Настоящее изобретение относится к металлическим сотовым элементам как носителям для покрытия из катализаторного материала для очистки отработавших газов двигателей внутреннего сгорания.
С одной стороны, от сотовых элементов требуется большая геометрическая поверхность для нанесения покрытия, а с другой стороны, желательной является низкая теплоемкость для того, чтобы сотовый элемент быстро нагревался до рабочей температуры катализатора. Наряду с этим, сотовые элементы должны иметь достаточную механическую стабильность для того, чтобы противостоять механическим нагрузкам, возникающим из-за пульсирующего газового потока и вибраций двигателя и транспортного средства. Кроме того, материал сотовых элементов должен быть устойчив к коррозийной атмосфере отработавших газов при высоких температурах.
Каталитическое покрытие готового катализатора состоит из тонкодисперсных термостойких оксидов металла, на поверхность которых каталитическим способом осаждают активные металлы платиновой группы. Подходящими являются, например, следующие оксиды металлов: оксид алюминия, оксид титана, оксид кремния, оксид церия, оксид циркония, цеолит и их смеси или смешанные оксиды, а также стабилизаторы, такие как оксид лантана и оксид бария. Для нанесения этих материалов на сотовый элемент порошкообразные вещества превращают, например, в водную суспензию. Вслед за тем эта покрывающая суспензия известным способом осаждается на сотовые элементы, высушивается и укрепляется прокаливанием.
Сотовые элементы могут иметь различную структуру. Уже в довольно раннее время применялись закрученные в виде спирали сотовые элементы. Они состоят из одного листа гладкого и одного листа гофрированного металлического листа, которые наложены друг на друга, а затем спирально закручены и помещены в кожух. Оба металлических листа образуют каналы, через которые выходят и могут интенсивно вступать в контакт с каталитическим покрытием отработавшие газы.
В другом конструктивном варианте сотовый элемент выполняют из многочисленных попеременно расположенных листов гладкого и гофрированного или в различной степени гофрированного металла, причем металлические листы сначала образуют одну или несколько стоп, которые переплетаются между собой. Концы металлических листов при этом остаются снаружи и могут быть соединены с кожухом. Таким образом, возникают многочисленные соединения между металлическими листами и кожухом, которые повышают механическую прочность сотового элемента.
В качестве материала для металлических листов предпочтительно используют стальные сплавы, которые, например, представлены на рынке под торговой маркой FeCrAlloy®. При этом речь идет о сплаве железо-хром-алюминий. Толщина металлических листов обычно составляет от 20 до 80 мкм, предпочтительно - 50 мкм.
Уже долгое время известно снабжение металлических листов отверстиями и желобками для того, чтобы оказывать влияние на поток в каналах и/или достигать поперечного перемешивания между отдельными проточными каналами. Также известно применение прорезанных вдоль листов металла для создания металлических сотовых элементов. US 5599509, например, предлагает на листе металла в области входа в сотовый элемент выполнить поперек направления потока отработавших газов щели для того, чтобы целенаправленно уменьшить теплоемкость сотового элемента в этой области.
За счет уменьшения теплопроводности и теплоемкости в передней части нанесенное катализаторное покрытие быстрее достигает своей температуры реакции, а тем самым также лучшего обмена, например, оксида углерода и углеводородов. Однако улучшение обмена явно зависит от процентного размера щелевой поверхности металлических листов. Обмен улучшается только тогда, когда область щелевых поверхностей занимает от 20 до 50%. Выше границы в 50% обмен углеводородов снова снижается, так как с увеличением щелевой поверхности при постоянной толщине катализаторного слоя снижается доступная катализаторная масса. Поэтому улучшение обмена можно наблюдать только в фазе разогрева. После фазы разогрева уменьшившаяся катализаторная масса ведет к ухудшению обмена вредных веществ в отработавших газах. Кроме того, такой катализатор из-за малой катализаторной массы обладает низкой устойчивостью к старению. Более того, система отверстий на металлических листах увеличивает динамическое давление катализатора, так как у отверстий образуются турбулентности. Если бы на такой носитель катализатора захотели нанести ту же самую катализаторную массу, что и на носитель с той же геометрией без отверстий, то обязательно увеличилась бы толщина катализаторного слоя, а тем самым также и динамическое давление катализатора.
DE 10314085 А1 также описывает металлические сотовые элементы, состоящие из по меньшей мере частично перфорированных металлических листов. Назначение отверстий заключается в том, чтобы сделать возможным поперечное перемешивание потоков отработавших газов из различных проточных каналов. Поэтому при нанесении покрытия обращают внимание на то, чтобы отверстия не закрывались покрывающей суспензией. По этой причине сотовые элементы покрываются в виброустройстве, которое осуществляет относительное движение между покрывающей суспензией и ее носителем, и тем самым предотвращает закупоривание отверстий.
US 5821194 описывает металлический сотовый элемент из листов гладкого и гофрированного металла. Для улучшения адгезии массы предварительного покрытия металлические листы снабжаются многочисленными отверстиями, в которые в процессе покрытия проникает масса предварительного покрытия и осуществляет механическое сцепление металлических листов и покрывающей массы. Для этого диаметр отверстий равен примерно половине толщины металлических листов и тем самым составляет от 25 до 35 мкм. Отверстия расположены на расстоянии около 1 мм друг от друга.
Настоящее изобретение должно устранить известные из уровня техники недостатки металлических поверхностей с отверстиями. Задачей изобретения является компенсация подходящими мерами потери поверхности носителя, обусловленной площадью отверстий металлических листов.
Эта задача решается при помощи катализатора для очистки отработавших газов двигателей внутреннего сгорания, который содержит сотовый элемент из листов гладкого и гофрированного металла с входной торцевой поверхностью и выходной торцевой поверхностью для отработавших газов, причем металлические листы снабжены отверстиями и/или щелями для снижения их теплоемкости, и на металлические листы нанесена катализаторная масса. Катализатор отличается тем, что отверстия и/или щели металлических листов, по возможности, полностью заполнены катализаторной массой, а площадь отверстий всех отверстий в совокупности составляет от 5 до 80% всей площади металлического листа.
В отличие от US 5599509 отверстия и щели на металлических листах заполнены согласно настоящему изобретению катализаторной массой. Заполнение катализаторной массой или предварительным покрытием производится непосредственно перед процессом нанесения покрытия; не требуется никаких дополнительных рабочих процессов. Если используется то же количество катализаторной массы, что и в случае носителей той же геометрии без отверстий, теплоемкость уменьшается на процент отверстий в металлических листах. Для оценки этих эффектов могут служить физические характеристики в таблице 1.
Согласно изобретению преимущество заключается в том, что отверстия в металлических листах не ведут к уменьшению катализаторной массы. Вследствие этого предлагаемый катализатор за счет снижения теплоемкости носителя очень быстро достигает своей температуры реакции и затем развивает полную активность несокращенной катализаторной поверхности. Кроме того, предлагаемый катализатор вследствие высокой концентрации заполнения катализаторной массой имеет повышенную устойчивость к старению по сравнению с традиционными катализаторами с отверстиями.
Разумеется, той же концентрации заполнения также можно было достичь согласно уровню техники без укупоривания отверстий на сотовом элементе. Однако тогда бы толщина покрытия была неизбежно существенно больше и тем самым привела бы к повышенному сопротивлению потоку в катализаторе.
Для изготовления катализатора согласно изобретению свойства покрывающей суспензии должны соответствовать размеру отверстия, чтобы обеспечить полное заполнение катализаторной массой, по возможности, всех отверстий. Жидкотекучие покрывающие суспензии могут закупоривать только маленькие отверстия; густотекучие покрывающие суспензии, напротив, покрывают также и более крупные отверстия.
Специалист может легко определить оптимальные условия путем проведения нескольких предварительных испытаний.
Форма отверстий может быть не круглой. Покрываемая покрывающей суспензией площадь отверстий зависит от формы отверстий и свойств покрывающей суспензии. В общем, площадь отдельных отверстий может составлять от 0,1 до 25 мм2. В случае круглых отверстий зарекомендовала себя площадь отверстий от 0,1 до 1 мм2; в случае продолговатых отверстий их площадь, напротив, может составлять от 0,25 до 25, предпочтительно от 0,25 до 5 мм2. Поэтому отверстия в рамках названных ограничений могут быть круглыми, эллиптическими, овальными, квадратными, прямоугольными, щелевидными или многоугольными.
Если соблюдается вышеуказанный перечень характеристик покрывающей суспензии и габаритных размеров отверстия, то для непосредственного процесса нанесения покрытия можно применять известные методы нанесения покрытия путем окунания, обливания, всасывания или закачивания. При удалении излишней покрывающей суспензии путем выдувания сжатым воздухом следует однако обращать внимание на то, что в ходе этого процесса отверстия, закупоренные влажной катализаторной массой, не открываются снова.
После высыхания покрывающей суспензии ее прокаливают при температуре в диапазоне примерно от 300 до 600°C. Затем отверстия закупоривают прочным слоем катализаторной массы, которая выдерживает жесткие условия эксплуатации в тракте отработавших газов двигателя внутреннего сгорания.
Таким образом, как и в случае сотового элемента без отверстий, в зависимости от желаемой толщины покрытия может быть достигнута концентрация покрытия от 50 до 400 грамм на литр объема сотового элемента. Если необходимо достигнуть той же концентрации покрытия без закупоривания отверстий, следовало бы соответствующим образом увеличить толщину покрытия на металлических листах.
Для производства сотового элемента предпочтительно используют все металлические листы как гладкие, так и гофрированные, в перфорированном виде. Преимущества изобретения, однако, проявляются - хотя и в ослабленной форме - также и в том случае, если, например, используются листы только гладкого или только гофрированного металла в перфорированном виде.
Кроме того, может оказаться целесообразным ограничение расположения отверстий только определенной областью сотового элемента. Преимуществом является, например, размещение отверстий только в области набегающего потока сотового элемента.
Площадь всех отверстий в совокупности относительно общей площади А металлических листов в области с наличием отверстий определяет достижимое снижение теплоемкости. Согласно изобретению площадь всех отверстий по отношению к общей площади в перфорированной области составляет от 5 до 80%. При площади более чем 80% система отверстий слишком сильно ухудшает прочность сотового элемента. Предпочтительно доля отверстий составляет от 5 до 65, в особенности от 20 до 65%.
Дополнительно к отверстиям металлические листы также могут иметь желобки и углубления, если необходимо создать завихрение потока отработавших газов для улучшения контакта с каталитическим покрытием.
Особо благоприятно проявило себя использование для образующих сотовой элемент металлических листов так называемого просечно-вытяжного листа. Просечно-вытяжным листом называют металлический лист с отверстиями, так называемыми ячейками, которые образуются посредством смещенных просечек при одновременном горизонтальном, по отношению к просечкам, вытягивании без потери материала. Просечно-вытяжной лист имеет решетчатую структуру с ромбовидными или щелевидными ячейками. Ячейки состоят из перемычек и окантованных ими отверстий. Точки пересечения перемычек называют узловыми точками. Размер ячейки определяется длиной и шириной ячейки. Длина ячейки составляет расстояние от середины узловых точек до середины узловых точек по направлению длинной диагонали. Соответствующим образом определяют и ширину ячейки. Еще одной характеристикой просечно-вытяжного листа является ширина их перемычек.
При изготовлении просечно-вытяжного листа из металлического листа ширина металлического листа, перпендикулярная по отношению к направлению вытягивания, остается неизменной, так как перемычки при высечной штамповке растягиваются, а еще не проштампованный лист перед ними сопротивляется деформации. При этом образуется рифленая, пластически структурированная поверхность просечно-вытяжного листа. В случае, если требуется гладкая поверхность, просечно-вытяжной лист может быть прокатан вальцами после вытягивания. Просечно-вытяжной лист может изготовляться со свободной площадью поперечного сечения от 4 до примерно 90%.
Для предлагаемого катализатора гладкие или гофрированные металлические листы, или оба типа листов могут состоять из просечно-вытяжного листа. Длина ячейки предпочтительно составляет от 0,5 до 5 мм при степени вытягивании от 5 до 80, предпочтительно от 10 до 50%. Хорошие результаты были достигнуты с просечно-вытяжным листом при вытягивании на 30%. Вытягивание на 30% означает, что просечно-вытяжной лист после изготовления обладает длиной, равной 1,3 длины исходного листа. Такой лист также обладает свободной площадью отверстий около 23% и массой, уменьшенной на этот процент по отношению к обычному листу такой же длины.
Рифленая поверхность просечно-вытяжного листа оказывает благоприятный эффект на каталитическое воздействие готового катализатора, так как за счет этого происходит завихрение отработавших газов в проточных каналах катализатора, и тем самым улучшается контакт с катализаторным покрытием. Однако по этой причине повышается и противодавление отработавших газов. Если это нежелательно, то просечно-вытяжные листы могут быть выровнены вальцами перед выполнением из них корпуса катализатора.
Катализаторы согласно изобретению применяются для очистки отработавших газов двигателей внутреннего сгорания. Каталитическое покрытие при этом может соответствовать специальным требованиям состава отработавших газов. Покрытие может содержать катализатор окисления, трехкомпонентный катализатор, катализатор-накопитель оксида азота, катализатор избирательного катализаторного восстановления. Предлагаемый согласно изобретению катализатор может использоваться в транспортных средствах с ДВС с принудительным воспламенением рабочей смеси или с дизельным двигателем, а также в качестве расположенного рядом с двигателем катализатора для режима пуска и прогрева двигателя или в качестве катализатора, расположенного под днищем кузова. Катализатор является особенно предпочтительным для очистки отработавших газов моторизированных двухколесных транспортных средств и плавучих средств.
Дальнейшему толкованию изобретения служат фигуры с 1 по 7. На чертежах показаны:
Фиг.1-4: примеры перфорированных металлических листов с различными формами отверстий и их содержанием,
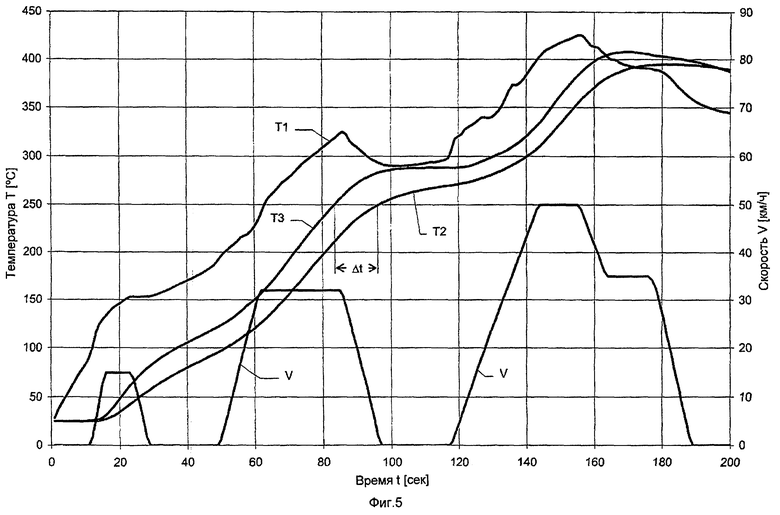
Фиг.5: пример улучшенных параметров начала работы катализатора,
Фиг.6: фотографические снимки применяемого для формирования сотового элемента просечно-вытяжного листа со степенью вытягивания 30%,
а) без нанесения покрытия,
б) после нанесения каталитического покрытия.
Фиг.7: сравнительное измерение выхода отработавших газов в европейском испытательном цикле мотоциклов с обычным сотовым элементом, состоящим из металлических листов без отверстий, и сотовым элементом согласно изобретению с металлическими листами, выполненными из просечно-вытяжного листа.
На фиг. с 1 по 5 показаны несколько примеров возможных систем отверстий металлических листов в соответствующем масштабу изображении при двукратном увеличении.
На фиг.1 и 2 показаны системы отверстий из округлых отверстий с диаметром от 0,8 мм. Системы отверстий фиг.1 и 2 отличаются друг от друга расстоянием отверстий друг от друга и, тем самым, различным процентным соотношением площади, приходящейся на отверстия. Согласно фиг.1 площадь отверстий составляет 50% перфорированной области листа, в то время как согласно системе отверстий на фиг.2 площадь отверстий составляет только 25%.
На фиг.3 и 4 показана система отверстий с продольными отверстиями различной величины и с различным процентным соотношением площади отверстий.
Моделирующие расчеты
Для доказательства преимуществ катализатора согласно изобретению были выполнены моделирующие расчеты. В качестве основы для моделирования были произведены измерения показателей состава отработавших газов, то есть концентрации вредных веществ и температура отработавших газов, мотоцикла с четырехтактным двигателем объемом 1200 см3 по испытательному циклу EU3 в зависимости от времени проведения испытания.
Для расчета реакции вредных веществ были взяты два металлических сотовых элемента с плотностью ячейки 360 см-2, диаметром 90 мм и длиной 74,5 мм. Выполненные из сплава FeCrAlloy металлические листы имели плотность 50 мкм. При проведении сравнительного расчета исходили из того, что сотовой элемент состоит из металлических листов без отверстий, в то время как для расчета примера было принято, что сотовый элемент имеет перфорированные металлические листы с площадью отверстий 50%. В качестве катализаторного покрытия использовался трехкомпонентный катализатор, содержащий платину, палладий и родий, с одинаковой в обоих случаях концентрацией благородного металла, равной 1,48 г/л объема сотового элемента.
Результаты измерений и расчеты представлены на фиг.5 для первых 200 секунд цикла EU3. ″V″ обозначает эпюру скоростей мотоцикла в соответствии с тестовым циклом. Т1 соответствует измеренной динамике температуры отработавших газов перед входом в катализатор.
Кривая Т2 на фиг.5 показывает рассчитанную динамику температуры за сравниваемым катализатором без отверстий, в то время как кривая Т3 показывает динамику температуры за перфорированным катализатором примера. Можно явно распознать, что вследствие наличия системы отверстий катализатор примера нагревается существенно быстрее. Таким образом, катализатор с отверстиями достигает температуры в 250°C на Δt=13 с быстрее, чем сравнительный катализатор.
Пример 1: Сравнительный катализатор (катализатор А):
Круглоцилиндрический металлический сотовый элемент из листов металлической фольги без отверстий толщиной 0,05 мм, диаметром 90 мм, длиной 74,5 мм и плотностью ячеек 200 см-2 был покрыт традиционным трехкомпонентным катализатором, содержащим платину, палладий и родий, с концентрацией благородного металла 1,55 г/л объема сотового элемента.
Пример 2: Катализатор согласно изобретению (катализатор В)
Для сравнения каталитических свойств был изготовлен еще один катализатор с металлическим носителем с теми же габаритными размерами, толщиной фольги и плотностью ячеек, что и сравнительный катализатор. Вместо металлической фольги без отверстий был использован, однако, просечно-вытяжной лист со степенью вытягивания 30% и длиной ячейки 0,6, шириной ячейки 0,5 и шириной перемычки 0,18 мм. Металлический носитель был покрыт тем же трехкомпонентным катализатором той же концентрации, что и сравнительный катализатор.
Фиг.6а) показывает фотографический снимок структуры использованного просечно-вытяжного листа до нанесения каталитического покрытия. На фиг.6б) показан соответствующий снимок после нанесения каталитического покрытия. Можно явно распознать, что отверстия ячеек просечно-вытяжного листа полностью заполнены катализаторной массой. Катализаторная масса прекрасно сцеплялась с просечно-вытяжным листом, и отслаивания не происходили также при подаче сжатого воздуха и постукивании.
Измерения динамического давления:
Динамическое давление обоих катализаторов с металлическим носителем было замерено до и после нанесения каталитического покрытия при массовом потоке от 300 Нм3/ч (Нм3=стандартный м3). Результаты представлены в следующей таблице 2.
Предлагаемый носитель катализатора В без покрытия благодаря своей трехмерноструктурированной поверхности имеет существенно более высокое динамическое давление, чем металлический носитель с неперфорированной металлической фольгой.
После нанесения катализаторного слоя динамическое давление сравниваемого катализатора повышается на 58% с 5,9 до 9,4 мбар. При использовании носителя катализатора из фольги, выполненной из просечно-вытяжного листа, динамическое давление после нанесения покрытия повышается только на 22% с 8,2 до 10,1 мбар. Здесь наблюдают поразительный результат: благодаря заполнению ячеек просечно-вытяжного листа катализаторной массой разницей динамического давления между обоими катализаторами можно пренебречь по сравнению с увеличением динамического давления между носителем катализатора с ненанесенным и с нанесенным покрытием.
Измерение выброса отработавших газов в европейском испытательном цикле мотоциклов:
На катализаторах А и В были произведены измерения на мотоцикле на предмет выброса ими отработавших газов во время европейского испытательного цикла мотоциклов. На фиг.7 показаны суммарные измеренные величины, полученные во время испытаний, по выбросам СО, PC и NOx обоих катализаторов в зависимости от длительности пробега. На фиг.7 также показана скорость движения мотоцикла. Кривые выброса оксида угля и углеводорода для предлагаемого катализатора В располагаются существенно ниже кривых сравнительного катализатора А. Различие в выбросе между обоими катализаторами обусловлено стадией холодного старта, длящейся первые 100 секунд, и имеет своей причиной более короткое время начала работы благодаря его меньшей термической массе. После прохождения стадии холодного старта оба катализатора одинаково хорошо преобразуют вредные вещества, так как они покрыты одинаковым количеством катализаторной массы. Вследствие этого кривые выброса после прохождения стадии холодного старта проходят параллельно друг другу.
В таблице 3 приводятся результаты пофазового измерения для вредных веществ во время этого испытания.
Результаты таблицы 3 показывают, что предлагаемый катализатор В по сравнению со сравниваемым катализатором имеет сниженные значения выброса оксида азота - на 19%, выброс ТНС3 - на 31% и выброса оксидов азота - на 19%.






Изобретение относится к металлическим сотовым элементам для очистки отработавших газов двигателей внутреннего сгорания. Сущность изобретения: катализатор для очистки отработавших газов двигателей внутреннего сгорания, содержащий сотовый элемент из гладких и гофрированных металлических листов с входной торцевой поверхностью и выходной торцевой поверхностью для отработавших газов, причем металлические листы снабжены отверстиями для уменьшения их теплоемкости, а на металлические листы нанесена катализаторная масса, при этом отверстия металлических листов заполнены катализаторной массой, а площадь отверстий всех отверстий в совокупности составляет от 5 до 80% площади металлических листов. Также использование катализатора для очистки отработавших газов двигателя внутреннего сгорания. Техническим результатом изобретения является уменьшение теплоемкости и теплопроводности катализатора. 2 н. и 10 з.п. ф-лы, 3 табл., 7 ил.
1. Катализатор для очистки отработавших газов двигателей внутреннего сгорания, содержащий сотовый элемент из гладких и гофрированных металлических листов с входной торцевой поверхностью и выходной торцевой поверхностью для отработавших газов, причем металлические листы снабжены отверстиями для уменьшения их теплоемкости, а на металлические листы нанесена катализаторная масса, отличающийся тем, что отверстия металлических листов заполнены катализаторной массой, а площадь отверстий всех отверстий в совокупности составляет от 5 до 80% площади металлических листов.
2. Катализатор по п.2, отличающийся тем, что отверстия имеют круглое, эллиптическое, овальное, квадратное, прямоугольное, щелевидное или многоугольное поперечное сечение.
3. Катализатор по п.2, отличающийся тем, что отверстия имеют площадь от 0,1 мм2 и 25 мм2.
4. Катализатор по п.3, отличающийся тем, что отверстия нанесены на всю поверхность металлических листов или на ее часть.
5. Катализатор по п.1, отличающийся тем, что гладкие или гофрированные металлические листы или оба типа металлических листов выполнены из просечно-вытяжного листа, причем просечно-вытяжной лист имеет длину ячейки от середины узла до середины узла от 0,5 до 5 мм.
6. Катализатор по п.5, отличающийся тем, что степень вытягивания просечно-вытяжного листа выбрана из интервала между 5 и 80%.
7. Катализатор по п.6, отличающийся тем, что после изготовления просечно-вытяжной лист прокатан вальцами.
8. Катализатор по любому из пп.5-7, отличающийся тем, что ячейки просечно-вытяжного листа нанесены на всей поверхности просечно-вытяжного листа или на ее части.
9. Катализатор по п.1, отличающийся тем, что он имеет загрузку катализаторной массой с концентрацией от 50 до 400 г/л объема сотового элемента.
10. Использование катализатора по любому из предшествующих пунктов для очистки отработавших газов двигателей внутреннего сгорания.
11. Использование по п.10, отличающееся тем, что катализатор используется на транспортных средствах в качестве катализатора режима пуска и прогрева двигателя или в качестве катализатора, расположенного под днищем кузова.
12. Использование по п.10, отличающееся тем, что катализатор используется для очистки отработавших газов моторизированных двухколесных транспортных средств или моторизированных плавучих средств.
| US 5821194 А, 13.10.1998 | |||
| WO 2004022937 A1, 18.03.2004 | |||
| Устройство подавления узкополосных помех | 1978 |
|
SU705962A1 |
| US 5648050 A, 15.07.1997 | |||
| КАТАЛИТИЧЕСКИЙ НЕЙТРАЛИЗАТОР ДЛЯ ТРАНСПОРТНЫХ СРЕДСТВ С ДВИГАТЕЛЯМИ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2173394C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЭЛЕМЕНТА ИЗ ДВУХ ТИПОВ МЕТАЛЛИЧЕСКИХ ЛИСТОВ, РАЗЛИЧАЮЩИХСЯ ПО СВОЕМУ СТРОЕНИЮ | 1996 |
|
RU2161068C2 |

