Настоящее изобретение относится к новому лазерному станку для огранки.
Алмаз всегда проявлял непреодолимую притягательную силу, и он приобрел почти мистическую известность, так как является наиболее дорогостоящим драгоценным камнем и самым твердым из всех минералов. Каждый алмазный камень должен поэтому детально изучаться для того, чтобы определить наиболее успешный способ его обработки с наименьшими потерями в его массе. При своей неполированной форме алмаз имеет вид довольно неопределенного кристалла без какого-либо реального блеска. Только непрерывный ряд рабочих операций, таких как разметка, раскалывание, распиловка, опоясывание и др., придает ему конечную граненную форму и блеск. Опоясывание является округлением основы распиленного (или расколотого) куска таким образом, что он более или менее имеет форму полированного алмаза. Для осуществления на обычном станке операции опоясывания камня сырьевого алмаза округлением распиленный алмаз устанавливается в токарный патрон, и желаемая округленная форма достигается посредством его вращения напротив другого алмаза, который используется в качестве режущего приспособления. Избыточная поверхность сырьевого алмаза, устраняемая на обычном станке, является неточной. Обычный станок для огранки работает с пониженной скоростью и имеет высокие потери в массе алмаза при его гранении. Это связано с тем, что усилие резания распространяется на другие участки алмаза. Поскольку каждый алмаз является уникальным, становится крайне важной разработка новых технических приемов для того, чтобы повысить продуктивность алмазной промышленности.
Предшествующий уровень техники
Новый лазерный станок для огранки изобретен с целью устранения вышеупомянутых технологических ограничений, испытываемых при работе на обычном станке для огранки. С помощью нового станка для гранения его процесс становится неконтактным и весьма быстрым по сравнению с тем, который осуществляется на обычном станке для огранки. Поскольку лазерное гранение является бесконтактным процессом, оно дает увеличенную скорость, уменьшает в значительной степени потери в массе обрабатываемого камня и поддерживает однородную форму алмаза. В новом лазерном станке для огранки компьютер становится важным элементом в резании алмаза. При стандартном программном обеспечении компьютера это означает, что осуществляется оптимальное разрезание для получения точно скругленной формы алмаза с учетом его размеров и формы. Наряду с этим камень сырьевого алмаза, подлежащего центрированию и огранке, освещается световыми источниками, и эти источники света состоят из множества светоиспускающих диодов таким образом, что глаз получает зрительное впечатление, которое всегда относится к той же стороне, которая освещается, и следовательно освещенный сырьевой алмаз может наблюдаться с помощью камеры замкнутой телевизионной системы (CCTV), которая состоит из камер приборов с зарядовой связью (CCD). Это является полезным техническим приемом, так как новый станок для огранки может контролировать постоянно по времени процесс обработки без остановки станка. При суммировании всех преимуществ значительно возрастает продуктивность с помощью нового лазерного станка для огранки.
Сущность изобретения
Настоящее изобретение будет описано более подробно и ясно со ссылками на следующие далее сопроводительные чертежи, на которых:
фиг.1 представляет собой вид спереди на станок для огранки;
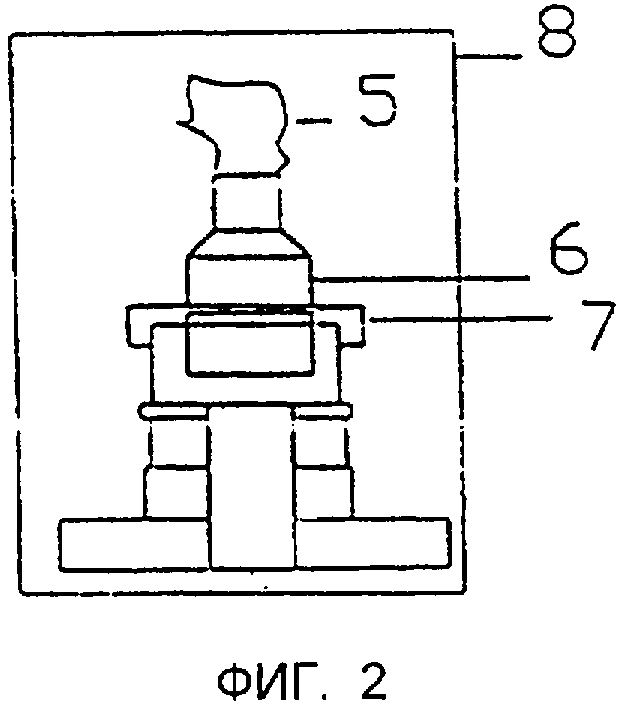
фиг.2 представляет собой держатель алмаза;
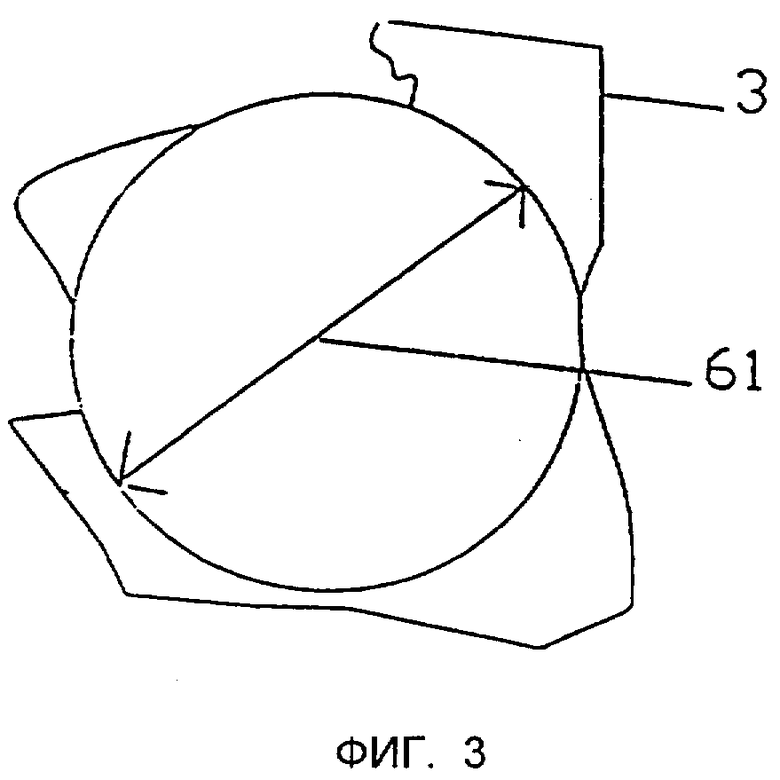
фиг.3 представляет собой вид сверху на сырьевой алмаз при максимальном возможном его диаметре;
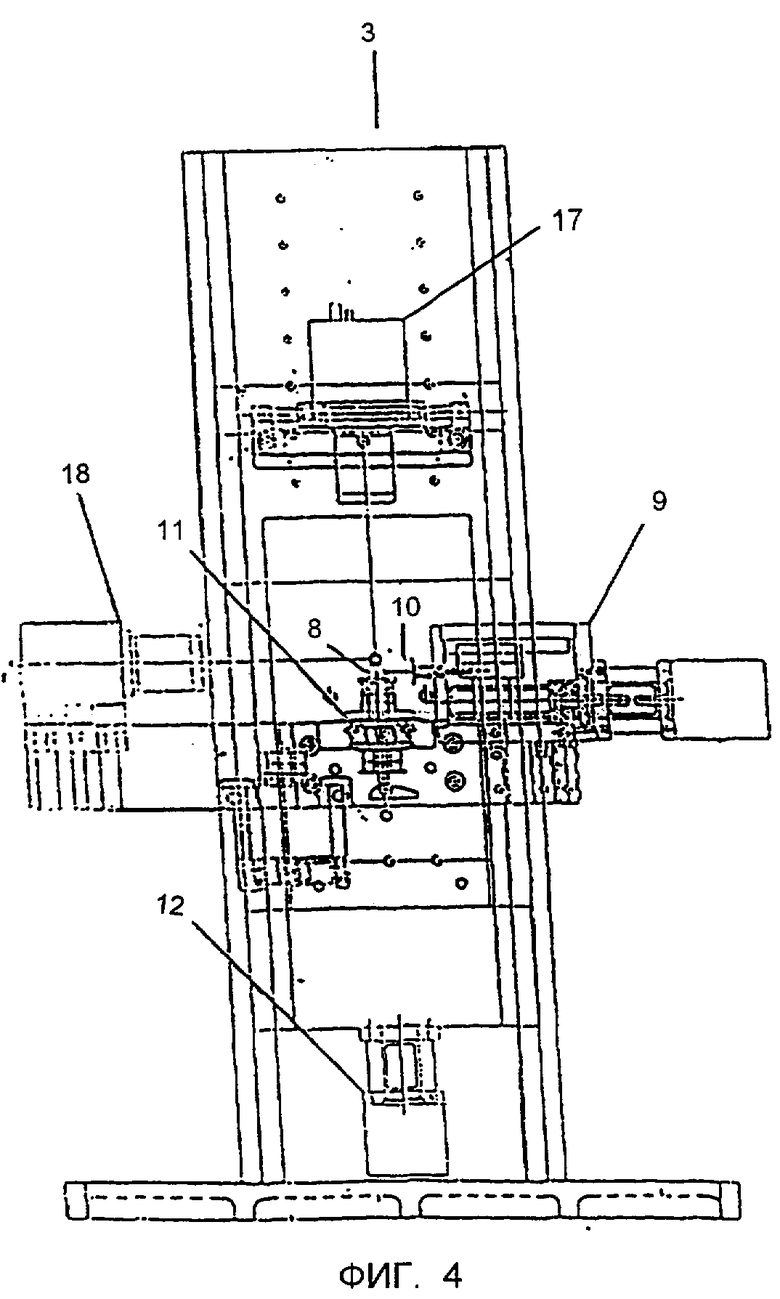
фиг.4 представляет собой вид спереди на установочное приспособление;
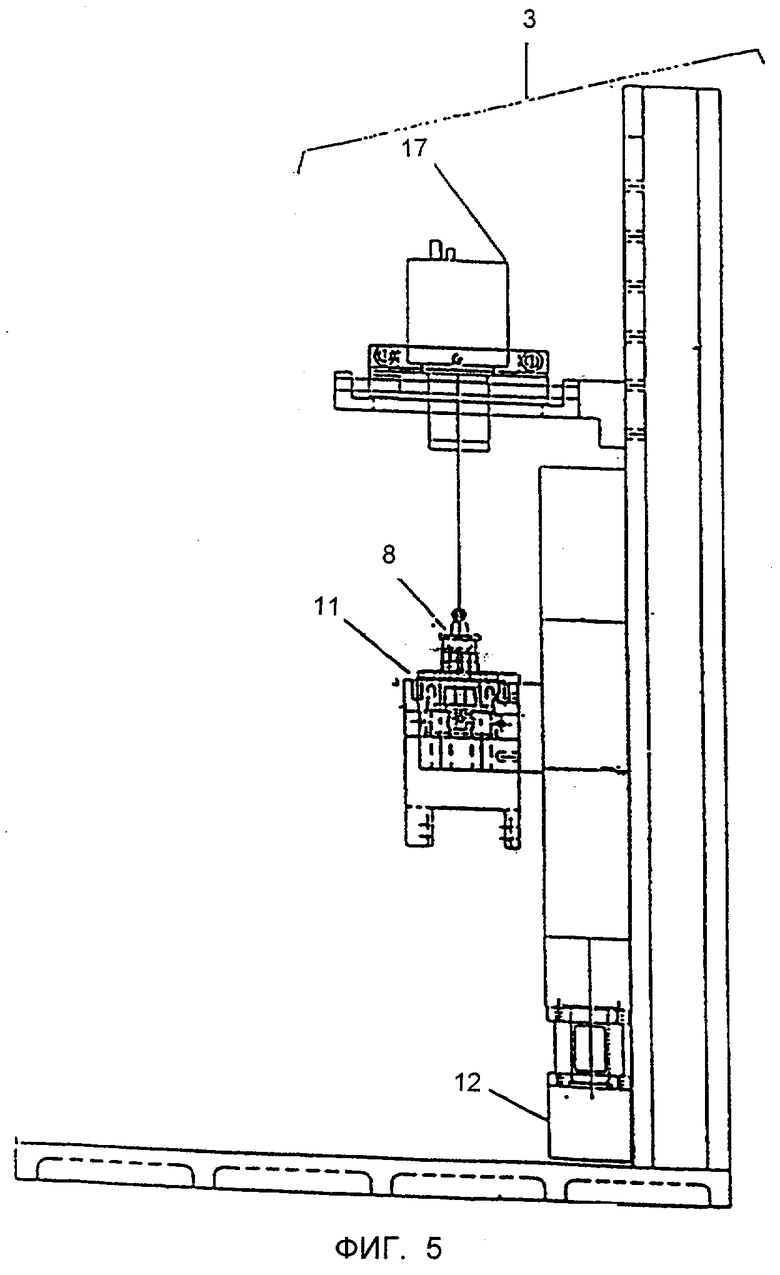
фиг.5 представляет собой боковой вид установочного приспособления;
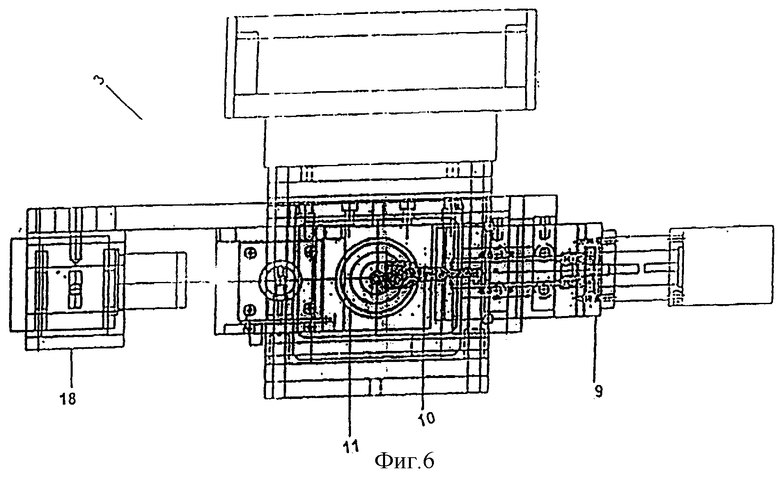
фиг.6 представляет собой вид сверху на установочное приспособление;
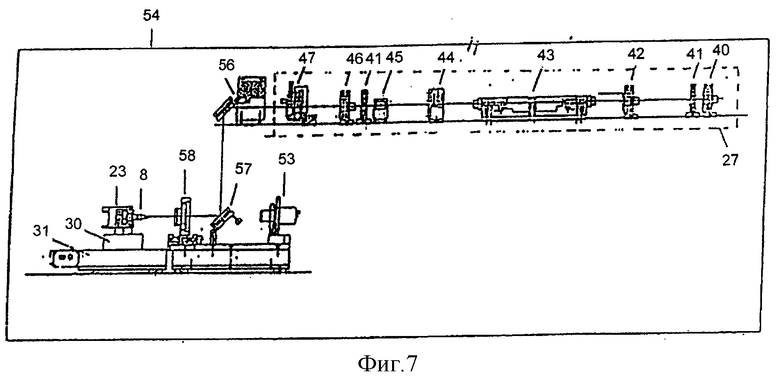
фиг.7 представляет собой вид спереди на систему для выполнения огранки;
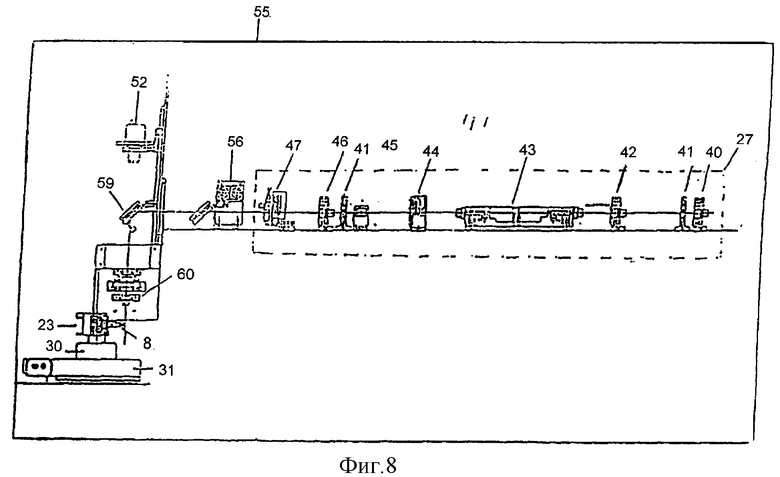
фиг.8 представляет собой вид спереди на систему для осуществления опоясывающего полирования;
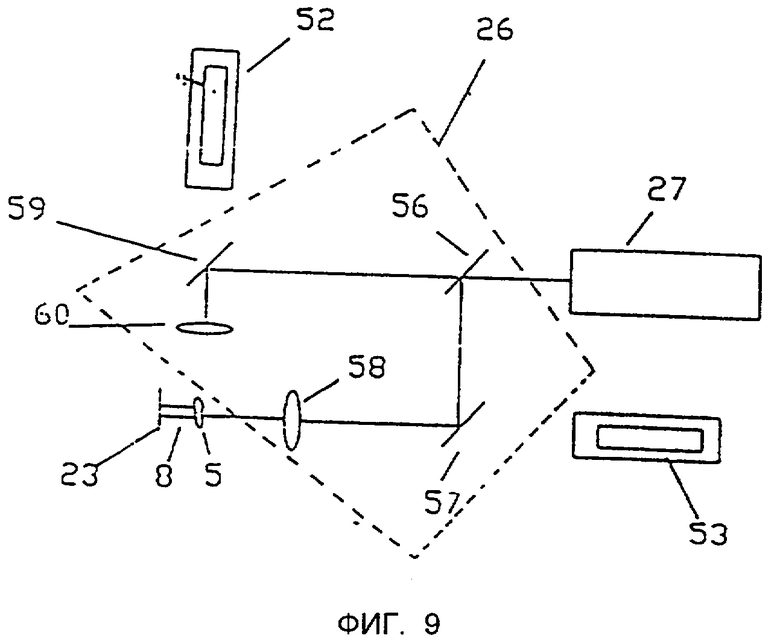
фиг.9 представляет собой блок-схему механизма для подачи луча;
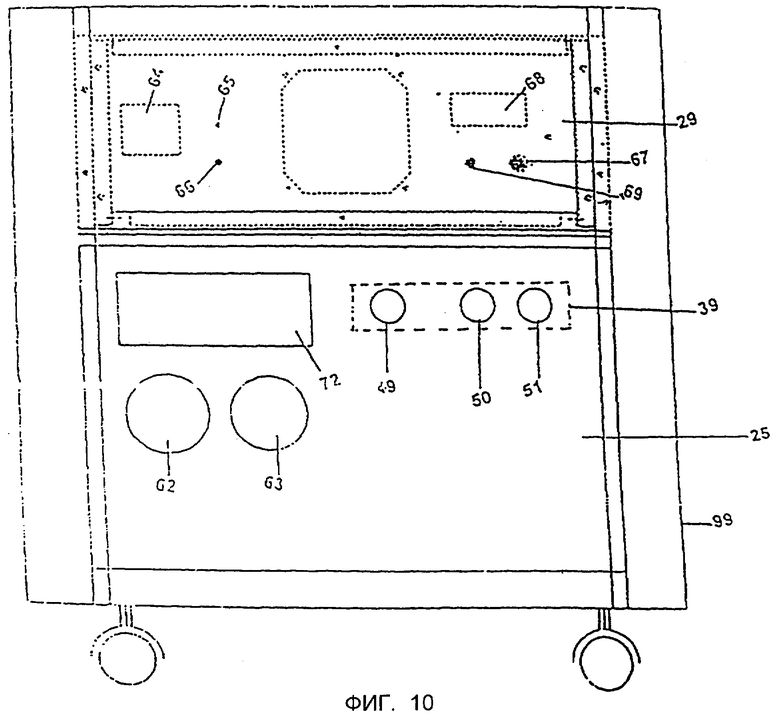
фиг.10 представляет собой тележку, содержащую источник подачи энергии и теплообменник;
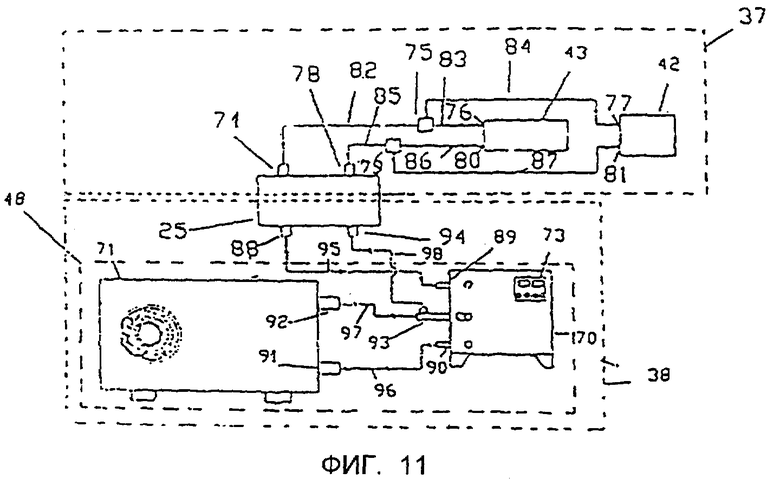
фиг.11 представляет собой блок-схему систем теплообменника, одна из которых предназначена для охлаждения деионизированной водой, а другая - для охлаждения воды внешнего потока, охлаждающей деионизированную воду;
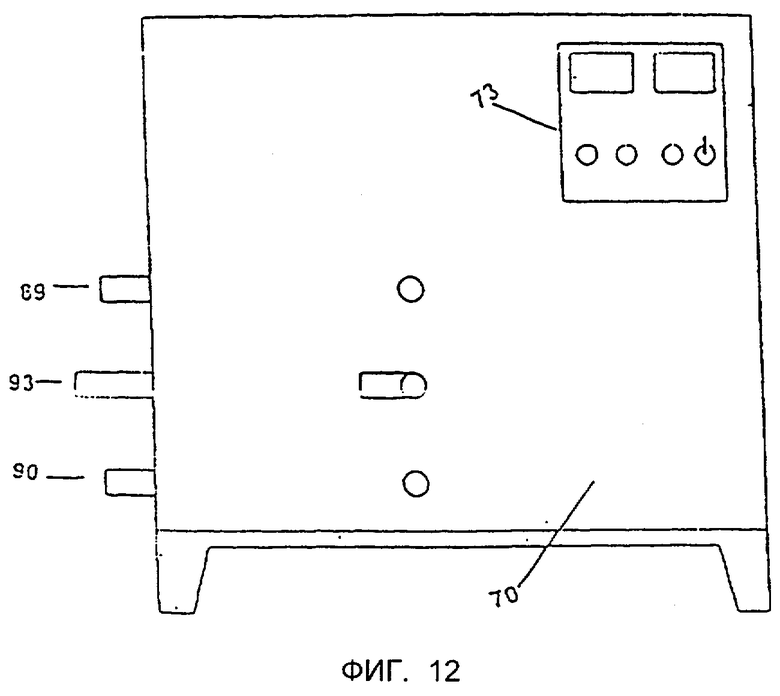
фиг.12 представляет собой вид спереди на водную емкость для охлаждения;
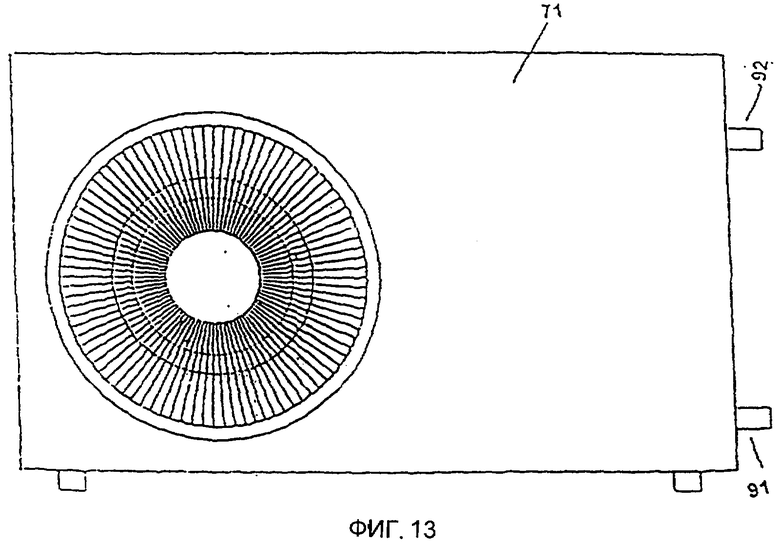
фиг.13 представляет собой вид спереди на емкость для разделения;
фиг.14 представляет собой изображение алмаза;
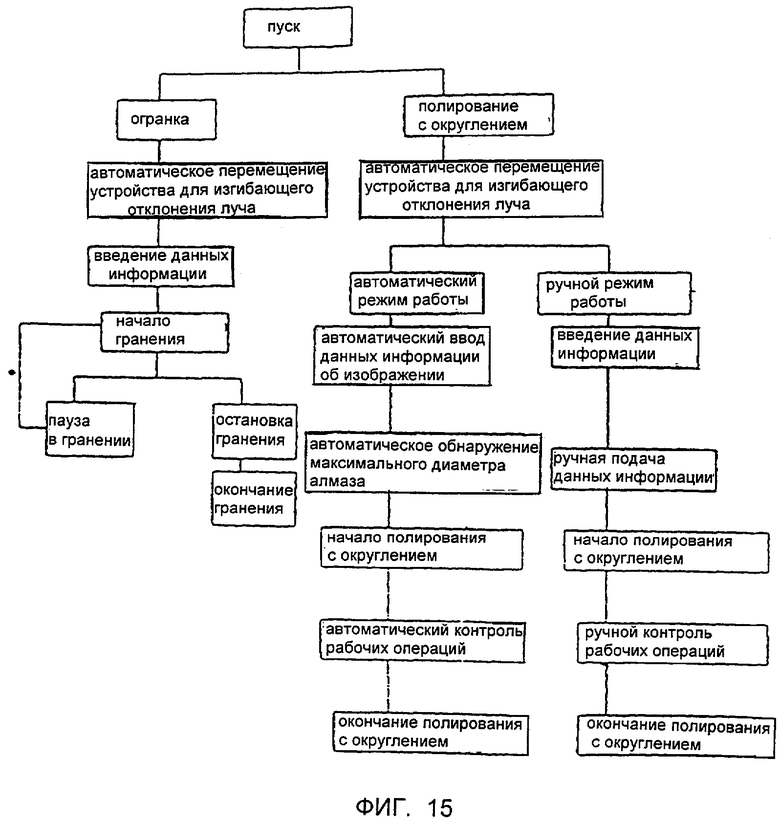
фиг.15 представляет собой карту технологического маршрута, показывающую схему выполнения операций производственного процесса;
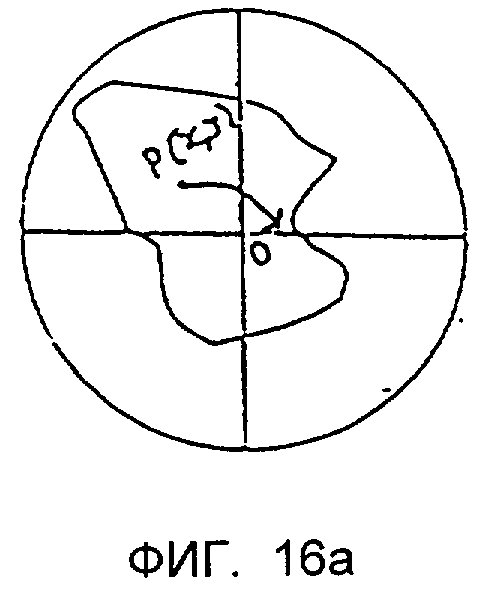
фиг.16а представляет собой произвольное/первоначальное положение камня сырьевого алмаза;
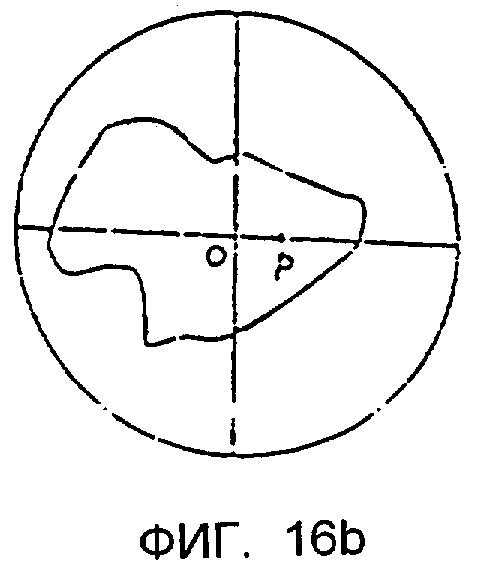
фиг.16b представляет собой положение центра камня сырьевого алмаза на оси X;
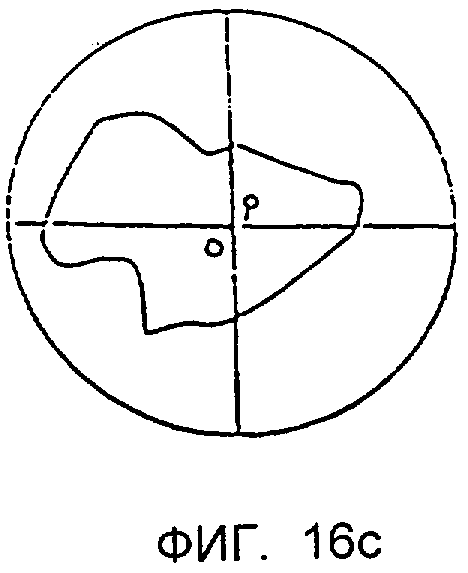
фиг.16с представляет собой положение камня сырьевого алмаза, когда он отцентрирован.
Новый лазерный станок для огранки состоит из: (i) держателя 8 для алмаза, (ii) установочного приспособления 3 и (iii) обрабатывающего приспособления 4; держатель 8 для алмаза состоит из стыковочной оправки 6 и магнитной оправки 7, а также поддерживает сырьевой алмаз 5; установочное приспособление 3 состоит из интерфейса центрального навигационного вычислительного устройства (числового программного управления CNC) и видеосистемы. Обрабатывающее приспособление состоит из интерфейса центрального навигационного вычислительного устройства (числового программного управления CNC), теплообменника 25, видеосистемы, механизма 26 для подачи луча, источника 27 лазерного излучения, привода 28 переключателя высокочастотного модулятора добротности лазера, источника 29 электропитания и стабилизатора.
Станок 1 для огранки содержит, главным образом, три части:
1) держатель 8 для алмаза;
2) установочное приспособление 3;
3) обрабатывающее приспособление 4.
1) Держатель 8 для алмаза.
Камень сырьевого алмаза, подлежащего обработке для огранки и полирования по методу округления, стыкованием закрепляется наверху стыковочной оправки 6 посредством клейкого вещества и теплоты. Благодаря магнетизму магнитной оправки 7 стыковочная оправка 6 затем фиксируется на верхней части магнитной оправки 7. Совокупность стыковочной оправки 6 и магнитной оправки 7 определяет собой то приспособление, которое считается держателем 8 для алмаза.
Установочное приспособление 3 снабжено автоматической системой для контролирования данных информации и центрирования драгоценного камня/камня 5 сырьевого алмаза. Данные информации о физическом состоянии драгоценного камня/камня 5 сырьевого алмаза определяются относительно спектрального реагирования на световую энергию при падении света на драгоценный камень 5. Драгоценный камень 5 освещается с помощью множества световых источников таким образом, что спектральное реагирование драгоценного камня 5 представляется в виде набора захватываемых пиксельных данных информации, тарируется, оценивается количественно и записывается для обращения к нему в будущем с помощью камер приборов с зарядовой связью (CCD). Установочное приспособление 3 снабжает станцию визуальных изображений данными информации об автоматическом центрировании и оцененном физическом состоянии драгоценного камня 5. Блок видеосистемы/визуальных изображений связан с устройством для выполнения компьютерного анализа с целью сообщения ему набора данных информации о захвате падающего света.
Устройство 16 для выполнения компьютерного анализа использует процессор для обработки данных информации и модельную базу данных информации для эталонного сравнения и оценки данных информации о физическом состоянии драгоценного камня 5 с помощью сообщаемых наборов пиксельных информационных данных. Спектральное реагирование драгоценного камня 5 на падающий на него свет от источников светового излучения количественно оценивается относительно модельных наборов пиксельных информационных данных из их базы и записывается для обращения к нему в будущем. Работа установочного приспособления 3 контролируется посредством применения набора инструкций и контролирующих плат.
Плата процессора/регулятора данных информации устройства 16 для выполнения компьютерного анализа обеспечивает набором инструкций для облегченной связи с установочным приспособлением 3, анализирующим сообщенные ему наборы пиксельных данных информации. Дополнительно устройство для компьютерного анализа включает в себя запоминающие устройства для хранения массива базы данных информации об эталонных величинах сравнения, набор аналитических инструкций и отчетную информацию, которая может включать в себя как текст, так и визуальные данные информации. Данные информации о физическом состоянии драгоценного камня 5 сообщаются из установочного приспособления 3 в компьютер 21 обрабатывающего приспособления 4.
Плата процессора/регулятора данных информации, предназначенных для управления, в установочном приспособлении 3 и обрабатывающем приспособлении 4 обеспечивает наличием набора инструкций для автоматизации выполнения рабочих операций, необходимых для точного позиционирования и работы визуальной аппаратной части. Система для получения изображений/видеосистема установочного приспособления 3 и обрабатывающего приспособления 4 извлекает последовательно и точно информацию о размерах, формах и пропорциях из визуальных изображений драгоценного камня 5, используя набор инструкций с данными информации, касающимися обработки.
2) Установочное приспособление 3 состоит из интерфейса центрального навигационного вычислительного устройства (числового программного управления CNC) и видеосистемы.
(I) Интерфейс центрального навигационного вычислительного устройства (числового программного управления CNC)
Интерфейс центрального навигационного вычислительного устройства (числового программного управления CNC) установочного приспособления 3 содержит позиционер 9 с механической подачей для ориентирования по оси X, механизированную поворотную платформу 11, позиционер 12 с механической подачей для перемещений вверх/вниз, приводные платы 13, 14, 15, плату управления, компьютер 16 и двигатели шагового привода.
(II) Видеосистема.
Видеосистема установочного приспособления 3 состоит из верхней камеры 17 прибора с зарядовой связью (CCD) и из нижней камеры 18 прибора с зарядовой связью (CCD).
Для точного опоясывания/округления или устранения избыточной окружающей поверхности сырьевого алмаза драгоценный камень 5 существенным является соблюдение условия, состоящего в том, что сырьевой алмаз 5 должен иметь круговое/вращательное движение вокруг его центральной точки, для чего требуется, чтобы сырьевой алмаз 5 наряду со стыковочной оправкой 6 обязательно располагался бы в центре верхней части магнитной оправки 7, и это осуществляется посредством использования интерфейса центрального навигационного вычислительного устройства (числового программного управления CNC), компьютера 16 со стандартным программным обеспечением и монитора 19.
Пример.
Посредством использования видеосистемы изображение сырьевого алмаза 5 появляется на мониторе 19. При использовании верхней камеры 17 прибора с зарядовой связью (CCD) и нижней камеры 18 прибора с зарядовой связью (CCD) имеется возможность избирательного наблюдения за сырьевым алмазом 5 или сбоку, или сверху при виде в плане. Допускаемая поверхность сырьевого алмаза 5 выбирается трехточечным способом, учитывая вид сверху на сырьевой алмаз 5/ вид на него в плане. Затем посредством щелканья "мышью" выбираются три произвольных концевых точки сырьевого алмаза 5, и при стандартном программном обеспечении это дает данные информации о физическом состоянии сырьевого алмаза 5, а также выставляет стыковочную оправку 6 на центр верхней части магнитной оправки 7, автоматически используя стержень 10 толкателя механизированного позиционера 9 для ориентирования по оси Х и механизированную поворотную платформу 11. Данные информации о физическом состоянии сырьевого алмаза 5 и прогнозируемые данные информации об алмазе 20 после его окончательной обработки могут быть доступны в обрабатывающем приспособлении 4, поскольку компьютеры 16 и 21 установочного приспособления 3 и обрабатывающего приспособления 4, соответственно, связаны локальной вычислительной сетью.
Функционирование интерфейса центрального навигационного вычислительного устройства (CNC) установочного приспособления 3.
Пример.
Обращая внимание на чертеж, фиг.16а, принимаем допущение о том, что центр сырьевого алмаза 5 представлен точкой Р(x,y) и он смещен от точки О(0,0). Это представляет собой положение сырьевого алмаза 5, размещенного в вертикальном положении на механизированной поворотной платформе 11.
Обращая внимание на чертеж, фиг.16b, можно видеть, что компьютеризированная видеосистема будет измерять угол поворота, и с помощью вращательного движения центр Р сырьевого алмаза будет перемещаться на ось Х посредством использования механизированной поворотной платформы 11. Шаговый двигатель приводит в рабочее состояние механизированную поворотную платформу 11, и, следовательно, держатель 8 для алмаза, который расположен на механизированной поворотной платформе 11, также поворачивается и занимает положение на оси X.
Обращая внимание на чертеж, фиг.16с, можно видеть, что для того, чтобы согласовывать центр Р с точкой О, стержень 10 толкателя, который фиксирован посредством позиционера 9 с механической подачей для ориентирования по оси X, толкает центр Р в сторону точки О, вследствие этого стыковочная оправка 6 размещается в центре верхней части магнитной оправки 7. Позиционер 9 с механической подачей для ориентирования по оси Х включается в рабочее положение с помощью шагового привода.
Если изображение бокового вида или вида сверху на сырьевой алмаз 5 не проявляется отчетливо на мониторе 19, тогда позиционер 12 с механической подачей, предназначенный для перемещений вверх/вниз, приводится в действие для того, чтобы давать ясное изображение сырьевого алмаза 5 на мониторе 19 посредством применения вертикального перемещения. Позиционер 12 с механической подачей, предназначенный для перемещений вверх/вниз, имеет привод от шагового двигателя.
Приводные платы 13, 14, 15 присоединены, соответственно, к позиционеру 9 с механической подачей для ориентирования по оси X, к позиционеру 12 с механической подачей, предназначенному для перемещений вверх/вниз, и к механизированной поворотной платформе 11. Приводные платы 13, 14, 15 также подключены к компьютеру 16. Приводные платы 13, 14, 15 усиливают электронный сигнал, идущий от компьютера 16, и обеспечивают наличием усиленного электронного сигнала, направляемого к позиционеру 9 с механической подачей для ориентирования по оси X, к позиционеру 12 с механической подачей, предназначенному для перемещений вверх/вниз, и к механизированной поворотной платформе 11. Контрольная плата, которая расположена в компьютере 16, управляет перемещением позиционера 9 с механической подачей для ориентирования по оси X, позиционера 12 с механической подачей, предназначенного для перемещений вверх/вниз, и механизированной поворотной платформы 11. Кроме того, конечные выключатели предусмотрены на каждой концевой части позиционера 9 с механической подачей для ориентирования по оси X, позиционера 12 механической подачей, предназначенного для перемещений вверх/вниз, и механизированной поворотной платформы 11 для того, чтобы сенсорно обнаруживать наличие начального и конечного положений. Для включения или выключения работы приводных плат 13, 14, 15 источник 22 подачи энергии к ним подключен к этим приводным платам.
4) Обрабатывающее приспособление 4.
Держатель 8 для алмаза передвигается к обрабатывающему приспособлению 4 после осуществления процесса центрирования стыковочной оправки 6 на магнитной оправке 7. Держатель 8 для алмаза фиксируется в горизонтальном положении на механизированной поворотной платформе 11. Поскольку компьютер 16 установочного приспособления 3 и компьютер 21 обрабатывающего приспособления 4 подключены друг к другу через локальную вычислительную сеть, следовательно, данные информации о физическом состоянии сырьевого алмаза 5, взятые от установочного приспособления 3, являются доступными для монитора 24 посредством использования стандартного программного обеспечения, установленного в компьютере 21 обрабатывающего приспособления 4.
Механизм обрабатывающего приспособления 4
Механизм обрабатывающего приспособления 4 состоит из интерфейса центрального навигационного вычислительного устройства (числового программного управления CNC), теплообменника 25, видеосистемы, механизма 26 для подачи луча, источника 27 лазерного излучения, переключателя 28 высокочастотного модулятора добротности лазера и источника 29 электропитания.
(I) Интерфейс центрального навигационного вычислительного устройства (числового программного управления CNC) обрабатывающего приспособления 4 состоит из позиционера 30 с механической подачей для ориентирования по оси Y, механизированной поворотной платформы 23, позиционера 31 с механической подачей для ориентирования по оси X, компьютера 21, монитора 24, замкнутой телевизионной системы 32, приводных плат 33, 34, 35, источника 36 для подачи энергии приводным платам и шаговых двигателей для приведения в рабочее положение позиционера 30 с механической подачей для ориентирования по оси Y, механизированной поворотной платформы 23 и позиционера 31 с механической подачей для ориентирования по оси X.
(II) Теплообменник 25 состоит из системы 37 охлаждения, системы 38 - Chilling резкого охлаждения и блокирующей системы 39. Система 37 охлаждения связана с системой циркуляции деионизированной воды, подающей ее из системы 37 охлаждения к лазерной головке 43 и к переключателю 42 модулятора добротности лазера и, наоборот, в обратном направлении. Система 38 резкого охлаждения связана с циркуляцией воды от теплообменника 25 к насосной системе 48 резкого охлаждения и наоборот в обратном направлении. Насосная система 48 охлаждения состоит из водной емкости 70 для резкого охлаждения и из разделительной емкости 71. Теплообменник 25 подключен к источнику 29 подачи энергии через блокирующий кабель. Блокирующая система 39 предохраняет станок от получения повреждения автоматическим отключением источника 29 подачи энергии в том случае, если: (i) интенсивность потока и/или (ii) уровень и/или (iii) температура деионизированной воды без необходимости повышается или понижается. Блокирующая система 39 теплообменника 25 содержит светоиспускающий диод (49) интенсивности потока, светоиспускающий диод 50 уровня и светоиспускающий диод 51 температуры.
(III) Видеосистема
Видеосистема обрабатывающего приспособления 4 состоит из верхней камеры 52 прибора с зарядовой связью (CCD) и нижней камеры 53 прибора с зарядовой связью (CCD).
(IV) Механизм 26 подачи луча обрабатывающего приспособления 4
Механизм 26 подачи луча обрабатывающего приспособления 4 состоит из (i) системы 54 для выполнения процесса огранки и из (ii) системы 55 для осуществления процесса округляющего полирования. Система 54 для выполнения процесса огранки состоит из: (а) скользящего приспособления 56 для изгибающего отклонения луча, (b) нижнего приспособления 57 для изгибающего отклонения луча и (с) нижнего фокусирующего приспособления 58. Система 55 для осуществления процесса округляющего полирования состоит из: (а) верхнего приспособления 59 для изгибающего отклонения луча и (b) верхнего фокусирующего приспособления 60. Скользящее приспособление 56 для изгибающего отклонения луча, нижнее приспособление 57 для изгибающего отклонения луча и нижнее фокусирующее приспособление 58 расположены под углом 45° по отношению к входящему лазерному лучу. Нижнее фокусирующее приспособление 58 и верхнее фокусирующее приспособление 60 имеют источник света для освещения сырьевого алмаза 5. Каждый источник света, предназначенный для освещения, имеет множество светоиспускающих диодов.
(V) Источник 27 лазерного излучения
Источник 27 лазерного излучения состоит из заднего светового отражателя 40, деталей с отверстиями 41, 41, переключателя 42 модулятора добротности лазера, лазерной головки 43, затвора 44, поляризатора 45, переднего светового отражателя 46 и расширителя 47 луча.
Лазерная головка 43 является главной частью для создания лазерного светового излучения. Передний световой отражатель 46 и задний световой отражатель 40 усиливают свет лазера посредством использования обратной связи. Переключатель 42 модулятора добротности лазера используется для сохранения энергии лазерного светового излучения с целью осуществления вспышки с высокой пиковой мощностью. Затвор 44 безопасности блокирует лазерный луч в случае электрического повреждения. Затвор безопасности препятствует работе лазера посредством блокирования траектории лазерного луча и предотвращения выпуска лазерного излучения из его источника. Затвор 44 безопасности приводится в действие с помощью рычажного выключателя с перекидной головкой. Отверстия 41, 41 ограничивают усиление света вдоль и вне оси резонатора для обеспечения полосы высоких частот. Расширитель 47 луча расширяет лазерный луч для сведения к минимуму его отклонения. Поляризатор 45 используется для поляризации лазерного луча.
(V) Привод 28 высокочастотного переключателя модулятора добротности лазера.
Для получения выходного луча с высокой пиковой мощностью пульсирующий источник лазерного излучения работает в режиме переключений модулятора добротности лазера. Преобразователь в оптико-акустическом переключателе 42 модулятора добротности лазера требует наличие высокочастотной энергии для работы переключателя 42 модулятора добротности лазера, и такое техническое требование удовлетворяется работой привода 28 высокочастотного переключателя модулятора добротности лазера. Высокочастотный источник пульсирует при частотах от 0,1 кГц до 50 кГц в соответствии с желательным частотным темпом пульсации лазера. Кварцевый элемент, переключаемый с такой частотой, требует своего охлаждения. Поэтому переключатель 42 модулятора добротности лазера также становится охлаждаемым. Для работы переключателя 42 модулятора добротности лазера в импульсном режиме привод 28 радиочастотного переключателя 42 модулятора добротности лазера подключается к компьютеру 21 и к переключателю 42 модулятора добротности лазера. Компьютер 21 посылает данные информации о частоте к приводу 28 высокочастотного переключателя модулятора добротности лазера, и соответственно источник лазерного излучения работает в режиме переключений модулятора добротности лазера. Поскольку переключатель 42 модулятора добротности лазера переключается с такой высокой по своей величине частотой, он охлаждается деионизированной водой для повторяющихся рабочих операций, и поэтому предусмотрена блокирующая система.
(VII) Источник 29 подачи энергии
Он включает в работу лазер и контролирует интенсивность света лазера, испускаемого лазерной лампой (криптоно-ксеноновой газоразрядной лампой). Интенсивность светового излучения создается лампой, которая используется для закачивания атомов ниобия при наличии электродного стержня из ниобия и алюмоиттриевого граната. Как только создается разряд в лампе, посредством изменения силы тока, протекающего через лампу, становится возможным контролирование интенсивности света, излучаемого лампой. Во многих случаях использования лазер не применяется непрерывно, и поэтому источник 29 подачи энергии предусматривается со специальной особенностью, заключающейся в наличии резервного режима, который поддерживает разряд в лампе с помощью выработки оптимальной силы тока, требуемой для того, чтобы поддерживать разряд в лампе. Это особое конструктивное выполнение является весьма полезным для увеличения эксплуатационной долговечности лампы, а также для подачи энергии, из-за чего будет сохраняться весь процесс выработки пускового импульса для включения лампы в работу.
Функционирование обрабатывающего приспособления 4
Держатель 8 для алмаза, который состоит из стыковочной оправки 6 и магнитной оправки 7, перемещается от установочного приспособления 3 и фиксируется в горизонтальном положении на механизированной поворотной платформе 23. В процессе гранения лазерный луч, идущий от источника 27 лазерного излучения, падает на скользящее приспособление 56 для изгибающего отклонения луча, от которого он падает на нижнее приспособление 57 для изгибающего отклонения луча, затем лазерный луч, идущий от нижнего приспособления 57 для изгибающего отклонения луча, фокусируется с помощью нижнего фокусирующего приспособления 58, и, наконец, фокусированный лазерный луч падает на драгоценный камень/сырьевой алмаз 5. В связи с этим максимальный диаметр 61 сырьевого алмаза/драгоценного камня 5 достигается посредством устранения избыточной поверхности от него с помощью вращательного движения и перемещения по определенной оси.
Вместе с тем максимальный диаметр 61 сырьевого камня 5 получается с помощью процесса полирования с округлением. В процессе полирования с округлением лазерный луч, испускаемый от источника 27 лазерного излучения, падает на верхнее устройство приспособления 59 для изгибающего отклонения, обходя скользящее устройство приспособления 56 для изгибающего отклонения. Лазерный луч, проходящий от верхнего устройства 59 для изгибающего отклонения, затем фокусируется верхним фокусирующим устройством приспособления 60, а затем фокусированный лазерный луч падает на сырьевой алмазный камень 5.
Использование процесса 54 гранения или применение процесса 55 полирования с округлением заключается в получении максимального диаметра 61 у сырьевого алмаза 5 посредством устранения избыточной окружающей поверхности у сырьевого алмаза 5. После завершения процесса 54 гранения или процесса 55 полирования с округлением форма сырьевого алмаза 5 вообще преобразуется, становясь цилиндрической. Для устранения избыточной окружающей поверхности сырьевого алмаза 5 используется лазерный луч от источника 27 лазерного излучения.
Процесс переключения рабочих режимов теплообменника 25 и источника 29 подачи энергии.
На теплообменнике 25 расположена кнопка 62 закачивания/откачивания, которая первоначально занимает положение "Закачивать" ("on"), и положение светоиспускающего диода 63 насоса закачивания переключается с помощью кнопки 62 закачивания/откачивания. Кроме того, для теплообменника 25 предусмотрено наличие цифрового блока 72 контролирования температуры и наличие блокирующей системы 39. Вместе с тем к пусковой лазерной лампе источника 27 лазерного излучения подключаются источник 29 подачи энергии, сенсорный переключатель 64 и переключатель 65 лампы. Кроме того, когда источник 29 подачи энергии подключен к теплообменнику 25 через блокирующий кабель, светоиспускающий диод 66 блокирования предусматривается как деталь источника (29) подачи энергии. Для запуска в работу блока 68 установки силы тока нажимают на кнопочный переключатель 67 "Нажимать для управления" ("Push for control"). Величина, показываемая на блоке 68 установки силы тока, может изменяться с помощью регулировочной ручки 69 для изменения текущего ее значения. Блок 68 установки силы тока предусмотрен с желательной величиной мощности, необходимой для устранения избыточных окружающих поверхностей сырьевого алмаза 5. Теплообменник 25 и источник 29 подачи энергии размещены на тележке 99.
Пример
От качества алмаза зависит величина теплоты в лазерном луче, требующейся для устранения избыточной поверхности сырьевого алмаза с помощью резания. При допущении того, что для сырьевого алмаза 5 требуется мощность с целью устранения избыточной поверхности с помощью резания, составляющая 25 Вт, ручку 69 изменения величины силы тока у источника 29 подачи энергии можно перемещать до тех пор, пока на ваттметре не будет достигнуто значение, равное 25 Вт.
Использование и функционирование теплообменника 25
Большое количество теплоты вырабатывается внутри полости накачивания в источнике 27 лазерного излучения, когда создается лазерный луч. Если теплота не удаляется из полости накачивания в источнике 27 лазерного излучения, тогда это будет вызывать повреждение лампы и стержня электрода, а поэтому надлежащее устройство для распределения теплоты в границах теплообменника 25 предусмотрено в обрабатывающем приспособлении 4. Теплота от деионизированной воды последовательно удаляется с помощью системы 38 резкого охлаждения воды внешней среды, предназначенной для охлаждения деионизированной воды. Температура деионизированной воды регулируется посредством применения соленоида, который при необходимости подает в систему 38 охлаждения воды внешний водный поток и отбирает его от этой системы.
Теплообменник 25 состоит из: (i) системы 37 охлаждения; (ii) системы 38 резкого охлаждения и (iii) блокирующей системы 39. Система 37 охлаждения с помощью циркуляции подает деионизированную воду от теплообменника 25 к лазерной головке 43 и переключателю 42 модулятора добротности лазера и наоборот в обратном направлении. Кроме того, система 38 резкого охлаждения воды внешнего потока посредством циркуляции подает воду от теплообменника 25 к насосной системе s резкого охлаждения воды внешнего потока и наоборот в обратном направлении.
В теплообменнике 25 циркуляция воды от насосной системы 48 уменьшает температуру поступающей деионизированной воды до значительного уровня и обеспечивает деионизированной водой, имеющей пониженную температуру, для подачи ее к лазерной головке 43 и переключателю 42 модулятора добротности лазера. Поток воды из системы 38 резкого охлаждения воды внешнего потока используется для уменьшения температуры деионизированной воды, поступающей из системы 37 охлаждения деионизированной водой, при этом она нагревается, и, следовательно, температура такой воды повышается. Температуру такой воды следует понижать посредством использования насосной системы 48. Насосная система 48 состоит из емкости 71 для разделения и водной емкости 70 резкого охлаждения.
Пример
Допускается, что на дисплейном устройстве цифрового блока 72 контролирования температуры у теплообменника 25 указана температура деионизированной воды, равная 35°С. Теперь, если требуется соблюдать условие, заключающееся в том, что температура деионизированной воды должна равняться 30°С, тогда необходимо нажимать на переключатель "Установить" (SET) на цифровом блоке 72 контролирования температуры в течение нескольких секунд. Когда начинает мерцать число текущего значения температуры деионизированной воды (35°С), необходимо нажимать вверх/вниз на кнопочные переключатели до тех пор, пока не покажется требуемая температура, равная 30°С, на дисплейном устройстве цифрового блока 72 контролирования температуры. Необходимо нажимать на кнопку "Установить" (SET) на цифровом блоке 72 контролирования температуры, когда на его дисплейном устройстве появляется изображение величины температуры, равной 30°С. Через несколько минут, когда температура деионизированной воды устанавливается равной 30°С, у теплообменника 25 свою работу прекращает насосная система 48 при уменьшении температуры поступающей деионизированной воды, хотя остается продолжающимся функционирование насосной системы 48.
Функционирование насосной системы 48 для работы теплообменника 25
Цифровой блок 73 контролирования температуры предусмотрен для водной емкости 70 резкого охлаждения. Если на дисплейном устройстве цифрового блока 73 контролирования температуры указано, что текущее значение величины температуры воды значительно выше, чем установленное значение температуры воды, начинает работать емкость 71 разделения, а если на этом дисплейном устройстве указано, что текущее значение величины температуры воды остается равным тому значению, которое находится около установленного ее значения, тогда емкость 71 разделения прекращает свою работу. В этом случае насосная станция 48 существенно экономит энергию.
Следовательно, температура внутри теплообменника 25 может поддерживаться, и это тоже предохраняет станок от перегревания.
Впускной патрубок 74 теплообменника 25 соединен с одним концевым участком тефлонового соединителя 75 посредством шланга 82, тогда как два других концевых участка тефлонового соединителя 75 соединены с выходным патрубком 76 лазерной головки 43 и с выпускным патрубком 77 переключателя 42 модулятора добротности лазера, соответственно, с помощью трубок 83, 84. Выпускной патрубок 78 теплообменника 25 соединен с одним концевым участком тефлонового соединителя 79 посредством шланга 85, тогда как два других концевых участка тефлонового соединителя 79 соединены с впускным патрубком 80 лазерной головки 43 и с впускным патрубком 81 переключателя 42 модулятора добротности лазера, соответственно, посредством трубок 86, 87. Выпускной патрубок 78 теплообменника 25 обеспечивает подачу деионизированной воды к лазерной головке 43 и к переключателю 42 модулятора добротности лазера, соответственно, посредством впускного патрубка 80 и впускного патрубка 81, тогда как благодаря тому, что теплота лазерного излучения нагревает деионизированную воду, выходящую из выпускного патрубка 76 и выпускного патрубка 77, соответственно, лазерной головки 43 и переключателя 42 модулятора добротности лазера, вода поступает в теплообменник 25 через впускной патрубок 74.
Выпускной патрубок 88 резкого охлаждения теплообменника 25 соединен с входным патрубком 89 водной емкости 70 резкого охлаждения через шланг 95, а выпускной патрубок 90 водной емкости 70 охлаждения соединен с впускным патрубком 91 емкости 71 разделения посредством шланга 96. Выпускной патрубок 92 емкости 71 разделения соединен со сдвоенным патрубком 93 водной емкости 70 охлаждения посредством шланга 97, а другой концевой участок сдвоенного патрубка 93 водной емкости 70 охлаждения соединен с впускным патрубком 94 резкого охлаждения теплообменника 25 посредством шланга 98.
Вода, используемая для уменьшения температуры деионизированной воды, становится теплой, выходит из выпускного патрубка 88 охлаждения теплообменника и подается во впускной патрубок 89 водной емкости 70 для охлаждения. Далее эта теплая вода поступает в водную емкость 71 разделения, и емкость 71 разделения понижает температуру теплой воды и снабжает такой водой водную емкость 70 охлаждения, из которой вода водной емкости s охлаждения поступает в теплообменник b через впускной патрубок 94.
Функционирование механизма 26 подачи луча обрабатывающего приспособления 4.
Если процесс гранения выбирается на мониторе 24 с помощью программного обеспечения, установленного в компьютере 21, лазерный луч падает на скользящее устройство 56 для изгибающего отклонения луча. Затем лазерный луч падает на нижнее устройство 57 для изгибающего отклонения луча, от которого он поступает к нижнему фокусирующему устройству 58, а далее фокусированный лазерный луч падает на боковую сторону сырьевого камня 5, расположенного на держателе 8 для алмаза.
Если выбирается процесс полирования с округлением на мониторе 24 посредством использования программного обеспечения, установленного в компьютере 21, тогда лазерный луч падает на верхнее устройство 59 для изгибающего отклонения, обходя скользящее устройство 56. Теперь лазерный луч проходит через верхнее фокусирующее устройство 60, а затем фокусированный лазерный луч падает на сырьевой камень 5, размещенный на держателе 8 для алмаза.
Кроме этого, верхнее фокусирующее устройство 60 и нижнее фокусирующее устройство 58 имеют осветительный блок, предназначенный для освещения сырьевого алмаза 5 посредством применения множества окружающих светоиспускающих диодов для наблюдения с помощью замкнутой телевизионной системы 32 за процессом гранения или процессом полирования с округлением.
Функция интерфейса центрального навигационного вычислительного устройства (числового программного управления CNC) обрабатывающего приспособления 4
Поворотная механизированная платформа 23
Избыточная окружающая поверхность сырьевого алмаза 5 устраняется лазерным лучом благодаря вращению поворотной платформы 23 с механической подачей, на которой в горизонтальном положении смонтирован держатель 8 для алмаза. Шаговый двигатель используется для привода механизированной поворотной платформы 23.
Позиционер 30 с механической подачей для ориентирования по оси Y и позиционер 31 с механической подачей для ориентирования по оси Х.
Во время осуществления процесса гранения лазерный луч погружается в сырьевой алмаз 5 постепенно до тех пор, пока не будут достигнуты максимальный диаметр 61 или цилиндрическая форма, для чего требуется перемещение сырьевого алмаза 5 по оси Y и/или по оси Х с помощью механизированной поворотной платформы 23, что реализуется посредством использования позиционера 30 с механической подачей для ориентирования по оси Y и/или позиционера 31 с механической подачей для ориентирования по оси X.
Позиционер 30 с механической подачей для ориентирования по оси Y смонтирован на позиционере 31 с механической подачей для ориентирования по оси Х таким образом, что позиционер 30 с механической подачей для ориентирования по оси Y может передвигаться по позиционеру 31 с механической подачей для ориентирования по оси X. Перемещение позиционера 30 с механической подачей для ориентирования по оси Y и/или позиционера 31 с механической подачей для ориентирования по оси Х выполняется автоматически или вручную подачей данных информации с помощью программного обеспечения, установленного в компьютере 21.
Передвижение позиционера 30 с механической подачей для ориентирования по оси Y и позиционера 31 с механической подачей для ориентирования по оси X, а также вращение механизированной поворотной платформы 23 контролируется платой управления, установленной в компьютере 21.
Когда плата 33 привода для движения по оси Y соединена с компьютером 21 и позиционером 30 с механической подачей для ориентирования по оси Y, она усиливает электронный сигнал, поступающий от компьютера 21, и посылает усиленный сигнал к позиционеру 30 с механической подачей для ориентирования по оси Y. Аналогично плата 34 привода для движения по оси Х и плата 35 R-привода поворота посылают усиленные электронные сигналы, соответственно, к позиционеру 31 с механической подачей для ориентирования по оси Х и к механизированной поворотной платформе 23. Плата 33 привода для движения по оси Y, плата 34 привода для движения по оси Х и плата "b" R-привода для поворота могут подключаться/отключаться с помощью источника 36 подачи энергии к приводным платам, который подключен к ним. Позиционер 30 с механической подачей для ориентирования по оси Y и позиционер 31 с механической подачей для ориентирования по оси Х получают привод от шаговых двигателей. Кроме этого, предусматриваются конечные выключатели на каждом концевом участке позиционера 30 с механической подачей для ориентирования по оси Y, позиционера 31 с механической подачей для ориентирования по оси Х и механизированной поворотной платформы 23 для сенсорного обнаружения первоначального и конечного положений.
Наблюдение за сырьевым алмазом 5, подлежащим обработке при огранке или полировании с округлением, можно осуществлять в замкнутой телевизионной системе 32 с помощью видеосистемы обрабатывающего приспособления 4, состоящей из верхней камеры 52 прибора с зарядовой связью и нижней камеры 53 прибора с зарядовой связью.
Поскольку лазерное гранение является неконтактным процессом, оно дает возможность получения повышенной скорости, уменьшает в значительной степени потерю в массе и поддерживает однородную форму алмаза. В новом лазерном станке для лазерного гранения компьютер становится важным элементом при резании алмаза. При стандартном программном обеспечении компьютера предполагается осуществление оптимального резания для того, чтобы получать точную скругленную форму алмаза, принимая во внимание размеры и форму алмаза. Кроме того, камень сырьевого алмаза, подлежащий центрированию и гранению, освещается световыми источниками, и эти источники для освещения состоят из множества светоиспускающих диодов таким образом, что глаз получает визуальное впечатление об одной и той же боковой стороне камня, которая освещена, и, следовательно, за освещенным сырьевым алмазом можно наблюдать в замкнутой телевизионной системе с помощью применения видеосистемы, состоящей из камер приборов с зарядовой связью. Это является полезным техническим приемом, поскольку новый станок для огранки может контролировать непрерывно по времени процесс без остановки станка, и он может обслуживаться одним единственным работником. В итоге все преимущества значительно увеличивают продуктивность рабочего процесса путем использования нового лазерного станка для огранки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАЗЕРНЫЙ РАСПИЛОВОЧНЫЙ СТАНОК ДЛЯ АЛМАЗОВ | 2002 |
|
RU2297325C2 |
| ЛАЗЕРНАЯ МАШИНА ДЛЯ АНАЛИЗА, ПЛАНИРОВАНИЯ И РАЗМЕТКИ НЕОБРАБОТАННОГО АЛМАЗА | 2002 |
|
RU2314197C2 |
| СТАНОК ДЛЯ ОГРАНКИ НИЖНЕЙ ЧАСТИ АЛМАЗА | 2003 |
|
RU2293643C2 |
| СИСТЕМА ДЛЯ ЛАЗЕРНОЙ МАРКИРОВКИ И СПОСОБ УСТАНОВЛЕНИЯ ПОДЛИННОСТИ МАРКИРОВКИ | 1996 |
|
RU2205733C2 |
| ОБРАБАТЫВАЮЩИЙ СТАНОК | 2013 |
|
RU2711694C2 |
| СПОСОБ ЗАПИСИ ИНФОРМАЦИИ ВНУТРИ КРИСТАЛЛА АЛМАЗА | 2020 |
|
RU2750068C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ МАТЕРИАЛОВ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1628365A1 |
| СТЕРЕОЛИТОГРАФИЧЕСКАЯ УСТАНОВКА | 1995 |
|
RU2119430C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В МОНОКРИСТАЛЛИЧЕСКИХ МАТЕРИАЛАХ ПОЛЯРИЗАЦИОННО-ОПТИЧЕСКИМ МЕТОДОМ | 2002 |
|
RU2240501C2 |
| Способ аддитивного сварочно-плавильного изготовления трёхмерных изделий и установка для его осуществления | 2017 |
|
RU2674588C2 |
Изобретение относится к области обработки алмазов и может быть использовано при изготовлении станков для их огранки. Станок предназначен для огранки алмазов лучом лазера и содержит держатель алмаза, установочное приспособление и обрабатывающее приспособление. Держатель алмаза включает стыковочную и магнитную оправки. Установочное приспособление состоит из интерфейса центрального навигационного вычислительного устройства и видеосистемы и обеспечивает операцию центрирования алмаза. После ее завершения держатель с алмазом передается на обрабатывающее приспособление. Последнее состоит из интерфейса центрального навигационного вычислительного устройства, теплообменника, видеосистемы, механизма для подачи луча, источника лазерного излучения, переключателя высокочастотного модулятора добротности лазера, источника подачи энергии и стабилизатора. Механизм для подачи луча позволяет выполнять процессы гранения алмаза и полирования с его округлением. Такая конструкция повышает производительность обработки алмаза, уменьшает потери в его массе и обеспечивает получение при стандартном программном обеспечении компьютера точно округленной формы алмаза с учетом его размеров. 22 з.п. ф-лы, 16 ил.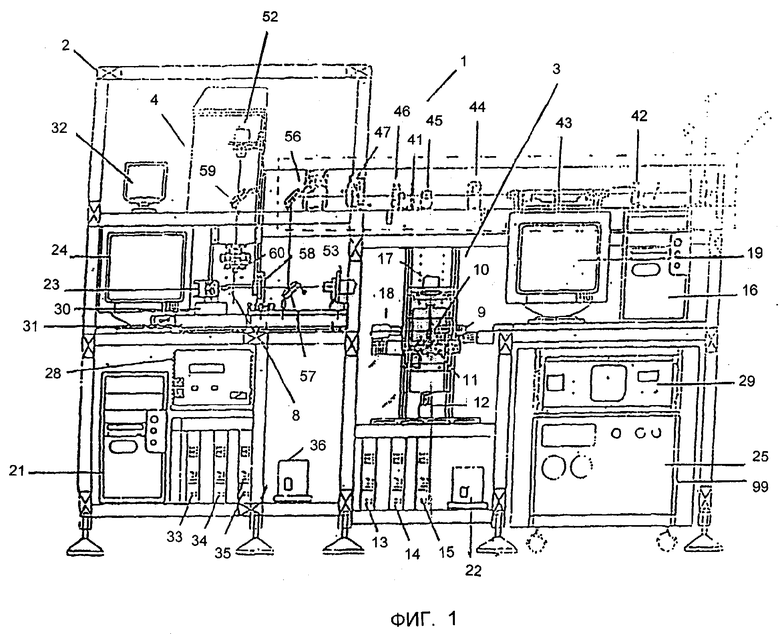
| US 5190024 А, 02.03.1993 | |||
| US 5932119 А, 03.08.1999 | |||
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛА | 1993 |
|
RU2094225C1 |
| ЕПИФАНОВ В.И | |||
| и др | |||
| Технология обработки алмазов в бриллианты, М., Высшая школа, 1982, с.95-96. | |||

