для формирования вершины гофрировки на листе, тогда как верхний инструментальный элемент включает второе основания и второй палец, выступающий из второго основания, при этом, второй палец образует второе ребро для формирования впадины гофрировки на листе. Первое ребро расположено напротив второго ребра, при этом, первое ребро смещено относительно второго ребра так, что возможно вступление первого пальца в контакт со вторым пальцем в сцепленном положении. Каждое ребро - первое ребро и второе ребро - включает основной участок и конечный участок, и угол между каждым ребром - первым ребром и вторым ребром - на основном участке и соответствующей передней стороной, по меньшей мере, частично отличается от угла между каждым ребром - первым ребром и вторым ребром - на конечном участке и соответствующей передней стороной. Кроме этого, между первым пальцем и соседним вторым пальцем в сцепленном положении может быть предусмотрено пространство. Это пространство измеряют в плоскости, в которой лист поступает в формообразующий инструмент. Таким образом, это пространство является открытым. Открытое пространство имеет место между основным участком, а также концевым участком, когда верхний и нижней инструментальные элементы находятся в сцепленном положении. Таким образом, лист вступает в контакт с верхним и нижним инструментальным элементом только у ребер пальцев, образующих их верхние части, т.е., гребни. Между ребром первого пальца и ребром второго пальца лист не контактирует ни с одним из пальцев, его форма изменяется свободно в пространстве между двумя соседними верхними частями.
Кроме этого, в контексте настоящего изобретения может быть использована любая обычная укладочная машина при условии, что она пригодна для укладки листов просечно-вытяжного металла, снабженных периодическими деформациями, друг на друга с получением структурированного насадочного элемента с пересекающимися каналами. Предпочтительно, укладочная машина включает один или несколько вращающихся отрезных дисков для резания листов просечно-вытяжного металла, имеющих периодические деформации, до заданного размера и укладочный блок для укладки нарезанных листов просечно-вытяжного металла, имеющих периодические деформации, с получением структурированного насадочного элемента с пересекающимися каналами.
В другом аспекте настоящим изобретением обеспечивается способ производства структурированного насадочного элемента с пересекающимися каналами для колонны, предназначенной для осуществления массообмена и/или теплообмена между тяжелой текучей фазой и легкой текучей фазой, при этом, структурированный насадочный элемент с пересекающимися каналами включает, по меньшей мере, два смежных слоя, изготовленных из листов просечно-вытяжного металла, в каждом из которых имеются отверстия, которые окружены и отделены друг от друга разделительными элементами, снабженных периодическими деформациями, при этом, по меньшей мере, два из, по меньшей мере, двух слоев расположены в продольном направлении насадочного элемента параллельно в соприкосновении друг с другом так, что между ними образуется открытое пространство, простирающееся от одного конца до противоположного конца, по меньшей мере, двух слоев, по которому может протекать, по меньшей мере, одна из фаз - тяжелая и легкая текучая фаза, при этом, способ включает следующие стадии, на которых:
а) разрезают и растягивают металлический лист, получая лист просечно-вытяжного металла,
b) необязательно, прокатывают лист просечно-вытяжного металла, полученный на стадии (а), до заданной толщины,
с) подают лист просечно-вытяжного металла, полученный на стадии (а) или, необязательно, на необязательной стадии (b), непосредственно в блок для хранения листа,
d) транспортируют лист просечно-вытяжного металла непосредственно из блока для хранения листа в формовочную машину,
е) в формовочной машине придают листу просечно-вытяжного металла форму листа просечно-вытяжного металла с периодическими деформациями и
f) укладывают лист просечно-вытяжного металла, имеющий периодические деформации, полученный на стадии (е), получая структурированный насадочный элемент с пересекающимися каналами.
В соответствии с особенно предпочтительным вариантом осуществления настоящего изобретения, этот способ осуществляют на описанной выше установке.
В частности, хорошие результаты получают, когда на стадии (а) лист растягивают с коэффициентом растяжки от более 1,0 до 1,5, предпочтительно, от 1,1 до 1,5, более предпочтительно, от 1,2 до 1,35.
Предпочтительно, на стадии (а) используют металлический лист, характеризующийся толщиной материала листа от 0,05 до 0,50 мм, предпочтительно, от 0,08 до 0,2 мм, наиболее предпочтительно, от 0,09 до 0,15 мм. Толщина материала листа соответствует толщине материала, который составляет или образует слой, соответственно. Поскольку в соответствии с настоящим изобретением слой изготовлен из листа просечно-вытяжного металла, толщина материала листа представляет собой толщину листа. Если толщина листа изменяется по площади слоя, толщина материала листа представляет собой толщину листа, измеренную у одного из наружных краев листа, например, при помощи микрометра.
Настоящее изобретение не имеет определенных ограничений в отношении материала листов просечно-вытяжного металла структурированного насадочного элемента. Например, листы просечно-вытяжного металла могут быть изготовлены из нержавеющей стали или соединения, выбранного из группы, состоящей из алюминия, меди, титана, циркония и сплавов.
Как указано выше, после изготовления, т.е., резания и растяжки металлической пластины, полученный лист просечно-вытяжного металла уже не плоский. Это является результатом деформации, кручения, изгибания или образования сводчатости индивидуальных разделительных элементов и относительной деформации разделительных элементов по сравнению с другими, например, в результате наклона. Другие особенности, такие как заусенцы, могут появляться в процессе пробивания отверстий и вносить свой вклад в толщину. Итоговый размер листа просечно-вытяжного металла называют толщиной сетки, она может быть в несколько раз больше толщины материала слоя. Предпочтительно, осуществляют необязательную стадию (b), и прокатывают лист просечно-вытяжного металла на стадии (b) до толщины сетки от 1,0 до 1,4 мм, предпочтительно, от 1,1 до 1,3 мм, более предпочтительно, от 1,15 до 1,25 мм.
Как указано выше, задачей блока для хранения листа является временное хранение листа просечно-вытяжного металла, обеспечивающее компенсацию различия тактовых циклов растяжной машины и формовочной машины. Более конкретно, в блок для хранения листа должен загружаться лист просечно-вытяжного металла, изготовленный в растяжной машине и необязательной калибровочной машине за время между двумя тактами формовочной машины, тогда как отведение листа просечно-вытяжного металла из блока для хранения должно происходить во время осуществления такта формовочной машины. На практике достаточно кратковременного хранения листа просечно-вытяжного металла в блоке для хранения, а именно, в течении периода менее 1 минуты. Следовательно, является предпочтительным, чтобы блок для хранения листа включал, по меньшей мере, два, более предпочтительно, по меньшей мере, четыре, еще более предпочтительно, по меньшей мере, шесть, наиболее предпочтительно, по меньшей мере, восемь отклоняющих роликов, при этом, все ролики являются подвижными так, что расстояние между, по меньшей мере, двумя отклоняющими роликами может быть изменено. Является особенно предпочтительным, чтобы все отклоняющие ролики были подвижны в вертикальном направлении, и расстояние между каждыми двумя роликами могло быть изменено в вертикальном направлении. Например, блок для хранения листа включает верхние ролики, зафиксированные на определенной высоте, и нижние ролики, снабженные гирями так, что лист просечно-вытяжного металла, направляемый попеременно верхним и нижним роликом, остается натянутым. Таким образом, является предпочтительным, чтобы во время такта растяжной машины ролики блока для хранения листа двигались так, чтобы расстояние между роликами увеличивалось, тогда как во время такта формовочной машины ролики блока для хранения листа двигались так, чтобы расстояние между роликами уменьшалось.
Настоящее изобретение не имеет определенных ограничений в отношении типа периодических деформаций листов просечно-вытяжного металла при условии, что они позволяют путем укладки нескольких листов друг на друга получить структурированный насадочный элемент с пересекающимися каналами для колонны, предназначенной для осуществления массообмена и/или теплообмена между тяжелой и легкой текучими фазами. В соответствии с настоящим изобретением, готовый структурированный насадочный элемент включает, по меньшей мере, два слоя из листов просечно-вытяжного металла, расположенных параллельно друг другу в продольном направлении. Параллельное расположение двух листов в соответствии с настоящим изобретением означает, что один из слоев наклонен на угол, самое большее, +/-20°, предпочтительно, самое большее, +/-10°, более предпочтительно, самое большее, +/-5°, еще более предпочтительно, самое большее, +/-2° относительно другого слоя, наиболее предпочтительно, вообще не наклонен относительно другого слоя.
В соответствии с особенно предпочтительным вариантом осуществления настоящего изобретения, лист просечно-вытяжного металла на стадии (е) преобразуют в лист просечно-вытяжного металла, снабженный в качестве периодических деформаций гофрировкой, состоящей из множества попеременно ориентированных вершин и впадин, при этом, угол между каждой из вершин и каждой из впадин относительно продольного направления составляет от 10° до 60°, предпочтительно, от 20° до 50°, наиболее предпочтительно, от 25° до 47°.
Предпочтительно, вершины и впадины изогнуты на конечных участках листа просечно-вытяжного металла относительно вершин и впадин центральной части, расположенной между конечными участками, так, что гидравлическое сопротивление в конечных областях структурированного насадочного элемента меньше, чем в области, расположенной между конечными зонами. Вместо выполнения таких изгибов или обеспечения другой высоты в обеих конечных зонах, это может иметь место в одной из конечных зон. Как указано выше, это позволяет снизить гидравлические потери структурированного насадочного элемента с пересекающимися каналами для колонны, предназначенной для осуществления массообмена и/или теплообмена между тяжелой и легкой текучей фазой, образованного из соответствующих слоев.
В соответствии с другим особенно предпочтительным вариантом осуществления настоящего изобретения, лист просечно-вытяжного металла на стадии (е) преобразуют в лист просечно-вытяжного металла, снабженный в качестве периодических деформаций волнами с квадратным, треугольным или синусоидальным поперечным сечением, включающим вершины и впадины, при этом, состоящий из множества попеременно ориентированных вершин и впадин, при этом, угол между каждой из вершин и каждой из впадин относительно продольного направления составляет от 10° до 60°, предпочтительно, от 20° до 50°, наиболее предпочтительно, от 25° до 47°.
Независимо от формы периодических деформаций, расстояние между двумя соседними периодическими деформациями листа просечно-вытяжного металла составляет, предпочтительно, от 5 до 50 мм, более предпочтительно, от 10 до 30 мм, еще более предпочтительно, от 15 до 25 мм, наиболее предпочтительно, от 28 до 22 мм, например, около 20 мм. Расстояние между самыми верхними точками двух соседних периодических деформаций листа просечно-вытяжного металла, в зависимости от площади поверхности, составляет, предпочтительно, от 5 до 12,5 мм, более предпочтительно, от 6,5 до 11,5 мм.
В качестве дальнейшего развития настоящего изобретения предлагается, чтобы листы просечно-вытяжного металла, имеющие периодические деформации, изготовленные на стадии (е), были нарезаны и уложены друг на друга на стадии (f) с получением структурированного насадочного элемента с пересекающимися каналами, при этом, слои структурированного насадочного элемента с пересекающимися каналами ориентированы так, что периодические деформации смежных слоев пересекаются крест-накрест с периодическими деформациями слоев, расположенных наклонно относительно продольного направления, при этом, по меньшей мере, 50%, предпочтительно, по меньшей мере, 75%, наиболее предпочтительно, каждый из слоев контактирует с каждым из смежных слоев в точках пересечения периодических деформаций этого слоя и смежных слоев, при этом, периодические деформации определяют наличие открытого пространства между, по меньшей мере, двумя слоями. Продольное направление структурированного насадочного элемента с пересекающимися каналами - это направление от верхней области к нижней области структурированного насадочного элемента с пересекающимися каналами, когда он расположен в массообменной и/или теплообменной колонне, т.е., продольное направление - это направление сверху вниз массообменной и/или теплообменной колонны. Другими словами, это предполагаемое направление потока более тяжелой фазы под действием силы тяжести во время функционирования структурированного насадочного элемента с пересекающимися каналами и массообменной и/или теплообменной колонны, соответственно. Более конкретно, продольное направление структурированного насадочного элемента с пересекающимися каналами может быть определено следующим образом. Структурированный насадочный элемент с пересекающимися каналами помещают на горизонтальной поверхности так, что слои структурированного насадочного элемента с пересекающимися каналами, расположенные параллельно и в соприкосновении друг с другом, проходят в вертикальном направлении, и так, что открытое пространство (каналы, соответственно, которые окружены и, таким образом, определены периодическими деформациями слоев), идущее от одного конца до противоположного конца слоев, проходят сверху вниз структурированного насадочного элемента с пересекающимися каналами. Тогда продольное направление представляет собой направление сверху вниз расположенного таким образом структурированного насадочного элемента с пересекающимися каналами или, другими словами: тяжелая фаза, например, вода, которая капает сверху на расположенный таким образом структурированный насадочный элемент с пересекающимися каналами, стекает под действием силы тяжести вниз по открытому пространству, при этом, продольное направление соответствует усредненному направлению потока тяжелой фазы.
Предпочтительно, угол между каждой из периодических деформаций и продольным направлением составляет от 10° до 60°, предпочтительно, от 20° до 50°, более предпочтительно, от 25° до 47°, при этом, периодические деформации смежных слоев просечно-вытяжного металла, предпочтительно, ориентированы в противоположных направлениях.
В частности, хорошие результаты получают, если максимальное расстояние между, по меньшей мере, 50%, предпочтительно, между, по меньшей мере, 75%, более предпочтительно, между, по меньшей мере, 80%, еще более предпочтительно, между, по меньшей мере, 90%, еще более предпочтительно, между, по меньшей мере, 95%, наиболее предпочтительно, между всеми из, по меньшей мере, двух слоев структурированного насадочного элемента с пересекающимися каналами, измеренное в плоскости, перпендикулярной продольному направлению, оставляет от 8 до 80 мм, предпочтительно, от 12 до 51 мм, наиболее предпочтительно, от 16 до 30 мм.
Вместе с этим, является предпочтительным, чтобы ширина слоя составляла от 4 до 40 мм, более предпочтительно, от 6 до 25,5 мм, наиболее предпочтительно, от 8 до 15 мм.
Кроме этого, является предпочтительным, чтобы насадочный элемент, изготовленный на стадии (f), имел высоту от 100 до 300 мм, предпочтительно, от 150 до 250 мм.
В частности, хорошие результаты получают, когда удельная площадь поверхности структурированного насадочного элемента, изготовленного на стадии (f), составляет от 60 до 750 м2/м3, предпочтительно, от 120 до 500 м2/м3, наиболее предпочтительно, от 200 до 450 м2/м3.
Как указано выше, каждый из листов просечно-вытяжного металла, образующих структурированный насадочный элемент с пересекающимися каналами, имеет отверстия, которые окружены и отделены друг от друга разделительными элементами. Другими словами, листы просечно-вытяжного металла представляют собой сетку. Предпочтительно, растяжку на стадии (а) осуществляют так, что слои, образованные из листа просечно-вытяжного металла, готового структурированного насадочного элемента с пересекающимися каналами имеют следующие свойства. Предпочтительно, соотношение между средней шириной, по меньшей мере, одного разделительного элемента между смежными отверстиями и толщиной материала листа составляет, по меньшей мере, 15, более предпочтительно, по меньшей мере, 18. Отверстия, предпочтительно, имеют линзообразную или трапецеидальную форму и, следовательно, имеют меньшую и большую характеристическую длину, при этом, меньшая характеристическая длина отверстия представляет собой максимальное измерение отверстия в направлении растяжки листа просечно-вытяжного металла, а большая характеристическая длина отверстия представляет собой максимальное измерение отверстия в направлении, перпендикулярном направлению растяжки листа просечно-вытяжного металла. Направление растяжки листа просечно-вытяжного металла - это направление, вдоль которого лист металла растягивают в ходе изготовления листа просечно-вытяжного металла. Предпочтительно, по меньшей мере, 50%, предпочтительно, по меньшей мере, 75%, более предпочтительно, по меньшей мере, 80%, еще более предпочтительно, по меньшей мере, 90%, еще более предпочтительно, по меньшей мере, 95%, наиболее предпочтительно, все отверстия имеют меньшую характеристическую длину от 1,0 до 4,0 мм, предпочтительно, от 2,0 до 3,0 мм и большую характеристическую длину от 2,0 до 8,0 мм, предпочтительно, от 2,5 до 7,0 мм, наиболее предпочтительно, от 3,0 до 6,0 мм.
Расстояние между отверстиями, смежными в направлении растяжки листа просечно-вытяжного металла, отличается от расстояния между отверстиями, смежными в направлении, перпендикулярном направлению растяжки листа просечно-вытяжного металла. Далее расстояние между первым отверстием и вторым отверстием, смежными в направлении растяжки листа просечно-вытяжного металла, также именуется u2, тогда как расстояние между первым отверстием и третьим отверстием, смежными в направлении, перпендикулярном направлению растяжки листа просечно-вытяжного металла, также именуется u1. Предпочтительно, соотношение между расстоянием u2 и расстоянием u1, по меньшей мере, для 50%, предпочтительно, по меньшей мере, для 75%, более предпочтительно, по меньшей мере, для 80%, еще более предпочтительно, по меньшей мере, для 90%, еще более предпочтительно, по меньшей мере, для 95%, наиболее предпочтительно, для всех отверстий составляет от 0,4 до 0,7, более предпочтительно, от 0,45 до 0,70, наиболее предпочтительно, от 0,49 до 0,55. Кроме этого, является предпочтительным, чтобы расстояние u2, по меньшей мере, для 50%, предпочтительно, по меньшей мере, для 75%, более предпочтительно, по меньшей мере, для 80%, еще более предпочтительно, по меньшей мере, для 90%, еще более предпочтительно, по меньшей мере, для 95%, наиболее предпочтительно, для всех отверстий составляло от 2 до 8 мм, более предпочтительно, от 3 до 7 мм, наиболее предпочтительно, от 4 до 6 мм, тогда как расстояние u1, предпочтительно, по меньшей мере, для 50%, более предпочтительно, по меньшей мере, для 75%, еще более предпочтительно, по меньшей мере, для 80%, еще более предпочтительно, по меньшей мере, для 90%, еще более предпочтительно, по меньшей мере, для 95%, наиболее предпочтительно, для всех отверстий составляет от 7,5 до 15 мм, наиболее предпочтительно, от 9 до 11 мм.
В соответствии с другим особенно предпочтительным вариантом осуществления настоящего изобретения, средняя ширина, по меньшей мере, 50%, предпочтительно, по меньшей мере, 75%, более предпочтительно, по меньшей мере, 80%, еще более предпочтительно, по меньшей мере, 90%, еще более предпочтительно, по меньшей мере, 95%, наиболее предпочтительно, всех разделительных элементов между смежными отверстиями составляет от 70% до 125% среднего гидравлического диаметра смежных отверстий. Более предпочтительно, средняя ширина, по меньшей мере, 50%, предпочтительно, по меньшей мере, 75%, более предпочтительно, по меньшей мере, 80%, еще более предпочтительно, по меньшей мере, 90%, еще более предпочтительно, по меньшей мере, 95%, наиболее предпочтительно, всех разделительных элементов между смежными отверстиями составляет от 75% до 100% среднего гидравлического диаметра смежных отверстий. Более предпочтительно, средняя ширина, по меньшей мере, 50%, предпочтительно, по меньшей мере, 75%, более предпочтительно, по меньшей мере, 80%, еще более предпочтительно, по меньшей мере, 90%, еще более предпочтительно, по меньшей мере, 95%, наиболее предпочтительно, всех разделительных элементов между смежными отверстиями составляет от 1,5 до 4,0 мм, еще более предпочтительно, от 1,6 до 3,5 мм, наиболее предпочтительно, от 1,8 до 3,0 мм. Кроме этого, является предпочтительным, чтобы гидравлический диаметр, по меньшей мере, 50%, предпочтительно, по меньшей мере, 75%, более предпочтительно, по меньшей мере, 80%, еще более предпочтительно, по меньшей мере, 90%, еще более предпочтительно, по меньшей мере, 95%, наиболее предпочтительно, всех отверстий каждого из, по меньшей мере, двух слоев составлял от 1,25 до 5,0 мм, более предпочтительно, от 2,0 до 4,0 мм, наиболее предпочтительно, от 2,2 до 3,5 мм.
Кроме этого, является предпочтительным, чтобы соотношение между максимальным расстоянием D между, по меньшей мере, 50%, предпочтительно, между, по меньшей мере, 75%, более предпочтительно, между, по меньшей мере, 80%, еще более предпочтительно, между, по меньшей мере, 90%, еще более предпочтительно, между, по меньшей мере, 95%, наиболее предпочтительно, между всеми из, по меньшей мере, двух слоев, измеренным в плоскости, перпендикулярной продольному направлению, и средней шириной b разделительных элементов составляло, по меньшей мере, 5, более предпочтительно, по меньшей мере, 8.
Параметры u2 (расстояние между первым отверстием и вторым отверстием, смежными в направлении растяжки листа просечно-вытяжного металла) и b (средняя ширина разделительных элементов) могут быть использованы для расчета коэффициента растяжки листа просечно-вытяжного металла. Более конкретно, коэффициент растяжки листа просечно-вытяжного металла определяется как u2/2b. Обратная ему величина является показателем экономии материала, которая может быть достигнута по сравнению со сплошным металлическим листом.
В соответствии с особенно предпочтительным вариантом осуществления настоящего изобретения, доля пустот слоев структурированного насадочного элемента с пересекающимися каналами, т.е., отношение общей площади поверхности в слое к площади листа слоя составляет от 20% до 38%.
Конкретные варианты осуществления настоящего изобретения описаны далее со ссылкой на прилагаемые чертежи и примеры.
Фиг. 1 представляет собой схематичный вид установки, соответствующей одному из вариантов осуществления настоящего изобретения.
Фиг. 2а представляет собой схематичный вид блока для хранения листа установки, соответствующей одному из вариантов осуществления настоящего изобретения.
Фиг. 2b представляет собой схематичный вид блока для хранения листа установки, соответствующей другому варианту осуществления настоящего изобретения.
Фиг. 2с представляет собой схематичный вид блока для хранения листа установки, соответствующей другому варианту осуществления настоящего изобретения.
Фиг. 2d и е представляют собой схематичные виды блока для хранения листа установки, соответствующей другому варианту осуществления настоящего изобретения, на двух разных стадиях.
Фиг. 3 представляет собой схематичный вид сбоку массообменной колонны, в которой имеется несколько структурированных насадочных элементов с пересекающимися каналами, изготовленных способом, соответствующим одному из вариантов осуществления настоящего изобретения.
Фиг. 4а представляет собой пространственное изображение части листов структурированного насадочного элемента с пересекающимися каналами, изготовленного способом, соответствующим одному из вариантов осуществления настоящего изобретения.
Фиг. 4b представляет собой схематичный вид сбоку структурированного насадочного элемента с пересекающимися каналами, показанного на фиг. 4а.
На фиг. 4с показано два слоя структурированного насадочного элемента с пересекающимися каналами, показанного на фиг. 4а.
Фиг. 5 представляет собой местный вид гофрированного листа структурированного насадочного элемента с пересекающимися каналами, изготовленного способом, соответствующим другому варианту осуществления настоящего изобретения.
На фиг. 6а-f схематично показаны различные варианты осуществления сетчатой структуры листов просечно-вытяжного металла слоев структурированного насадочного элемента с пересекающимися каналами, изготовленного способом, соответствующим настоящему изобретению.
На фиг. 7а схематично показан другой вариант осуществления сетчатой структуры листов просечно-вытяжного металла слоев структурированного насадочного элемента с пересекающимися каналами, изготовленного способом, соответствующим настоящему изобретению.
На фиг. 7b показан разрез по А-А на фиг. 7а.
На фиг. 1 представлен схематичный вид установки 10 для производства структурированного насадочного элемента с пересекающимися каналами для колонны, предназначенной для осуществления массообмена и/или теплообмена между тяжелой и легкой текучими фазами в соответствии с одним из вариантов осуществления настоящего изобретения. Установка 10 включает, в порядке от верхнего по потоку конца к нижнему по потоку концу, разматыватель 12, растяжную машину 14 для резания и растяжки металлической пластины с получением листа просечно-вытяжного металла, калибровочную машину 16 для прокатывания листа просечно-вытяжного металла, изготовленного в растяжной машине, до заданной толщины, блок 18 для хранения листа, формовочную машину 20 для придания формы прокатанному листу просечно-вытяжного металла, изготовленному в калибровочной машине, с получением листа просечно-вытяжного металла, имеющего периодические деформации, и укладочную машину 22 для укладки листов просечно-вытяжного металла, имеющих периодические деформации, с получением структурированного насадочного элемента с пересекающимися каналами. Разматыватель 12 представляет собой патрон, на который намотан металлический лист. В ходе функционирования установки 10 металлический лист сматывают с разматывателя 12 и подают в растяжную машину 14, в которой имеется, по меньшей мере, один нож для резания (или продольной резки, соответственно) и растяжки металлического листа за один такт растяжной машины, когда металлический лист пропускают через растяжную машину, с использованием процессов продольной резки давлением и растяжки для производства листа просечно-вытяжного металла. Более конкретно, выполненные ножом разрезы позволяют растягивать металл, в котором образуются единообразные отверстия. Чтобы гарантировать единообразие во время прохождения металла, растяжную машину 14 программируют или управляют ею вручную. Растяжная машина 14 работает по тактовому принципу, при этом, длина листа просечно-вытяжного металла, перемещаемая за один такт растяжной машины 14, является произведением ширины разделительных элементов и коэффициента растяжки. Лист просечно-вытяжного металла, изготовленный в растяжной машине 14, направляют в калибровочную машину 16, в которой имеется, по меньшей мере, два вальца, между которыми пропускают лист просечно-вытяжного металла, прикладывая давление, обеспечивающее прокатывание листа просечно-вытяжного металла до заданной толщины или толщины сетки, соответственно.
Полученный прокатанный лист просечно-вытяжного металла из калибровочной машины 16 направляют непосредственно в блок 18 для хранения листа, откуда он непосредственно поступает в формовочную машину 20. Предпочтительно, блок 18 для хранения листа включает, по меньшей мере, два, более предпочтительно, по меньшей мере, четыре, еще более предпочтительно, по меньшей мере, шесть, наиболее предпочтительно, по меньшей мере, восемь отклоняющих роликов, и все они подвижны, так, что расстояние между отклоняющими роликами может быть изменено. Конкретный вариант осуществления такого блока 18 для хранения листа показан на фиг. 2.
Формовочная машина 20, предпочтительно, включает устройство для непрерывного продвижения прокатанного листа просечно-вытяжного металла в один или несколько первых формовочных блоков для сгибания прокатанного листа просечно-вытяжного металла и, по меньшей мере, одно устройство для отведения гофрированного листа просечно-вытяжного металла с получением листа просечно-вытяжного металла, имеющего периодические деформации. После этого лист просечно-вытяжного металла, имеющий периодические деформации, направляют в укладочную машину 22, которая, предпочтительно, включает один или несколько вращающихся отрезных дисков для резания прокатанных листов просечно-вытяжного металла, имеющих периодические деформации, до заданного размера и укладочный блок для укладки нарезанных прокатанных листов просечно-вытяжного металла, имеющих периодические деформации, с получением структурированного насадочного элемента с пересекающимися каналами. Из-за совмещения резания и укладки укладочная машина 22 работает дискретно. Во время резания и укладки в укладочной машине 22 формовочная машина должна быть остановлена. Так, и формовочная машина 20 работает по тактовому принципу, при этом, длина листа, перемещаемая за один такт формовочной машины, является частным расстояния между двумя соседними периодическими деформациями листа и косинуса угла α, под которым гофрировка наклонена относительно продольного направления. Например, для листа просечно-вытяжного металла с расстоянием между двумя соседними периодическими деформациями 20 мм, углом α 45° и коэффициентом растяжки 1,25 длина листа, перемещаемая за один такт растяжной машины, равна 2,5 мм, тогда как длина листа, перемещаемая за один такт формовочной машины, равна 28,3 мм. Следовательно, лист просечно-вытяжного металла, полученный в растяжной машине и прокатанный в калибровочной машине, не может быть непосредственно направлен в формовочную машину.
Более конкретно, растяжная машина 14 обычно имеет большую тактовую частоту, чем формовочная машина 20, но за один такт перемещает меньшую длину листа просечно-вытяжного металла, чем формовочная машина 20. Таким образом, когда начинается такт формовочной машины 20, за данный интервал времени в формовочной машине 20 обрабатывается большая длина листа, чем подается растяжной машиной 14, тогда как по окончании такта формовочной машины 20, растяжная машина 14 все еще выдает длину листа, которая в это время не востребована в формовочной машине 20 и будет востребована только в начале следующего такта формовочной машины 20. В соответствии с настоящим изобретением, различия потребности в материале растяжной машины 14 и формовочной машины 20 в разных тактовых циклах этих машин 14, 20 компенсируются или согласуются, соответственно, посредством блока (18) для хранения листа. Подвижные ролики блока (18) для хранения листа позволяют загружать в блок 18 для хранения листа прокатанный лист просечно-вытяжного металла, изготовленный в растяжной машине 14 и калибровочной машине 16 за время между двумя тактами формовочной машины 20, просто путем увеличения расстояния между роликами пропорционально избыточной длине листа, поступившей из калибровочной машины 16 и не востребованной в формовочной машине 20 в этот момент времени. Кроме этого, подвижные ролики позволяют выгружать из блока 18 для хранения листа хранящийся в нем прокатанный лист просечно-вытяжного металла в течении временного интервала такта формовочной машины 20 просто путем уменьшения расстояния между роликами пропорционально избыточной длине листа, требующейся в формовочной машине 20 дополнительно к длине листа, получаемой в этот момент времени из калибровочной машины 16.
Как показано на фиг. 1, блок 18 для хранения листа выполнено так, что непосредственно принимает прокатанный лист просечно-вытяжного металла, изготовленный в калибровочной машине 16, и выдает прокатанный лист просечно-вытяжного металла непосредственно в формовочную машину 20.
Фиг. 2а представляет собой схематичный вид блока 18 для хранения листа установки 10, соответствующей одному из вариантов осуществления настоящего изобретения. Блок 18 для хранения листа включает шесть неподвижных роликов 23, 23', 23'', 23''' и 14 подвижных роликов 24, 24', 24'', 24''', перемещаемых в вертикальном направлении. Тем самым, расстояние между отдельными подвижными роликами 24, 24', 24'', 24''' может быть отрегулировано по мере необходимости, и общее расстояние между самым верхним по потоку подвижным роликом 24 и самым нижним по потоку подвижным роликом 24''' может быть отрегулировано по мере необходимости. Общее расстояние между самым верхним по потоку подвижным роликом 24 и самым нижним по потоку подвижным роликом 24''' определяет длину прокатанного листа просечно-вытяжного металла, который в определенный момент времени хранится в блок 18 для хранения. Если нужно хранить больше прокатанного листа просечно-вытяжного металла, общее расстояние между самым верхним по потоку подвижным роликом 24 и самым нижним по потоку подвижным роликом 24''' увеличивают, тогда как во время осуществления такта формовочной машины 20 общее расстояние между самым верхним по потоку подвижным роликом 24 и самым нижним по потоку подвижным роликом 24''' уменьшают.
Фиг. 2b представляет собой схематичный вид блока 18 для хранения листа установки 10, соответствующей другому варианту осуществления настоящего изобретения. Блок 18 для хранения листа включает шесть неподвижных роликов 23, 23', 23'', 23''' и два подвижных ролика 24, 24', перемещаемых в горизонтальном направлении. Тем самым, расстояние между отдельными подвижными роликами 24, 24' может быть отрегулировано по мере необходимости, и общее расстояние между самым верхним по потоку подвижным роликом 24 и самым нижним по потоку подвижным роликом 24' и, таким образом, общая длина листа просечно-вытяжного металла в блок 18 для хранения может быть отрегулировано по мере необходимости.
Фиг. 2с представляет собой схематичный вид блока 18 для хранения 18 листа установки 10, соответствующей другому варианту осуществления настоящего изобретения. Блок 18 для хранения листа включает четыре неподвижных ролика 23, 23', 23'', 23''', две неподвижных изогнутых отклоняющих пластины 25, 25' и один подвижный ролик 24, перемещаемый в вертикальном направлении. Тем самым, общее расстояние от первой отклоняющей пластины 25 через подвижный ролик 24 до второй отклоняющей пластины 25' и, таким образом, общая длина листа просечно-вытяжного металла в блок 18 для хранения может быть отрегулировано по мере необходимости.
Фиг. 2d и е представляют собой схематичные виды блока 18 для хранения 18 листа установки 10, соответствующей другому варианту осуществления настоящего изобретения, на двух разных стадиях. Блок 18 для хранения листа включает четыре неподвижных ролика 23, 23', 23'', 23''' и две неподвижных изогнутых отклоняющих пластины 25, 25'. Тем самым, общая длина листа просечно-вытяжного металла между двумя отклоняющими пластинами 25, 25' может быть изменена. Более конкретно, хранение листа просечно-вытяжного металла осуществляется путем проталкивания листа просечно-вытяжного металла на хранение в блок 18 для хранения листа через пространство между отклоняющими средствами 25, 25', при этом, лист просечно-вытяжного металла быстрее проталкивают через верхнюю по потоку отклоняющую пластину 25, чем отводят через нижнюю по потоку отклоняющую пластину 25', поэтому в блок 18 для хранения остается большая длина листа просечно-вытяжного металла, который, как показано на фиг. 2d, размещается на полу 27. Для разгрузки блока 18 для хранения лист просечно-вытяжного металла отводят через нижнюю по потоку отклоняющую пластину 25' быстрее, чем подают через верхнюю по потоку отклоняющую пластину 25, поэтому в блок 18 для хранения остается меньшая длина листа просечно-вытяжного металла, как показано на фиг. 2е.
Фиг. 3 представляет собой схематичный вид сбоку массообменной колонны 26, более конкретно, дистилляционной колонны 26, в которой имеется несколько структурированных насадочных элементов, изготовленных способом настоящего изобретения (внутреннее пространство на фигуре показано прозрачным только для наглядности). Также для наглядности сетчатая структура слоев на фиг. 3 не показана, она отражена только на фиг. 6 и 7. Дистилляционная колонна 26 включает множество структурированных насадочных элементов 28 с пересекающимися каналами, которые расположены в форме двух слоев 30, 30'. Над каждым из двух слоев 30, 30' имеется распределитель 32, 32', предназначенный для равномерного распределения жидкости по поперечному сечению слоя, оставляя, при этом, достаточное пространство для восходящего пара. Под каждым слоем 30, 30' установлено удерживающее устройство 34 в форме решетки и коллектор 36, при этом, удерживающее устройство 34 в форме решетки удерживает слой 30 на месте, а коллектор 36 обеспечивает сбор жидкости, стекающей со слоя 30, при этом, в коллекторе остается достаточное пространство для восходящего движения пара.
В ходе функционирования дистилляционной колонны 26 газ, представляющий собой легкую фазу, поднимается снизу вверх, тогда как жидкость, представляющая собой тяжелую фазу, опускается в противотоке сверху вниз дистилляционной колонны 26. Более конкретно, жидкость, по существу, гомогенно распределяется распределителем 32 по поперечному сечению слоя 30 и стекает вниз по поверхности слоев структурированных насадочных элементов 28 с пересекающимися каналами. Между разными слоями структурированных насадочных элементов 28 с пересекающимися каналами имеется открытое пространство, которое заполнено газом и обеспечивает траекторию для восходящего газа, приводимого в движение градиентом давления. Благодаря распределению жидкости по поверхности слоев структурированных насадочных элементов 28 с пересекающимися каналами, образуется обширная поверхность раздела между двумя фазами, благодаря чему на этой поверхности раздела происходит эффективный тепло- и массообмен между жидкостью и газом. Внизу слоя 30 жидкость собирается коллектором 36 и отводится по трубе 38 вниз на распределитель 32' над вторым слоем 30'.
На фиг. 4а - 4с показан структурированный насадочный элемент 28 с пересекающимися каналами, относящийся к типу, так называемой, гофрированной листовой насадки с пересекающимися каналами. Для наглядности сетчатая структура на фиг. 4 не показана, она отражена только на фиг. 6 и 7. Структурированный насадочный элемент 28 с пересекающимися каналами собран из множества гофрированный листов 40, 40', которые параллельны и касаются друг друга. Каждый из гофрированных листов 40, 40' является сеткой, как описано выше и как пояснено подробнее далее со ссылкой на фиг. 7. Справа внизу фиг. 4с схематично показана сетчатая структура части гофрированного листа 40. Как явствует из приведенного выше описания, все гофрированные листы 40, 40' образованы из такой сетки, что не показано на фиг. 4а - 4с только для наглядности. В данном варианте осуществления изобретения гофрированные листы 40, 40' выполнены из просечно-вытяжного листового материала, т.е., они изготовлены путем резания и растяжки тонкой металлической пластины и последующей деформации листа просечно-вытяжного металла с получением гофрированных листов 40, 40'.
Гофрированные металлические листы 40, 40' скреплены друг с другом посредством нескольких стержней (не показаны), проходящих сквозь гофрированные листы 40, 40' перпендикулярно продольному участку гофрированных листов 40, 40', при этом, стержни соединены с первым и последним гофрированным листом при помощи шайбы-гровера и гайки или путем загибания стержня или любым другим образом (не показано). Каждый гофрированный лист 40, 40' имеет множество чередующихся вершин 42 и впадин 44, при этом, смежные гофрированные листы 40, 40' ориентированы так, что гофрировка 42, 44 смежных гофрированных листов 40, 40' пересекается крест-накрест с гофрировкой 42, 44 гофрированных листов 40, 40', расположенных наклонно относительно продольного направления, образуя, таким образом, наклонные каналы 46, непрерывно пересекающие друг друга. Более конкретно, угол α между каждым из вершин 42 и каждой из впадин 44 относительно продольного направления составляет от 10° до 60°, предпочтительно, от 20° до 50°, наиболее предпочтительно, от 25° до 47°, при этом, вершины 44 и впадины 44 смежных слоев 40, 40' ориентированы в противоположных направлениях. Каналы 46 определяют максимальное расстояние D между смежными гофрированными листами 40, 40', например, равное 20 мм. Каналы 46 оказывают положительное влияние на поток газовой фазы и жидкой фазы в структурированном насадочном элементе 28 с пересекающимися каналами и облегчают массообмен между этими фазами. То есть, газовая фаза и жидкая фаза вступают в контакт в каналах 46 структурированного насадочного элемента 28 с пересекающимися каналами, таким образом, облегчается массообмен и теплообмен между фазами. Более конкретно, восходящий газ вступает в контакт с жидкостью, которая находится на поверхности гофрированных листов 40, 40', обуславливающих наличие каналов 46, стекая вниз по массообменной колонне. В целом, легкая фаза проходит по открытому пространству или каналам 46, соответственно, без байпасного потока через отверстия сетки гофрированный листов 40, 40' структурированного насадочного элемента 28 с пересекающимися каналами. Результатом этого является особенно эффективный массообмен и передача энергии между легкой и тяжелой фазами. Кроме этого, то, что каналы 46 пересекаются крест-накрест, ведет к оптимальному распределению фаз слева направо.
Фиг. 5 представляет собой местный вид гофрированного листа 40 структурированного насадочного элемента с пересекающимися каналами, соответствующего альтернативному варианту осуществления изобретения. Гофрированный лист 40 структурированного насадочного элемента с пересекающимися каналами, показанный на фиг. 5, подобен гофрированным листам 40, 40', показанным на фиг. 4а - 4с. Однако, гофрированный лист 40 структурированного насадочного элемента с пересекающимися каналами фиг. 5 не имеет линейных вершин и впадин, вершины 42, 24' и впадины гофрированных листов 40, 40' изогнуты на конечных участках 48, 48' так, что расположены на конечных участках 48, 48' гофрированных листов 40, 40', по существу, вертикально. На фиг. 5 сплошными линиями показаны вершины 42 гофрировки на стороне гофрированного листа 40, обращенной к зрителю, тогда как штриховыми линиями 42' показаны вершины гофрировки на соответствующей стороне гофрированного листа 40', находящейся непосредственно за видимой. Благодаря изгибанию конечных участков 48, 48' так, что они на конечных участках 48, 48' гофрированных листов 40, 40', по существу, идут вертикально, уменьшается гидравлическое сопротивление конечных участков 48, 48' гофрированных листов 40, 40' по сравнению с гидравлическим сопротивлением частей, расположенных между конечными участками 48, 48' гофрированных листов 40, 40'. Результатом этого является уменьшение гидравлических потерь структурированного насадочного элемента с пересекающимися каналами.
На фиг. 6а - 6f схематично показаны различные варианты осуществления сетки 56, которая образует слои 50 структурированного насадочного элемента с пересекающимися каналами, изготовленного способом, соответствующим настоящему изобретению, которые пригодны, например для использования в структурированном насадочном элементе с пересекающимися каналами, показанном на любой из фигур 42а - 4с и 5. Сетка 56 слоя 50 структурированного насадочного элемента с пересекающимися каналами, показанная на фиг. 6а, имеет отверстия 58 с четырехугольным поперечным сечением, при этом, отверстия 58 окружены и отделены друг от друга разделительными элементами 60. Разделительные элементы 60 представляют собой узкие полоски со средней шириной b, например, 2 мм, при этом, разделительные элементы 60 полностью окружают отверстия 58. Боковые длины а1, а2 отверстий 58 выбирают так, чтобы получить отверстие 58 с надлежащим гидравлическим диаметром d, например, 3 мм. Как известно в данной области, гидравлический диаметр d может быть вычислен по формуле 4А/Р, где А означает площадь поперечного сечения отверстия 58, и Р означает периметр отверстия 58. Сетка 56 с разной геометрией отверстий 58 и разной геометрией разделительных элементов 60 показана на фиг. 6b - 6f. Отверстия 58 сетки 56 на фиг. 6b и 6с четырехугольные, тогда как отверстия 58 сетки 56 на фиг. 6d нерегулярные, а отверстия 58 сетки 56 на фиг. 6е и 6f эллиптические. Они также могут иметь линзообразную форму.
На фиг. 7а схематично показан другой вариант осуществления сетчатой структуры листов просечно-вытяжного металла слоев структурированного насадочного элемента с пересекающимися каналами, изготовленного способом, соответствующим настоящему изобретению. Лист просечно-вытяжного металла представляет собой сетку 56 с отверстиями, имеющими, по существу, форму трапеции, отделенными друг от друга разделительными элементами 60. Таким образом, отверстия имеют меньшую характеристическую длину и большую характеристическую длину, при этом, меньшая характеристическая длина отверстия 58 является максимальным размером отверстия 58 в направлении SD растяжки листа просечно-вытяжного металла, а большая характеристическая длина отверстия 58 является максимальным размером отверстия 58 в направлении, перпендикулярном направлению SD растяжки листа просечно-вытяжного металла. Как показано на фиг. 7b, которая представляет собой разрез по А-А на фиг. 7а, лист просечно-вытяжного металла уже не плоский и имеет структурированную поверхность. Это является результатом деформации, кручения, изгибания или образования сводчатости индивидуальных разделительных элементов и относительной деформации разделительных элементов по сравнению с другими, например, в результате наклона. Более конкретно, в направлении SD растяжки листа просечно-вытяжного металла боковые стороны пологие, но в противоположном направлении - поднимаются довольно круто. Настоящим изобретением обеспечивается возможность транспортировки листа просечно-вытяжного металла в формовочную машину 20 в направлении SD растяжки, т.е., вперед пологими сторонами.
Список номеров позиций на чертежах и сокращений
10 Установка для производства структурированного насадочного элемента с пересекающимися каналами
12 Разматыватель
14 Растяжная машина
16 Калибровочная машина
18 Блок для хранения листа
20 Формовочная машина
22 Укладочная машина
23, 23', 23'', 23''' Неподвижные ролики блока (18) для хранения листа
24, 24', 24'', 24''' Отклоняющее средство/подвижный ролик блока (18) для хранения листа
25, 25' Отклоняющее средство/отклоняющая пластина блока (18) для хранения листа
26 Массообменная колонна/дистилляционная колонна
27 Пол
28 Структурированный насадочный элемент с пересекающимися каналами
30, 30' Слои структурированных насадочных элементов
32, 32' Распределитель
34 Удерживающее устройство
36 Коллектор
38 Труба
40, 40' Гофрированные листы
42 Вершина одного слоя
42' Вершина смежного слоя
44 Впадина
46 Канал/открытое пространство
48, 48' Конечные участки гофрированного листа
50, 50' Слои
56 Сетка
58 Отверстие в сетке
60 Разделительный элемент сетки
А Площадь поперечного сечения отверстия
а1 Боковая длина отверстия
а2 Длина второй стороны отверстия
b Средняя ширина разделительных элементов
d Средний гидравлический диаметр отверстий
D Максимальное расстояние между, по меньшей мере, смежными из, по меньшей мере, двух слоев/гофрированных листов
Р Периметр отверстия
SD Направления растяжки листа просечно-вытяжного металла
V Продольное направление, обычно, вертикальное направление
α Угол между каждой из вершин и каждой из впадин относительно продольного направления
| название | год | авторы | номер документа |
|---|---|---|---|
| СТРУКТУРИРОВАННЫЙ НАСАДОЧНЫЙ ЭЛЕМЕНТ С ПЕРЕСЕКАЮЩИМИСЯ КАНАЛАМИ, ИЗГОТОВЛЕННЫЙ С УМЕНЬШЕННЫМ РАСХОДОМ МАТЕРИАЛА | 2020 |
|
RU2814182C1 |
| СТРУКТУРИРОВАННЫЙ НАСАДОЧНЫЙ ЭЛЕМЕНТ, ИЗГОТОВЛЕННЫЙ С УМЕНЬШЕННЫМ РАСХОДОМ МАТЕРИАЛА | 2020 |
|
RU2810023C1 |
| БЛОК СТРУКТУРИРОВАННОЙ НАСАДКИ ДЛЯ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 2000 |
|
RU2184606C2 |
| НАСАДОЧНЫЙ ЛИСТ ДЛЯ СТРУКТУРИРОВАННОЙ НАСАДКИ | 2014 |
|
RU2670899C9 |
| РЕГУЛЯРНАЯ ПЕРЕТОЧНАЯ НАСАДКА И МАССООБМЕННАЯ КОЛОННА С ЭТОЙ НАСАДКОЙ | 2005 |
|
RU2292947C1 |
| КАТАЛИЗАТОР С УЛУЧШЕННЫМИ ПАРАМЕТРАМИ НАЧАЛА РАБОТЫ | 2007 |
|
RU2431049C2 |
| Насадка для массообменных аппаратов | 2023 |
|
RU2813911C1 |
| МАССООБМЕННОЕ УСТРОЙСТВО, ВКЛЮЧАЮЩЕЕ В СЕБЯ СТРУКТУРИРОВАННУЮ НАСАДКУ | 2010 |
|
RU2550854C2 |
| СИСТЕМА ЗВУКОПОГЛОЩАЮЩЕГО ЗАЩИТНОГО ОГРАЖДЕНИЯ | 2017 |
|
RU2762094C2 |
| Шумопоглощающая панель для применения в системе звукопоглощающего защитного ограждения | 2017 |
|
RU2771122C2 |
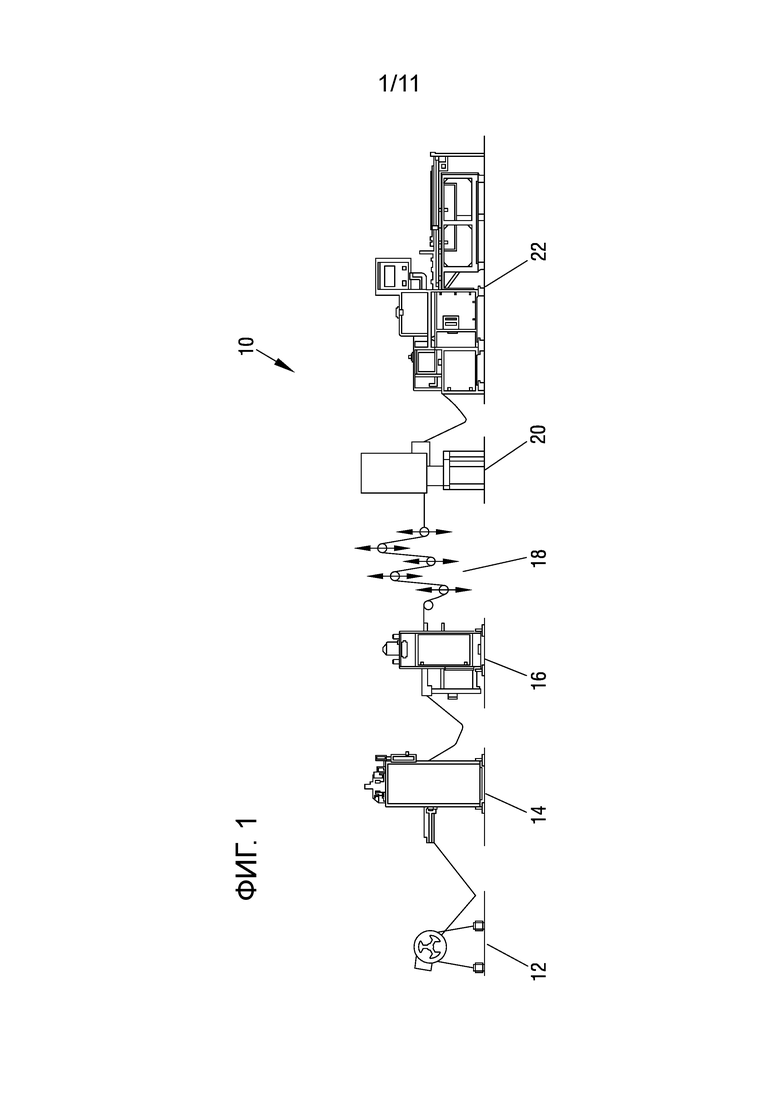
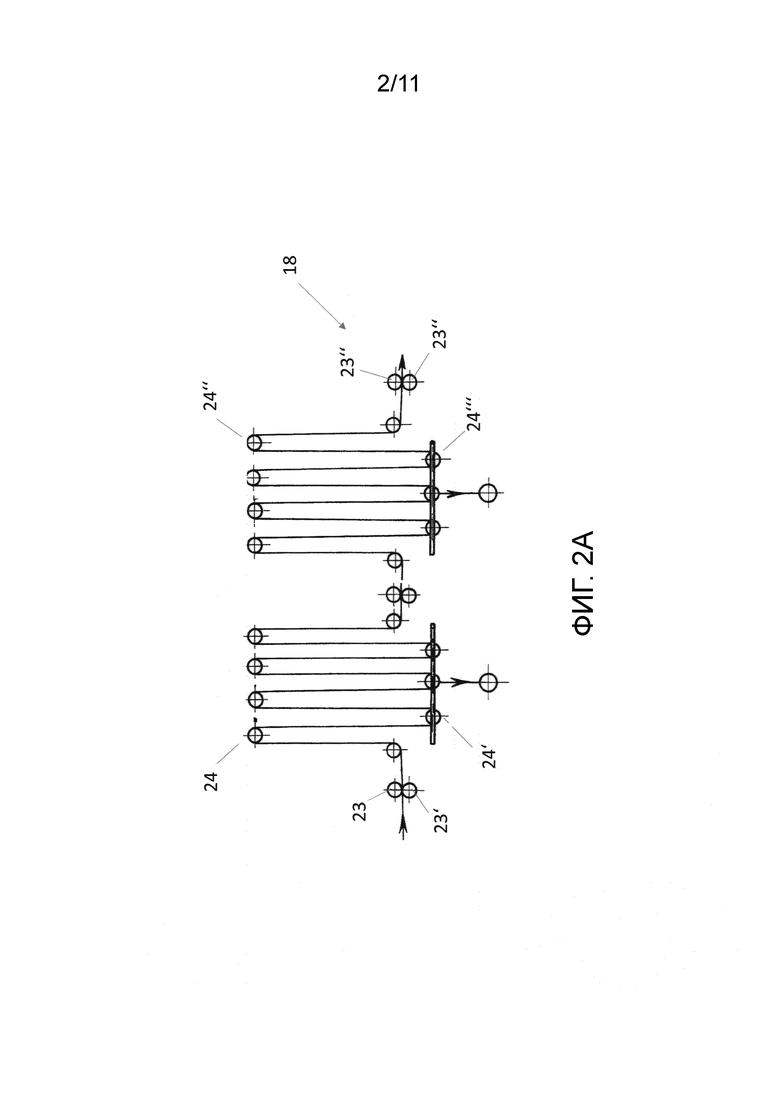
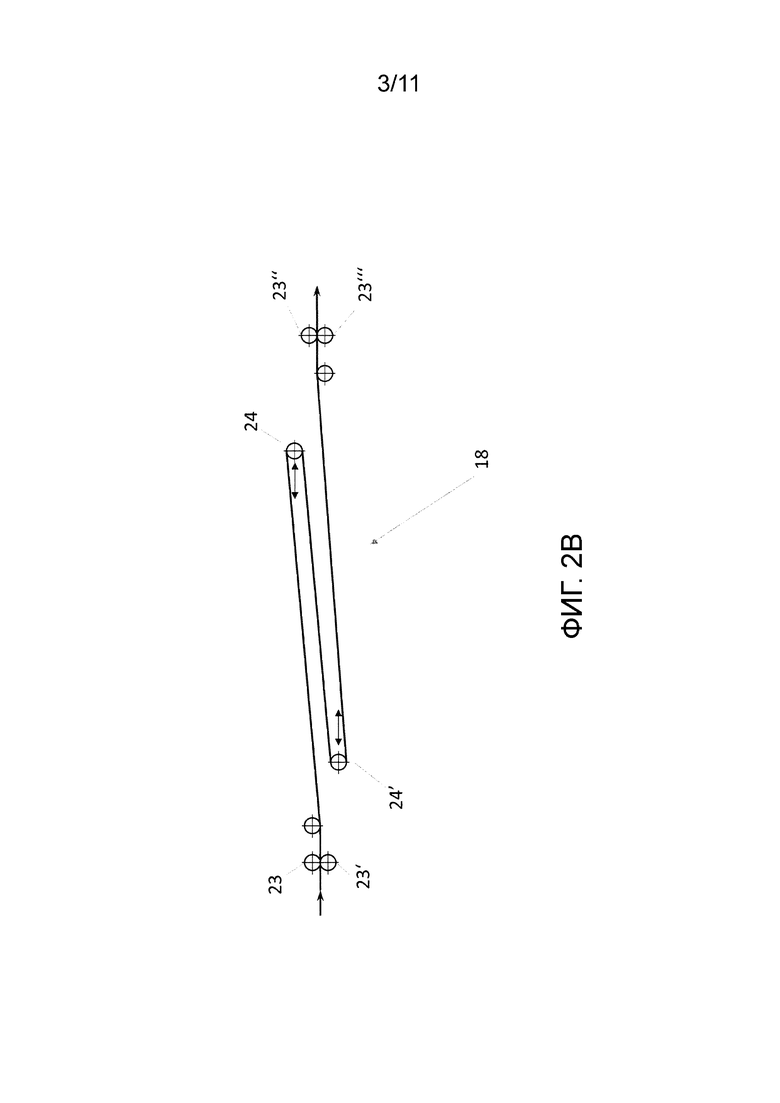
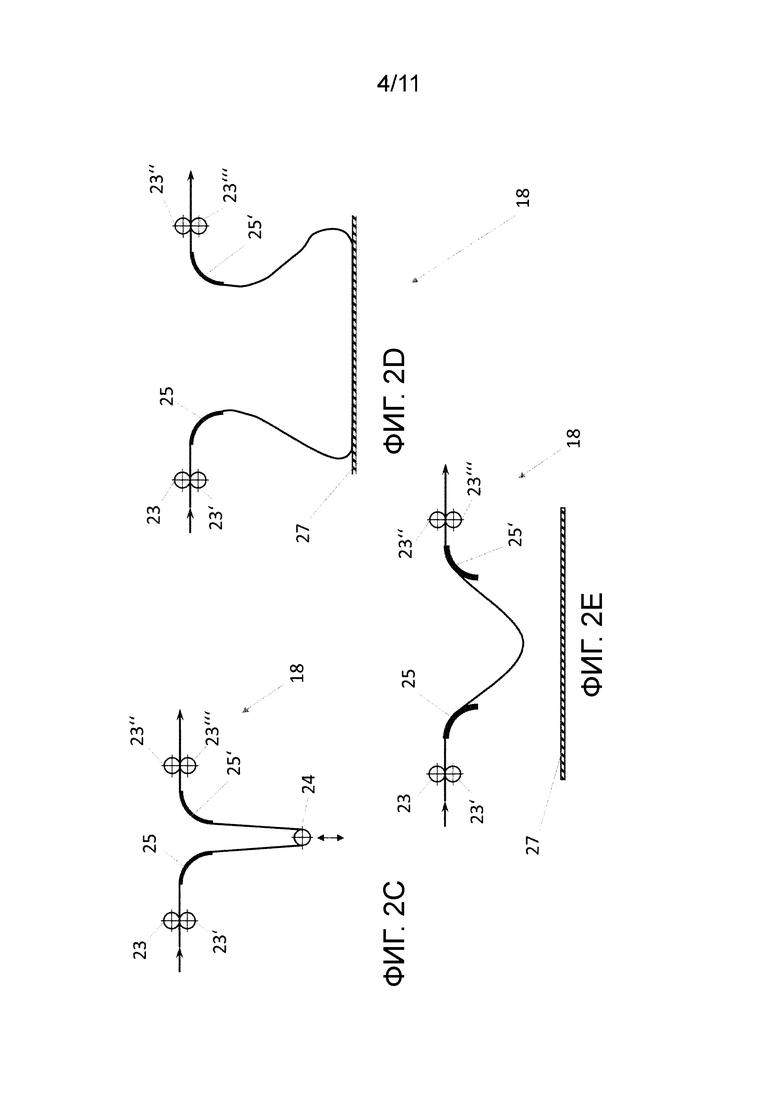
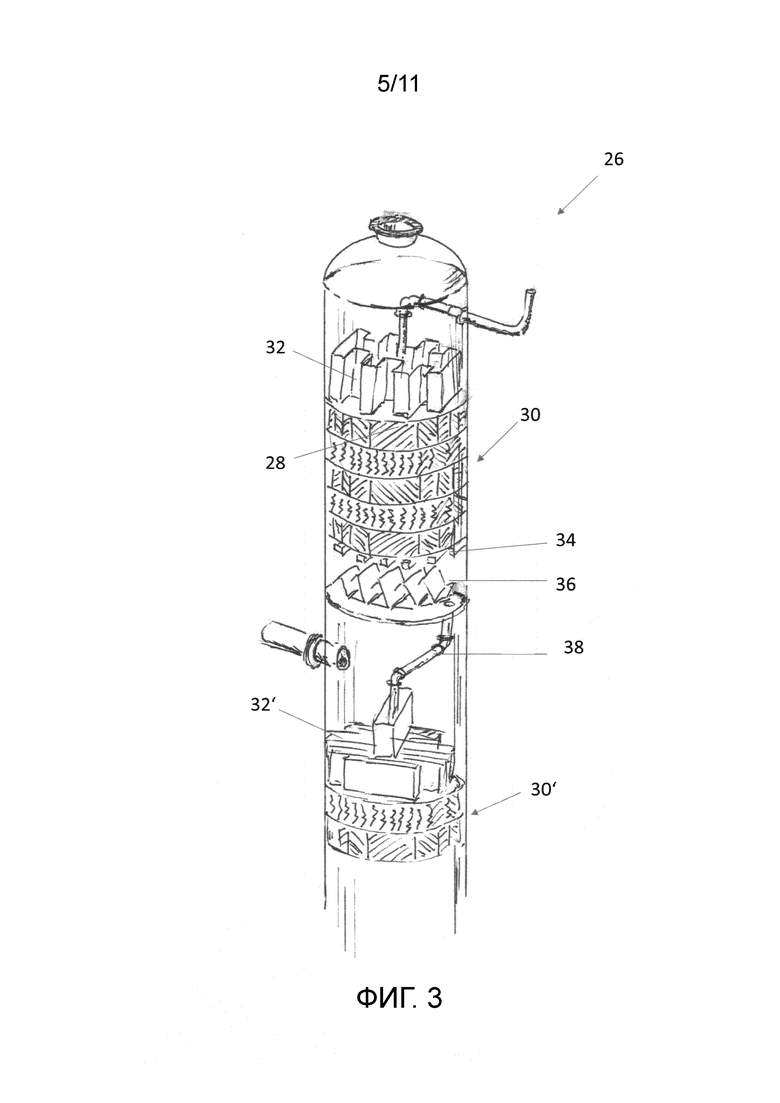
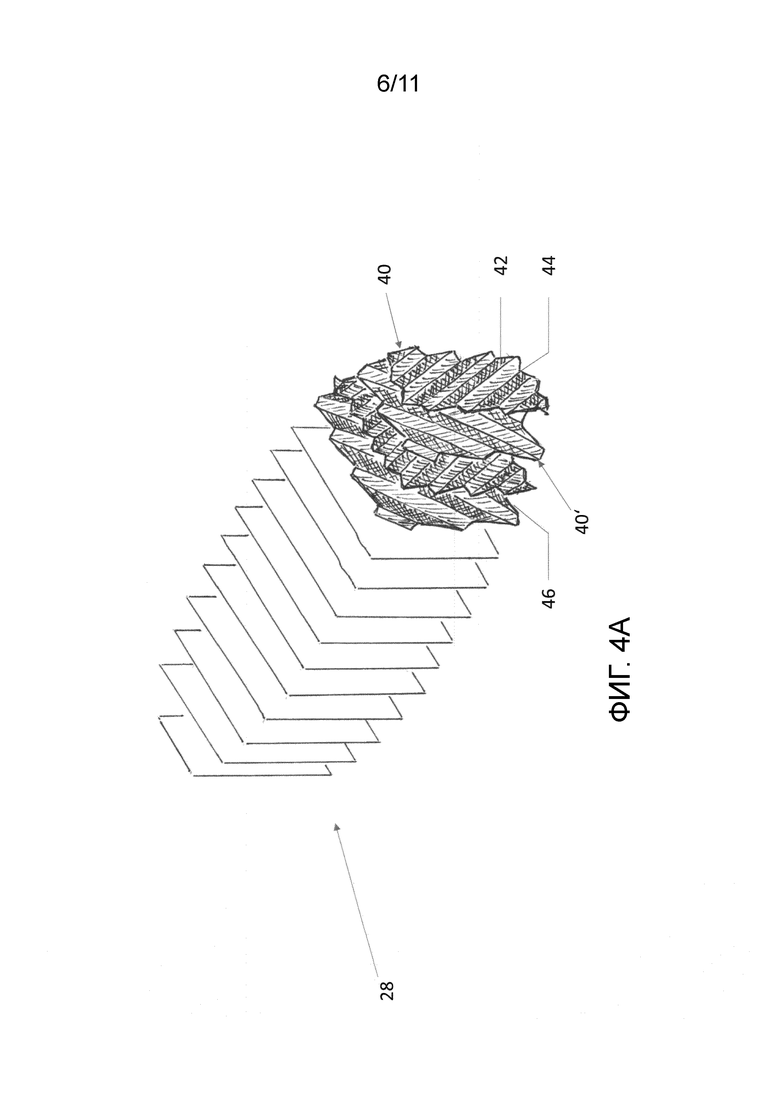
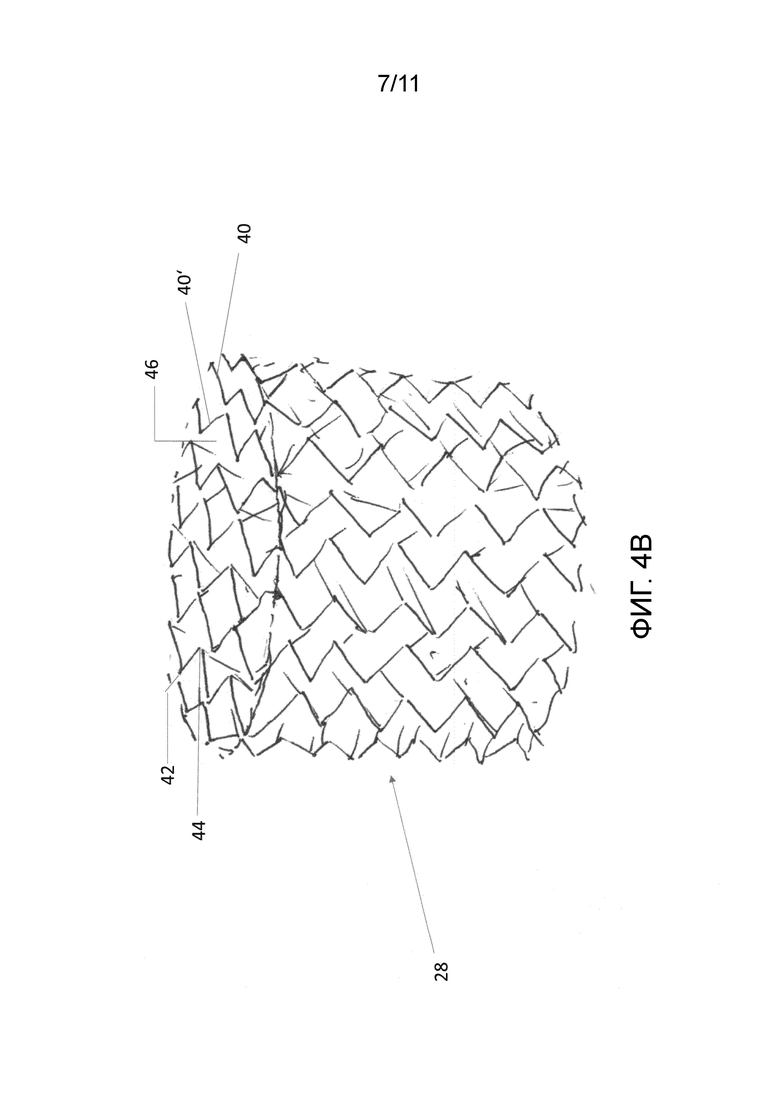
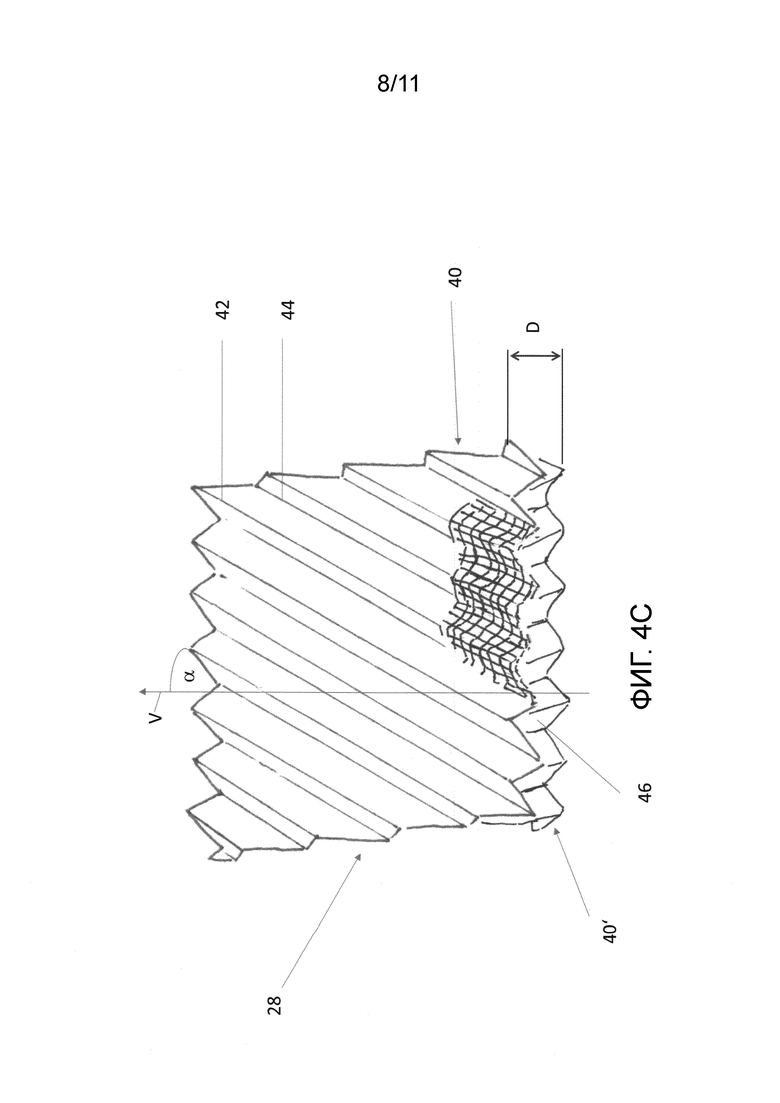
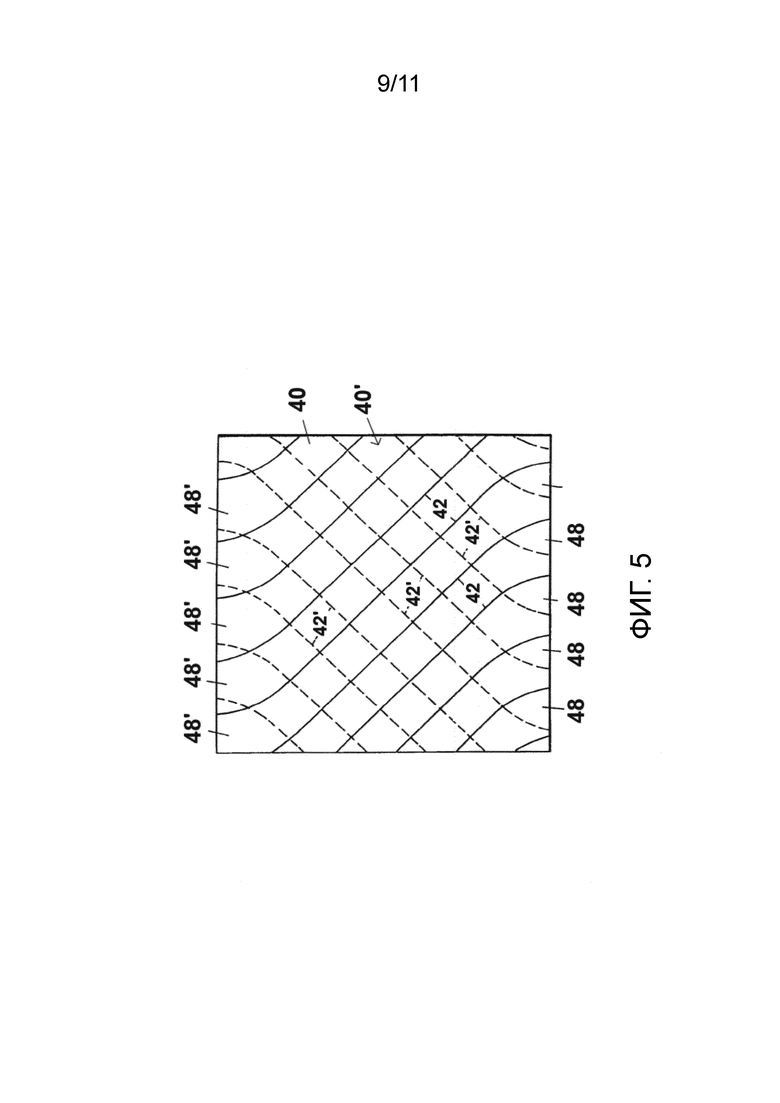
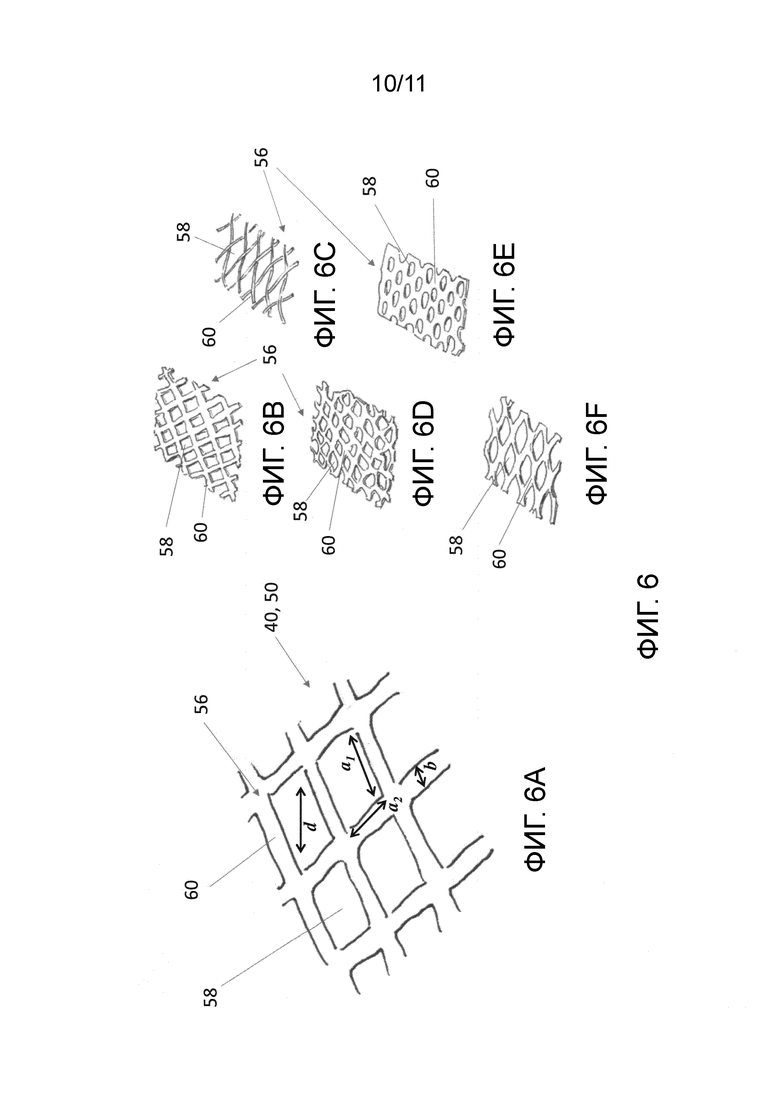
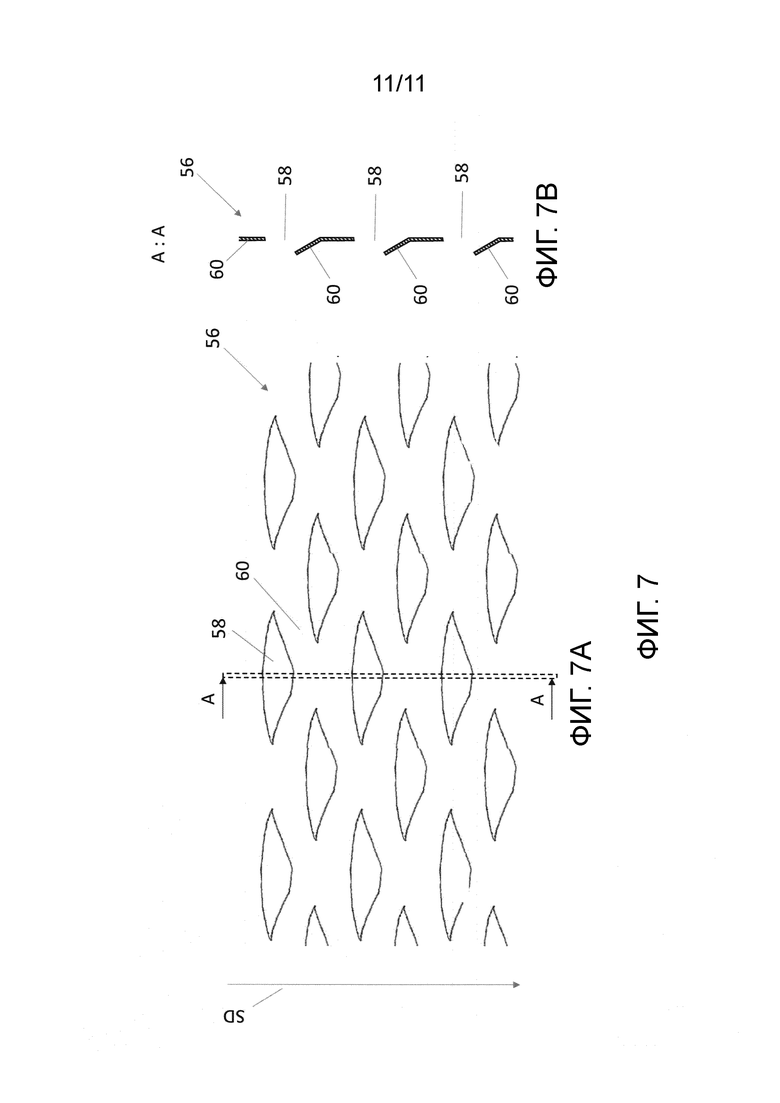
Группа изобретений относится к установке и способу для производства структурированного насадочного элемента с пересекающимися каналами для колонны, предназначенной для осуществления массообмена и/или теплообмена между тяжелой текучей фазой и легкой текучей фазой. Причем структурированный насадочный элемент с пересекающимися каналами содержит по меньшей мере два смежных слоя, изготовленных из листов просечно-вытяжного металла, в каждом из которых имеются отверстия, которые окружены и отделены друг от друга разделительными элементами, и содержащих периодические деформации. При этом по меньшей мере два из по меньшей мере двух слоев расположены в продольном направлении насадочного элемента параллельно и в соприкосновении друг с другом так, что между ними образуется открытое пространство, простирающееся от одного конца до противоположного конца по меньшей мере двух слоев, по которому может протекать по меньшей мере одна из тяжелой и легкой текучей фазы. Причем установка содержит: а) растяжную машину для резания и растяжки металлического листа с получением листа просечно-вытяжного металла, b) необязательно, калибровочную машину для прокатывания листа просечно-вытяжного металла, изготовленного в растяжной машине до заданной толщины, с) блок для хранения листа, d) формовочную машину для придания формы листу просечно-вытяжного металла, изготовленному в растяжной машине и, необязательно, прокатанному в необязательной калибровочной машине, с получением листа просечно-вытяжного металла, имеющего периодические деформации, и е) укладочную машину для укладки листов просечно-вытяжного металла, имеющих периодические деформации, с получением структурированного насадочного элемента с пересекающимися каналами. Кроме того, блок для хранения листа выполнен так, что непосредственно принимает лист просечно-вытяжного металла, изготовленный в растяжной машине и, необязательно, прокатанный в необязательной калибровочной машине, и выдает лист просечно-вытяжного металла непосредственно в формовочную машину. Техническим результатом заявленной группы изобретений является обеспечение намотки листа просечно-вытяжного металла, не вызывая напряжение, и/или без приложения давления к листу без деформирования листа. 2 н. и 13 з.п. ф-лы, 19 ил.
1. Установка (10) для производства структурированного насадочного элемента (28) с пересекающимися каналами для колонны (26), предназначенной для осуществления массообмена и/или теплообмена между тяжелой текучей фазой и легкой текучей фазой, при этом структурированный насадочный элемент (28) с пересекающимися каналами содержит по меньшей мере два смежных слоя (50, 50'), изготовленных из листов просечно-вытяжного металла, в каждом из которых имеются отверстия (58), которые окружены и отделены друг от друга разделительными элементами (60), и содержащих периодические деформации (42, 42', 44), при этом по меньшей мере два из по меньшей мере двух слоев (50, 50') расположены в продольном направлении (V) насадочного элемента (28) параллельно и в соприкосновении друг с другом так, что между ними образуется открытое пространство (46), простирающееся от одного конца до противоположного конца по меньшей мере двух слоев (50, 50'), по которому может протекать по меньшей мере одна из тяжелой и легкой текучей фазы, при этом установка содержит:
а) растяжную машину (14) для резания и растяжки металлического листа с получением листа просечно-вытяжного металла,
b) необязательно, калибровочную машину (16) для прокатывания листа просечно-вытяжного металла, изготовленного в растяжной машине (14) до заданной толщины,
с) блок (18) для хранения листа,
d) формовочную машину (20) для придания формы листу просечно-вытяжного металла, изготовленному в растяжной машине и, необязательно, прокатанному в необязательной калибровочной машине (16), с получением листа просечно-вытяжного металла, имеющего периодические деформации (42, 42', 44), и
е) укладочную машину (22) для укладки листов просечно-вытяжного металла, имеющих периодические деформации (42, 42', 44), с получением структурированного насадочного элемента (28) с пересекающимися каналами,
при этом блок (18) для хранения листа выполнен так, что непосредственно принимает лист просечно-вытяжного металла, изготовленный в растяжной машине и, необязательно, прокатанный в необязательной калибровочной машине (16), и выдает лист просечно-вытяжного металла непосредственно в формовочную машину (20).
2. Установка (10) по п. 1, в которой растяжная машина (14) выполнена с возможностью работы в тактовом режиме с первой тактовой частотой, и формовочная машина (16) выполнена с возможностью работы в тактовом режиме со второй тактовой частотой, при этом первая тактовая частота больше, чем вторая тактовая частота.
3. Установка (10) по п. 1 или 2, в которой растяжная машина (14) выполнена с возможностью выпуска за каждый такт первую длину листа просечно-вытяжного металла, и формовочная машина (20) выполнена с возможностью выпуска за каждый такт вторую длину листа просечно-вытяжного металла, имеющего периодические деформации (42, 42', 44), при этом первая длина меньше, чем вторая длина.
4. Установка (10) по любому из предшествующих пунктов, в которой блок (18) для хранения листа содержит по меньшей мере два отклоняющих средства (24, 24', 24'', 24''', 25, 25').
5. Установка (10) по п. 4, в которой блок (18) для хранения листа в качестве отклоняющего средства (24, 24', 24'', 24''', 25, 25') содержит по меньшей мере две, предпочтительно по меньшей мере четыре, более предпочтительно по меньшей мере шесть, наиболее предпочтительно по меньшей мере восемь изогнутых отклоняющих пластин (25, 25'), которые неподвижны.
6. Установка (10) по п. 4, в которой блок (18) для хранения листа в качестве отклоняющего средства (24, 24', 24'', 24''', 25, 25') содержит по меньшей мере две, предпочтительно по меньшей мере четыре, более предпочтительно по меньшей мере шесть, наиболее предпочтительно по меньшей мере восемь изогнутых отклоняющих пластин (25, 25'), из которых по меньшей мере одна и, предпочтительно, все являются подвижными, вследствие чего расстояние между по меньшей мере двумя отклоняющими средствами (25, 25') может быть изменено.
7. Установка (10) по любому из пп. 4-6, в которой блок (18) для хранения листа в качестве отклоняющего средства (24, 24', 24'', 24''', 25, 25') содержит по меньшей мере два, предпочтительно по меньшей мере четыре, более предпочтительно по меньшей мере шесть, наиболее предпочтительно по меньшей мере восемь отклоняющих роликов (24, 24', 24'', 24'''), из которых по меньшей мере один и, предпочтительно, все являются подвижными, вследствие чего расстояние между по меньшей мере двумя отклоняющими средствами (24, 24', 24'', 24''', 25, 25') может быть изменено.
8. Установка (10) по любому из предшествующих пунктов, в которой растяжная машина (14) содержит по меньшей мере один нож для резания и растяжки металлического листа за один такт растяжной машины, когда металлический лист пропускают через растяжную машину (14).
9. Установка (10) по любому из предшествующих пунктов, в которой формовочная машина (20) содержит один или более первых формовочных блоков для сгибания листа просечно-вытяжного металла, устройство для непрерывного продвижения листа просечно-вытяжного металла в один или более формовочных блоков и по меньшей мере одно устройство для отведения гофрированного листа просечно-вытяжного металла.
10. Способ производства структурированного насадочного элемента (28) с пересекающимися каналами для колонны (26), предназначенной для осуществления массообмена и/или теплообмена между тяжелой и легкой текучими фазами, при этом структурированный насадочный элемент (28) с пересекающимися каналами содержит по меньшей мере два смежных слоя (50, 50'), изготовленных из листов просечно-вытяжного металла, в каждом из которых имеются отверстия (58), которые окружены и отделены друг от друга разделительными элементами (60), и содержащих периодические деформации (42, 42', 44), при этом по меньшей мере два из по меньшей мере двух слоев (50, 50') расположены в продольном направлении (V) насадочного элемента (28) параллельно и в соприкосновении друг с другом так, что между ними образуется открытое пространство (46), простирающееся от одного конца до противоположного конца по меньшей мере двух слоев (50, 50'), по которому может протекать по меньшей мере одна из тяжелой и легкой текучей фазы, при этом способ содержит следующие стадии, на которых:
а) разрезают и растягивают металлический лист, получая лист просечно-вытяжного металла,
b) необязательно, прокатывают лист просечно-вытяжного металла, полученный на стадии (а), до заданной толщины,
с) подают лист просечно-вытяжного металла, полученный на стадии (а) или, необязательно, на необязательной стадии (b), непосредственно в блок (18) для хранения листа,
d) транспортируют лист просечно-вытяжного металла непосредственно из блока (18) для хранения листа в формовочную машину (20),
е) в формовочной машине (20) придают листу просечно-вытяжного металла форму листа просечно-вытяжного металла с периодическими деформациями (42, 42', 44) и
f) укладывают лист просечно-вытяжного металла, имеющий периодические деформации (42, 42', 44), полученный на стадии (е), получая структурированный насадочный элемент (28) с пересекающимися каналами.
11. Способ по п. 10, при этом способ осуществляют на установке по любому из пп. 1-9.
12. Способ по п. 10 или 11, в котором на стадии (а) металлический лист растягивают с коэффициентом растяжки от более 1,0 до 1,5, предпочтительно от 1,1 до 1,5 и более предпочтительно от 1,2 до 1,35.
13. Способ по любому из пп. 10-12, в котором осуществляют стадию (b), при этом на стадии (b) лист просечно-вытяжного металла прокатывают до толщины сетки от 1,0 до 1,4 мм, предпочтительно от 1,1 до 1,3 мм, более предпочтительно от 1,15 до 1,25 мм.
14. Способ по любому из пп. 10-13, в котором во время такта растяжной машины (14) ролики (24, 24', 24'', 24''') блока (18) для хранения листа перемещают так, что расстояние между роликами (24, 24', 24'', 24''') увеличивается, тогда как во время такта формовочной машины (20) ролики блока (18) для хранения листа перемещают так, что расстояние между роликами (24, 24', 24'', 24''') уменьшается.
15. Способ по любому из пп. 10-14, в котором на стадии (е) придают листу просечно-вытяжного металла форму листа просечно-вытяжного металла, содержащего в качестве периодических деформаций (42, 42', 44) гофрировки, содержащие множества попеременно ориентированных вершин (42, 42') и впадин (44), при этом угол (α) между каждой из вершин (42, 42') и каждой из впадин (44) относительно продольного направления (V) составляет от 10° до 60°, предпочтительно от 20° до 50°, наиболее предпочтительно от 25° до 47°.
| CN 88200252 U, 21.09.1988 | |||
| CN 207126533 U, 23.03.2018 | |||
| US 2011067372 A1, 24.03.2011 | |||
| БЛОК СТРУКТУРИРОВАННОЙ НАСАДКИ ДЛЯ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 2000 |
|
RU2184606C2 |
| РЕГУЛЯРНАЯ ПЕРЕТОЧНАЯ НАСАДКА И МАССООБМЕННАЯ КОЛОННА С ЭТОЙ НАСАДКОЙ | 2005 |
|
RU2292947C1 |

